
Здравствуйте! Вот результаты. Ну прогресс есть, но все же очень интересный. Пишу все в той последовательности, как я делал.
Снял разъем с платы 069 (позиция 102). Начал подавать с блока питания +24 В и смотреть сигналы на всех W. Сигнала нет.
Вместо этой 069 ставлю другую и начинаю подавать +24 В. Сигнала на W нет.
Вытаскиваю оставшуюся плату 069, все 900, две 475 и плату 452 и вдруг сигналы концевых начинают менятся (W2).
Я начинаю все вставлять в обратной последовательности, чтобы определить из-за какой платы сигналы блокировались.
Вставляю 452 — сигналы меняются.
Вставляю обе 475 — сигналы меняются.
Вставляю все платы 900 — сигналы меняются.
Вставляю оставшиеся платы 069 и надеваю разъем на 069, на которую я подавал сигналы с блока питания — сигналы есть и ошибка Э03 пропала.
Но появилось сообщение «Сбой констант». Я узнал у оператора, он сказал, что у него каждое утро это сообщение появляется. И что он обнуляет все значения параметров и вводит в параметр 50 (он вроде гидравлике принадлежит) значение 10. Кстати, в некоторых случайных параметрах стояли разные значения. Я их обнулил и ввел 10 в 50-ый параметр.
После введения параметров появилось сообщение «Сбой коррекции». Оператор посмотрел значения и сказал, что все нормально и погасил это сообщение.
Я начал проверять станок — не включается гидравлика. Начал просматривать цепь гидравлики. Для включения гидравлики со стойки должен прийти сигнал «Готовность УЧПУ», который вклюыает реле, замыкающее цепь гидравлики и позволяет включить ее. Я включил это реле вручную и попытался включить гидравлику самостоятельно — она включилась, т.е. нет сигнала со стойки на разрешение ее включение.
Сигнал на ее включение должен прийти с платы 475 (позиция 112). Проверил разъеме самой платы — сигнала нет. Хотя в W30 на значении 0, которому соответствует этот сигнал, стоит 1, т.е. стойка думает, что она подает его, хотя его нет. Я так понял. Решил поменять эту плату 475 с другой стойки — меняю и неожиданно появляется сообщение «Аварийный останов Э03». Я радуюсь и начинаю смотреть значения W2 — они равны 1., т.е. с ними все нормально. Тогда я начинаю подавать вручную +24 В на разъем платы 069, куда должны подаваться 24 вольта со станка и перезапускаю станок — без результата, ошибка осталась.
Я оставляю провод между контактами, куда должны подаваться +24 вольта на плате 069 и блоком питания и начинаю как в случае с концевыми вытаскивать платы.
Вытащил платы 452, 475, 069 и 900.
Ошибка осталась, только начала меняться с Э72 (Сменить фильтр).
Тогда я решил подключить разъем со станка — ошибка пропадает и появляется сообщение «Режим? Э72» (станок в автоматическом режиме).
Вставляю платы 069 — сообщение «Сбой констант» Э72 (Сменить фильтр).
Вставляю 452 — сообщение «Сбой констант» Э65 (время работы двигателя смазки, установленное параметром 50).
Вставляю 475 — сообщение «Сбой констант» Э65 (время работы двигателя смазки, установленное параметром 50).
Прописал константы и вставил оставшиеся платы 900 — ошибки пропали, а гидравлика как не работала, так и не работает, хотя стойка показывает на W30, что сигнал на готовность УЧПУ есть, хотя его нет.
Тогда я меняю плату 059 — гидравлика не заработала, хотя появилось сново сообщение «Сбой констант».
Тогда я начинаю вытаскивать платы и снимать на разъеме платы выходных сигналов сигнал готовность УЧПУ
Вытаскивать платы 900 не стал, побоявшись, что может снова возникнуть ошибка Э03.
Вытащил платы 449 — сигнала нет
Вытащил платы 455 — сигнала нет
Вытащил платы 457 — сигнала нет
Хотя в W30 все время есть сигнал Готовность УЧПУ.
Потом пропаял на обратной стороне кросс-платы контакты соответствующие платам 475, одной плате 069 (позиция 102) и разъему Х4, который идет на разъем Х71, подключаемый к 059.
Гидравлика так и не включилась.
Я думаю, что на этом станке не сильно важные параметры и они здесь ни при чем, так как оператор говорит, что он каждое утро прописывает \ и обнуляет память, а потом прописывает 50-ый параметр гидравлики, а пару раз вообще забывал про него и весь день работал. Буду рад вашим предложениям и ответу, правильно ли я все делал?
Устройства ЧПУ
- Устройство ЧПУ 2С42-65. Руководство по эксплуатации 3.035.090 РЭ, электрические схемы 1я3.035.090-05, инструкция по программированию и управлению, руководство оператора, программное обеспечение-руководство оператора.
- Устройство ЧПУ 2М43-22 — паспорт , инструкция по программированию, инструкция по тестированию, электрические схемы, ЧПУ 2М43 — инструкция по программированию г61.700.062Д2 .
- Устройство ЧПУ «Электроника НЦ-31» — описание применения, инструкция по эксплуатации , чертежи, схемы. Блок питания БПС18-1. Тех. описание и инструкция по эксплуатации, электрические схемы.
- Устройство ЧПУ 15ИПЧ-3-001 — паспорт, техническое описание, электрические схемы, приложения.
- Устройство ЧПУ «Контур 2ПТ-71» — паспорт, техническое описание, электрические схемы.
- Устройство ЧПУ Н-33 — электрические схемы.
- Электронная вычислительная машина «Электроника 60М» — техническое описание, инструкция по эксплуатации, тесты, программное обеспечение, электрические схемы, эксплуатационная документация.
- Центральный процессор М2 — тех. описание и инструкция по эксплуатации.
- Устройство управления В1 — техническое описание, электрические схемы.
- Электронная вычислительная машина «Электроника 100-25» — тесты, программное обеспечение.
- Устройство управления оптическим профилешлифовальным станком CON-III-1 — руководство оператора, электрические схемы.
- Устройство подготовки перфолент ЕС-9024. Техническое описание, чертежи, таблицы проверки, каталог деталей и сборочных единиц, схемы электрические принципиальные и функциональные. Блок питания ЕС-9024/Н018 — паспорт, схема электрич. принципиальная. Электрифицированная пишущая машина CONSUL 256 ЕС7172М — инструкция по эксплуатации, чертежи, тех. описание, эл. схемы. Перфоратор ленточный ПЛ-80 — руководство по эксплуатации.
- Алфавитно-цифровое печатающее устройство последовательного действия robotron 1156 ЕС-7183-II СМ-6301. Технич. инструкция, электрич схемы.
- Микро-ЭВМ «Электроника МС 1201» . Техническое описание, эл. схемы.
- Устройство считывающее с перфоленты УСЛ-300-1. Паспорт с чертежами и электрическими схемами.
- Монитор 3.548.008. Эксплуатационные документы, электрические схемы.
- Дисплей алфавитно-цифровой 15ИЭ-00-013. Техническое описание, инструкция по эксплуатации, электрич схемы.
- Блок клавиатуры 15ВВВ-97-006. Комплект эксплуатационных документов, электрическая схема.
- Фотоэлектрическое устройство считывания с перфоленты CONSUL ЕС6121. Техническое описание, инструкция по эксплуатации и техническому обслуживанию, чертежи, электрич схемы, формуляр.
- Устройство ЧПУ 2М43-55-06 — полное техническое описание, комплект электрич. схем, руководство оператора, руководство по программированию, руководство по диагностике.
Любую документацию из приведенного списка за незначительную оплату вышлю в электронном виде Вам на ящик электронной почты.
Как со мной связаться: по электронной почте
A12LeOn21@yandex.ru
через ICQ 494-488-736 (только по выходным!)
- 21 Апр 2012
Здравствуйте, соплеменники !
Прошу вас оказать помощь в ремонте стойки 2С42-65-17. Линейки — ЛИР-7 (5В, выход — ПИ), работающие на SB-893. Питание на них поступает. После включения стойки — в ручном режиме, без движения по координатам — постоянно «бегает» индикация всех координат. При движении — ошибки по рассогласованию. Пробовал разную тарировку ( перемычки) на SB-893, результат не меняется.
Заранее благодарен.
Юра.
- 21 Апр 2012
Ты стойку 2С42 первый раз видишь? Просто интересно узнать уровень знаний…..
- 21 Апр 2012
Конкретно по этой стойке знаний мало.
При считывании информации с регистров данных у всех датчиков одно и то же — 174001 (если память не отшибает)
(вход — 40000G ПС
*167…../174001 (точно не помню) — у всех — типа в воздухе висят ?)
Если опыт есть, какие дальнейшие действия?
- 21 Апр 2012
А как насчет пыль прочистить со всех плат стойки? Зачем сразу в перемычки?
- 21 Апр 2012
Это, конечно, да и действия по обеспечению надежных контактов в кассетнице соответствующих плат было проделано.
Сейчас хотелось бы понять: как посредством миним. кол-ва целенаправленных сборов информации, замеров выйти на виновника «торжества»
Добавлено 21-04-2012 20:58
Максимально задействовать встроенные инструменты диагностики
Добавлено 21-04-2012 21:07
+5 В на все датчики подается, SB-893 заменялись, адресация (пресловутые перемычки) методом ненаучного тыка изменялась.
Если у всех осей — одна и та же беда, значит, причина — общая. Какая?
- 21 Апр 2012
SB-452 (сверху) и SB-059 (снизу) имеются? Если имеются, то возможная причина в одном из них. Как отрабатывают платы «входы-выходы» (475, 900 или 069)?
- 21 Апр 2012
Функции 452-й и 059-й ? Документация на фирме, сейчас попробую в Инете.
Какие «входы-выходы» должны отработать?
- 21 Апр 2012
y61, ….первое дело проверь пульсации питания, система старая…..перемычки методом тыка ставить не нужно, должны стоять согласно паспорта конкретного станка….и еще сколько дискрет информации «бегает»?…..станок работал и сломался или ты его пытаешься запустить после 20 летнего стояния?
Добавлено 21-04-2012 21:52
…и еще встроенной системой диагностики ничего ты там не найдешь….там весьма скудно и относиться в основном к МС1201-02
Добавлено 21-04-2012 21:53
…субблоки входа-выхода там не причем…
- 21 Апр 2012
Осциллограф пульсации не показал.
Индикация прыгает случайным образом на + — 2 мм.
Станок запускаю спустя 3 года простоя.
- 21 Апр 2012
…и еще прыгают при выключенных приводах или при включенных…????
Добавлено 21-04-2012 21:56
y61, ….я у тебя спросил не про миллиметры , а про ДИСКРЕТЫ?
- 21 Апр 2012
SB-059, стоящий на первом этаже, обеспечивает связь со станочной магистралью (ЦАП, датчики, входы-выходы). Если он неисправен, то не будет нормальной связи по упомянутым блокам. Для проверки входов-выходов обычно имеется в станочном ПО такая функция, как режим отображения входных-выходных сигналов. Выводите этот режим и путем принудительной подачи +24В на входы SB-900 (SB-069) наблюдаете изменение с нуля на единицу в соотвествующем разряде. А SB-452, стоящий на втором этаже, обеспечивает связь с блоком SB-059. Боюсь ошибиться сейчас, но есть блоки, которые управляются помимо SB-452 (или входы-выходы или же связь с датчиками ).
- 21 Апр 2012
…перед загрузкой параметров ОЗУ очищал?
Добавлено 21-04-2012 21:59
mrVladimir, …уважаемый если ты не помнишь, то и не нужно давать советы….без обиды!!!!
- 21 Апр 2012
…. при включенных-выключенных ? Похоже, при включенных приводах, т.к. в режим отображения координат (напр., ручной режим) входил при отсутствии аварии «НЕТ ГОТОВНОСТИ ПРИВОДОВ». А при аварии «РАССОГЛАСОВАНИЕ ПО ОСИ ….» индикация замирает.
Про ДИСКРЕТЫ не в’ехал.
Как очистить ОЗУ ?
- 21 Апр 2012
…про дискреты….это разряды….причем интересно сколько дергается от «заду» индикации…и не понятно что за станок…может он пилит елки в лесу тогда 2мм это нормально….хочешь помощи давай как то по другому общаться…..
- 21 Апр 2012
Станок — плоскопрофилешлифовальный ОШ-620-Ф3 («Красный борец», Орша).
Про дискреты ….. дергаются все разряды, в том числе и старшие
- 21 Апр 2012
документация есть?…станочные параметры где хранятся?…в ОЗУ?…ввод программы откуда осуществляется?
Добавлено 21-04-2012 22:37
…нужно почистить все разъемы на субблоках….проверить пульсации на всех блоках питания!!!!….перемычки все должны стоять согласно паспорта станка!!!!
Добавлено 21-04-2012 22:38
аська есть?
- 21 Апр 2012
Документация конкретно на шлифовку (помимо док-ции на 2С42) имеется, из нее я забивал, напр., диаметр шлиф. круга и еще что-то (сейчас точно не припомню), после чего стойка переставала ругаться на отсутствие параметров. М. б. надо повнимательней со всем набором параметров разобраться. Забитые они хранятся в ОЗУ под батареями 3 х 1,5В. Их, естественно, заменили на новые.
Добавлено 21-04-2012 22:51
Ввод УП 3 года назад был со старого Пентиума по RS-232. Сейчас — этап №1 — запустить, однако!
- 21 Апр 2012
у меня шлифовалки такой нет….у меня сверлильно-расточные….»координатки»…повышенной точности…..это так лирика….теперь по делу…..выполнить мои рекомендации данные ранее…..потом войти в режим пультового терминала ЭВМ….набрать вручную программу очистки ОЗУ….потом запустить ПО станка 173000G ,а потом загрузить параметры станка их там очень много…..
- 22 Апр 2012
Очень стараюсь быть не гордым, но истина для меня дороже. При обращении к регистрам SB-893 используется два блока: SB-059 и SB-452 (см. ссылки ниже). Далее через SB-075 информация уходит в плату процессора. Рекомендации по проверки входов-выходов были даны только для того, чтобы хоть как-то проверить SB-059. SB-452 при этом не участвует.
ссылка скрыта от публикации
ссылка скрыта от публикации
- 22 Апр 2012
…..у тебя стойка перестала ругаться на параметры не потому что они правильные, а потому что ты их поменял и ЧПУ пересчитала контрольную сумму…..
- 22 Апр 2012
У нас тоже был коорд.-расточной 2440СФ4. Параметры-перфолентой, потому что …да! их много. Но вот насчет шлифовки я не помню чтобы наш шлифовщик долго параметры забивал, ремонтники этим не занимались. У расточки параметров, помню, на неск. листов, у шлиф.-на одном.
Программа очистка ОЗУ, похоже, приведена в доке на 2С42. ПО станка запускается 40000G (из докум. на шлиф.)
За помощь-спасибо!
- 22 Апр 2012
…..40000…это запуск непосредственно в ПЗУ, а 173000…это адрес платы «уставок»…под этим адресом записана команда без условного перехода на адрес 40000…..я рекомендую после очистки ОЗУ запустить ПО именно с адреса 173000….с этого адреса ПО стартует по сигналу….питание в норме…сброс….
Добавлено 21-04-2012 23:26
…программа очистки ОЗУ действительно в доке на ЧПУ и ее выполнить необходимо ОБЯЗАТЕЛЬНО!!!!!
- 22 Апр 2012
Теоретик65 — спасибо за помощь. В понедельник все опробую.
- 22 Апр 2012
y61, …пробуй….что будет не так пиши….помогу….
- 11 Май 2012
Данные с SB , принимающих сигналы с линеек, дай бог припомнить, считываются 22 разрядным словом в 3 захода (8+8+6). У меня эта стойка с координаткой 24к40 сф4. Прыгало ровно на 2мкм и 20мм. Вычислил бит и обнаружил на внутреннем разъёме стойки смятый лепесток контакта…
Просмотри внимательно свои.
Ну если подписано что должна стоять SB470 значит будем этому верить ![]() Просто с SB 086 можно было перевести машину в диалог нажатием кнопки и посмотреть по каким адресам программа зацикливается. А так придется имитировать сигнал останова КОСТН вывод А:A13 закоротить через кнопку на общий. Раcположение выводов смотрите тут : http://zx-pk.ru/showthread.php?t=20791 Да напряжение 5В питающее ПЗУ и процессор сделайте 5.3-5.5 в. У меня был случай когда плата ПЗУ из-за полуисправной микросхемы работала без сбоев только при напряжении больше 5.5 вольт. Да и еще, светодиод на процессоре горит ярко (процессор отрабатывает программу) или тускло (находится в диалоге) ?Ну и надеюсь вы все блоки питания проверили на соответствие напряжений и отсутствие пульсаций
Просто с SB 086 можно было перевести машину в диалог нажатием кнопки и посмотреть по каким адресам программа зацикливается. А так придется имитировать сигнал останова КОСТН вывод А:A13 закоротить через кнопку на общий. Раcположение выводов смотрите тут : http://zx-pk.ru/showthread.php?t=20791 Да напряжение 5В питающее ПЗУ и процессор сделайте 5.3-5.5 в. У меня был случай когда плата ПЗУ из-за полуисправной микросхемы работала без сбоев только при напряжении больше 5.5 вольт. Да и еще, светодиод на процессоре горит ярко (процессор отрабатывает программу) или тускло (находится в диалоге) ?Ну и надеюсь вы все блоки питания проверили на соответствие напряжений и отсутствие пульсаций
А там ПЗУ — РТ или РФ ? Деградировавшие РФ (технология ЛИЗМОП) — наборот, при пониженом напряжении питания правильно счтываются, чем и пользовались при «защите прошивок» АОНов.
БП все в порядке. Проверено не раз.Светодиод на процессоре горит ярко когда все платы засунуты.При этом нет выхода в диалог.Если вынять из корзины любую плату ОЗУ или ПЗУ при включении светодиод вспыхивает ярко примерно на 1 секунду и потом становится тусклым. Но диалог при этом работает.
Проверьте работу блока БОСИ в режиме дисплея,запустив эту программу:
200/32737
202/200
204/160776
206/1774
210/12737
212/20
214/160776
216/12737
220/ 61 В эту ячейку заносим код символа который хотим посмотреть, например 61 это 1 , 101 — A
222/161000 В эту ячейку заносим адрес где хотим увидеть символ 161000-161777
224/42737
226/20
230/160776
232/762
Запуск программы 200G На дисплее в определенном месте (в зависимости от указанного в ячейки 222 адреса 161000-161777) должен высветится символ из ячейки 220
Программа при этом зацикливается светодиод на процессоре светится ярко
А как выйти в режим дисплея ?Что просто вынять любую ОЗУ или ПЗУ?Или переключателем на процессоре ?
Блок БОСИ может работать в двух режимах: режиме диалога (печати) в котором можно посмотреть содержимое ячейки памяти и изменить его а также запустить программу с определенного адреса и режиме дисплея в котором он и работает при нормальном запуске стойки. То есть сначала выходите в режим диалога тем или иным способом : удалением одной из плат ОЗУ или ПЗУ или установкой в 0 сигнала КОСТН, о чем я писал выше.Затем из режима диалога запускаете тестовую программу набрав 200G
Странник большое спасибо!!!
Сегодня наконец победил стойку 2C42-65-03.Запустил ваш тест плат БОСИ с зацикливанием (предварительно кратковременно закоротив К ОСТ на корпус)Светодиод на процессоре загорелся.А вот на экране ничего не появилось из того что я забил. Значит стал дергать все платы БОСИ.И надергал. Был плохой контакт в разьеме SB783.Зачистил это место как следует. И теперь все работает.Не ожидал что такое может быть из-за платы БОСИ.

Вот этот станок.Теперь начинаю ремонт усилителя линейки индуктосина по Y
Фреза сурова — станок можно снимать в фильме ужасов….
Да там все такие. Вот например-

Продолжаю мучить стойку 2с-42-65-03.Теперь проблема в том что не записываются параметры станка Q.Причем ни через плату связи с ФСУ SB466,ни вручную с пульта. Платы памяти SB067 и SB935 менял. Безрезультатно.При включении стойки и выводе на экран параметров Q во всех значениях стоит 40000.В чем может быть причина ?
В чем может быть причина ?
Вот как это выглядит-

Автор:
Orchestra2603 · Опубликовано: 1 час назад
Тут целая наука отдельная. Люди статьи пишут, пытаются какие-то методы математические построить. Там есть и вероятностные подходы, есть оценки на основе малых приращений, и всякие матричные манипуляции и минимизация квадрата ошибки. Можете почитать, например, эту книжку:
(Solid Mechanics and its Applications 38) M. I. Friswell, J. E. Mottershead (auth.) — Finite Element Model Updating in Structural Dynamics-Springer Netherlands (1995).pdf
и эти пары статей:
Chen, H., Tee, K. (2014). Structural finite element model updating using incomplete ambient vibration modal data. Science China Technological Sciences, 57(9), 1677–1688.pdf
Carvalho, J., Datta, B. N., Gupta, A., Lagadapati, M. (2007). A direct method for model updating with incomplete measured data and without spurious modes. Mechanical Systems and Signal Processing, 21(7), 2715–2731.pdf
Я много лет назад занимался задачами идентификации форм, частот, демпфирований. Помню, что когда, например, проявляются формы «оболочечные» на более высоких частотах, то разница становится сильно ощутимой, иногда даже не понять, какая форма из МКЭ какой форме из эксперимента соответствует.
Вы дайте больше конкретики:
-Что у вас за конструкция?
-Какой у вам массив данных из эксперимента?
-Насколько сильно по частотам и формам вы не попади в эксперимент? Может ли тут сказаться влияние подвеса/закрепления конструкции в эксперименте, которым вы пренебрегли в расчетах? Демпфирование тоже может смазывать и немного сдвигать резонансные пики, а также искажать фазовые сдвиги перемещений по собственной форме.
-В каких параметрах, по-вашему, «сконцентрирована» неопределенность в вашей МКЭ моделе? Иначе говоря, что мы можем менять и двигать в моделе, чтобы некоторые формы и частоты подогнались под эксперимент? Все что мы можем, так это менять пропорционально («занижать/завышать») матрицы жесткостей и масс каких-то эленментов, так что, возможно, саму МКЭ модель тоже потребуется переделать.
Самое простое, что сейчас приходит в голову — попробовать собрать функцию цели из суммы квадратов ошибок по всем параметрам, и погонять design optimization с минимизацией этой функции цели. Понятно, что решение не будет единственным, и все такое. Но с этого хотя бы можно начать.
Удачи!
Устройства ЧПУ
- Устройство ЧПУ 2С42-65. Руководство по эксплуатации 3.035.090 РЭ, электрические схемы 1я3.035.090-05, инструкция по программированию и управлению, руководство оператора, программное обеспечение-руководство оператора.
- Устройство ЧПУ 2М43-22 — паспорт , инструкция по программированию, инструкция по тестированию, электрические схемы, ЧПУ 2М43 — инструкция по программированию г61.700.062Д2 .
- Устройство ЧПУ «Электроника НЦ-31» — описание применения, инструкция по эксплуатации , чертежи, схемы. Блок питания БПС18-1. Тех. описание и инструкция по эксплуатации, электрические схемы.
- Устройство ЧПУ 15ИПЧ-3-001 — паспорт, техническое описание, электрические схемы, приложения.
- Устройство ЧПУ «Контур 2ПТ-71» — паспорт, техническое описание, электрические схемы.
- Устройство ЧПУ Н-33 — электрические схемы.
- Электронная вычислительная машина «Электроника 60М» — техническое описание, инструкция по эксплуатации, тесты, программное обеспечение, электрические схемы, эксплуатационная документация.
- Центральный процессор М2 — тех. описание и инструкция по эксплуатации.
- Устройство управления В1 — техническое описание, электрические схемы.
- Электронная вычислительная машина «Электроника 100-25» — тесты, программное обеспечение.
- Устройство управления оптическим профилешлифовальным станком CON-III-1 — руководство оператора, электрические схемы.
- Устройство подготовки перфолент ЕС-9024. Техническое описание, чертежи, таблицы проверки, каталог деталей и сборочных единиц, схемы электрические принципиальные и функциональные. Блок питания ЕС-9024/Н018 — паспорт, схема электрич. принципиальная. Электрифицированная пишущая машина CONSUL 256 ЕС7172М — инструкция по эксплуатации, чертежи, тех. описание, эл. схемы. Перфоратор ленточный ПЛ-80 — руководство по эксплуатации.
- Алфавитно-цифровое печатающее устройство последовательного действия robotron 1156 ЕС-7183-II СМ-6301. Технич. инструкция, электрич схемы.
- Микро-ЭВМ «Электроника МС 1201» . Техническое описание, эл. схемы.
- Устройство считывающее с перфоленты УСЛ-300-1. Паспорт с чертежами и электрическими схемами.
- Монитор 3.548.008. Эксплуатационные документы, электрические схемы.
- Дисплей алфавитно-цифровой 15ИЭ-00-013. Техническое описание, инструкция по эксплуатации, электрич схемы.
- Блок клавиатуры 15ВВВ-97-006. Комплект эксплуатационных документов, электрическая схема.
- Фотоэлектрическое устройство считывания с перфоленты CONSUL ЕС6121. Техническое описание, инструкция по эксплуатации и техническому обслуживанию, чертежи, электрич схемы, формуляр.
- Устройство ЧПУ 2М43-55-06 — полное техническое описание, комплект электрич. схем, руководство оператора, руководство по программированию, руководство по диагностике.
Любую документацию из приведенного списка за незначительную оплату вышлю в электронном виде Вам на ящик электронной почты.
Как со мной связаться: по электронной почте
A12LeOn21@yandex.ru
через ICQ 494-488-736 (только по выходным!)
16 часов назад, Андрей2019 сказал:
Наверное я все таки далёк от истины.
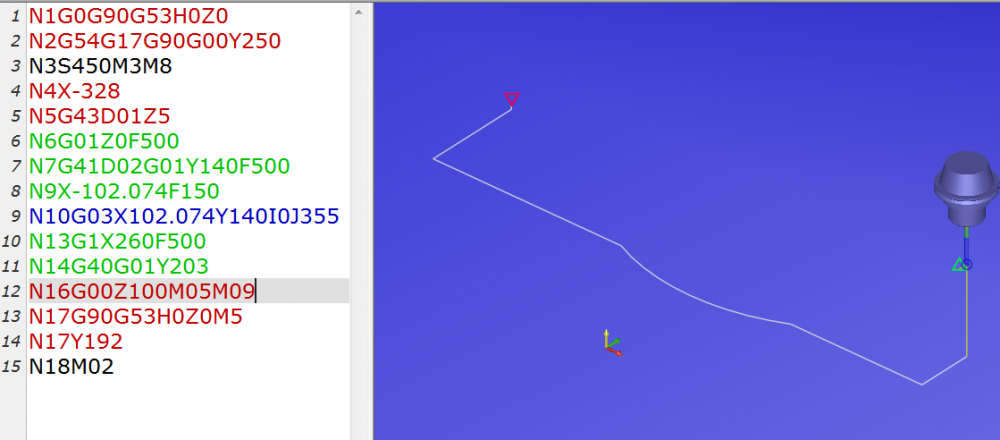
Убил я кадр N8. Нет подхода. Всё равно дергания. Убил кадр с первым g03, чтобы не писать по квадрантам, сразу конечную точку круговой интерполяции. Тогда дёргается между переходом с g03 в g01.
Вот выправил всё, вставил пропущенное.
Но только теперь я понял корень вашей проблемы со второй программой. Ещё раз — вы инструкцию к станку читали? У вас на него постпроцессор есть? И то, и другое — точно нет. В этой программе круговая интерполяция задана для FMS3000, или для версии чего-то фанукоподобного, где центр дуги задан в абсолютных координатах.
Ну это в стойке FMS3000 в системных настройках стойки я могу сделать задание круговой интерполяции как угодно, хоть в приращениях, хоть в абсолюте. Но та стойка 2с42-65, на которой я работаю (их большинство) требует задания центра дуги ИСКЛЮЧИТЕЛЬНО в приращениях относительно начальной точки дуги. Вот и дёргает.
А одна версия стойки, где нет задания подпрограмм, но есть команда повтора части программы номерами кадров — как в FMS3000 — там не помню, но там обязательно на каждом углу контура писать цикл обхода углов G36/37/38, без них никуда. Будет дёргать так, что привода вырубает.
Вы определитесь — под какую стойку вы программы пишете, сообразно документашки на стойку.
Если переделать кадры с корректором и круговой интерполяцией в вид
N7G41D02G01Y140F500
N9X-102.074F150
N10G03X102.074Y140I102.074J215
N13G1X260
N14G40G01Y203F500
то под мою стойку всё будет работать. А какая у вас — сами узнавайте.
Изменено 22 марта 2022 пользователем zerganalizer
18.03.2020

- Что такое программирование ЧПУ G-кодами
- Что такое G-код ЧПУ
- Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
- Почему стоит изучать программирование ЧПУ
- Стандарты и диалекты G-кода для ЧПУ станка: примеры
- Какие бывают G и M коды ЧПУ: описание
- Подготовительные G-функции ЧПУ
- Расшифровка G-кодов для ЧПУ
- Дополнительные функции и символы при программировании
- G-коды для ЧПУ: таблица подготовительных команд
- Таблица основных G-команд для станков с ЧПУ
- Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
- Параметры команд, заданные латинскими буквами
- Требования к написанию алгоритмов
- Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.

Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.

Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.

Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.

Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
- G00 – для скоростного позиционирования и быстрого приведения инструмента в готовое/безопасное положение;
- G01-03 – для движения рабочего органа либо по прямой, либо по дуге, по часовой стрелке и против нее соответственно; дополнительные символы – I, J и K – в данном случае устанавливают координаты;
- G04 – для обеспечения перерыва в работе лезвия (сверла и так далее), продолжительностью 1 секунда (стандартный вариант) или дольше, в зависимости от значений X или P поля;
- G17 код ЧПУ нужен для определения основной плоскости – по нему происходит выбор XY-координат при совершении вращательных действий при выполнении технологических отверстий;
- G18-19 – делают то же самое, только в XZ и YZ-планах соответственно, актуальны при круговой интерполяции;
- G20 – для проведения измерений в дюймах, нужен при определении показателей, представленных не в системе СИ; G21, напротив, необходим для метрических вычислений;
- G40 – для смены автокоррекции на тот радиус, который устанавливает G41 (слева от обрабатываемой заготовки, с дополнительной D-командой) или G42 (аналогично, но уже справа);
- G43 код ЧПУ регулирует положение резца (или другого органа), компенсируя его длину, дополнен параметром H;
- G52 вводит локальные координаты, G53 обеспечивает переключение – на них и обратно;
- G54-59 ответственны за смещение инструмента по отношению к зафиксированным заготовкам; в зависимости от того, какой из них находится в листинге, можно понять, какая деталь подвергается воздействию;
- G64 активизирует режим резки с отменой любых других;
- G71 – включает опцию сверления отверстий, G73 делает то же самое, но с условием высокой скорости, G74 запускает процесс нарезания левосторонней резьбы, G81-83 – операцию сверления, G85-87 – циклы растачивания;
- G97 код ЧПУ определяет количество оборотов, совершаемых за единицу времени (обычно – за минуту).
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
G-коды для ЧПУ: таблица подготовительных команд
|
Символ |
Описание |
|
G00-04 |
установка инструмента в позицию |
|
G17-19 |
переключение между плоскостями – XY, XZ и YZ соответственно |
|
G20-21 |
вычисления в английской (дюймовой) или метрической системе измерений |
|
G40-44 |
компенсация длины, диаметра, размеров рабочего органа |
|
G53-59 |
переход от одних координат к другим |
|
G80-84 |
активация циклов сверления или резьбования |
|
G90-92 |
переключение от абсолютных координат к относительным и наоборот |
Теперь переходим к тем функциям, которые используются чаще всего, подробно мы их уже рассмотрели, теперь, для наглядности и лучшего запоминания, кратко.
Таблица основных G-команд для станков с ЧПУ
|
Символ |
Описание |
|
G00 |
перемещение инструмента на холостом ходу с ускорением |
|
Задание интерполяции |
|
|
G01 |
линейной |
|
G02 |
круговой по часовой стрелке |
|
G03 |
в направлении, обратном предыдущему (против) |
|
G04 |
включение задержки (в миллисекундах) |
|
G10 |
задание новых начальных точек отсчета |
|
G11 |
отмена |
|
G15 |
|
|
G16 |
работа в полярной системе координат |
|
Режим измерений |
|
|
G20 |
в дюймах |
|
G21 |
в метрах |
|
G22 |
активация стоп-рамок станка – пределов перемещения |
|
G23 |
отмена |
|
G28 |
возврат к референтной точке |
|
G30 |
перемещение по Z-оси вверх |
|
Компенсация габаритов рабочего органа |
|
|
G40 |
отмена (для размеров) |
|
G41 |
радиуса слева |
|
G42 |
радиуса справа |
|
G43 |
высоты положительно |
|
G44 |
высоты отрицательно |
|
G53 |
переход на координаты оборудования |
|
G54-59 |
переключение на заданные оператором значения |
|
G68 |
поворот под нужным углом |
|
G69 |
отмена |
|
Цикл сверления |
|
|
G80 |
отказ |
|
G81 |
включение |
|
G82 |
с задержкой |
|
G83 |
с отходом |
|
G84 |
резьбование |
|
Активация системы координат |
|
|
G90 |
абсолютной |
|
G91 |
относительной |
|
Формат подачи F |
|
|
G94 |
мм/мин |
|
G95 |
мм/об |
|
G98 |
отмена |
|
G99 |
отказ от возвращения на точку «подхода» после выполнения цикла |
Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
|
Символ |
Описание |
|
М00 |
остановка до нажатия на «старт» |
|
М01 |
аналогично предыдущей, но при условии действия режима подтверждения |
|
М02 |
завершение алгоритма |
|
Начало вращения шпинделя |
|
|
М03 |
по часовой стрелке |
|
М04 |
против |
|
М05 |
остановка |
|
М06 |
смена рабочего органа |
|
М07 |
активация дополнительного охлаждения |
|
Основное охлаждение |
|
|
М08 |
включение |
|
М09 |
выключение |
|
М30 |
конец вывода данных |
|
М98 |
начало подпрограммы |
|
М99 |
ее завершение, возврат к главному алгоритму |
Теперь Вы видите, чем между собой отличаются, например, G49, G94 и G99 коды ЧПУ, но ведь есть функции и с другими литерами. Что делают они? Предлагаем разобраться в данном вопросе.
Параметры команд, заданные латинскими буквами
|
Символ |
Описание |
|
Координаты точек по соответствующим осям |
|
|
X |
|
|
Y |
|
|
Z |
|
|
Скорость |
|
|
F |
рабочей подачи |
|
S |
вращения шпинделя |
|
R |
радиус (либо, реже, показатель стандартного цикла) |
|
I, J, K |
габариты дуги, наблюдаемой в случае круговой интерполяции |
|
D |
коррекция действующего инструмента |
|
P |
задержка (или количество вызовов подцикла) |
|
L |
подпрограмма по метке |
Требования к написанию алгоритмов
Они должны быть четко структурированы и разбиты на кадры, каждый из которых обязан завершаться разделителем CR/LF. В конце необходимо поставить М02 либо М30. Сопутствующие комментарии оставляют в круглых скобках – либо сразу после символов, либо на отдельной строке. Одни и те же функции можно повторять в любой выбранной последовательности и какое угодно количество раз, если это является рациональным решением.
Если алгоритм генерирует САПР, оператору требуется проконтролировать результат. Для этого ему необходимо знать размеры детали, толщину слоя съема, параметры резца, глубину введения лезвия.

Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем посмотреть, что из себя представляет листинг при обработке заготовок простейших форм. Допустим, у нас есть круг и треугольник.
Тогда в первом случае наша совокупность функций будет выглядеть так (представляем ее построчно, с пояснениями):
- O001 (Circle) порядковый номер и название (может быть записано и транслитом).
- G00 Z0,5 установка безопасной высоты инструмента.
- G00 X-80 Y0 орган перемещается к начальной точке обработки.
- G01 Z-2 F60 лезвие врезается на должную глубину (2 мм).
- G02 I10 F80 происходит круговой съем металла.
- G00 Z0,5 инструмент снова поднимается.
- G00 X0 Y0 возврат на исходную позицию.
- М30 конец программы.
Во втором случае, с треугольником, листинг будет выглядеть так:
- O002 (Triangle) номер и название – здесь все максимально просто.
- G00 Z0,5 F70 установка рабочего органа на безопасную высоту.
- G00 X20 Y30 перемещение на начальную точку операции.
- G01 Z-3 F60 врезание лезвия на нужную глубину (3 мм).
- G01 X20 Y150 F60 – проход по первому катету.
- G01 X110 Y30 – обработка гипотенузы.
- G01 X20 Y30 – проход по второму катету.
- G00 Z0,5 – резец возвращается на безопасную высоту.
- G00 X0 Y0 – возврат в начальное положение.
- М30 – завершение алгоритма.
Мы подробно рассмотрели G-коды для ЧПУ фрезерных станков, а для самих аппаратов начинайте осваивать программирование. Ну а оборудование, современное и надежное, в память которого Вы сможете ввести любую написанную программу, уже готов продать его непосредственный производитель – ижевский завод «Сармат».