
Константин 23
Константин 23
НОВЫЙ ПОЛЬЗОВАТЕЛЬ
- Регистрация
- 05.12.2022
- Сообщения
- 0
- Реакции
- -3
- Баллы
- 0
- Город
-
Краснодар
- Имя
-
Константин
-
#1
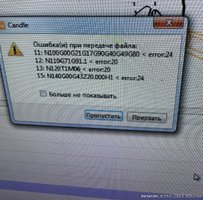
Добрый день подскажите пожалуйста в чем проблема может кто сталкивался с данной ошибкой ??
-

42D75C7D-6A55-457F-8A66-1B589947A878.jpeg
286.2 KB
· Просмотры: 32
Vladimir_123

- Регистрация
- 24.07.2022
- Сообщения
- 277
- Реакции
- 515
- Баллы
- 158
- Город
-
Челябинск
- Имя
-
Владимир
- Станок
-
CNC 3018 MAX
- Прошивка
-
1.1f
Robinson1957

- Регистрация
- 07.01.2020
- Сообщения
- 4 060
- Реакции
- 5 491
- Баллы
- 188
- Возраст
- 66
- Город
-
г.Новокузнецк
- Имя
-
Владимир
- Отчество
-
Александрович
- Станок
-
1610>2216
- Плата
-
W 2.08
- Прошивка
-
v1.1F
-
#3
Добрый день подскажите пожалуйста в чем проблема может кто сталкивался с данной ошибкой ??
Встречный вопрос:
В какой CAM, с каким постпроцессором создавалась эта УП?
Тут явно есть команды которые GRBL не поддерживает.
extrimus

- Регистрация
- 29.03.2019
- Сообщения
- 5 902
- Реакции
- 5 250
- Баллы
- 250
- Возраст
- 56
- Адрес
-
Россия
- Город
-
Иваново
- Имя
-
Андрей
- Плата
-
Woodpecker 3.2
- Прошивка
-
GBRL 1.1f
-
#4
Не с тем постпроцессором делалась УП.
demyuri

- Регистрация
- 31.10.2019
- Сообщения
- 9 415
- Реакции
- 8 915
- Баллы
- 200
- Возраст
- 48
- Адрес
-
РОССИЯ
- Веб-сайт
- youtu.be
- Город
-
Барнаул
- Имя
-
Юрий
- Станок
-
3018 ПРО, доработанный
- Плата
-
Дятел 3.4
- Прошивка
-
1.1f
-
#5
подскажите пожалуйста в чем проблема может кто сталкивался с данной ошибкой ??
С данной ошибкой сталкиваются те, кто не читает форум.
Константин 23
Константин 23
НОВЫЙ ПОЛЬЗОВАТЕЛЬ
- Регистрация
- 05.12.2022
- Сообщения
- 0
- Реакции
- -3
- Баллы
- 0
- Город
-
Краснодар
- Имя
-
Константин
-
#6
Встречный вопрос:
В какой CAM, с каким постпроцессором создавалась эта УП?
Тут явно есть команды которые GRBL не поддерживает.
В программе Candle по файлу который прислал продавец, выставили параметры как должны быть заводские, в итоге станок начал работать не исправно, то есть все оси начали зеркалить. Я сделал частичный сброс через команду $RST=$ станок начал работать нормально, но появилась эта ошибка.
-

910F031E-4B41-4B44-99DC-3905B190DD6F.jpeg
175.1 KB
· Просмотры: 23
-
BA12A698-B798-47A7-B0FD-1A53869F469A.jpeg
131.3 KB
· Просмотры: 23
demyuri
- Регистрация
- 31.10.2019
- Сообщения
- 9 415
- Реакции
- 8 915
- Баллы
- 200
- Возраст
- 48
- Адрес
-
РОССИЯ
- Веб-сайт
- youtu.be
- Город
-
Барнаул
- Имя
-
Юрий
- Станок
-
3018 ПРО, доработанный
- Плата
-
Дятел 3.4
- Прошивка
-
1.1f
-
#7
Константин 23, внимательно изучите вот это
Если зеркалит, читать здесь
![]()
Настройка движения осей 3018 Pro в Candle * ФОРУМ О СТАНКАХ CNC 3018
Здравствуйте! В чем вопрос — станок 3018pro плата woodpecker 3.4, при настройке в GRBL параметра $3 = 0 в программах Candle и LaserGrbl все нормально, при нажатии на кнопки перемещения все оси движутся так как положено, кнопка вправо — это вправо, влево — влево, вверх, вниз, все…

cnc3018.ru
Alexmit

- Регистрация
- 17.09.2020
- Сообщения
- 400
- Реакции
- 611
- Баллы
- 118
- Адрес
-
Россия
- Город
-
Москва
- Имя
-
Алексей
- Станок
-
3018
- Плата
-
Shield V4 Nano
- Прошивка
-
1.1h
-
#8
Добрый день подскажите пожалуйста в чем проблема может кто сталкивался с данной ошибкой ??
Команды несъедобные вот и ругается.
Смотри #4 сообщение. Или ручками в блокноте чистить.
extrimus
- Регистрация
- 29.03.2019
- Сообщения
- 5 902
- Реакции
- 5 250
- Баллы
- 250
- Возраст
- 56
- Адрес
-
Россия
- Город
-
Иваново
- Имя
-
Андрей
- Плата
-
Woodpecker 3.2
- Прошивка
-
GBRL 1.1f
-
#9
Команды несъедобные вот и ругается.
Смотри #4 сообщение. Или ручками в блокноте чистить.
Проще и быстрей УП переделать.
Robinson1957
- Регистрация
- 07.01.2020
- Сообщения
- 4 060
- Реакции
- 5 491
- Баллы
- 188
- Возраст
- 66
- Город
-
г.Новокузнецк
- Имя
-
Владимир
- Отчество
-
Александрович
- Станок
-
1610>2216
- Плата
-
W 2.08
- Прошивка
-
v1.1F
-
06.12.2022
-
Последнее редактирование: 06.12.2022
-
#10
Последнее редактирование: 06.12.2022
Проще и быстрей УП переделать.
Это, несложно, конечно, при условии знания команд G-кода, команд поддерживаемых GRBL, и при наличии простенкого тектредактора, типа блокнота. Но человек только ступил на стезю ЧПУ, вряд ли всё так просто.
Хотя на сайте информации предостаточно и если ТС разберется, большой респектище.
vvv1234

- Регистрация
- 24.08.2021
- Сообщения
- 2 188
- Реакции
- 2 732
- Баллы
- 133
- Адрес
-
очень далеко от России
- Имя
-
Валерий
- Станок
-
CNC 6040
- Плата
-
самодельная
-
#11
Добрый день подскажите пожалуйста в чем проблема может кто сталкивался с данной ошибкой ??
«error:20» : _(«Unsupported or invalid g-code command found in block.»)
«error:24» : _(«Two G-code commands that both require the use of the XYZ axis words were detected in the block.»)
Постпроцессор неправильный. Если УП делаете в Aspire — попробуйте этот.
Обновлено: 27.01.2023
Здравствуйте! Нужна помощь!
ОС Win7 x32 + все обновления. До недавнего времени пользовался версией 0.8.4. Все работает! Хотел перейти на версию 1.0.11(10) из-за добавления «растра» в визуализатор и возможности продолжения работы с произвольной строки.
The text was updated successfully, but these errors were encountered:
Rom327 commented Mar 18, 2017
Denvi commented Mar 18, 2017
На моем ПК таких проблем не наблюдается.
Rom327 commented Mar 18, 2017
Спасибо, попробую. Может система подзабита.
Rom327 commented Mar 18, 2017
И снова здравствуйте! Подключился к другой машине. Win7_64. Точно так же программа закрывается! Значит дело не в моем железе. Может какой библиотеки не хватает?
Denvi commented Mar 18, 2017
ОС тут как раз роль играет небольшую, куда важнее такие характеристики как:
- тип процессора/чипсета;
- тип видеокарты;
- объем ОЗУ.
Еще возможные причины:
- особенность отправляемых G-код файлов;
- настройки программы;
- настройки прошивки.
Rom327 commented Mar 18, 2017
Я вас понимаю, но железо используется тоже, что и с версией 0.8.4. И еще, если в визуализаторе выбрать «вектор», то программа работает!
Denvi commented Mar 18, 2017
Версия 0.8.4 растры не рисовала, а код отрисовки он, кхм, несколько отличается от векторов.
У вас файлы загружаются, если программа настроена в растровый режим, загрузка происходит без ошибок только с векторным?
В растром режиме после загрузки файла программа не вылетает, если изменить текущую строку кода (поставить курсор примерно на середину файла, конец файла) в окне под визуализатором?
Если нажать кнопку «Сброс»?
Rom327 commented Mar 18, 2017
Попытка редактирования программы и программа закрывается!
Rom327 commented Mar 18, 2017
Если редактировать в начале программы, то все работает, если в конце, программа вылетает!
Вы одного из своих «пушистых» переслать можете?
Rom327 commented Mar 18, 2017
Rom327 commented Mar 18, 2017
Заслал младшего кота. Прожжено несколько раз на 0.8.4.
Denvi commented Mar 18, 2017
Замечательно, ваш кот и вызывает эту ошибку. Буду разбираться. Спасибо.
Rom327 commented Mar 18, 2017
Мой кот хороший!
Rom327 commented Mar 18, 2017
Может Вам имеет смысл пообщаться с автором программы, которая генерит УП?

Вероятнее всего, просто теряется соединение с ЧПУ, это из за шпинделя. Китайцы на конденсаторах по питанию сэкономили. Лечится допайкой конденсатора 10 — 1000 мкФ в цепь питания 5 В. Я паял 100 мкФ на конденсатор в питании контроллера, можно припаять в питание преобразователя USB-ttl

1. Какой техпроцесс?
2. Скольки разрядная операционная система
И меня все работает на ноуте которому 12 лет и не зависает ничего. Попробуйте поменять usb кабель или слот куда втыкаете

Михалыч, %
O1234
N3 G17 G90 G20 G40
N4 G08 P1
N5 G91 G28 Z0
Показать полностью.
(MATERIAL:)
( X MIN:0.000 Y MIN:0.000 Z MIN:-0.158)
( X MAX:1.181 Y MAX:1.181 Z MAX:-0.031)
( X SIZE:1.181 Y SIZE:1.181 Z SIZE:0.126)
( THICKNESS:0.197)
(FIRST TOOL INFORMATION)
( TOOL NUMBER:1)
( DESCRIPTION:10.0 градус конический с 0.000 мм радиусом скругления и 0.050 мм плоской кромкой)
(FEED RATES IN INCHES PER MINUTE)
( CUTTING FEED RATE:79)
( PLUNGE FEED RATE :157)
( RAPID FEED RATE :9999)
( SPINDLE SPEED :S30000 r.p.m)
N22 T1
N23 M13 S30000
N24 G0 G90 G54 X0.0000 Y0.0000
N25 M11
N26 G43 H1 Z0.1969
N27 G0 X0.0000 Y0.0000 Z0.1969
N28 G1 Z-0.1575 F157.5
N29 G1 X0.0015 F78.7
N30 X1.1811
N31 Y0.0010
N32 Y0.0020
N33 X1.1796
N34 X0.0000
N35 Y0.0030
N36 Y0.0040
N37 X0.0015
N38 X1.1811
N39 Y0.0050
N40 Y0.0059
N41 X1.1796
N42 X0.6393 Z-0.1575
N43 X0.1683 Z-0.1575
N44 X0.0000
N45 Y0.0069
N46 Y0.0079
N47 X0.0015
N48 X0.5241 Z-0.1575
N49 X1.1811 Z-0.1575

(MATERIAL:)
( X MIN:0.000 Y MIN:0.000 Z MIN:-0.158)
( X MAX:1.181 Y MAX:1.181 Z MAX:-0.031)
( X SIZE:1.181 Y SIZE:1.181 Z SIZE:0.126)
( THICKNESS:0.197)
(FIRST TOOL INFORMATION)
( TOOL NUMBER:1)
( DESCRIPTION:10.0 градус конический с 0.000 мм радиусом скругления и 0.050 мм плоской кромкой)
В версии 1.1.7 не работают кнопки перемещения в ручном режиме. В версии 1.0.11 работает, но на визуализации нет перемещения шпинделя, постоянно стоит в 0X 0Y, в версии 1.1.7 нормально движется по траектории. В чем проблема? И не работает кнопка обнуления координат, ни в одной версии.
The text was updated successfully, but these errors were encountered:
DrGrbl commented Jan 22, 2017
С визуализацией и кнопкой обнуления разобрался, но так и не работает ручное перемещение в версии 1.1.5-1.1.7. В версиях 1.0.11 и ниже все работает.
Denvi commented Jan 25, 2017
Candle версий 1.0.х для прошивок GRBL 0.9 и ниже, 1.1.х — GRBL 1.1.
Обновите прошивку.
SadovovAlex commented Jan 29, 2017
Так же, не работает перемещение по кнопкам ручного перемещения в программе v1.1.7
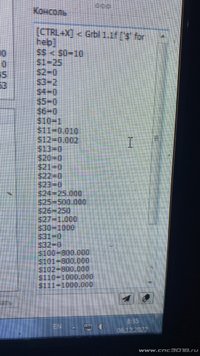
[CTRL+X] < Grbl 1.1e [‘$’ for help]
S300 < ok
$$ < $0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=1
$100=400.000
$101=400.000
$102=700.000
$110=800.000
$111=800.000
$112=500.000
$120=200.000
$121=200.000
$122=10.000
$130=200.000
$131=200.000
$132=200.000
ok
Denvi commented Jan 29, 2017
Не вижу криминала в настройках прошивки. Как насчет «settings.ini» файла?
ощущение что кнопка ничего не выполняет =)
Должна ли писаться команда перемещения в консоль при этом? у меня не пишется ничего.
ОС linux mint 17.3
Denvi commented Jan 29, 2017
Команда не должна выводиться в консоль.
Задайте шаг и подачу (скорость перемещения), например как на изображении ниже (судя по файлу настроек, сейчас не задана подача).

SadovovAlex commented Jan 29, 2017

В программе заданы!
Какие настройки в файле? может проблема в том что в файл не переносятся настройки?
И еще заметил что последняя цифра Буфер растет при нажатии
Denvi commented Jan 29, 2017
Какие настройки в файле? может проблема в том что в файл не переносятся настройки?
Настройки восстанавливаются при перезагрузке программы?
- 1 число — количество байт записанных в буфер последовательно порта;
- 2 — количество команд в буфере, на которые еще не пришел ответ от контроллера;
- 3 — количество команд в очереди.
Если растет последнее число — на команды перемещения нет ответа от контроллера, либо команды посылаются слишком часто.
В архиве версия с выводом команд перемещения в консоль (в настройках необходимо включить флаг «Отображать команды интерфейса пользователя»).
Протестируйте и отпишитесь с результатом вывода в консоль. Спасибо.
Сорри что долго не отвечал.
jogFeed в настройки записывется.
Протестировал новую сборку,
помучил старую и новую версии, с логированием, выяснил, что зависает перемещение после того когда пытаюсь управлять осью Z! что вверх, что вниз. помогает только перезапуск программы.
Причем как я понял по логам. часть команд по Z проходит.
Вот логи мучений
[CTRL+X] < Grbl 1.1e [‘$’ for help]
$J=G21G91X1Y0Z0F50 < ok
$J=G21G91X-1Y0Z0F50 < ok
$J=G21G91X-1Y0Z0F50 < ok
$J=G21G91X0Y1Z0F50 < ok
$J=G21G91X0Y1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
после этого перестают идти записи логов в консоль
Увеличивается только Кол-во команд в очереди.
вот сразу после запуска двигал ось Z:
[CTRL+X] < Grbl 1.1e [‘$’ for help]
$J=G21G91X0Y0Z10F50
$J=G21G91X10Y0Z0F50
$J=G21G91X0Y0Z10F50
$J=G21G91X0Y0Z-10F50
$J=G21G91X0Y0Z10F50
$J=G21G91X0Y0Z-10F50
Denvi commented Feb 3, 2017
Судя по всему, у вас зависает контроллер. На оси Z шагов на мм больше почти в два раза, чем на X и Y.
Думаю нужно увеличить время опроса контроллера (15 мс — очень частый опрос), либо ковырять параметры прошивки, что уже вне моей компетенции.
Хотя мой тестовый контроллер на Arduino Uno прекрасно работает с вашими настройками.
Попробуйте вручную отправлять команды $J с движением по оси Z (в том числе и напрямую через терминал, «pytty», к примеру), посмотрите что получится.
вы были абсолютно правы, проблема оказалась в настройках GRBL, почему-то ускорение по оси Z было выставлено в 0 ! =(
поставил
$122 = 200.000 (Z-axis acceleration, mm/sec^2)
И все заработало
Спасибо.
Собственно пожелание, можете ли Вы добавить проверку параметров прошивки $120/$121/$122 на не нулевое значение.
Вывод команд в консоль при перемещении на мой взгляд полезен, добавьте в будущие версии или опцию такую.
И поле консоль сделать в самом низу, чтобы оно было шире.
И вывод параметров прошивки примерно так, как в UGS, c расшифровкой
Grbl 1.1e [‘$’ for help]
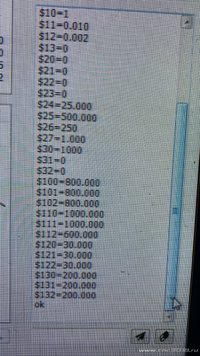
$$
$G
$0 = 10 (Step pulse time, microseconds)
$1 = 25 (Step idle delay, milliseconds)
$2 = 0 (Step pulse invert, mask)
$3 = 0 (Step direction invert, mask)
$4 = 0 (Invert step enable pin, boolean)
$5 = 0 (Invert limit pins, boolean)
$6 = 0 (Invert probe pin, boolean)
$10 = 1 (Status report options, mask)
$11 = 0.010 (Junction deviation, millimeters)
$12 = 0.002 (Arc tolerance, millimeters)
$13 = 0 (Report in inches, boolean)
$20 = 0 (Soft limits enable, boolean)
$21 = 0 (Hard limits enable, boolean)
$22 = 0 (Homing cycle enable, boolean)
$23 = 0 (Homing direction invert, mask)
$24 = 25.000 (Homing locate feed rate, mm/min)
$25 = 500.000 (Homing search seek rate, mm/min)
$26 = 250 (Homing switch debounce delay, milliseconds)
$27 = 1.000 (Homing switch pull-off distance, millimeters)
$30 = 1000 (Maximum spindle speed, RPM)
$31 = 0 (Minimum spindle speed, RPM)
$32 = 1 (Laser-mode enable, boolean)
$100 = 400.000 (X-axis travel resolution, step/mm)
$101 = 400.000 (Y-axis travel resolution, step/mm)
$102 = 700.000 (Z-axis travel resolution, step/mm)
$110 = 800.000 (X-axis maximum rate, mm/min)
$111 = 800.000 (Y-axis maximum rate, mm/min)
$112 = 500.000 (Z-axis maximum rate, mm/min)
$120 = 200.000 (X-axis acceleration, mm/sec^2)
$121 = 200.000 (Y-axis acceleration, mm/sec^2)
$122 = 200.000 (Z-axis acceleration, mm/sec^2)
$130 = 200.000 (X-axis maximum travel, millimeters)
$131 = 200.000 (Y-axis maximum travel, millimeters)
$132 = 200.000 (Z-axis maximum travel, millimeters)
ok
Читайте также:
- Как установить машины в scrap mechanic
- Как запустить самп в песочнице
- Космические рейнджеры 2 доминаторы вылетает
- Готика 2 как убрать
- Как в кроссаут убрать ограничение фпс
Что такое Candle?
Candle GRBL — это бесплатное программное обеспечение для управления станками с ЧПУ. Он очень несложный и поэтому идеально подходит для новичков.
Хотя наличие только минимума функций может быть ограничением, это значительно снижает «информационную перегрузку», которая может возникнуть, если вы еще не знакомы с обработкой с ЧПУ.
Какие типы станков с ЧПУ используют программное обеспечение Candle?
Candle использует исходный код GRBL, программное обеспечение которого можно запустить с помощью аппаратного обеспечения Arduino . Таким образом, любой станок с ЧПУ, который имеет контроллер Arduino и не более 3 осей (X, Y и Z), может использовать программное обеспечение Candle для управления им.
Этот тип программного обеспечения предназначен только для хобби, поэтому в основном используется на домашних станках с ЧПУ, а также на небольших фрезерных станках с ЧПУ потребительского уровня.
Большинство граверов с ЧПУ в стиле 3018 оснащены оборудованием-клоном Arduino, поэтому они будут поставляться с копиями Candle или другого программного обеспечения на основе Grbl для управления этими станками.
Обзор интерфейса Candle
Состояние
В этом разделе показано положение шпинделя по отношению к рабочим координатам (смещения нулевой точки) и координатам станка (исходная точка станка или исходное положение станка).

Для базовых станков с ЧПУ координаты станка будут располагаться там, где находится шпиндель, когда станок включен.
Я рекомендую установить исходное положение в положительном конце хода каждой оси, возвращая станок в это положение в конце каждой программы и перед тем, как выключить станок.
Контроль
Первая кнопка — « Кнопка домой ». При правильной настройке функция «Candle Grbl домой» вернет вашу машину в заранее определенную точку, это можно использовать, если ваша машина оснащена концевыми/домашним выключателями.

Если у вас есть базовый станок, такой как гравер 3018, который не имеет концевых выключателей, вы можете игнорировать эту кнопку и вместо этого использовать «безопасное положение». Я объясню, как использовать его в качестве функции самонаведения позже в этой статье.
Следующая кнопка управления — датчик нуля Z. Плата управления Arduino имеет возможность подключения щупа.

Если он у вас подключен и настроен правильно, при нажатии этой кнопки будет прощупываться верхняя часть вашей детали, и она будет установлена в качестве точки отсчета по оси Z.
Следующие две кнопки — Zero XY и Zero Z. Их нажатие установит ваши рабочие координаты в том месте, где в данный момент находится ваш шпиндель.

Переходя к нижнему ряду кнопок управления, первая из них — « Восстановить исходное положение ». Нажатие этой кнопки восстановит ваши предыдущие рабочие смещения с помощью команды G92.

Это необходимо, если вы нажмете сброс, так как это очистит ваши рабочие координаты, а нажатие «Восстановить исходную точку» восстановит их.
Эту функцию можно использовать даже после выключения и повторного включения машины, если перед выключением вы вернули машину в исходное положение.
Примечание: Недавно у меня возникла проблема, когда Candle не помнит мои последние использованные смещения, а команда восстановления источника не работает.
«Безопасное положение» будет перемещать оси вашего станка, как указано в диалоговом окне настроек в командах безопасного положения.

Ее можно использовать в качестве кнопки исходного положения, если на вашей машине нет переключателей исходного/конечного положения. Просто откройте окно настроек и введите «G53G00G90Z0.;G53G90X0.Y0». ” в командном поле безопасных позиций.
Теперь вы можете нажать эту кнопку, и ваша машина вернется в исходное положение.
Сброс является эквивалентом аварийной остановки. Нажмите ее, и ваш станок остановит шпиндель и любые движения осей.

Разблокировка используется для того, чтобы ваша машина снова заработала после нажатия кнопки сброса

Шпиндель

В этом разделе вы можете вручную включить шпиндель и контролировать скорость шпинделя. Вы можете манипулировать ползунком, чтобы уменьшить или увеличить скорость вращения. Это используется только при ручном включении шпинделя, а не при запуске программы G-кода.
Переопределение

Этот раздел позволяет управлять скоростью подачи, ускоренной подачей и скоростью шпинделя во время выполнения программы кода G. Это действительно полезно, чтобы помочь настроить подачу и скорость, чтобы предотвратить поломку инструмента или перегрузку станка.
Чтобы использовать его, отрегулируйте ползунок, затем установите флажок, чтобы сделать изменение активным.
Перемещения
Секция Jog позволяет вам вручную управлять 3 осями вашего станка. 4 кнопки направления слева управляют осями X и Y, а две сплошные стрелки справа управляют осью Z.

Выпадающее меню «шаг» дает вам возможность управлять движением осей различными способами. При выборе «Непрерывно» оси будут перемещаться непрерывно, пока нажата кнопка направления. Движение остановится, когда кнопка будет отпущена.
Все остальные параметры представляют собой пошаговые перемещения, все они показаны в миллиметрах.
Выберите расстояние, на которое вы хотите переместиться, и нажатие кнопки направления переместит ось на выбранное расстояние.
В центре кнопок направления XY есть кнопка остановки, если вам нужно предотвратить сбой.
Следующим выбором является подача. Выберите скорость подачи, например, более медленную подачу, обеспечивающую более точное ручное управление.
Последним вариантом является флажок для включения управления с клавиатуры . Элементы управления для перемещения ваших осей следующие
ЦИФРОВОЙ БЛОК 8 = Y+ ЦИФРОВОЙ БЛОК 2 = Y- ЦИФРОВОЙ БЛОК 4 = X- ЦИФРОВОЙ БЛОК 6 = X+ ЦИФРОВОЙ БЛОК 9 = Z+ ЦИФРОВОЙ БЛОК 3 = Z- ЦИФРОВОЙ БЛОК 5 = СТОП ЦИФРОВОЙ БЛОК 7 = ДЛИНА ШАГА + ЦИФРОВОЙ БЛОК 1 = ДЛИНА ШАГА – ЦИФРОВОЙ БЛОК / = СКОРОСТЬ ШПИНДЕЛЯ – ЦИФРОВОЙ БЛОК * = СКОРОСТЬ ШПИНДЕЛЯ + ЦИФРОВОЙ БЛОК 0 = ПУСК / ОСТАНОВ ШПИНДЕЛЯ
Убедитесь, что вы не установили флажок по ошибке, так как если он установлен, вы не сможете использовать консоль.
Консоль

Эта область покажет вам команды, которые используются при нажатии любой из кнопок управления. Он также используется в качестве экрана MDI.
M Anual D ата I Nput позволяет вводить отдельные строки кода и выполнять их независимо от любого G кода программы.
Загрузите Программу G Code
Сначала необходимо создать программу, либо написав вручную использую команды G-кода, либо с помощью CAM программ.
Когда у вас есть программа, вы можете нажать «открыть» или «файл»> «открыть». Это поместит вашу программу в «очередь», готовую к отправке на ваш компьютер, когда вы нажмете «отправить».
Первые несколько строк программы должны быть видны в нижней части экрана.
Вы можете запустить программу G-кода как в метрической, так и в имперской системе, но Candle будет показывать только миллиметры в показаниях «состояния». Кажется, нет никакого способа изменить это.
Запуск программы G-кода в британских единицах приведет к созданию проекта правильного размера, если в вашей программе указан код G20 (дюймы).
Настройте Свой Станок С ЧПУ
Используйте функции толчковой подачи, чтобы расположить инструмент там, где вам нужны базовые точки по трем осям. Когда в положении нажмите Нулевой XY и нулевой Z кнопки.
Когда точки отсчета установлены, нажмите «безопасное положение», и если вы настроите его, как показано ранее в этой статье, ваша машина вернется в исходное положение.
Запустите Программу G-Кода
Как только ваша программа загружена, просто нажмите « Отправить», и машина запустит программу.

Нажатие Pause остановит движение осей без остановки шпинделя.
Если вы столкнулись с проблемой и вам нужно остановить программу, просто нажмите « Прервать», и машина полностью остановится. Затем вы можете нажать « безопасное положение», чтобы отправить машину домой, подальше от материала.
Если вы хотите перезапустить, нажмите «Сброс», чтобы вернуться к началу программы, прежде чем снова нажать «Отправить».
Визуализатор Candle
Траекториями инструментов в визуализаторе можно управлять с помощью мыши обычным способом.

Вращайте пути, удерживая нажатой левую кнопку мыши и перемещая мышь, удерживая нажатой правую кнопку для панорамирования и вращая колесо прокрутки для увеличения и уменьшения масштаба.
В правом верхнем углу окна визуализатора также есть значки для размещения траекторий в типичных положениях окна просмотра.
Вывод
Я нашел это программное обеспечение легким в использовании, оно настолько простое и интуитивно понятное, что идеально подходит для новичков в ЧПУ. Он не идеален и имеет некоторые недостатки.
Это программное обеспечение идеально подходит для использования в сочетании с JCut и другими базовыми программами для генерации G-кода.
У меня было несколько глюков, когда я впервые начал использовать его. Основная проблема заключалась в том, что машина пыталась быстро выйти за пределы своих возможностей после нажатия «Прервать» и «Восстановить исходное положение». (Он вообще не должен двигаться).
Я не уверен, что я сделал, чтобы он работал правильно, но теперь он работает нормально.
Candle является бесплатным программным обеспечением, поэтому его нельзя винить, вы можете скачать его здесь.
Если вам нужен файл G-кода для тестирования вашей машины, то на сайте есть несколько примеров, которые может скачать любой желающий.
Как собрать ЧПУ плоттер рассказывал в прошлой статье. Сегодня рассмотрим процесс сознания G-Code для плоттера на Arduino, от поиска картинки, до готовой гравировки. Для этого будем использовать несколько программ: Inkscape, Carbide Create, Candle. Для того, чтобы сделать гравировку, нужно нарисовать векторное изображение самостоятельно или найти готовый рисунок в интернете.
Поиск картинки для гравировки на плоттере.
В поиске нужных картинок для гравировки, нам поможет поисковая система «Яндекс». В строке поиска вбиваем фразу «картинки для гравировки лазером».
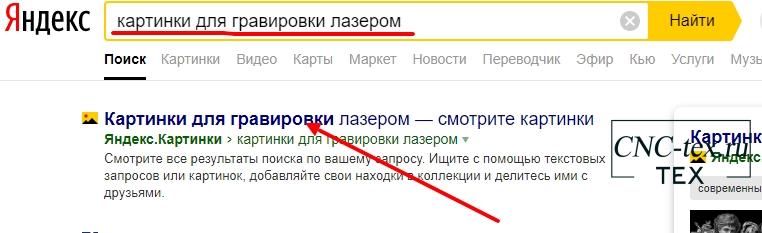
После чего переходим в «Яндекс картинки». Конечно, можно искать сразу в «Яндекс картинках». Для более качественного поиска настроим фильтр, во вкладке «Тип» выберем «С белым фоном».
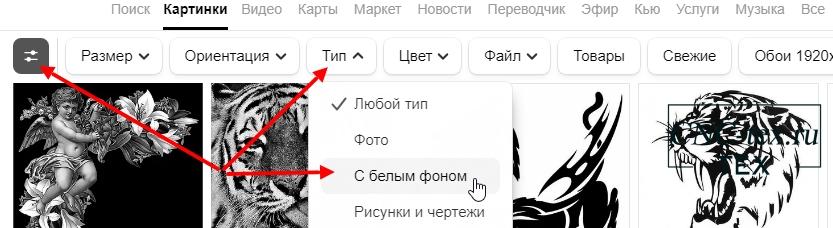
После сортировки нам выдаст результат: черные картинки с белым фоном. Из данного набора, можно нарисовать на плоттере любую картинку, но лучше искать сегментные изображения. Сегментные картинки состоят из отдельных частей, которые не пересекаются с другими и имеют небольшие размеры, относительного общего размера изображения. Такие картинки красиво гравируются на плоттере и лазерном гравировальном станке.
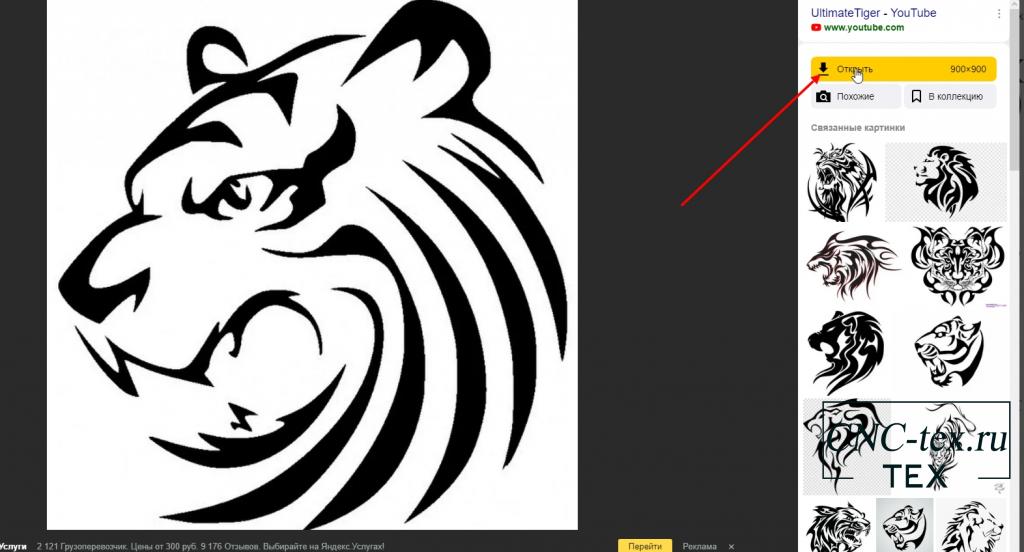
Нажимаем на кнопку «Открыть», для выбранного изображения. Оно откроется в новом окне, на черном фоне.
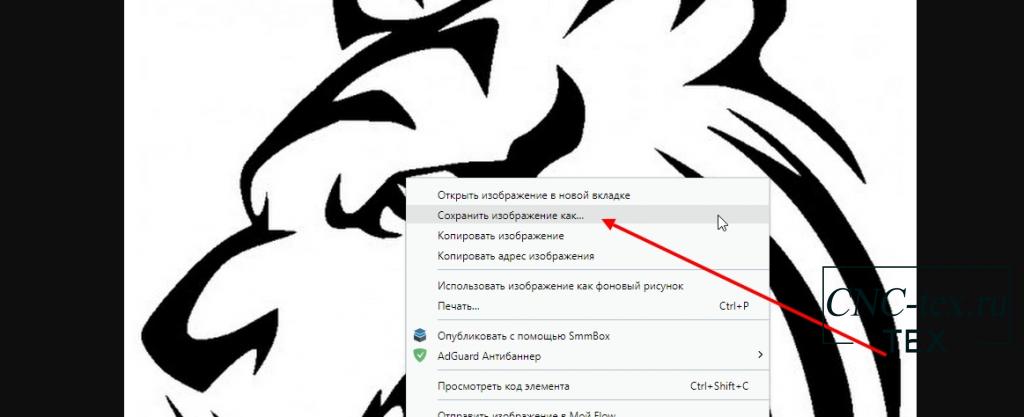
После чего кликаем по картинке правой кнопкой мыши и выбираем «Сохранить изображение как …», выбираем место куда сохранить. Если у вас браузер не спросил куда сохранить файл, то сохранение произойдёт в автоматическом режиме в папку «Загрузка».
Программа Inkscape поможет преобразовать растровое изображение в векторное.
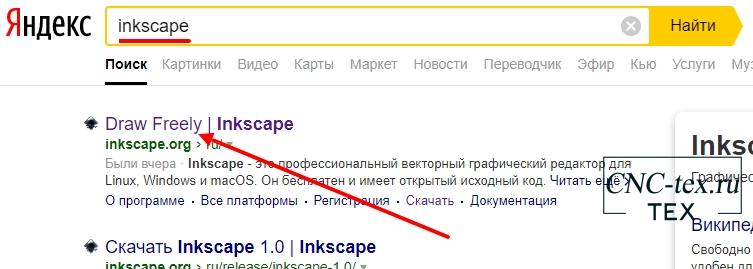
Для того чтобы скачать программу «Inkscape», заходим в поисковик и указываем название программы «Inkscape». Переходим на сайт разработчика Inkscape.org.
На сайте переходим в раздел «Download». 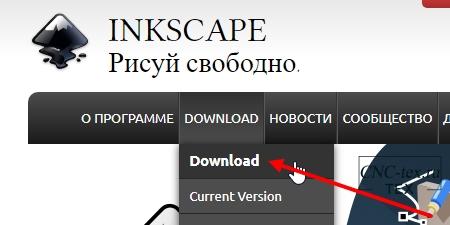
На момент написания статьи последняя версия программы 1.0.2. В версиях новее 1.0 много нареканий, и я еще не тестировал работу с новыми версиями. Поэтому покажу работу с версией 0.9.2. Скачать ее можно на странице «Download» в правой колонке.

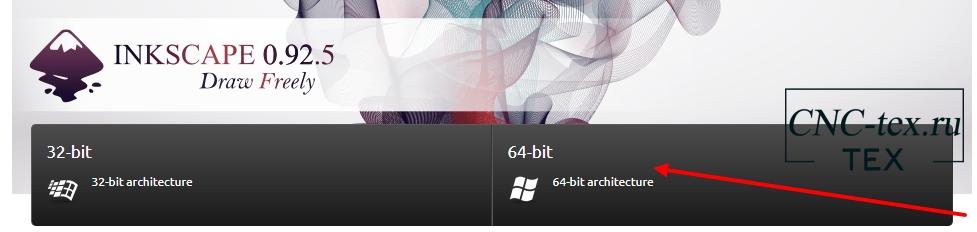
Далее нужно выбрать для какой операционной системы скачиваем программу, я выбираю Windows.
Выбираем разрядность вашей ОС. У меня 64-bit.
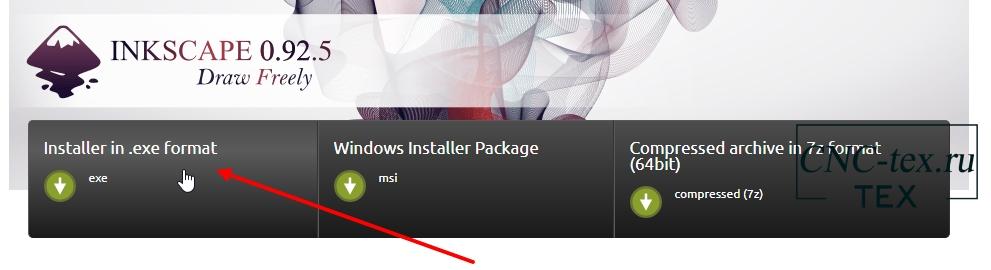
Скачиваю установочный файл .exe. Установка программы не сложная и проходит в несколько кликов.
Настройка программы Inkscape.
Для комфортной работы с программой настроем её. Для этого переходим в раздел меню «Файл-> Свойства документа…».
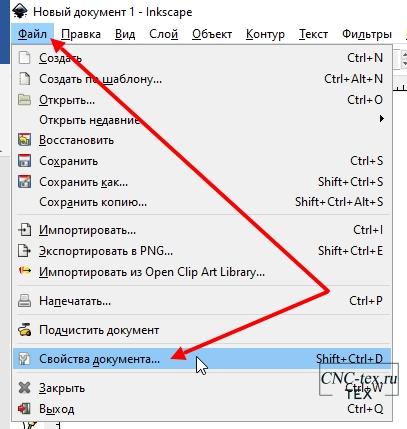
Выбираем единицы измерения «mm». Настраиваем размер рабочего пространства, по размерам рабочей зоны плоттера. У меня ширина 90, высота 60 мм.
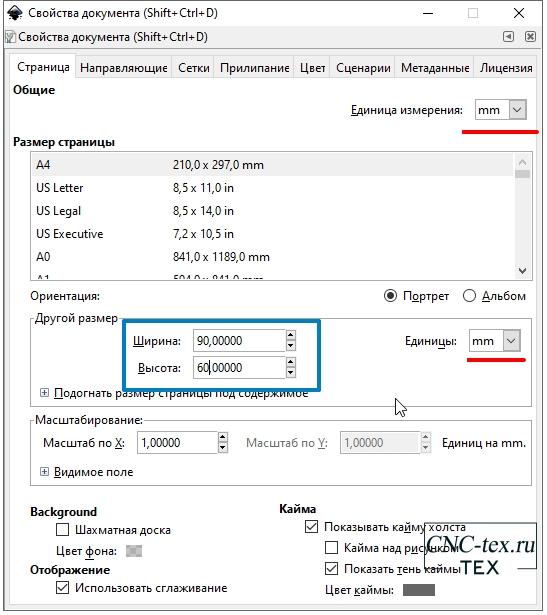
Полученный шаблон сохраняем, чтобы в дальнейшем не настраивать данные параметры.
Преобразуем растровое изображение в векторное в программе Inkscape.
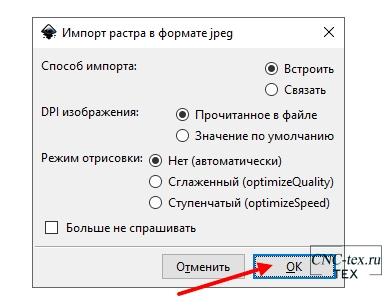
Перетаскиваем в программу изображение, которое мы скачали ранее. У вас появиться окно «Импорт растра в формате jpeg», тут ничего не меняем, нажимаем на кнопку «ОК».
Для того чтобы растровое изображение преобразовать в векторное, необходимо выделить картинку и выбрать пункт меню «Контур -> Векторизовать растр…». 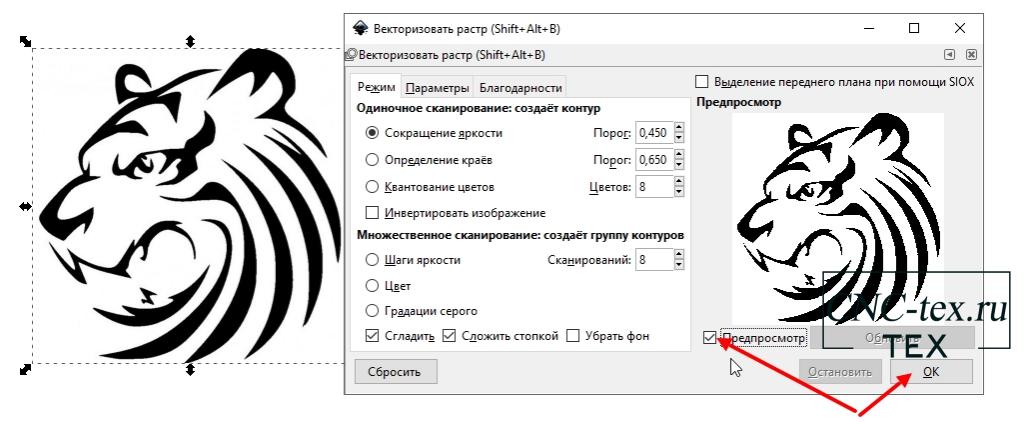
Откроется всплывающее окно. Тут можно поиграться с настройками, для просмотра результата нужно поставить галочку «Предпросмотр». После чего нажимаем кнопку «ОК».
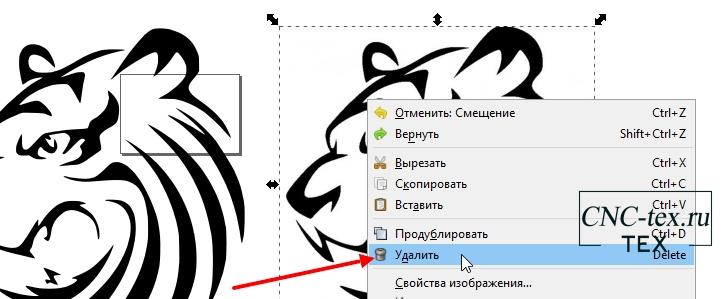
Растровое изображение можно удалить, оно нам больше не понадобиться.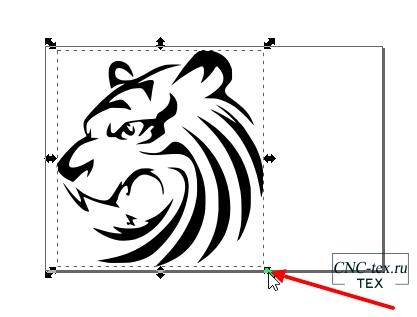 Изменяем масштаб полученного изображения, чтобы оно помещалось в наше рабочее поле. Для пропорционального изменения размера, нажмите клавишу «Ctrl» и не отпуская, потяните за любой угол изображения.
Изменяем масштаб полученного изображения, чтобы оно помещалось в наше рабочее поле. Для пропорционального изменения размера, нажмите клавишу «Ctrl» и не отпуская, потяните за любой угол изображения.
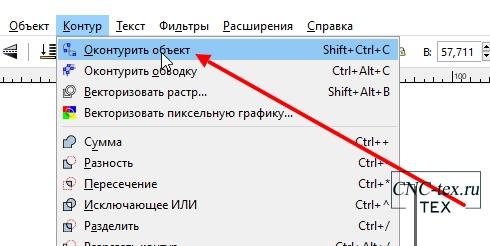 Последнее, что нам нужно сделать, это оконтурить объект. Для этого переходим в меню «Контур-> Оконтурить объект».
Последнее, что нам нужно сделать, это оконтурить объект. Для этого переходим в меню «Контур-> Оконтурить объект». 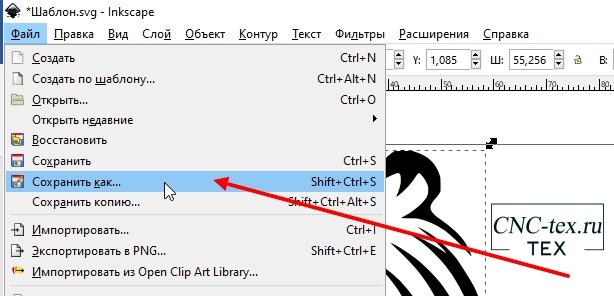
Полученное изображение сохраняем в формате .svg, под название «Пример1».

Векторное изображение готово, сейчас приступим к созданию G-Code для плоттера.
Создаем G-code для плоттера в программе Carbide Create.
Для того чтобы создать G-code для плоттера, воспользуемся программой Carbide Create. Данная программ позволяет создавать G-code для фрезерных ЧПУ станков. Для наших целей её тоже можно использовать, но с определёнными ограничениями, о которых расскажу по мере их возникновения.
Скачать программу Carbide Create.
Для того чтобы скачать программу, в поиске «Яндекс» указываем название программы «Carbide Create». Переходим на сайт разработчика.
Прокрутив страницу ниже, вы увидите заголовок «Carbide Create CAD/CAM Software». Нажимаем на кнопку «See Carbide Create», чтобы подробнее почитать о программе.
На странице программы нужно нажать на кнопку «Get Carbide Create for Free». В открывшемся окне указываем свой e-mail и нажимаем на кнопку «Get Carbide Create».
После чего вы получите письмо, на указанный ранее электронный адрес. В письме будет ссылка на скачивание программы «Click here to download Carbide Create».
После нажатия на которую вы сможете скачать программу для вашей операционной системы. К сожалению, для Linux версии нет.
Создание G-Code в программе Carbide Create.
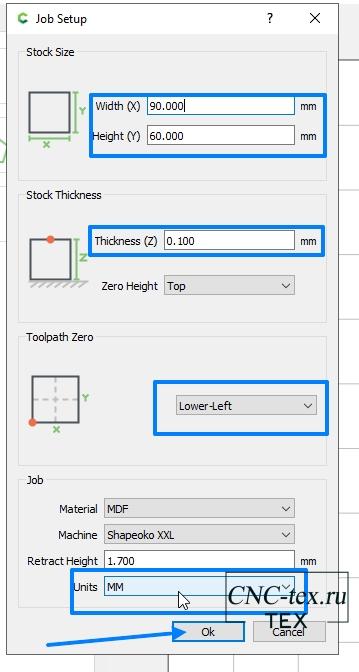
Запускаем программу Carbide Create и выполним настройки. Для этого нажмем на иконку шестеренки, в блоке кнопок «Setup».
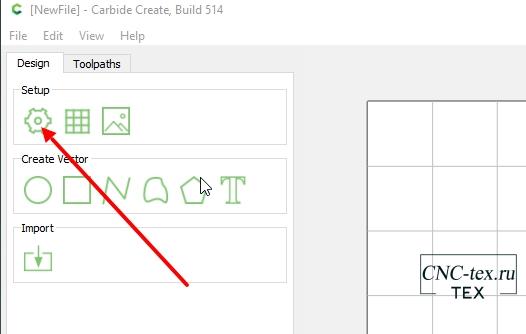
В открывшемся окне первым делом нужно настроить единицы измерение «мм», внизу окна и нажать на кнопку «Ок». Затем повторно открыть данное окно и произвести настройки размера рабочего поля станка. Поднятие оси Z, толщину заготовки и нулевую точку, в левом нижнем углу. Сохраняем настройки.
Затем загрузим векторное изображение, которое мы создали в программе Inkscape. Для этого в меню выбираем «File-> Open…».
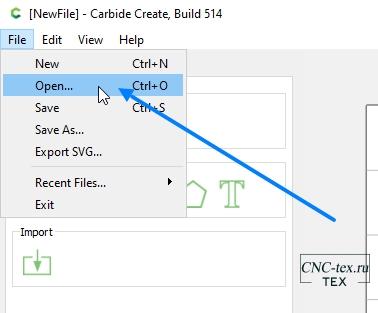
Выбираем файл «Пример1» и нажимаем на кнопку «Открыть».

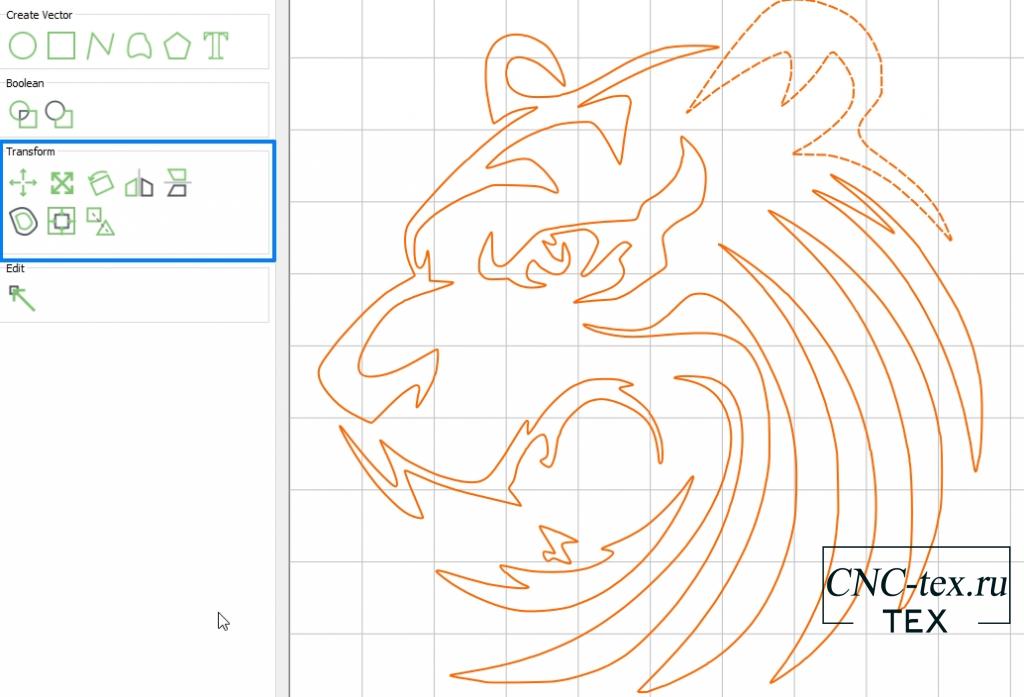
Чтобы начать работать с нашим изображением выделяем его.
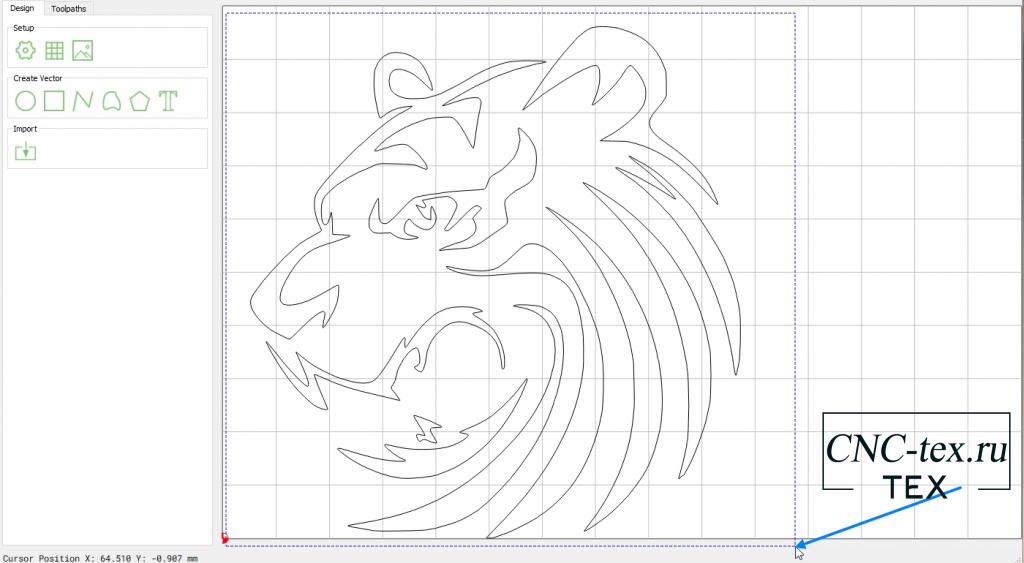
На панели «Transform» находятся инструменты, которые позволят перемещать, вращать, изменять размер изображения.
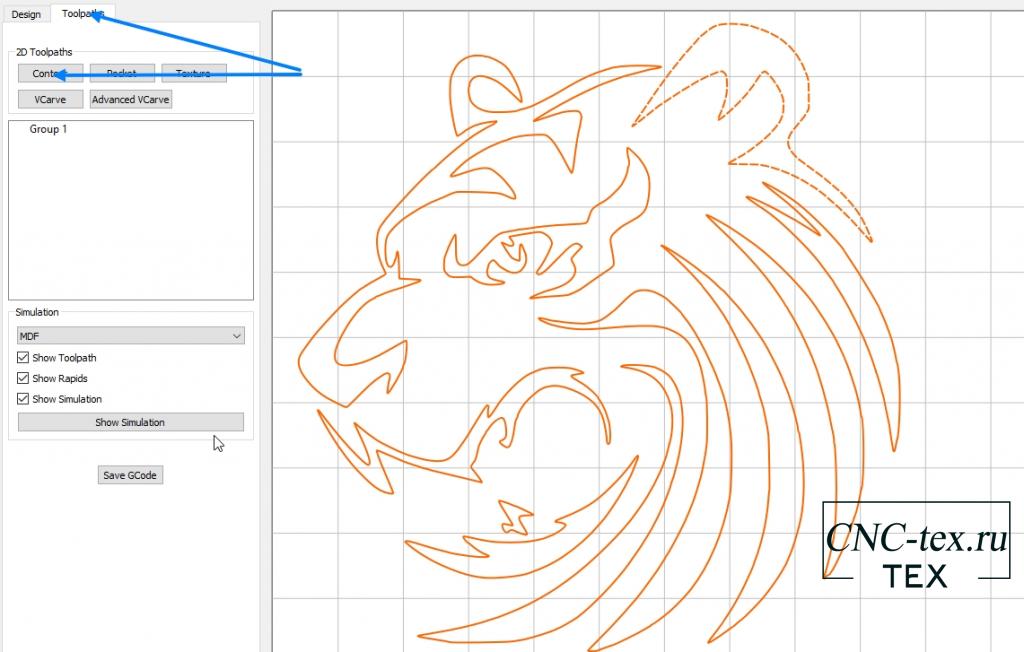
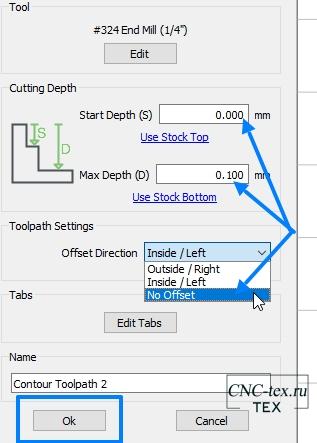
Для создания G-Code необходимо перейти во вкладку «Toolpaths». Здесь на панели «2D Toolpaths», можно выбрать вид обработки. Нас интересует «Controur».
В открывшемся окне настройки обработки, нужно выбрать инструмент обработки. В программе обширная библиотека фрез. Выбираем любую с максимальной скоростью обработки, так как вручную задать скорость обработки мы не можем. Это один из основных минусов данной программы для создания кода, для плоттера. Но при этом большой плюс для составления управляющей программы для фрезерного станка.
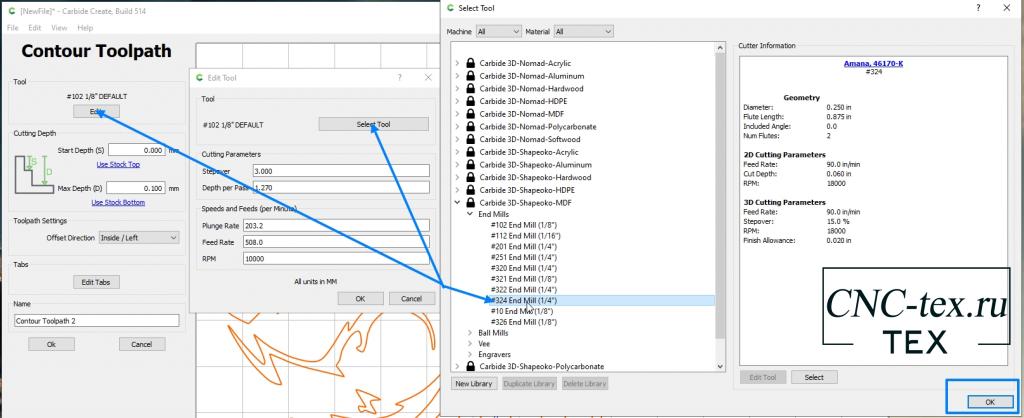
После выбора инструмента, нужно указать высоту по оси Z и обработку по линии, и нажать на кнопку «Ок».
Обработка по контру создана. Сейчас нам нужно создать заштриховку. Для этого будем использовать операцию выборки для фрезерного станка.
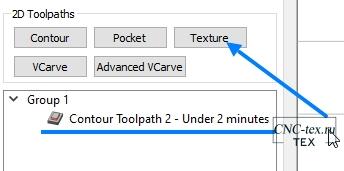
В окне настройки, указываем параметры как на картинке. Это позволит сделать обработку максимально быстро.
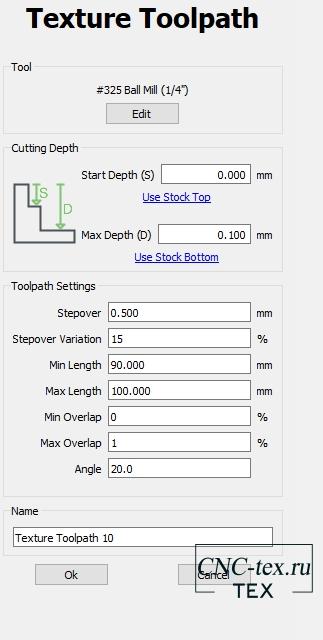
Мы добавили 2 операции обработки, в конце каждой операции указанно ориентировочное время выполнения в минутах.
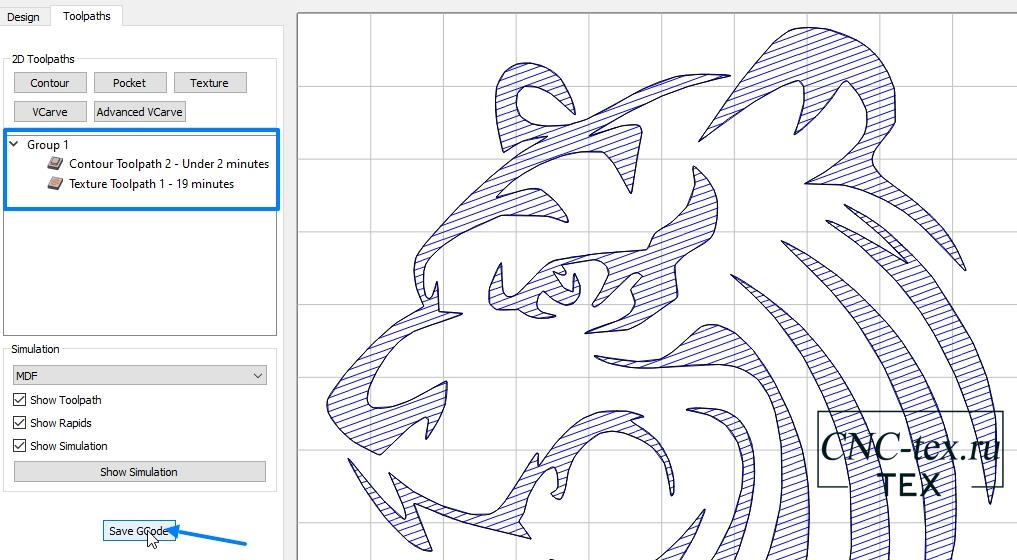
Для создания G-Code нажимаем на кнопку «Save GCode», указываем название файла «Пример1.nc» и сохраняем его.
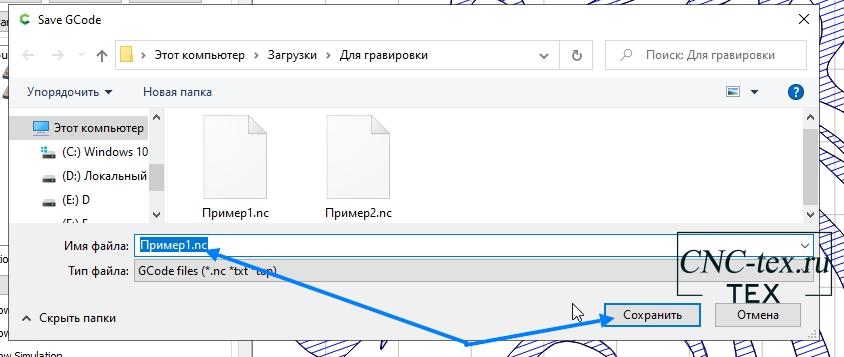
G-Code готов, сейчас можно проверить что у нас получилось, но для этого понадобится управляющая программ для ЧПУ станка.
Candle. Управляющая программа для ЧПУ плоттера на Arduino.
Управляющих программ для ЧПУ станка много, в прошлой статье рассказывал про программу «Universal G-codeSender», но так как она плохо работает на операционной системе Windows, сегодня буду пользоваться программой «Candle». Она достаточно стабильная и полностью на русском языке.
Скачать программу Candle.
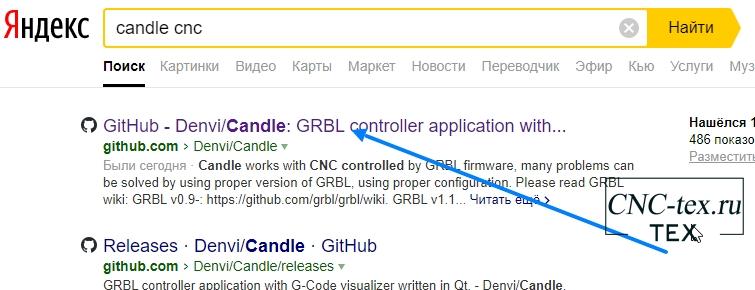
Для того чтобы скачать программу Candle, в поиске «Яндекс» указываем фразу «Candle cnc». Приходим на GitHub.
Прокручиваем страницу вниз, до раздела «Downloads», тут можно скачать beta версию «Version 1.2b release» или стабильную версию «candle_1.1.7.zip». Буду использовать версию 1.2b. Я не обнаружил в работе данной версии серьёзных ошибок.
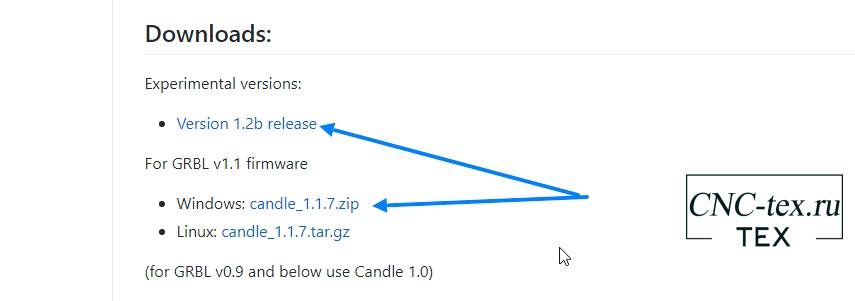
Программу нужно скачать, разархивировать и запускать прям из папки. Программа не требует установки на ваш ПК.
Работа в программе Candle.
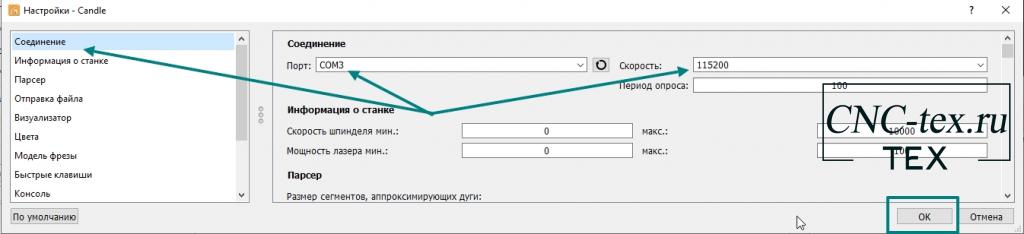
Запускаем программу, для начала работы нужно произвести настройки подключения к станку. Для этого перейдём в пункт меню «Сервис-> Настройки».
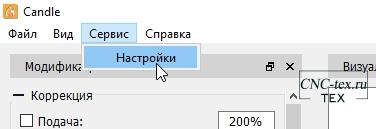
Тут нам необходимо настроить соединение со станком. Для этого выбираем порт, к которому подключен станок и указываем скорость «115200». Нажимаем «ОК».
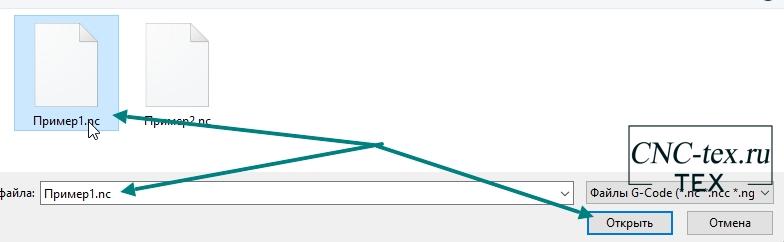
Для того чтобы открыть файл для гравировки, внизу программы есть кнопка «Открыть», при нажатии на которую откроется окно выбора файла.

Выбираем файл «Пример1.nc».
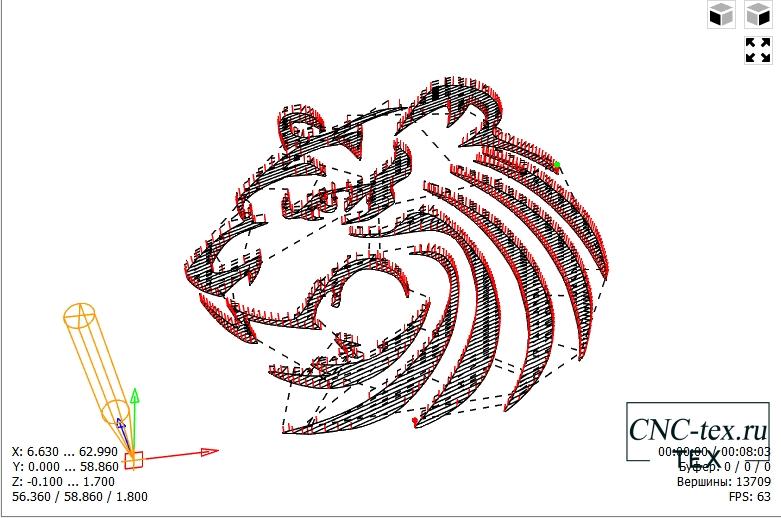
На рабочем поле программы увидим знакомый эскиз гравировки, с траекториями всех передвижений.
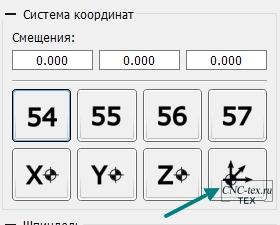
Перед началом гравировки нужно обнулить оси.
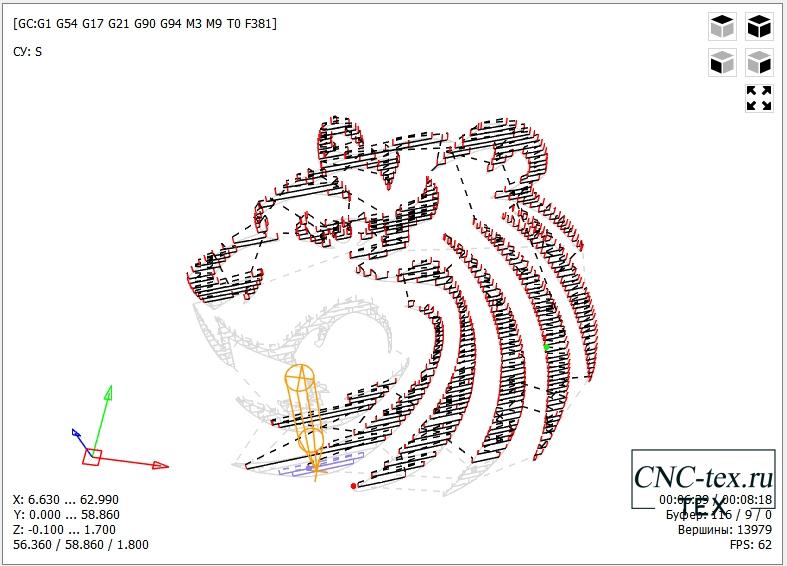
Затем нажимаем на кнопку «Отправить». После чего начнётся обработка.
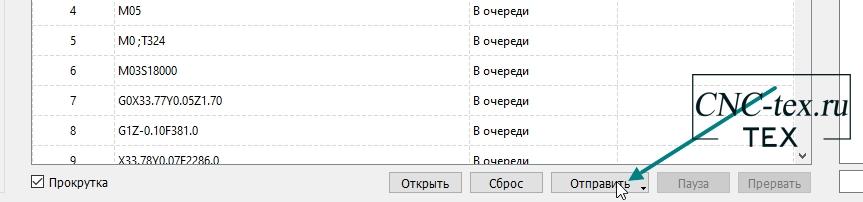
Серым цветом отображается обработанная часть детали. А фиолетовым код загружен в буфер Arduino и ожидающий очереди на обработку.
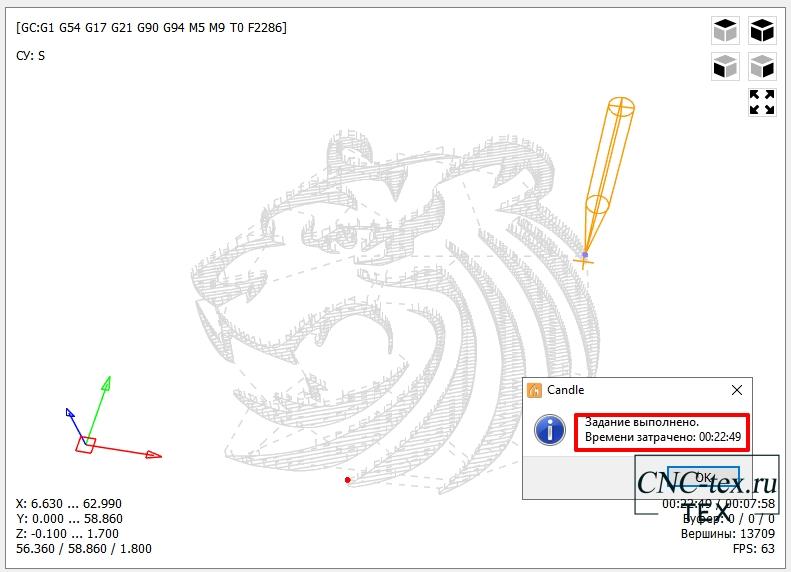
По завершению, вы увидите информацию о том, что обработка завершена и время, за которое была выполнена гравировка.
ВНИМАНИЕ!!! Возможно программа не будет выполняться и просто остановиться. Это связанно с тем, что программа Carbide Create добавляет команду M0. И наш интерпретатор не понимает, что от него требуется. Для устранения данной ошибки, открываем файл «Пример1.nc» в любом текстовом редакторе и удаляем строку «M0 ;T324». Она чаще всего располагается в 5 строчке кода. Сохраняем файл.
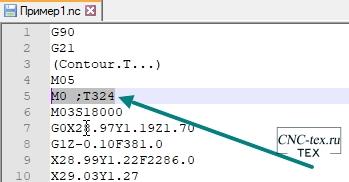
Проблема устранена. Можно рисовать наше изображение на плоттере.
Результат работы плоттера на Arduino.
В итоге наших манипуляций мы получаем вот такой результат.

Тут, как всегда, подвела ручка и местами нарисована не очень яркая штриховка. Но будем считать это так задумано.
Вывод.
Данный способ создания G-Code не единственный и возможно не самый оптимальный, но на мой взгляд достаточно прост, и он нам еще пригодиться в следующих проектах.
Также планирую написать пару статей про другие способы создание G-Code для плоттера на Arduino. А также загрузить другую GRBL прошивку в Arduino.
Понравился проект G-Code для плоттера на Arduino? Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Спасибо за внимание!
Технологии начинаются с простого!
Фотографии к статье
Файлы для скачивания
| Candle_1.2.11b_x64.zip | 13295 Kb | 1427 | Скачать | |
| grblControl.zip | 18979 Kb | 1207 | Скачать | |
| Carbide Create 5.14.zip | 48999 Kb | 1620 | Скачать | |
| Пример1.svg | 35 Kb | 1335 | Скачать | |
| Пример1.nc | 91 Kb | 1303 | Скачать |
-
Zapilil
- Новичок
- Сообщения: 5
- Зарегистрирован: 22 май 2019, 19:22
- Репутация: 0
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Mamont писал(а):error 22 пугает? потому что не указана скорость перемещения. перезапусти УП с начала. или с консоли вручную введи скорость
перезапускаю уп с начала, всё работает, останавливаю, пытаюсь запустить с нужной строки, снова ошибка….шпиндель не работает, по x-y никаких движений просто строки бегут как при «режим проверки»
-
Zapilil
- Новичок
- Сообщения: 5
- Зарегистрирован: 22 май 2019, 19:22
- Репутация: 0
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Zapilil » 23 май 2019, 09:40
Скорее всего дело в постпроцессоре, использую самописный где в начале шпиндель плавно запускается с нуля до определённой скорости, попробовал другую уп…всё работает с «отправить с нужной строки» , дабы не создавать новую тему, подскажите можно ли модифицировать настройки Candle в таком то файле чтобы в панели «коррекция» поменять значения «максимум» где по умолчанию подача 200% , холостой 100% шпиндель 200% на нужные мне, например «подача» макс 500% и т.д.
-
Sergey125
- Новичок
- Сообщения: 1
- Зарегистрирован: 21 июн 2019, 15:34
- Репутация: 0
- Настоящее имя: Неделько Сергей Иванович
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Sergey125 » 21 июн 2019, 15:41
Я только начинаю заниматься ЧПУ, кое что собрал, вроде даже работает, подскажите по Candle для чего нужны четыре кнопки в программе и как их использовать.
-

Mamont
- Мастер
- Сообщения: 1755
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 336
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:

Re: Подсажите по программе Candle или GrblControl
Сообщение
Mamont » 21 июн 2019, 18:12
Sergey125 писал(а):Я только начинаю заниматься ЧПУ, кое что собрал, вроде даже работает, подскажите по Candle для чего нужны четыре кнопки в программе и как их использовать.
кнопки выполнения какого либо G кода. Например если надо уехать в начало рабочих координат : G0X0Y0;G0Z0
Сначала уедет в 0 по х и у, а потом опустит Z в ноль
-
iluckalwa
- Новичок
- Сообщения: 2
- Зарегистрирован: 24 июн 2019, 17:14
- Репутация: 0
- Настоящее имя: Дмитрий
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
iluckalwa » 25 июн 2019, 14:26
Здравствуйте, уважаемые)
Подскажите мне в такой беде. Программа Candle. Подключил станок, все настроил — концевики все дела…
Но происходит сбой при отправке программы.
То есть такая канитель — отправляю в «Дом», вывожу к программному нулю, запускаю «Щуп» — он находит ноль, приподнимается для извлечения и устанавливает ноль с учетом высоты датчика. Все. Нули стоят. Отправляю программу на исполнение — пять строк обрабатывается, шпиндель запускается и сразу останавливается, при этом программа показывает что «В работе». Ошибку не выдает. Либо обрабатывает несколько строк и становится на паузу. До самой обработки материала дело не доходит(
Если отправляю в «Дом» потом вручную подвожу к программному и вручную же выставляю ноль — запускается без проблем. В чем затык?
-

iMaks-RS
- Мастер
- Сообщения: 1696
- Зарегистрирован: 10 июл 2017, 09:25
- Репутация: 191
- Настоящее имя: Maks
- Откуда: От туда.
- Контактная информация:

Re: Подсажите по программе Candle или GrblControl
Сообщение
iMaks-RS » 25 июн 2019, 20:06
с высокой долей вероятности — у Вас слабый БП.. это беда всех 2418 подобных станков.. (Вы не указали какой у станок).
Этот эффект наблюдался у многих в теме про станок 2418.
-
iluckalwa
- Новичок
- Сообщения: 2
- Зарегистрирован: 24 июн 2019, 17:14
- Репутация: 0
- Настоящее имя: Дмитрий
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
iluckalwa » 26 июн 2019, 17:19
iMaks-RS писал(а):с высокой долей вероятности — у Вас слабый БП.. это беда всех 2418 подобных станков.. (Вы не указали какой у станок).
Этот эффект наблюдался у многих в теме про станок 2418.
3018
Но при установке нуля вручную. без щупа — отрабатывает нормально
-
Mamont
- Мастер
- Сообщения: 1755
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 336
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Mamont » 09 июл 2019, 16:39
Ik4r87 писал(а):Добрый день! Коллеги подскажите как можно увеличить скорость перемещения в программе Candle, а то больше 2000 мм/мин, не хочет подниматься.
меняй настройки grbl контролера, задай большую допустимую скорость по осям.
ограничение 1: максимальная скорость что может выжать драйвер шагового двигателя
ограничение 2: максимальная частота импульсов, что может выдать grbl контроллер (30кгц, при превышении он зависает или глючит)
-
iMaks-RS
- Мастер
- Сообщения: 1696
- Зарегистрирован: 10 июл 2017, 09:25
- Репутация: 191
- Настоящее имя: Maks
- Откуда: От туда.
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
iMaks-RS » 09 июл 2019, 20:39
Ik4r87 писал(а):а то больше 2000 мм/мин, не хочет подниматься.
Забудь… его учесть — до 1500мм при G0 на штатных движках..
Хочешь получить больше скорости:
— меняй трапеции по осям XY.. Z смысла нет на таких подачах на этом станке.. имхо.. В стоке, трапеция с шагом 2мм.. Меняй вместе с гайками на 4 или 8мм шаг.. если есть такие…
— влезать с паяльником в драйвер и делать шаг не 1/4, а 1/2 или 1/1
— менять контроллер на STM32 или Mach3/LinuxCNC
Причина аппаратная.. 15кГц на ось.. это потолок.. и как правило нет стабильности в сигналах STEP… исходя из 800 шагов на оборот, можно получить 1125 оборотов в минуту!.. Т.е. при шаге винта 2мм.. предел 2250мм.. но как правило выше 1800 уже наблюдается срыв.. ![]()
Какую цель преследуется, задавая такие подачи?
Статья, про расчёт шагов/импульсов
-
ivekill
- Новичок
- Сообщения: 9
- Зарегистрирован: 09 июл 2019, 11:16
- Репутация: 0
- Настоящее имя: ivekill
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
ivekill » 17 ноя 2019, 19:48
Подскажите пожалуйста, правильна ли такая работа для Candle: включаю станок запускаю программу, горит «Alarm» (что правильно потому как включены аппаратные концевики) нажимаю кнопку «разблокировать» и могу двигать осями, но вот после нажатия кнопки «дом» станок выполняет команду и после этого разблокировать его можно только нажав кнопки «сброс» и «разблокировать» так и должно быть ? Дело в том что если после выполнения команды «дом» подождать около минуты то загорается «Alarm» и достаточно нажать одну кнопку «разблокировать» и можно работать. Прошивка порт GRBL на stm32, вот и не пойму дело в прошивке или в программе или вообще так и должно быть что после команды «дом» нужно всё время нажимать «сброс».
-
calabr
- Мастер
- Сообщения: 937
- Зарегистрирован: 04 янв 2019, 15:19
- Репутация: 146
- Настоящее имя: Calabr
- Откуда: Киев
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
calabr » 19 ноя 2019, 16:32
ivekill писал(а): если после выполнения команды «дом» подождать около минуты то загорается «Alarm» и достаточно нажать одну кнопку «разблокировать» и можно работать
Тут что-то нетак.
Скорее всего хоум не отрабатывается и сваливается в аварию по таймауту.
Может датчик не срабатывает, может направление хоума или ход по осям задан неправильно.
После хоума аварии быть не должно. Станок должен прийти к датчикум сначала Z, отехать и медленно захомится, отскочить на заданное, а потом поехать в хоумы по X иY одновременно с тем-же поведением.
Я для отладки сначала подклбчал кнопку на все лимиты в параллель и эмулировал ей хомление.
Если после нажатия для Z протупить для остальных осей, какраз похожее поведение
-
edla
- Новичок
- Сообщения: 2
- Зарегистрирован: 01 авг 2019, 09:48
- Репутация: 0
- Настоящее имя: Eduards
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
edla » 21 ноя 2019, 13:30
Здравствуйте!подскажите пожалуйсто!перешил GRBL 0/9J НА GRBL 1.1f как бы всё заработало снимает карту высот но как даёш команду на гравировку «отправить» выдаёт ошибку: ошибка при передаче файла:1:%<error:1 в чём проблема,
Нравится
Показать список оценивших
-

selenur
- Почётный участник

- Сообщения: 4594
- Зарегистрирован: 21 авг 2013, 19:44
- Репутация: 1620
- Настоящее имя: Сергей
- Откуда: Новый Уренгой
- Контактная информация:


Re: Подсажите по программе Candle или GrblControl
Сообщение
selenur » 21 ноя 2019, 13:33
edla писал(а):Здравствуйте!подскажите пожалуйсто!перешил GRBL 0/9J НА GRBL 1.1f как бы всё заработало снимает карту высот но как даёш команду на гравировку «отправить» выдаёт ошибку: ошибка при передаче файла:1:%<error:1 в чём проблема,
Нравится
Показать список оценивших
Покажи файл, который отправляешь.
-
ivekill
- Новичок
- Сообщения: 9
- Зарегистрирован: 09 июл 2019, 11:16
- Репутация: 0
- Настоящее имя: ivekill
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
ivekill » 21 ноя 2019, 14:33
calabr писал(а):
ivekill писал(а): если после выполнения команды «дом» подождать около минуты то загорается «Alarm» и достаточно нажать одну кнопку «разблокировать» и можно работать
Тут что-то нетак.
Скорее всего хоум не отрабатывается и сваливается в аварию по таймауту.
Может датчик не срабатывает, может направление хоума или ход по осям задан неправильно.
После хоума аварии быть не должно. Станок должен прийти к датчикум сначала Z, отехать и медленно захомится, отскочить на заданное, а потом поехать в хоумы по X иY одновременно с тем-же поведением.
Я для отладки сначала подклбчал кнопку на все лимиты в параллель и эмулировал ей хомление.
Если после нажатия для Z протупить для остальных осей, какраз похожее поведение
Хоум отрабатывает согласно вашему описанию и тому как описано в документации на grbl, оси движутся как я думаю в правильных направлениях (монитор и станок повёрнуты «лицом» ко мне и движение совпадает со стрелками в интерфейсе candle), но вот после того как хоум отработал, отъехал от концевиков и они разомкнулись нужно нажимать «сброс» и «разблокировать» о чём сообщает консоль candle, по видео что нашел на ютубе у кого включены концевики $21=1 все делают тоже самое (после выполнения хоума жмут сброс и разблокировать). Информации как должно быть нигде найти не могу, так что верю вам на слово и продолжаю искать в чём косяк. Хотя в одном из мануалов по настройке написано:
Имейте в виду, что срабатывание жестких границ рассматривается как исключительное событие, выполняющее немедленный останов, и может приводить к потере шагов. Grbl не имеет никакой обратной связи от станка о текущем положении, так что он не может гарантировать, что имеет представление о том где реально находится. Так что, если произошло нарушение жестких границ, Grbl перейдет в бесконечный цикл режима АВАРИЯ, давая вам шанс проверить станок и требуя выполнить сброс Grbl. Помните, что эта возможность используется исключительно в целях безопасности.
-
calabr
- Мастер
- Сообщения: 937
- Зарегистрирован: 04 янв 2019, 15:19
- Репутация: 146
- Настоящее имя: Calabr
- Откуда: Киев
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
calabr » 21 ноя 2019, 20:11
ivekill писал(а):Информации как должно быть нигде найти не могу,
Здесь вполне понятно написано:
https://github.com/gnea/grbl/wiki/Set-u … ming-Cycle
Желательно читать в орегинале.
Нарисй на листочке вид сверху, отметь места, где стоят датчики, отметь направления теремещения ( куда должен быть + координат)
напиши рядом максимальное перемещение по осям.
Покажи нвстройки GRBL ($$)
Скорее всего неправильно задано в настройках положение хоума. $23
Дома посмотрю как у меня настроено.
GrblControl рисует границы рабочей зоны на основе $23 и $130, $131, $132 — сразу понятно где сейчас фреза по мнению GRBL
-
edla
- Новичок
- Сообщения: 2
- Зарегистрирован: 01 авг 2019, 09:48
- Репутация: 0
- Настоящее имя: Eduards
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
edla » 22 ноя 2019, 09:25
selenur писал(а):
edla писал(а):Здравствуйте!подскажите пожалуйсто!перешил GRBL 0/9J НА GRBL 1.1f как бы всё заработало снимает карту высот но как даёш команду на гравировку «отправить» выдаёт ошибку: ошибка при передаче файла:1:%<error:1 в чём проблема,
Нравится
Показать список оценившихПокажи файл, который отправляешь.
любой gcode c расширением tap
отот же файл в 0.9j проходит нормально
-
ivekill
- Новичок
- Сообщения: 9
- Зарегистрирован: 09 июл 2019, 11:16
- Репутация: 0
- Настоящее имя: ivekill
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
ivekill » 22 ноя 2019, 21:00
Читал везде и много всего, но сложность в том что это порт на stm32 по которому информации не так много а переведённый гуглом файл config.h не всегда понятен с первого раза, но в итоге разобрался, в файле config.h по умолчанию была включена 4-я ось и концевики для неё соответственно, теперь после выполнения команды хоум координаты обнуляются и можно сразу двигать осями. Чуть голову себе не сломал, почему то думал что 4-я как и пятая с шестой оси включаются по надобности.
Я управляю станком с помощью Arduino Mega 2560, с прошивкой 1.1f с репозитория grbl-Mega. Когда я запускаю на выполнение код, первое время всё идет хорошо — визуализатор показывает всё как надо, работает панель изменения подачи, скорости и оборотов и т.д. Но через некоторое время происходит что то странное — программа продолжает отправлять код, но визуализатор не двигается, меню не работают, координаты в верхнем правом углу замирают. но станок работает, и самое интересное, что вполне корректно, строки продолжают отправляться программой (работает автопрокрутка и статус строки кода), никаких ошибок, никаких уведомлений нет. Программа полностью отправляет станку файл, а потом замирает в таком положении, поэтому нужно перезапускать программу, чтобы нормально работать.
Снял видео — https://youtu.be/d9_p-221BcE
Maybe I can help with providing info on the error I get. I don’t know if it is what Balajisah gets.
I just started playing with a small tabletop 3-axis CNC. I used Easel to create the g-code, downloaded it and opened it in version grblcontrol 0.9. The example is a simple gear. I uploaded the nc file and a text file I made from text in the console (which includes the error). It got about 1/2 way through the process when it froze. I was cutting into plywood with a brand new 1/8″ upcut bit.
By the way, I also got the same error when etching a name into aluminum with an etching bit.
I think the issue is related to the CNC. The same file runs fine if not cutting into anything. So, I think it has something to do with what happens if the material gets harder in the middle of the cut and slows it down a tad. Maybe it gets confused or doesn’t reply in time or something.
The CNC I have is a DIY model that is sold in Ebay, Amazon, and I think AliExpress. Search Ebay for: Mini 3-Axis CNC 1610 Router Engraver PCB PVC Milling Wood Carving Machine DIY
I had to assemble it. The controller is not an actual Arduino board, but is running Arduino with some version of Grbl. I assume the latest, but I don’t know how to find out. It uses a 24V power supply and a mini-usb port to the PC. The board must be made specifically to run a CNC. It also has a second power slot to run a laser instead of a spindle.
I hope this helps. I’m going to try a slower feed rate, I already lowered it from what Easel wanted to use. Maybe I will make the cutting depth smaller too. I just didn’t want to have grand-kids before it finished cutting.
Jim
Grbl error.txt
Gear.nc.txt