
 Ошибки комплектации товара при бумажном учете работы склада почти всегда происходят по вине персонала. О том, как добиться качественной работы комплектовщиков при минимальных затратах, рассказывает начальник отдела логистики ГК «Строби» Андрей Морозов
Ошибки комплектации товара при бумажном учете работы склада почти всегда происходят по вине персонала. О том, как добиться качественной работы комплектовщиков при минимальных затратах, рассказывает начальник отдела логистики ГК «Строби» Андрей Морозов
Андрей, расскажите, пожалуйста, как производится комплектация на складах вашей компании?
Для начала давайте определимся с терминами. Под «комплектацией» принято понимать отбор товара из постоянных мест хранения, изменение его упаковки и маркировки с целью последующей передачи клиенту. То есть именно на плечи комплектации ложится решение главной задачи логистики — доставить нужный товар в нужном количестве нужного качества по нужной цене в нужное время и нужное место.
Но поскольку товар на складе хранится в коммерческой упаковке, чаще всего в гофрокоробах, а для транспортировки требуется другая, предохраняющая товар от повреждения тара, то на переупаковку потребуется некоторое время и вполне очевидные усилия со стороны работников склада. Кроме того, укомплектованный товар необходимо промаркировать, чтобы он не потерялся в пути.
Безусловно, любой коммерческой организации было бы удобнее отгружать товар оптом, то есть в той же групповой упаковке, в которой он и пришел от поставщика и хранится на складе, поскольку упаковка производителя лучше других учитывает особенности продукта и, следовательно, лучше всего сохраняет товар в пути. А переупаковывая товар, мы рискуем его повредить. Нельзя полностью исключать и возможные ошибки со стороны персонала при перекладывании товара из коммерческой упаковки в сборную. Но сколько бы еще минусов переупаковки я не привел, актуальными они остаются лишь для складского хозяйства, для заказчика они не столь очевидны и совершенно безынтересны, а потому и уговорить его покупать товар целыми коробками вряд ли возможно. Более того, все обостряющаяся конкуренция вынуждает предприятия ориентироваться исключительно на потребности клиента. И наша компания в данном случае не исключение.
С отбором товара из мест хранения все просто: комплектовщик вскрывает коммерческую упаковку, сверяется с комплектовочной ведомостью и перемещает часть товара из коммерческой в комплектовочную упаковку. Если в последней остается свободное пространство, то комплектовщик добавляет в нее необходимое количество другого товара, проделывая эту операцию до заполнения упаковки.
Остается вопрос: как информировать клиента о том, в какой из коробок находится необходимый товар или материал? И делать это так, чтобы свести к минимуму ошибки персонала? Можно, конечно, написать ручкой на бумажке, что товар с таким-то наименованием находится, допустим, в коробке номер семь. Однако в масштабах складского хозяйства эта процедура превращается в крайне трудоемкий процесс. Да и уровень образования работников склада, зачастую, не очень высок. Поэтому практически все склады стремятся хоть как-то автоматизировать эту функцию. В нашем случае складская программа, после небольшой доработки, позволяет распечатывать товарные бирки с указанием номера накладной и группового места, а также инициалов и адреса заказчика. Эта-то бирка и наклеивается на коробку.
С целью минимизации совершаемых ошибок при комплектации была разработана специальная комплектационная ведомость (или лист сборки), в которой адресно расписан весь заказанный клиентом ассортимент, то есть, проще говоря, в какой коробке какой товар находится.
И здесь опять надо вернуться к терминологии. В складском деле используются два понятия: полное место — это грузовое место, занимаемое товаром только одной категории, и сборное место — место, отведенное под несколько видов товара. На сборные упаковки мы даже вешаем этикетку: «Внимание, сборное место! Пожалуйста, разбирайте до конца!», поскольку были случаи, когда клиент, не найдя нужный товар сверху коробки, немедля бросался оформлять претензию.
В дальнейшем все упаковки либо помещаются на поддон (несколько поддонов), либо, если это небольшой заказ, на тележку. Поверх тары обязательно крепится ведомость. Все, заказ укомплектован. Спустя некоторое время приезжает экспедитор, проверяет комплектность товара (соответствие количества мест количеству наименований в накладной) и доставляет его клиенту. Ответственность за товар, который содержится в сборных местах, полностью лежит на складе, и экспедитор проконтролировать внутреннее вложение не может.
Какие информационные системы вы используете на собственных складах?
Складских информационных систем существует огромное количество — WMS, ERP-системы и другие. А их внедрение — это очень сложный и длительный процесс, так как любую систему, даже самую простую, нужно долго и настойчиво адаптировать под нужды вашего бизнеса. Но и это далеко не все. Основная сложность состоит в том, что затраты на адаптацию IT-систем значительно превышают и без того немалые расходы на их приобретение. Можно попробовать наладить информационное взаимодействие между наработанными технологиями и бизнес-процессами, но это уже скорее вопрос сферы и условий вашего бизнеса. При этом необходимо помнить, что экономическая выгода от работы системы несоизмеримо ниже затрат на ее внедрение и обкатку.
Поэтому на нашем предприятии информационной системы, которая позволяла бы отбирать заказы и управлять складом в целом, нет. Мы используем простейшую компьютерную программу, доработанную и адаптированную информационным отделом под нужды всех подразделений, в том числе и под складскую деятельность. Ее функциональных возможностей нам вполне хватает для решения поставленных задач. Конечно, отсутствие единой информационной системы вынуждает нас вести двойной учет складских операций: электронный и бумажный. За электронный отвечают отделы продаж и поставок, а бумажным занимаются кладовщики. Обе схемы учета ведутся параллельно и при отсутствии ошибок должны соответствовать друг другу.
Однако в отсутствие дорогостоящих технологий компания становится более зависимой от опытности и профессионализма занимающегося сборкой персонала. Комплектовщик — это не грузчик, которого можно легко заменить другим, а серьезный участник бизнес-процесса, знающий всю адресную систему расположения товара и технологии отбора, приемки, маркировки товара и т. д. Такого сотрудника достаточно сложно заменить.
«Безбумажная» технология складской работы в значительной степени развязывает руки руководителю, позволяя обращаться с персоналом более свободно и уверенно. И тому есть веская причина, поскольку среднестатистический работник осваивает терминал за один-два дня и, как правило, не обладает уникальными сведениями о размещении товара на складе.
Учитывая разнообразие размеров и характеристик поступающих на хранение стройматериалов, какие трудности возникают в процессе комплектации?
В комплектации больших, крупногабаритных товаров серьезных сложностей не возникает. Чем меньше товар, тем больше проблем — его можно потерять, забыть, испортить и куда проще прикарманить. Лист гипсокартона, например, никуда не пропадает, а вот рулетка стоимостью 70 рублей исчезает с завидным постоянством. Из чего можно сделать вывод, что чем меньше товар, тем сложнее его комплектовать, но проще грузить. И наоборот, чем больше товар, тем проще его комплектовать и сложнее грузить.
Большие проблемы возникают при расчете загрузки кузова автомобиля разнородными товарами. Это «узкое» место в работе склада, и адекватных IT-продуктов, решающих эту проблему, я не встречал.
В принципе, объем кузова автомобиля невозможно использовать на все 100%, то есть так, чтобы коэффициент загрузки равнялся единице. Как правило, чем больше у вас разнородного товара, тем больше потери объема кузова. Например, на нашем предприятии не допускается загрузка автомобиля с коэффициентом ниже 0,6, да и то, учитывая вес некоторых материалов, если прежде ограничением не выступит грузоподъемность автомобиля.
А как вы определяете этот коэффициент?
Первое, что должно быть на складе, это справочник мер и весов товаров. На мой взгляд, руководитель склада обязан не просто выяснить, но досконально изучить, что у него есть, сколько это весит и какой занимает объем, так как именно по этим параметрам производится заказ и расчет загрузки автотранспорта. Если же характеристики всех товаров сведены в IT-базу, то при выписывании счета сразу видны объем и вес всего заказа, что позволяет немедленно сделать выбор в пользу того или иного транспортного средства. Ну а обладая подобными сведениями, получить коэффициент загрузки проще простого — необходимо объем товара разделить на объем кузова автомобиля.
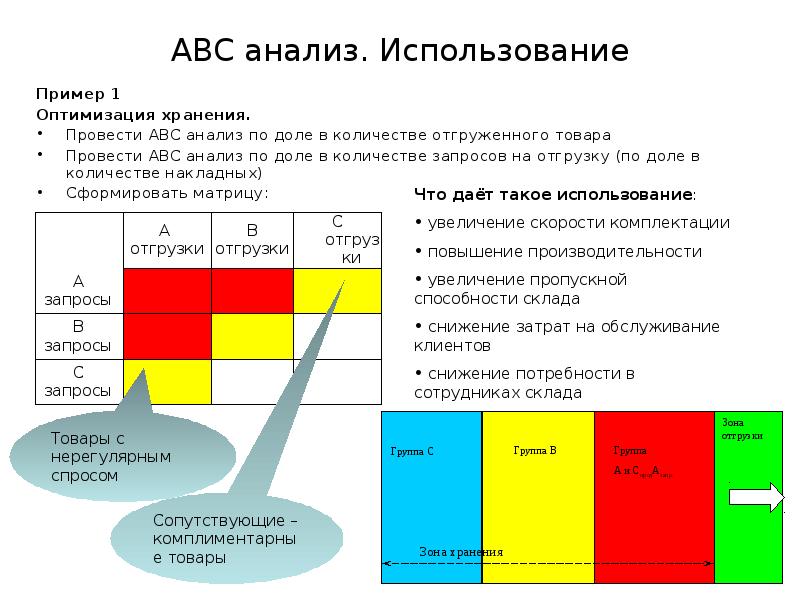
В складировании строительных материалов есть свои особенности, связанные, главным образом, с большим количеством наименований и разнообразием физических характеристик товара. К сожалению, на складе стройматериалов достаточно сложно выделить, создать единую зону комплектации, потому что товары с различными весовыми и объемными характеристиками невозможно разместить в одном месте, причем, удобном для проведения отбора. Вызвано это тем, что хранение стройматериалов требует подержания в помещении определенной температуры и влажности, а для погрузочно-разгрузочных работ необходимо использовать разное оборудование. Поэтому приходится оптимизировать зоны хранения под конкретный товар, а весь ассортимент разделить на несколько групп. И только внутри этих групп товар распределяется на хранение согласно результатам проведенного АВС-анализа.
Каковы ваши действия при обнаружении ошибки в комплектации?
Разбор претензий, полученных от клиента, — проблема очень интересная, так как она сложнее поддается регулированию. Ведь если контролировать сотрудников — наша задача, то воздействовать на клиента мы никоим образом не можем.
Когда поступает претензия от клиента, проводится мини-инвентаризация, проверяются компьютерные остатки. Если товар клиенту не пришел, а на складе обнаруживается его излишек, то вся вина ложится на кладовщика, отпустившего товар, или комплектовщика, осуществлявшего сборку. И дело здесь даже не в размере наказания, а в его неотвратимости. Если выясняется, что экспедитор имел возможность проконтролировать кладовщика, но не сделал этого, то наказываются оба. Клиента извещают, что пропажа найдена, приносят извинения и восполняют недостачу.
Отсутствие товара и на складе клиента, и на складе поставщика вынуждает признать, что груз пропал. Можно выделить пять потенциальных зон исчезновения: 1) склад поставщика; 2) погрузка; 3) транспортировка; 4) разгрузка; 5) склад клиента.
Теперь нужно разобраться в зонах ответственности. Безусловно, они определены договором, но если перевозчик не наш, а нанят клиентом, то ответственность склада наступает в двух случаях из пяти возможных. Когда перевозчик наш и групповые места не вскрыты, то мы несем ответственность уже за три вероятности.
Однако это лишь рассуждения, которые вряд ли приобретут вес доказательств, тем более если клиент не хочет понимать или признавать, что и у него на складе существуют неразрешенные проблемы. Само собой, руководству склада будет проще отстаивать свою правоту в решении назревшего конфликта, если предварительные проверки показывают, что вероятность пропажи товара на собственном складе меньше, нежели в зоне ответственности клиента. В нашей компании отчетливо понимают, что разбор претензий всегда должен производиться в рамках конфликта. Но менеджеры претензионного отдела компании-заказчика, зачастую, оторваны от проблем собственного склада, а потому стандартный ответ на просьбу провести инвентаризацию на месте обычно сводится к следующему: «У нас все хорошо, ищите ошибку на своих складах». Только заняв обоснованную, но жесткую позицию можно добиться проведения расследования. Не редки случаи, когда при известной настойчивости клиенты сами находят утерянный товар на собственном складе.
Все эти особенности необходимо учитывать при принятии решения о возмещении или аргументированном отказе в удовлетворении претензий клиента.
Каков порядок разбора претензий?
Существует специальный бланк разбора претензий, в который заносятся отчеты и заключения всех ответственных лиц всех отделов предприятия.
Прежде всего нужно получить претензию клиента, причем сделать это так, чтобы он остался доволен тем, как с ним обращались. Не велика, но есть вероятность того, что на данном этапе заказчик попытается нас обмануть, например, завысив реальную недостачу. Чтобы развеять сомнения в недобросовестности клиента, организовывается контрольная доставка: создается комиссия, которая без уведомления клиента присутствует при погрузке и фиксирует факт правильной отгрузки. Если и в этом случае клиент продолжает сетовать на некачественное обслуживание и требовать возмещения недостачи, то от дальнейшего сотрудничества с ним лучше отказаться.
На втором этапе проводится мини-инвентаризация. Также создается комиссия, в которую входит товаровед и представитель коммерческого отдела. Если при инвентаризации нашли недостачу или излишек, то проблема решается сама собой.
В принципе все сложности учета товара на складе можно свести либо к недостаче, либо к излишку. Даже если происходит пересортица (вместо зеленой ручки вам дали красную), то и она состоит из двух частей — недостачи и излишка.
Опасность недостачи кроется в том, что отсутствующий на складе товар числится в базе данных и, возможно, даже продается. Поэтому любой работник, заметивший факт недостачи, должен максимально быстро снять товар с продаж. С излишком все проще: его обособляют от других товаров, маркируют и в ближайшее время доставляют клиенту.
Если ни недостач, ни излишков найдено не было, переходим к рассмотрению претензий к транспортному отделу. Как правило, на одном автомобиле перевозятся грузы сразу для нескольких клиентов, а значит, нельзя исключать возможности возникновения путаницы в заказах и отгрузке на местах. С клиентами у нас долговременные отношения, и почти всегда, если им завезли излишек, они его возвращают.
Отсутствие результатов на предыдущих этапах вынуждает компанию начать расследование. И здесь уже нет формализованных инструкций — в каждом конкретном случае проводится отдельное разбирательство. Однажды мы обнаружили две упаковки товара на железнодорожной станции — их просто забыли под стеллажами. По результатам проведенного расследования был составлен отчет о том, что потеря груза произошла не по вине склада или транспортной компании, а вследствие каких-то иных причин. Соответственно претензии заказчика остались неудовлетворенными.
Существует и еще один вариант. Недовложение в групповую упаковку предприятием-изготовителем. Если упаковка не вскрыта, а товара в ней не хватает, есть все основания предъявить претензии поставщику. Довольно часто он их удовлетворяет.
Если и в ходе комплексного расследования не удалось обнаружить груз, то руководитель совместно со специалистами должен принять решение о том, будет ли компания удовлетворять претензию и в каком объеме (целиком или только ее часть).
Как наказываются виновные?
Достоверно сказать, кто виноват, можно только в том случае, если обнаруженные излишки или недостачи подтверждаются мини-инвентаризацией. Иначе наказывать сотрудника не имеет никакого смысла, поскольку для персонала станет очевидным, что виновного просто «назначили». А это может привести к текучке кадров, недовольству сотрудников и поискам последними альтернативного способа заработка денег, иногда и в ущерб вашей компании.
У нас есть и бонусное правило: если расхождение на складе обнаружил сам кладовщик и успел об этом сообщить, то вина с него снимается. Каждый день кладовщики проводят инвентаризацию по своим секциям и сверяют перемещения товаров за день.
Каким образом вы добиваетесь качественной работы комплектовщиков?
Для того чтобы понять, качественно или нет работал персонал по обслуживанию клиентов, необходимо определить критерии оценки и собрать статистику. Работа кладовщика или комплектовщика по обслуживанию клиентов измеряется количеством отборов в промежуток времени. Соответственно показателем качества работы кладовщика является это соотношение ошибочных отборов к общему числу отборов.
По оценкам Luigi ALTIERI, члена правления AILOG (Ассоциации логистики и управления цепями поставок Италии), нормой считается три ошибки на 1000 отборов, то есть 0,3%. Но процент этот могут выдерживать только современные склады, работающие по «безбумажной» технологии с применением штрихкодирования товаров. У нас были времена, когда процент некачественных отборов был равен единице. Сейчас ошибки в среднем составляют 0,5% от общего числа проводимых операций.
Как мы этого добились? Во-первых, ввели понятную и логистически выверенную систему претензий. Во-вторых, реализовали систему маркировки всех поступающих на склад товаров (в целях сокращения затрат мы использовали обычный этикет-пистолет, а на стикеры нанесли продажный артикул). И в-третьих — хорошо себя зарекомендовавший в веках метод кнута и пряника. Видимо, как и большинство компаний, мы сначала воплотили только первую часть этого метода — понятное и прозрачное наказание виновных. И лишь спустя длительное время осознали важность и необходимость введения и «пряничной составляющей» — системы поощрений.
Суть ее проста: если процент неправильных отборов находится в допустимых пределах, то начисляется премия. Штрафуется всегда конкретный человек и за конкретную ошибку. А вот премируют группу людей, потому что вычислить, кто обслуживал данный отбор, очень трудоемко. Мы считаем количество отборов за период времени на участке отбора, учитываем количество претензий, делим и получаем известный коэффициент. В итоге люди получают либо премию, либо штраф, а иногда и то, и другое.
Если у вас склад с большим ассортиментом, то избежать ошибок невозможно, ошибаются все.
Работая в очень известной, крупной Федеральной компании в логистике, мы постоянно сталкивались с проблемой больших разногласий в комплектации заказов на складе. Склад был завален актами разногласий от торговых комплексов и клиентов. Был сформирован целый отдел по работе с актами разногласий. Комплектация заказов на складе без ошибок, нам казалась недостижимой целью.
Когда к нам приехали менеджеры с Европы, и указали нашу цель и KPI склада в части точности комплектации заказов, мы были обескуражены. Однако, глаза боятся — руки делают. В итоге, через 6 месяцев, мы достигли нужного результата на одном складе. В течение года, полутора — на других складах. Как это возможно? Обо всем по порядку.
Содержание:
- Каков должен быть процент точности комплектации заказов?
- Каковы выгоды точной комплектации для всей компании?
- С чего начать роботу по безошибочной комплектации?
- Неочевидные ошибки, приводящие к не точной комплектации
- Какой процент собранных заказов подлежит проверке
Каков стандарт точности комплектации?
Итак, нашей целью стало достижение точности комплектации заказов на складе без ошибок — 99,98%, при Европейском стандарте — 99,96%. Это средний показатель за месяц по итогам всех отгруженных заказов. 99,98% означает, что на каждые 10 000 коробов отгрузки, возможные ошибки укладывались только в 20 коробов.
Получается, что при загрузке фуры, в среднем 30 паллет, отгружается около 1000 коробов. Следовательно, разногласия составляют всего 2 коробки на одну фуру.
Что такое 2 коробки на одну фуру с точки зрения затрат на кладовщика в магазинах и сотрудника по актам разногласий, при средней стоимости одного короба в 700- 1000 рублей? Если все хорошо посчитать, получается, что при стабильной работе склада в плане 99,98% точности комплектации, поставки с такого склада могут и не должны подлежать пересчету.
То есть магазин принимает с такого склада товар по принципу беспересчетной приемки. Даже на оставшиеся 0,02% акт разногласий не составляется. Ведь это мизер в общей массе товаропотока.

Конечно, для такой работы склад должен заслужить репутацию, некий сертификат беспересчетной приемки. Однако все в этом заинтересованы. У склада свой KPI.
Сотрудники склада не отвлекаются на разбор актов разногласий. В магазинах, паллеты с товаром сразу перемещаются в места временного хранения или в торговый зал. Грузовая зона не забита товаром, с целью пересчета.
Как складу, претендующему на такой сертификат, нам было дано время 6 месяцев, при которых сумма актов разногласий в течение всех 6 месяцев не превышала 0,02% от количества поставок в коробах. Все это время, товар с нашего склада, внимательно проверялся в магазинах от 20% до 100%.
Если бы мы, хотя бы один месяц из 6-и, вышли за эти рамки, то период в 6 месяцев начался бы заново. Мы смогли выйти на требуемый стандарт работы с первого раза.
Важная деталь
Отдельно скажу, что в 20 коробов на 10000, входит пересортица. Например, если отгрузили 1 короб сахара вместо одного короба соли, то разногласия не в один короб, а в два. Ведь магазин получил излишек в 1 короб, и недостачу в 1 короб.
Что касается работы с дорогими товарами, когда в 20-и коробах из 10 000 могут быть не мука, а телевизор, то по таким товарам уполномоченное лицо магазина может составить акт разногласий. Такой акт сопровождается всевозможными доказательствами, как фото и видео отчеты. Склад проводит свое внутреннее расследование. А также ведется работа с поставщиком, если такая недостача, проявляется, как тенденция по конкретному поставщику.
Вы скажете, разве можно считать безошибочной комплектацией, ошибку в 0,02%? Отчасти Вы будете правы. Но, во-первых, мы не всегда застрахованы от ошибки завода изготовителя. Бывает ошибки тянутся оттуда. Во-вторых, мы стремимся к 100%. А 99,98% это нижняя, приемлемая граница с учетом человеческого фактора.
Комплектация заказов на складе без ошибок. Первая часть. Основы.
Здесь важно отметить, что, в основном мы будем говорить о комплектации заказов со стеллажного хранения. Поскольку кросс-докинг подразумевает » что получил, то и отправил» без вскрытия паллета и комплектации, то акт разногласий с магазина транслируется поставщику, а не складу. (если это не брак по вине склада)
Что касается более сложного метода обработки, как pick-by-line, здесь тот же принцип. Об этом чуть позже.
Итак, что нужно сделать для безошибочной комплектации товаров на складе? Сначала два столпа, основы, потом перейдем к конкретным методам.

Самое первое, это KPI, мотивация сотрудников. От начальника склада до комплектовщика. Если выпадает хотя бы одно звено, система мотивации не сработает. Мы не будем подробно останавливаться здесь. Об этом есть моя отдельная статья «Что такое KPI в логистике и как его считать».
Когда каждый понимает, за что он недополучит, или получит при эффективной работе, психологически отношение к работе и результату — иное. Из этого, контроль за выполнением работ несет уже другой характер.
Считаю, что без KPI, стабильно держать планку в 99,98% мало реально.
Второе — тщательный подбор и обучение сотрудников склада. Мой личный опыт, что действительно кадры решают, если не все, то почти все. Понимаю, действительность такова, что чрезвычайно трудно найти ответственных сотрудников на постоянную работу.
При этому уверен, что многое зависит от политики компании, и руководителя склада. При прочих равных, люди остаются и долго работают там, где уважают своего руководителя, где руководители справедливы и сами отдаются работе на все сто.
Комплектация товаров на складе без ошибок. Методы
Как театр начинается с вешалки, склад начинается с приемки. Как мы понимаем, от точной приемки зависят следующие шаги. Важен опыт и ответственность кладовщиков и небольшая организация приемки. Чего-то неординарного нет.
Размещение товара. Вот здесь уже интересно. Если товар требует ранжирования по АВС анализу, тогда это подразумевает хорошую складскую автоматизированную систему. WMS склада сама предлагает разместить товар в подходящую для этого ячейку.
Если же склад не имеет адресного хранения, тогда сотрудник склада размещает товар на свободное место. Это всегда усложняет поиск товара при комплектации заказов. Порой нужно больше времени, что бы найти товар. А также велик риск взять схожий товар, что приводит к ошибкам комплектации.
Итак, первая причина ошибок комплектации — не корректная приемка. Вторая — нет системы или логики, где должен храниться товар после его приемки.
Даже если у вас нет автоматизированной складкой системы, обязательно нужно найти способ размещения товара, если не по АВС анализу, так по товарным группам. Или иной логике, и в пределах доступа. И на данном этапе, это не все.
Если вы задались задачей собирать заказы стабильно без ошибок, тогда следует в обязанности кого-то из сотрудников вменить проверку соответствия товара занимаемому месту согласно учетной системе.
В зависимости от объема склада, периодичности подбора товара по заказам, перед задачей на комплектацию, сотрудник должен проходить товарные ряды и делать соответствующую проверку. Несоответствия тут же исправлять.
Тогда достигаются сразу же три цели:
- Значительно снижаются риски пересортицы
- Комплектовщик не тратит свое время на поиск нужного товара.
- Повышается уровень сборки всего заказа (SL — service level склада)
На моем опыте, как только склад начал выполнять такую работу всего 2 раза в неделю, было сокращено более половины всех ошибок комплектации. При стеллажном хранении, места подбора (пиккинга) должны проверяться столько, сколько раз в неделю идет подбор товара. Это можно совместить с частичной инвентаризацией.
Также следует отделить зоны комплектации товара по коробам и штукам.
Комплектация заказов на складе без ошибок. Вторая часть
Мы затронули тему частичной или периодической инвентаризации. Это важная составляющая корректной сборки заказов. Ведь соответствие остатков по заказам напрямую влияет на удовлетворение клиента или покупателя. Очень неприятен момент, когда менеджер по продажам подтвердил наличие товара, а по факту его не оказалось, или по пересортице отправили не тот товар.
Частичная инвентаризация должна стать привычной, ежедневной работой склада.
Не менее, чем раз в 3-4 недели проверяются все товары группы «А». Раз в два месяца — товары группы «В». И не менее, чем раз в 4 месяца — группы «С». ( если товар группы «С» имеют не бОльшую оборачиваемость, чем 4 месяца). Товар не классифицируется по АВС? Тогда по географическому принципу — от ряда а к ряду.
Тогда и полная, годовая инвентаризация для нас не станет кошмаром.

Все будет предсказуемо «от и до».
В рамках частичной инвентаризации проверяется соответствие товара занимаемым местам на верхних ярусах стеллажного хранения. Ведь рано или поздно, товар с верхних ярусов, будет перемещен в зону подбора.
Комплектация заказов на складе без ошибок требует еще одной меры.
По факту сборки заказов к отгрузке, должно проверяться не менее 20% от собранных заказов. Эта цифра считается минимально достаточной для выявления ошибки. Для отгрузки 100 собранных паллет — проверяем не менее 20 паллет.
В эту долю должны входить не меньше 70% сложных или миксованных паллет. Иначе, если мы будем проверять только моно-паллеты, или легкие для проверки заказы, мы будем обманывать сами себя. У нас же иная задача.
Также, если это возможно на уровне складской системы, еще на уровне комплектации, можно блокировать товары к комплектации, которые не входят в пул заказов. Система просто не даст такой товар подтвердить на ТСД ( терминале сборе данных).
Во время отгрузки такой запрет ставить уже морально сложнее, поскольку товар уже собран, документы напечатаны, машина в процессе загрузки. Только потеря времени и нервов для всего склада.
Другие причины ошибок
Точность сборки и отгрузки заказов также будет зависеть от:
- Не корректных задач на комплектацию. Например, ошибки в складской системе. Если используется бумажный наряд на комплектацию, банально, не качественная печать принтера при схожести кодов и наименований товара.
- Отгрузка целого паллета в другую машину. При автоматизированной системе склада должна быть блокировка отгрузки заказа другому получателю. Разграничительные линии у ворот отгрузки.
- Ошибка штрих-кода в этикетке короба, паллета.
- Не корректная передача частично выполненного заказа от одного комплектовщика — другому. Нужно максимально избегать передачи недособранного заказа.
- Не до конца обученный персонал. Не укомплектованный штат.
- Систематическая сверх нагрузка на одних и тех же людей.

Люди из-за усталости не в состоянии качественно работать долго. Даже лучшие сотрудники, постоянно вызываемые на дополнительные смены, могут дать сбой.
Все эти, и другие ошибки, нужно иметь ввиду.
Важен анализ всех ошибок, затем выявить долю каждой в общей массе ошибок. Начинать нужно с самых массовых и устранять их по нисходящей.
Что можно исправить сразу — исправляем сразу.
Заключение
Проблема с персоналом есть везде. Это данность. По моему мнению, прежде всего, следует начать с руководителя отдела логистики, руководителя склада. От их компетенции и решимости будет зависеть 80% успеха. На этом нельзя экономить. Будет эффективная работа, придет все остальное. Технологии важны, но первичный фактор — кадры.
Комплектация заказов на складе без ошибок, или в рамках 99,98% реальна и достижима. Как понимаете, здесь требуется комплексный подход и твердая воля. Шаг за шагом обязательно все начнет получаться. Буду рад, если данная статья была Вам полезна. Всего Вам хорошего!
Как правильно и эффективно
организовать работу склада?
Получите сборник рекомендаций от экспертов по складским вопросам!
Склад – связующее звено между производителем и потребителем, сложная система, которая требует постоянного внимания. Обеспечить порядок на складе – важная задача любой компании. Для этого нужно вести корректный учет товаров, контролировать их сохранность, а также иметь быстрый доступ к информации по местам хранения и доступным остаткам.
Однако часто корректному учету продукции на складах уделяется недостаточно внимания и негативный результат при подобном подходе не заставит себя долго ждать. Возрастает риск появления непредвиденных затрат или потерь для компании.
Анализируем причины возникновения потерь на складе
Минимизировать издержки и потери – естественное желание собственника бизнеса. Когда речь идет о складских потерях, то в первую очередь стоит обратить внимание на те, которые связаны с товарами. Для планирования мер по сокращению непреднамеренных затрат сперва выявим и классифицируем источники потерь или порчи продукции в обороте.
Порча товаров при хранении/несоблюдение условий хранения:
- повреждения при погрузке/разгрузке товара;
- нарушение условий отбора и хранения товара;
- естественная убыль отдельных групп товаров: испарение, усушка и прочее;
- неправильная, некачественная маркировка, которая влечет за собой потерю товара и невозможность идентификации товара;
- возникновение пересортицы при неверной раскладке;
- потери из-за некорректного указания адресов, которые обнаруживаются только при инвентаризации;
- порча товаров при нарушении температурного режима, повышенной влажности, а также при повреждении товаров разными вредителями.>
Порча товаров со сроком годности
Если учет срока годности не ведется, то для отгрузки не всегда выбирается товар с минимальным сроком годности. Это влечет за собой то, что на складах накапливается просроченный товар, который необходимо списывать или утилизировать.
Потери из-за воровства
- во время упаковки/распаковки товаров;
- при доставке товара от поставщика к покупателю;
- при выезде за пределы склада и прочее.
Зависимость от персонала
Характерно для компаний, где отсутствует информативное или адресное хранение. Только кладовщик, который распределял товар по складу, знает, где его можно найти. В результате нет возможности оперативного поиска нужной позиции, а у руководства нет актуальных данных по остаткам на складах и инструмента контроля работы персонала.
Сокращаем потери: от организационных мер до комплексной автоматизации учета товарных запасов на складе
Потери на складе можно первоначально заложить в стоимость продукции либо минимизировать за счет проведения организационных мер или комплексной автоматизации.
Таблица 1 – Меры по исключению потерь и издержек на складе
| Проблемы | Организационные меры | Комплексная автоматизация |
| Проблемы Организационные меры Комплексная автоматизация Порча товаров при хранении/несоблюдение условий хранения |
1. Оптимизировать помещение склада. Выделить зоны хранения, которые:
2. Оптимизировать оборудование для хранения товаров.
3. Пересмотреть удобство используемого транспорта и грузоподъемного оборудования. Для складов с высокими стеллажами целесообразным может быть закупка специальных кар с подъемными лестницами или закупку станин для стеллажей. Это ускорит размещение, поиск и отбор товаров, обеспечит сохранность самих стеллажей. |
Внедрение учетной системы или налаживание складского учета в текущей. С помощью внедрения специализированной программы учета или усовершенствования текущей возможно повысить скорость складских процессов, контролировать работу склада, персонала и компании в целом, сократить потери, экономить трудозатраты, снизить пересортицу, а также более эффективно использовать складское оборудование. Для эффективной работы учетной системы следует предпринять следующие шаги: 1. Выделение зоны хранения товаров на складе. Зоны выделяют фиксированные, а также резервные и критические на случай, если первые переполнятся. 2. Маркировка товар и зоны хранения. Для сокращения потерь и точного учета товаров или документов, корректной идентификации этих объектов можно использовать технологию штрихкодирования или/и RFID. Штрихкодирование позволит вести единичный учет товаров с помощью штрих-кодов, которые размещаются на каждой единице товара, и терминала сбора данных, передающего информацию в учетную систему по каждой номенклатурной единице (при наличии Wi-Fi). Технология RFID позволит вести учет больших партий товара, не требуя прямой видимости для идентификации объектов, что упрощает процесс приемки/отгрузки товара. 3. Задание алгоритмов размещения и отбора товаров. Также можно формировать кладовщику порядок обхода ячеек, оптимизировать его маршрут и снизить трудозатраты. 4. Использование специального торгового оборудования. Использование терминала сбора данных (далее ТСД) при приеме товаров позволит выявить расхождения в партии от поставщика. Маркировка поступивших товаров и ТСД также позволят контролировать сотрудников склада, исключит зависимость от персонала. Учетная система, интегрированная с ТСД, позволит вести учет товаров со сроком годности. Необходимо занести в учетную систему серии товаров, а также занести эту информацию в штрих-код на товаре. В таком случае система подскажет, какой товар и откуда необходимо взять для комплектации заказа. А ТСД проконтролирует, правильно ли кладовщик выполнил задачу. |
| Порча товаров со сроком годности |
Фиксация кладовщиками информации о сроках годности на коробках либо прикрепление бирки к товару/упаковке. В результате увеличиваются трудозатраты на размещение товаров и сборку заказов, однако обеспечивается отгрузка товара с минимальным сроком годности. Также можно разделить одинаковые товары на ячейки в зависимости от разного срока годности. Таким образом, снизится вероятность ошибок кладовщика при выборе товара, ведь он сразу будет подходить к ячейке, где все товары с минимальным сроком годности. |
|
| Потери из-за воровства |
|
|
| Зависимость от персонала |
Организация информативного или адресного хранения. В результате размещение товара будет происходить в зонах, выбранных сотрудником склада или учетной системой. Адресное хранение – метод размещения товара на складе, при котором каждой единице присваивается определенный адрес (буквенное и цифровое обозначение, которое позволяет быстро находить необходимую продукцию). Внедрение данной технологии исключит ошибки при отборе товара с нужным сроком годности, сократит время поиска свободного места для размещения товара, исключит зависимость от персонала, обеспечит быструю и безошибочную сборку заказов. |
Эффект для компании: почему комплексная автоматизация склада лучше ручного учета при сокращении потерь и издержек
Безусловно, комплексная автоматизация – это недешевый процесс. При этом далеко не все склады в ней остро нуждаются. Однако уже сейчас, на этапе развития своей деятельности, необходимо начать принимать меры по эффективной организации работы склада. Это позволит сформировать для себя понимание автоматизации: ее целей, задач и ожидаемого результата.
На рисунке проиллюстрировано преимущество автоматизированного учета товаров на складе перед ручным (в том числе, с помощью бумажных карточек или Excel-таблиц).

Рисунок 1 – Сравнение ручного и автоматизированного учета на складе
В результате налаживания складского учета компания получает:
- минимизацию или полное исключение бумажного документооборота;
- сокращение пересортицы или залеживания товаров на складе;
- снижение зависимости от человеческих ресурсов, новые сотрудники быстро адаптируются;
- рост эффективности работы сотрудников, возможность оперативного контроля;
- повышение лояльности клиентов за счет увеличения скорости сборки и отгрузки заказов.
Для построения эффективной работы склада, своевременного получения информации по результатам работы, а также принятия управленческих решений и сокращения временных и материальных потерь, которые возникают при ведении учета вручную, автоматизация просто необходима.
Работая в очень известной, крупной Федеральной компании в логистике, мы постоянно сталкивались с проблемой больших разногласий в комплектации заказов на складе. Склад был завален актами разногласий от торговых комплексов и клиентов. Был сформирован целый отдел по работе с актами разногласий. Комплектация заказов на складе без ошибок, нам казалась недостижимой целью.
Когда к нам приехали менеджеры с Европы, и указали нашу цель и KPI склада в части точности комплектации заказов, мы были обескуражены. Однако, глаза боятся — руки делают. В итоге, через 6 месяцев, мы достигли нужного результата на одном складе. В течение года, полутора — на других складах. Как это возможно? Обо всем по порядку.
Содержание:
- Каков должен быть процент точности комплектации заказов?
- Каковы выгоды точной комплектации для всей компании?
- С чего начать роботу по безошибочной комплектации?
- Неочевидные ошибки, приводящие к не точной комплектации
- Какой процент собранных заказов подлежит проверке
Каков стандарт точности комплектации?
Итак, нашей целью стало достижение точности комплектации заказов на складе без ошибок — 99,98%, при Европейском стандарте — 99,96%. Это средний показатель за месяц по итогам всех отгруженных заказов. 99,98% означает, что на каждые 10 000 коробов отгрузки, возможные ошибки укладывались только в 20 коробов.
Получается, что при загрузке фуры, в среднем 30 паллет, отгружается около 1000 коробов. Следовательно, разногласия составляют всего 2 коробки на одну фуру.
Что такое 2 коробки на одну фуру с точки зрения затрат на кладовщика в магазинах и сотрудника по актам разногласий, при средней стоимости одного короба в 700- 1000 рублей? Если все хорошо посчитать, получается, что при стабильной работе склада в плане 99,98% точности комплектации, поставки с такого склада могут и не должны подлежать пересчету.
То есть магазин принимает с такого склада товар по принципу беспересчетной приемки. Даже на оставшиеся 0,02% акт разногласий не составляется. Ведь это мизер в общей массе товаропотока.
Конечно, для такой работы склад должен заслужить репутацию, некий сертификат беспересчетной приемки. Однако все в этом заинтересованы. У склада свой KPI.
Сотрудники склада не отвлекаются на разбор актов разногласий. В магазинах, паллеты с товаром сразу перемещаются в места временного хранения или в торговый зал. Грузовая зона не забита товаром, с целью пересчета.
Как складу, претендующему на такой сертификат, нам было дано время 6 месяцев, при которых сумма актов разногласий в течение всех 6 месяцев не превышала 0,02% от количества поставок в коробах. Все это время, товар с нашего склада, внимательно проверялся в магазинах от 20% до 100%.
Если бы мы, хотя бы один месяц из 6-и, вышли за эти рамки, то период в 6 месяцев начался бы заново. Мы смогли выйти на требуемый стандарт работы с первого раза.
Важная деталь
Отдельно скажу, что в 20 коробов на 10000, входит пересортица. Например, если отгрузили 1 короб сахара вместо одного короба соли, то разногласия не в один короб, а в два. Ведь магазин получил излишек в 1 короб, и недостачу в 1 короб.
Что касается работы с дорогими товарами, когда в 20-и коробах из 10 000 могут быть не мука, а телевизор, то по таким товарам уполномоченное лицо магазина может составить акт разногласий. Такой акт сопровождается всевозможными доказательствами, как фото и видео отчеты. Склад проводит свое внутреннее расследование. А также ведется работа с поставщиком, если такая недостача, проявляется, как тенденция по конкретному поставщику.
Вы скажете, разве можно считать безошибочной комплектацией, ошибку в 0,02%? Отчасти Вы будете правы. Но, во-первых, мы не всегда застрахованы от ошибки завода изготовителя. Бывает ошибки тянутся оттуда. Во-вторых, мы стремимся к 100%. А 99,98% это нижняя, приемлемая граница с учетом человеческого фактора.
Комплектация заказов на складе без ошибок. Первая часть. Основы.
Здесь важно отметить, что, в основном мы будем говорить о комплектации заказов со стеллажного хранения. Поскольку кросс-докинг подразумевает » что получил, то и отправил» без вскрытия паллета и комплектации, то акт разногласий с магазина транслируется поставщику, а не складу. (если это не брак по вине склада)
Что касается более сложного метода обработки, как pick-by-line, здесь тот же принцип. Об этом чуть позже.
Итак, что нужно сделать для безошибочной комплектации товаров на складе? Сначала два столпа, основы, потом перейдем к конкретным методам.
Самое первое, это KPI, мотивация сотрудников. От начальника склада до комплектовщика. Если выпадает хотя бы одно звено, система мотивации не сработает. Мы не будем подробно останавливаться здесь. Об этом есть моя отдельная статья «Что такое KPI в логистике и как его считать».
Когда каждый понимает, за что он недополучит, или получит при эффективной работе, психологически отношение к работе и результату — иное. Из этого, контроль за выполнением работ несет уже другой характер.
Считаю, что без KPI, стабильно держать планку в 99,98% мало реально.
Второе — тщательный подбор и обучение сотрудников склада. Мой личный опыт, что действительно кадры решают, если не все, то почти все. Понимаю, действительность такова, что чрезвычайно трудно найти ответственных сотрудников на постоянную работу.
При этому уверен, что многое зависит от политики компании, и руководителя склада. При прочих равных, люди остаются и долго работают там, где уважают своего руководителя, где руководители справедливы и сами отдаются работе на все сто.
Комплектация товаров на складе без ошибок. Методы
Как театр начинается с вешалки, склад начинается с приемки. Как мы понимаем, от точной приемки зависят следующие шаги. Важен опыт и ответственность кладовщиков и небольшая организация приемки. Чего-то неординарного нет.
Размещение товара. Вот здесь уже интересно. Если товар требует ранжирования по АВС анализу, тогда это подразумевает хорошую складскую автоматизированную систему. WMS склада сама предлагает разместить товар в подходящую для этого ячейку.
Если же склад не имеет адресного хранения, тогда сотрудник склада размещает товар на свободное место. Это всегда усложняет поиск товара при комплектации заказов. Порой нужно больше времени, что бы найти товар. А также велик риск взять схожий товар, что приводит к ошибкам комплектации.
Итак, первая причина ошибок комплектации — не корректная приемка. Вторая — нет системы или логики, где должен храниться товар после его приемки.
Даже если у вас нет автоматизированной складкой системы, обязательно нужно найти способ размещения товара, если не по АВС анализу, так по товарным группам. Или иной логике, и в пределах доступа. И на данном этапе, это не все.
Если вы задались задачей собирать заказы стабильно без ошибок, тогда следует в обязанности кого-то из сотрудников вменить проверку соответствия товара занимаемому месту согласно учетной системе.
В зависимости от объема склада, периодичности подбора товара по заказам, перед задачей на комплектацию, сотрудник должен проходить товарные ряды и делать соответствующую проверку. Несоответствия тут же исправлять.
Тогда достигаются сразу же три цели:
- Значительно снижаются риски пересортицы
- Комплектовщик не тратит свое время на поиск нужного товара.
- Повышается уровень сборки всего заказа (SL — service level склада)
На моем опыте, как только склад начал выполнять такую работу всего 2 раза в неделю, было сокращено более половины всех ошибок комплектации. При стеллажном хранении, места подбора (пиккинга) должны проверяться столько, сколько раз в неделю идет подбор товара. Это можно совместить с частичной инвентаризацией.
Также следует отделить зоны комплектации товара по коробам и штукам.
Комплектация заказов на складе без ошибок. Вторая часть
Мы затронули тему частичной или периодической инвентаризации. Это важная составляющая корректной сборки заказов. Ведь соответствие остатков по заказам напрямую влияет на удовлетворение клиента или покупателя. Очень неприятен момент, когда менеджер по продажам подтвердил наличие товара, а по факту его не оказалось, или по пересортице отправили не тот товар.
Частичная инвентаризация должна стать привычной, ежедневной работой склада.
Не менее, чем раз в 3-4 недели проверяются все товары группы «А». Раз в два месяца — товары группы «В». И не менее, чем раз в 4 месяца — группы «С». ( если товар группы «С» имеют не бОльшую оборачиваемость, чем 4 месяца). Товар не классифицируется по АВС? Тогда по географическому принципу — от ряда а к ряду.
Тогда и полная, годовая инвентаризация для нас не станет кошмаром.
Все будет предсказуемо «от и до».
В рамках частичной инвентаризации проверяется соответствие товара занимаемым местам на верхних ярусах стеллажного хранения. Ведь рано или поздно, товар с верхних ярусов, будет перемещен в зону подбора.
Комплектация заказов на складе без ошибок требует еще одной меры.
По факту сборки заказов к отгрузке, должно проверяться не менее 20% от собранных заказов. Эта цифра считается минимально достаточной для выявления ошибки. Для отгрузки 100 собранных паллет — проверяем не менее 20 паллет.
В эту долю должны входить не меньше 70% сложных или миксованных паллет. Иначе, если мы будем проверять только моно-паллеты, или легкие для проверки заказы, мы будем обманывать сами себя. У нас же иная задача.
Также, если это возможно на уровне складской системы, еще на уровне комплектации, можно блокировать товары к комплектации, которые не входят в пул заказов. Система просто не даст такой товар подтвердить на ТСД ( терминале сборе данных).
Во время отгрузки такой запрет ставить уже морально сложнее, поскольку товар уже собран, документы напечатаны, машина в процессе загрузки. Только потеря времени и нервов для всего склада.
Другие причины ошибок
Точность сборки и отгрузки заказов также будет зависеть от:
- Не корректных задач на комплектацию. Например, ошибки в складской системе. Если используется бумажный наряд на комплектацию, банально, не качественная печать принтера при схожести кодов и наименований товара.
- Отгрузка целого паллета в другую машину. При автоматизированной системе склада должна быть блокировка отгрузки заказа другому получателю. Разграничительные линии у ворот отгрузки.
- Ошибка штрих-кода в этикетке короба, паллета.
- Не корректная передача частично выполненного заказа от одного комплектовщика — другому. Нужно максимально избегать передачи недособранного заказа.
- Не до конца обученный персонал. Не укомплектованный штат.
- Систематическая сверх нагрузка на одних и тех же людей.
Люди из-за усталости не в состоянии качественно работать долго. Даже лучшие сотрудники, постоянно вызываемые на дополнительные смены, могут дать сбой.
Все эти, и другие ошибки, нужно иметь ввиду.
Важен анализ всех ошибок, затем выявить долю каждой в общей массе ошибок. Начинать нужно с самых массовых и устранять их по нисходящей.
Что можно исправить сразу — исправляем сразу.
Заключение
Проблема с персоналом есть везде. Это данность. По моему мнению, прежде всего, следует начать с руководителя отдела логистики, руководителя склада. От их компетенции и решимости будет зависеть 80% успеха. На этом нельзя экономить. Будет эффективная работа, придет все остальное. Технологии важны, но первичный фактор — кадры.
Комплектация заказов на складе без ошибок, или в рамках 99,98% реальна и достижима. Как понимаете, здесь требуется комплексный подход и твердая воля. Шаг за шагом обязательно все начнет получаться. Буду рад, если данная статья была Вам полезна. Всего Вам хорошего!
Ошибки комплектации товара при бумажном учете работы склада почти всегда происходят по вине персонала. О том, как добиться качественной работы комплектовщиков при минимальных затратах, рассказывает начальник отдела логистики ГК «Строби» Андрей Морозов
Андрей, расскажите, пожалуйста, как производится комплектация на складах вашей компании?
Для начала давайте определимся с терминами. Под «комплектацией» принято понимать отбор товара из постоянных мест хранения, изменение его упаковки и маркировки с целью последующей передачи клиенту. То есть именно на плечи комплектации ложится решение главной задачи логистики — доставить нужный товар в нужном количестве нужного качества по нужной цене в нужное время и нужное место.
Но поскольку товар на складе хранится в коммерческой упаковке, чаще всего в гофрокоробах, а для транспортировки требуется другая, предохраняющая товар от повреждения тара, то на переупаковку потребуется некоторое время и вполне очевидные усилия со стороны работников склада. Кроме того, укомплектованный товар необходимо промаркировать, чтобы он не потерялся в пути.
Безусловно, любой коммерческой организации было бы удобнее отгружать товар оптом, то есть в той же групповой упаковке, в которой он и пришел от поставщика и хранится на складе, поскольку упаковка производителя лучше других учитывает особенности продукта и, следовательно, лучше всего сохраняет товар в пути. А переупаковывая товар, мы рискуем его повредить. Нельзя полностью исключать и возможные ошибки со стороны персонала при перекладывании товара из коммерческой упаковки в сборную. Но сколько бы еще минусов переупаковки я не привел, актуальными они остаются лишь для складского хозяйства, для заказчика они не столь очевидны и совершенно безынтересны, а потому и уговорить его покупать товар целыми коробками вряд ли возможно. Более того, все обостряющаяся конкуренция вынуждает предприятия ориентироваться исключительно на потребности клиента. И наша компания в данном случае не исключение.
С отбором товара из мест хранения все просто: комплектовщик вскрывает коммерческую упаковку, сверяется с комплектовочной ведомостью и перемещает часть товара из коммерческой в комплектовочную упаковку. Если в последней остается свободное пространство, то комплектовщик добавляет в нее необходимое количество другого товара, проделывая эту операцию до заполнения упаковки.
Остается вопрос: как информировать клиента о том, в какой из коробок находится необходимый товар или материал? И делать это так, чтобы свести к минимуму ошибки персонала? Можно, конечно, написать ручкой на бумажке, что товар с таким-то наименованием находится, допустим, в коробке номер семь. Однако в масштабах складского хозяйства эта процедура превращается в крайне трудоемкий процесс. Да и уровень образования работников склада, зачастую, не очень высок. Поэтому практически все склады стремятся хоть как-то автоматизировать эту функцию. В нашем случае складская программа, после небольшой доработки, позволяет распечатывать товарные бирки с указанием номера накладной и группового места, а также инициалов и адреса заказчика. Эта-то бирка и наклеивается на коробку.
С целью минимизации совершаемых ошибок при комплектации была разработана специальная комплектационная ведомость (или лист сборки), в которой адресно расписан весь заказанный клиентом ассортимент, то есть, проще говоря, в какой коробке какой товар находится.
И здесь опять надо вернуться к терминологии. В складском деле используются два понятия: полное место — это грузовое место, занимаемое товаром только одной категории, и сборное место — место, отведенное под несколько видов товара. На сборные упаковки мы даже вешаем этикетку: «Внимание, сборное место! Пожалуйста, разбирайте до конца!», поскольку были случаи, когда клиент, не найдя нужный товар сверху коробки, немедля бросался оформлять претензию.
В дальнейшем все упаковки либо помещаются на поддон (несколько поддонов), либо, если это небольшой заказ, на тележку. Поверх тары обязательно крепится ведомость. Все, заказ укомплектован. Спустя некоторое время приезжает экспедитор, проверяет комплектность товара (соответствие количества мест количеству наименований в накладной) и доставляет его клиенту. Ответственность за товар, который содержится в сборных местах, полностью лежит на складе, и экспедитор проконтролировать внутреннее вложение не может.
Какие информационные системы вы используете на собственных складах?
Складских информационных систем существует огромное количество — WMS, ERP-системы и другие. А их внедрение — это очень сложный и длительный процесс, так как любую систему, даже самую простую, нужно долго и настойчиво адаптировать под нужды вашего бизнеса. Но и это далеко не все. Основная сложность состоит в том, что затраты на адаптацию IT-систем значительно превышают и без того немалые расходы на их приобретение. Можно попробовать наладить информационное взаимодействие между наработанными технологиями и бизнес-процессами, но это уже скорее вопрос сферы и условий вашего бизнеса. При этом необходимо помнить, что экономическая выгода от работы системы несоизмеримо ниже затрат на ее внедрение и обкатку.
Поэтому на нашем предприятии информационной системы, которая позволяла бы отбирать заказы и управлять складом в целом, нет. Мы используем простейшую компьютерную программу, доработанную и адаптированную информационным отделом под нужды всех подразделений, в том числе и под складскую деятельность. Ее функциональных возможностей нам вполне хватает для решения поставленных задач. Конечно, отсутствие единой информационной системы вынуждает нас вести двойной учет складских операций: электронный и бумажный. За электронный отвечают отделы продаж и поставок, а бумажным занимаются кладовщики. Обе схемы учета ведутся параллельно и при отсутствии ошибок должны соответствовать друг другу.
Однако в отсутствие дорогостоящих технологий компания становится более зависимой от опытности и профессионализма занимающегося сборкой персонала. Комплектовщик — это не грузчик, которого можно легко заменить другим, а серьезный участник бизнес-процесса, знающий всю адресную систему расположения товара и технологии отбора, приемки, маркировки товара и т. д. Такого сотрудника достаточно сложно заменить.
«Безбумажная» технология складской работы в значительной степени развязывает руки руководителю, позволяя обращаться с персоналом более свободно и уверенно. И тому есть веская причина, поскольку среднестатистический работник осваивает терминал за один-два дня и, как правило, не обладает уникальными сведениями о размещении товара на складе.
Учитывая разнообразие размеров и характеристик поступающих на хранение стройматериалов, какие трудности возникают в процессе комплектации?
В комплектации больших, крупногабаритных товаров серьезных сложностей не возникает. Чем меньше товар, тем больше проблем — его можно потерять, забыть, испортить и куда проще прикарманить. Лист гипсокартона, например, никуда не пропадает, а вот рулетка стоимостью 70 рублей исчезает с завидным постоянством. Из чего можно сделать вывод, что чем меньше товар, тем сложнее его комплектовать, но проще грузить. И наоборот, чем больше товар, тем проще его комплектовать и сложнее грузить.
Большие проблемы возникают при расчете загрузки кузова автомобиля разнородными товарами. Это «узкое» место в работе склада, и адекватных IT-продуктов, решающих эту проблему, я не встречал.
В принципе, объем кузова автомобиля невозможно использовать на все 100%, то есть так, чтобы коэффициент загрузки равнялся единице. Как правило, чем больше у вас разнородного товара, тем больше потери объема кузова. Например, на нашем предприятии не допускается загрузка автомобиля с коэффициентом ниже 0,6, да и то, учитывая вес некоторых материалов, если прежде ограничением не выступит грузоподъемность автомобиля.
А как вы определяете этот коэффициент?
Первое, что должно быть на складе, это справочник мер и весов товаров. На мой взгляд, руководитель склада обязан не просто выяснить, но досконально изучить, что у него есть, сколько это весит и какой занимает объем, так как именно по этим параметрам производится заказ и расчет загрузки автотранспорта. Если же характеристики всех товаров сведены в IT-базу, то при выписывании счета сразу видны объем и вес всего заказа, что позволяет немедленно сделать выбор в пользу того или иного транспортного средства. Ну а обладая подобными сведениями, получить коэффициент загрузки проще простого — необходимо объем товара разделить на объем кузова автомобиля.
В складировании строительных материалов есть свои особенности, связанные, главным образом, с большим количеством наименований и разнообразием физических характеристик товара. К сожалению, на складе стройматериалов достаточно сложно выделить, создать единую зону комплектации, потому что товары с различными весовыми и объемными характеристиками невозможно разместить в одном месте, причем, удобном для проведения отбора. Вызвано это тем, что хранение стройматериалов требует подержания в помещении определенной температуры и влажности, а для погрузочно-разгрузочных работ необходимо использовать разное оборудование. Поэтому приходится оптимизировать зоны хранения под конкретный товар, а весь ассортимент разделить на несколько групп. И только внутри этих групп товар распределяется на хранение согласно результатам проведенного АВС-анализа.
Каковы ваши действия при обнаружении ошибки в комплектации?
Разбор претензий, полученных от клиента, — проблема очень интересная, так как она сложнее поддается регулированию. Ведь если контролировать сотрудников — наша задача, то воздействовать на клиента мы никоим образом не можем.
Когда поступает претензия от клиента, проводится мини-инвентаризация, проверяются компьютерные остатки. Если товар клиенту не пришел, а на складе обнаруживается его излишек, то вся вина ложится на кладовщика, отпустившего товар, или комплектовщика, осуществлявшего сборку. И дело здесь даже не в размере наказания, а в его неотвратимости. Если выясняется, что экспедитор имел возможность проконтролировать кладовщика, но не сделал этого, то наказываются оба. Клиента извещают, что пропажа найдена, приносят извинения и восполняют недостачу.
Отсутствие товара и на складе клиента, и на складе поставщика вынуждает признать, что груз пропал. Можно выделить пять потенциальных зон исчезновения: 1) склад поставщика; 2) погрузка; 3) транспортировка; 4) разгрузка; 5) склад клиента.
Теперь нужно разобраться в зонах ответственности. Безусловно, они определены договором, но если перевозчик не наш, а нанят клиентом, то ответственность склада наступает в двух случаях из пяти возможных. Когда перевозчик наш и групповые места не вскрыты, то мы несем ответственность уже за три вероятности.
Однако это лишь рассуждения, которые вряд ли приобретут вес доказательств, тем более если клиент не хочет понимать или признавать, что и у него на складе существуют неразрешенные проблемы. Само собой, руководству склада будет проще отстаивать свою правоту в решении назревшего конфликта, если предварительные проверки показывают, что вероятность пропажи товара на собственном складе меньше, нежели в зоне ответственности клиента. В нашей компании отчетливо понимают, что разбор претензий всегда должен производиться в рамках конфликта. Но менеджеры претензионного отдела компании-заказчика, зачастую, оторваны от проблем собственного склада, а потому стандартный ответ на просьбу провести инвентаризацию на месте обычно сводится к следующему: «У нас все хорошо, ищите ошибку на своих складах». Только заняв обоснованную, но жесткую позицию можно добиться проведения расследования. Не редки случаи, когда при известной настойчивости клиенты сами находят утерянный товар на собственном складе.
Все эти особенности необходимо учитывать при принятии решения о возмещении или аргументированном отказе в удовлетворении претензий клиента.
Каков порядок разбора претензий?
Существует специальный бланк разбора претензий, в который заносятся отчеты и заключения всех ответственных лиц всех отделов предприятия.
Прежде всего нужно получить претензию клиента, причем сделать это так, чтобы он остался доволен тем, как с ним обращались. Не велика, но есть вероятность того, что на данном этапе заказчик попытается нас обмануть, например, завысив реальную недостачу. Чтобы развеять сомнения в недобросовестности клиента, организовывается контрольная доставка: создается комиссия, которая без уведомления клиента присутствует при погрузке и фиксирует факт правильной отгрузки. Если и в этом случае клиент продолжает сетовать на некачественное обслуживание и требовать возмещения недостачи, то от дальнейшего сотрудничества с ним лучше отказаться.
На втором этапе проводится мини-инвентаризация. Также создается комиссия, в которую входит товаровед и представитель коммерческого отдела. Если при инвентаризации нашли недостачу или излишек, то проблема решается сама собой.
В принципе все сложности учета товара на складе можно свести либо к недостаче, либо к излишку. Даже если происходит пересортица (вместо зеленой ручки вам дали красную), то и она состоит из двух частей — недостачи и излишка.
Опасность недостачи кроется в том, что отсутствующий на складе товар числится в базе данных и, возможно, даже продается. Поэтому любой работник, заметивший факт недостачи, должен максимально быстро снять товар с продаж. С излишком все проще: его обособляют от других товаров, маркируют и в ближайшее время доставляют клиенту.
Если ни недостач, ни излишков найдено не было, переходим к рассмотрению претензий к транспортному отделу. Как правило, на одном автомобиле перевозятся грузы сразу для нескольких клиентов, а значит, нельзя исключать возможности возникновения путаницы в заказах и отгрузке на местах. С клиентами у нас долговременные отношения, и почти всегда, если им завезли излишек, они его возвращают.
Отсутствие результатов на предыдущих этапах вынуждает компанию начать расследование. И здесь уже нет формализованных инструкций — в каждом конкретном случае проводится отдельное разбирательство. Однажды мы обнаружили две упаковки товара на железнодорожной станции — их просто забыли под стеллажами. По результатам проведенного расследования был составлен отчет о том, что потеря груза произошла не по вине склада или транспортной компании, а вследствие каких-то иных причин. Соответственно претензии заказчика остались неудовлетворенными.
Существует и еще один вариант. Недовложение в групповую упаковку предприятием-изготовителем. Если упаковка не вскрыта, а товара в ней не хватает, есть все основания предъявить претензии поставщику. Довольно часто он их удовлетворяет.
Если и в ходе комплексного расследования не удалось обнаружить груз, то руководитель совместно со специалистами должен принять решение о том, будет ли компания удовлетворять претензию и в каком объеме (целиком или только ее часть).
Как наказываются виновные?
Достоверно сказать, кто виноват, можно только в том случае, если обнаруженные излишки или недостачи подтверждаются мини-инвентаризацией. Иначе наказывать сотрудника не имеет никакого смысла, поскольку для персонала станет очевидным, что виновного просто «назначили». А это может привести к текучке кадров, недовольству сотрудников и поискам последними альтернативного способа заработка денег, иногда и в ущерб вашей компании.
У нас есть и бонусное правило: если расхождение на складе обнаружил сам кладовщик и успел об этом сообщить, то вина с него снимается. Каждый день кладовщики проводят инвентаризацию по своим секциям и сверяют перемещения товаров за день.
Каким образом вы добиваетесь качественной работы комплектовщиков?
Для того чтобы понять, качественно или нет работал персонал по обслуживанию клиентов, необходимо определить критерии оценки и собрать статистику. Работа кладовщика или комплектовщика по обслуживанию клиентов измеряется количеством отборов в промежуток времени. Соответственно показателем качества работы кладовщика является это соотношение ошибочных отборов к общему числу отборов.
По оценкам Luigi ALTIERI, члена правления AILOG (Ассоциации логистики и управления цепями поставок Италии), нормой считается три ошибки на 1000 отборов, то есть 0,3%. Но процент этот могут выдерживать только современные склады, работающие по «безбумажной» технологии с применением штрихкодирования товаров. У нас были времена, когда процент некачественных отборов был равен единице. Сейчас ошибки в среднем составляют 0,5% от общего числа проводимых операций.
Как мы этого добились? Во-первых, ввели понятную и логистически выверенную систему претензий. Во-вторых, реализовали систему маркировки всех поступающих на склад товаров (в целях сокращения затрат мы использовали обычный этикет-пистолет, а на стикеры нанесли продажный артикул). И в-третьих — хорошо себя зарекомендовавший в веках метод кнута и пряника. Видимо, как и большинство компаний, мы сначала воплотили только первую часть этого метода — понятное и прозрачное наказание виновных. И лишь спустя длительное время осознали важность и необходимость введения и «пряничной составляющей» — системы поощрений.
Суть ее проста: если процент неправильных отборов находится в допустимых пределах, то начисляется премия. Штрафуется всегда конкретный человек и за конкретную ошибку. А вот премируют группу людей, потому что вычислить, кто обслуживал данный отбор, очень трудоемко. Мы считаем количество отборов за период времени на участке отбора, учитываем количество претензий, делим и получаем известный коэффициент. В итоге люди получают либо премию, либо штраф, а иногда и то, и другое.
Если у вас склад с большим ассортиментом, то избежать ошибок невозможно, ошибаются все.
Как правильно и эффективно
организовать работу склада?
Получите сборник рекомендаций от экспертов по складским вопросам!
Склад – связующее звено между производителем и потребителем, сложная система, которая требует постоянного внимания. Обеспечить порядок на складе – важная задача любой компании. Для этого нужно вести корректный учет товаров, контролировать их сохранность, а также иметь быстрый доступ к информации по местам хранения и доступным остаткам.
Однако часто корректному учету продукции на складах уделяется недостаточно внимания и негативный результат при подобном подходе не заставит себя долго ждать. Возрастает риск появления непредвиденных затрат или потерь для компании.
Анализируем причины возникновения потерь на складе
Минимизировать издержки и потери – естественное желание собственника бизнеса. Когда речь идет о складских потерях, то в первую очередь стоит обратить внимание на те, которые связаны с товарами. Для планирования мер по сокращению непреднамеренных затрат сперва выявим и классифицируем источники потерь или порчи продукции в обороте.
Порча товаров при хранении/несоблюдение условий хранения:
- повреждения при погрузке/разгрузке товара;
- нарушение условий отбора и хранения товара;
- естественная убыль отдельных групп товаров: испарение, усушка и прочее;
- неправильная, некачественная маркировка, которая влечет за собой потерю товара и невозможность идентификации товара;
- возникновение пересортицы при неверной раскладке;
- потери из-за некорректного указания адресов, которые обнаруживаются только при инвентаризации;
- порча товаров при нарушении температурного режима, повышенной влажности, а также при повреждении товаров разными вредителями.>
Порча товаров со сроком годности
Если учет срока годности не ведется, то для отгрузки не всегда выбирается товар с минимальным сроком годности. Это влечет за собой то, что на складах накапливается просроченный товар, который необходимо списывать или утилизировать.
Потери из-за воровства
- во время упаковки/распаковки товаров;
- при доставке товара от поставщика к покупателю;
- при выезде за пределы склада и прочее.
Зависимость от персонала
Характерно для компаний, где отсутствует информативное или адресное хранение. Только кладовщик, который распределял товар по складу, знает, где его можно найти. В результате нет возможности оперативного поиска нужной позиции, а у руководства нет актуальных данных по остаткам на складах и инструмента контроля работы персонала.
Сокращаем потери: от организационных мер до комплексной автоматизации учета товарных запасов на складе
Потери на складе можно первоначально заложить в стоимость продукции либо минимизировать за счет проведения организационных мер или комплексной автоматизации.
Таблица 1 – Меры по исключению потерь и издержек на складе
| Проблемы | Организационные меры | Комплексная автоматизация |
| Проблемы Организационные меры Комплексная автоматизация Порча товаров при хранении/несоблюдение условий хранения |
1. Оптимизировать помещение склада. Выделить зоны хранения, которые:
2. Оптимизировать оборудование для хранения товаров.
3. Пересмотреть удобство используемого транспорта и грузоподъемного оборудования. Для складов с высокими стеллажами целесообразным может быть закупка специальных кар с подъемными лестницами или закупку станин для стеллажей. Это ускорит размещение, поиск и отбор товаров, обеспечит сохранность самих стеллажей. |
Внедрение учетной системы или налаживание складского учета в текущей. С помощью внедрения специализированной программы учета или усовершенствования текущей возможно повысить скорость складских процессов, контролировать работу склада, персонала и компании в целом, сократить потери, экономить трудозатраты, снизить пересортицу, а также более эффективно использовать складское оборудование. Для эффективной работы учетной системы следует предпринять следующие шаги: 1. Выделение зоны хранения товаров на складе. Зоны выделяют фиксированные, а также резервные и критические на случай, если первые переполнятся. 2. Маркировка товар и зоны хранения. Для сокращения потерь и точного учета товаров или документов, корректной идентификации этих объектов можно использовать технологию штрихкодирования или/и RFID. Штрихкодирование позволит вести единичный учет товаров с помощью штрих-кодов, которые размещаются на каждой единице товара, и терминала сбора данных, передающего информацию в учетную систему по каждой номенклатурной единице (при наличии Wi-Fi). Технология RFID позволит вести учет больших партий товара, не требуя прямой видимости для идентификации объектов, что упрощает процесс приемки/отгрузки товара. 3. Задание алгоритмов размещения и отбора товаров. Также можно формировать кладовщику порядок обхода ячеек, оптимизировать его маршрут и снизить трудозатраты. 4. Использование специального торгового оборудования. Использование терминала сбора данных (далее ТСД) при приеме товаров позволит выявить расхождения в партии от поставщика. Маркировка поступивших товаров и ТСД также позволят контролировать сотрудников склада, исключит зависимость от персонала. Учетная система, интегрированная с ТСД, позволит вести учет товаров со сроком годности. Необходимо занести в учетную систему серии товаров, а также занести эту информацию в штрих-код на товаре. В таком случае система подскажет, какой товар и откуда необходимо взять для комплектации заказа. А ТСД проконтролирует, правильно ли кладовщик выполнил задачу. |
| Порча товаров со сроком годности |
Фиксация кладовщиками информации о сроках годности на коробках либо прикрепление бирки к товару/упаковке. В результате увеличиваются трудозатраты на размещение товаров и сборку заказов, однако обеспечивается отгрузка товара с минимальным сроком годности. Также можно разделить одинаковые товары на ячейки в зависимости от разного срока годности. Таким образом, снизится вероятность ошибок кладовщика при выборе товара, ведь он сразу будет подходить к ячейке, где все товары с минимальным сроком годности. |
|
| Потери из-за воровства |
|
|
| Зависимость от персонала |
Организация информативного или адресного хранения. В результате размещение товара будет происходить в зонах, выбранных сотрудником склада или учетной системой. Адресное хранение – метод размещения товара на складе, при котором каждой единице присваивается определенный адрес (буквенное и цифровое обозначение, которое позволяет быстро находить необходимую продукцию). Внедрение данной технологии исключит ошибки при отборе товара с нужным сроком годности, сократит время поиска свободного места для размещения товара, исключит зависимость от персонала, обеспечит быструю и безошибочную сборку заказов. |
Эффект для компании: почему комплексная автоматизация склада лучше ручного учета при сокращении потерь и издержек
Безусловно, комплексная автоматизация – это недешевый процесс. При этом далеко не все склады в ней остро нуждаются. Однако уже сейчас, на этапе развития своей деятельности, необходимо начать принимать меры по эффективной организации работы склада. Это позволит сформировать для себя понимание автоматизации: ее целей, задач и ожидаемого результата.
На рисунке проиллюстрировано преимущество автоматизированного учета товаров на складе перед ручным (в том числе, с помощью бумажных карточек или Excel-таблиц).
Рисунок 1 – Сравнение ручного и автоматизированного учета на складе
В результате налаживания складского учета компания получает:
- минимизацию или полное исключение бумажного документооборота;
- сокращение пересортицы или залеживания товаров на складе;
- снижение зависимости от человеческих ресурсов, новые сотрудники быстро адаптируются;
- рост эффективности работы сотрудников, возможность оперативного контроля;
- повышение лояльности клиентов за счет увеличения скорости сборки и отгрузки заказов.
Для построения эффективной работы склада, своевременного получения информации по результатам работы, а также принятия управленческих решений и сокращения временных и материальных потерь, которые возникают при ведении учета вручную, автоматизация просто необходима.
Одним из эффективных способов повышения производительности и точности работы склада является сокращение ошибок, допущенных при выборке товаров.

Каждая ошибка выборки товаров в какой-то степени обходится дорого. Если выбрано больше товаров, чем было заказано, то, конечно, клиент будет очень рад таким подаркам, но это на прямую повлияет на вашу прибыль и точность учета вашего товара.
Точно так же, если выбрано слишком мало товаров или выбраны неправильные товары, то вы не только получите в результате недовольного клиента, но вам еще и придется потратить время на замену заказа. Возможно, в качестве извинения вам придется предложить скидку, и это снова влияет на вашу прибыль.
Конечно, в любой системе, в которой работает человек, есть место человеческому фактору и ошибкам. Как бы работники не старались, практически невозможно быть на 100 процентов точным в 100 процентах случаев.
Поэтому, если вам удастся снизить уровень человеческих ошибок, то вы, безусловно, увидите целый ряд улучшений, которые коснутся как прибыльности, так и повышения уровня обслуживания клиентов.
Итак, как же снизить количество ошибок комплектации на складе?
 Шаг первый: подсчет
Шаг первый: подсчет
 Шаг первый: подсчет
Шаг первый: подсчетВедите учет всех допущенных ошибок, а также записывайте, на каком именно этапе они происходят. Вы можете вести учет количества ошибок, потом выводить процент ошибок и проводить сопоставление относительно того, где и когда на вашем складе они происходят и на каком этапе.
Вооружившись этой информацией, вы сможете увидеть закономерность и принять корректирующие меры. Например, некоторые члены вашей команды могут постоянно совершать ошибки, поэтому они нуждаются в дополнительном обучении.
Собирая и анализируя данные об ошибках комплектации (и делая это последовательно, а не одноразово или время от времени), вы сделаете отличный первый шаг в сторону сокращении числа ошибок комплектации на вашем складе.
Шаг два: взаимодействие

Ведение учета ошибок выбора, а также того, где и как они происходят, в интересах абсолютно каждого, и очень важно донести этот момент до ваших сотрудников, чтобы они вас поддержали.
Подчеркните, что вы команда и должны работать вместе, чтобы уменьшить количество ошибок. Дайте им знать, что вы пытаетесь определить причину их возникновения и предложите дополнительную подготовку людям, которые в ней нуждаются (не стоит проводить дополнительные обучения для всех поголовно).
Создайте атмосферу доверия, чтобы ваша команда чувствовала себя уверенно, чтобы люди имели смелость признать свои ошибки, и чтоб их можно было быстро исправить.
Также прислушивайтесь к отзывам людей, которые проводят комплектацию. Они способны определить процессы, в которых с большей вероятностью будут допущены ошибки, и у них могут быть предложения по улучшениям, которые могли бы помочь снизить уровень ошибок.

Шаг третий: создайте хорошую рабочую среду
Среда, в которой мы работаем, оказывает определенное влияние на наше настроение и, в свою очередь, на то, насколько хорошо мы работаем. Что вы можете сделать, чтобы улучшить рабочую среду для своих сотрудников?
Если у вашего персонала есть удобная уборная, если на складе чисто, если освещение яркое, но не слепящее, или, возможно, у вас есть циновки на бетонном полу – все эти небольшие нюансы влияют на рабочую среду, они помогут вашему персоналу чувствовать себя более мотивированным. А мотивированные люди совершают меньше ошибок.
Шаг четвертый: глубоко погрузитесь во все рабочие процессы

Как давно вы начали внимательно изучать и анализировать все процессы, которые происходят на вашем складе?
Если вы глубоко вникнете в то, как работает каждая система на вашем складе, и как проходит каждый из процессов, то вы сможете определить области, работу в которых можно улучшить, а это принесет пользу по всем направлениям, а не только снизит количество ошибок выбора товаров.
И не стоит думать, что раз у вас все идет по накатанной схеме, то там не стоит разбираться в процессах и углубляться в детали.
Пройдите лично все этапы, проведите время в складском помещении, посмотрите, как именно проходит каждый этап, и, что важно, после всего этого поговорите со своей командой. У ваших сотрудников вполне могут быть хорошие идеи, которые стоило бы реализовать.

Шаг пятый: внедрите систему проверки
Чтобы уменьшить количество ошибок, также стоит ввести систему проверки, то есть перед отправкой все отобранные по заказу товары должны быть проверены повторно. Однако учитывайте тот факт, что это лишний этап, который может замедлить вашу работу и оказаться контрпродуктивным; то, что вы получите за счет уменьшения ошибок выборки, вы можете потерять, добавив этот дополнительный этап.
Как альтернативный вариант можно проводить выборочные проверки. Это принесет пользу сразу в нескольких отношениях. Во-первых, так можно обнаружить хотя бы некоторые ошибки. Во-вторых, если ваша команда знает, что проводятся выборочные проверки, все они будут проявлять большую бдительность.
Шаг шестой: поймите, когда и где возникают ошибки
Не все ошибки допускаются именно на этапе комплектации. Внимательно изучите абсолютно все этапы, начиная с принятия заказа, и заканчивая его отправкой. Вполне возможно, что часть ошибок вообще не имеет никакого отношения к выборке товаров.
Шаг седьмой: оснастите склад качественным оборудованием

До сих пор мы говорили об ошибках, которые допускают люди в процессе работы. Но как насчет оборудования, которое вы используете на своем складе? Если вы не используете лучшее оборудование на складе, или если пространство вашего склада не оптимизировано, то ошибки, скорее всего, так и будут возникать.
Так, например, автоматизация поможет снизить уровень ошибок выборки, просто потому, что она уберет из процесса человеческий фактор.
Мы выделили семь относительно простых шагов, которые можно предпринять для снижения уровня ошибок комплектации в работе вашего склада, что, несомненно, повысит уровень эффективности и прибыльности вашего бизнеса.
Если вы хотите поговорить с командой о складских решениях – в частности, если вы хотите внедрить автоматизацию – тогда, пожалуйста, свяжитесь с нами.
Ошибки сотрудников всегда критически отражаются на работе склада. Эффективность снижается, что вызывает негативную реакцию клиентов. Большинство ошибок возникает из-за влияния “человеческого фактора”. Инструкции и технологии работы нередко нарушаются по причине того, что исполнители пытаются оптимизировать процессы под себя, не согласовав возможность оптимизации с руководством. Ошибки на складе зачастую возникают из-за низкого уровня автоматизации.

Сергей Мироненко, первый в мире эксперт по автоматизации
Робот-кладовщик отличается от сотрудника, выполняющего названную функцию, тем, что он не способен реагировать на окружающую среду. К примеру, если робот “наблюдает” хаос и абсолютный беспорядок на складе, у него не получится идентифицировать продукцию. Машина лишь умеет реализовывать чётко установленные алгоритмы действий. Человек, напротив, мыслит абстрактно. Для идентификации разбросанного по складу товара он может задействовать все органы чувств. Однако сотрудники нередко ошибаются.
Эффективнее всего работает то производство, где порядок: в процессах, оборудовании, товарах. Если все операции организованы чётко, работы выполняют привычные алгоритмы действий без ошибок. Именно поэтому их стоимость выше, чем стоимость ручного труда.
В любом проекте есть бизнес-процессы, без автоматизации которых — при условии применения лишь ручного труда — нельзя избежать ошибок.
Чтобы уменьшить число ошибок на складе, устанавливаются терминалы, которые обеспечивают сбор данных. Чтобы они работали эффективно, важно вывести производственную культуру на высокий уровень: подготовить персонал, выверить рабочие процессы и всегда планировать складскую деятельность. Каждому ресурсу, имеющему место на складе — техническим сооружениям, сотрудникам, продуктам, упаковке, — должно присваиваться обозначение, которое будет распознавать компьютер. Стратегию функционирования автоматически выстраивает WMS, система управления складом. Терминал сбора данных бесполезен, когда ресурсная составляющая склада не оцифрована, а процессы производства не налажены. Хаос нельзя автоматизировать!
Нарушение СМК
К возникновению управленческих ошибок приводит нарушение международного СМК. Менеджер должен грамотно организовать процесс. В чётко выстроенной системе управления эффективность деятельности на 80% зависит от руководства и на 20% — от подчинённых. Один топ-менеджер может курировать работу пяти исполнителей.
За нарушением ИСО 9001:2015 следуют грубейшие ошибки топ-менеджмента:
- При принятии решения руководитель обращает внимание на чьи-то мнения, а не на объективные факторы.
- Он старается исправить ситуацию, однако не видит и не анализирует причин, которые привели к ней.
- Он делегирует задачи сотрудникам, не обладающим соответствующей квалификацией.
Топ-менеджер может допускать и другие ошибки. Одной из наиболее распространённых является нарушение порядка в процессе принятия решения, если алгоритм насчитывает не менее 20 действий. Например, руководитель поставил задачу, не уточнив у исполнителя, понял тот её или нет, не обеспечив нужные ресурсы и контроль исполнения.
Менеджер работает в условиях неопределённости и ограниченности ресурсов. Риск “оступиться” присутствует всегда. Чтобы свести количество ошибок к минимуму, рекомендуется придерживаться СМК 9001:2015. Также для руководителя важна оценка собственной эффективности. Она состоит из таких элементов:
- Как много поставлено задач?
- Как часто приходилось возвращаться к уже поставленным задачам.
- Понимают ли руководителя подчинённые?
Ресурсная недостаточность
Нехватка ресурсов является типичной причиной ошибок. В этом отношении известно 2 теории. В СМК 9001:2015 сказано, что на первое место нужно ставить достижение результата, а экономию ресурсов — на второе. Теория повышения эффективности с самого начала приучает к экономии ресурсов. Руководители, которые следуют этому правилу, рискуют потерять эффективность.
Мы преодолеваем ошибки через улучшение бизнес-процессов
В Tablogix применяется алгоритм действий (action timing plan), отрабатываются предложения персонала, проводятся кружки качества, используются методики lean-менеджмента, а также способ анализа Парето. Развитие названных инструментов включается в зону ответственности Tablogix Center of Excellence (Центр передового опыта), объединяющего работников следующих отделов:
- Управления качеством.
- Проектный.
- АСУ.
- Складской аналитики.
Давайте рассмотрим названные инструменты подробнее.
GEMBA (Zero Tolerance Depot Walk)
Данную методику мы взяли у японцев. Чтобы понимать ситуацию, нужно прийти на “гемба”, площадку реализации процесса. Факты, полученные на этом месте, следует проанализировать и принять решение. Менеджер должен знать, на каком этапе работы создаётся добавочная стоимость. Обычно это производство, в нашем случае — склад. Именно в этом месте нужно контролировать рабочий процесс.
К примеру, вы заметили хаос в определённой зоне. Этот беспорядок рано или поздно повлечёт за собой снижение производительности в процессе комплектации заказа. Чтобы выявить “уязвимые” места, применяется Zero Tolerance, то есть фиксация замечаний. Руководитель делает фото в тех местах, где сотрудники ошибаются. Далее согласовываются мероприятия по устранению недоработок. Результат проверяется в конкретный день, определённый заранее. Чтобы устранить замечания, используется система 5S. О данной методике организации рабочего пространства читайте ниже.
Система 5S: как обеспечить бережливое производство?
Как создать оптимальные условия для реализации производственных алгоритмов и поддержания порядка? Важно усвоить 5 шагов, прохождение которых позволит сэкономить временной и энергетический ресурс:
- Сортируем продукцию, выбрасываем ненужное.
- Уделяем время самоорганизации. Для каждого товара и производственного инструмента находим свое место.
- Соблюдаем чистоту, систематически делаем уборку.
- Стандартизируем процессы.
- Совершенствуем дисциплину, поддерживаем порядок.
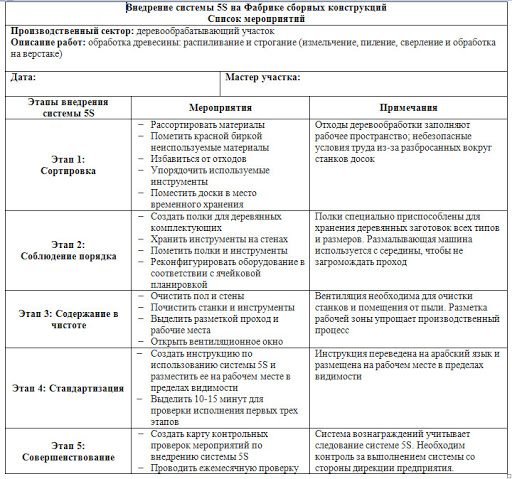
Планируем действия
Следующий инструмент контроля — План действий (Action and Timing Plan). Это свободный, но последовательный алгоритм действий с конкретными ответственными и ресурсами, которые у них есть. В план входит достаточное количество деталей, чтобы достичь цели. За использованием названного инструмента стоят серьёзные организационные усилия со стороны руководства. Если топ-менеджер не готов придерживаться обозначенного алгоритма, этого не будут делать и подчинённые.
Улучшаем процессы и результаты
Разберёмся с Предложениями по улучшениям. Работник вносит предложение в форме структуры: предпосылки, непосредственно предложение, шаги по его реализации, планируемая выгода. Если цель реализована, то есть выгода получена, специалисту начисляются бонусы.
Существует такой инструмент, как Лист непрерывных улучшений. Это упрощённый вариант Предложений по улучшениям. Данный лист необходимо прикрепить на стенд. В соответствующих его полях сотрудники должны указывать, как реализовывать рабочие процессы лучше всего и уменьшать риски совершения ошибок. В свою очередь, менеджер обязан делать замечания по предложенному.
Если предложение получает оценку со знаком “+”, руководитель оставляет свои комментарии по поводу исполнения. Если оценка имеет знак “-”, последнее слово остаётся за менеджером следующего уровня, то есть финальное решение выносит он.
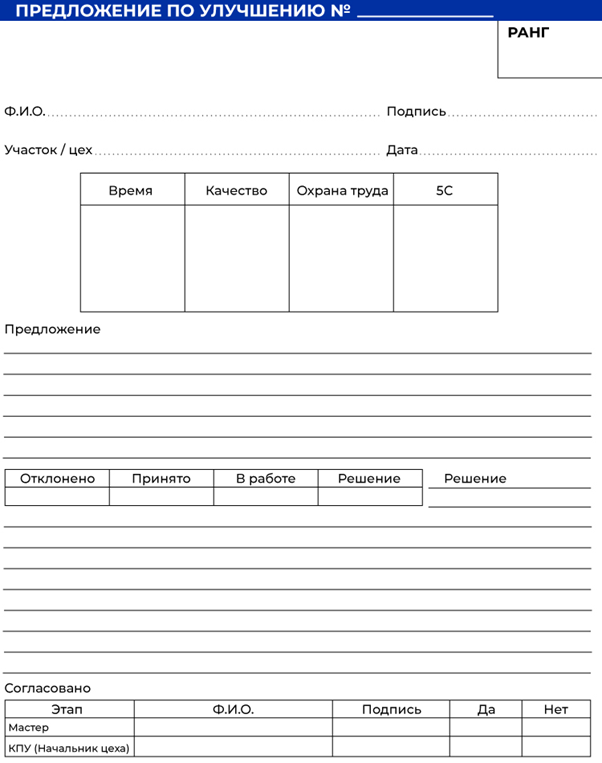
Контролируем качество
Кружок качества (Quality Team Circles) — инструмент, который впервые появился в Японии. Он призван обеспечивать доверие и взаимопонимание между представителями топ-менеджмента и подчинёнными, а также подпитывать интерес к рабочему процессу и получению конечных результатов. В кружках качества принимают участие специалисты всех уровней. Каждую неделю по пятницам, как правило, во второй половине дня рабочая группа организуется в комнате размышлений (think room) на полчаса. Сотрудники обсуждают результаты недели, которая подходит к концу, и выясняют, какие процессы можно улучшить. Задача супервизора — выслушать каждого и сделать соответствующие заметки. Следующая встреча планируется для того, чтобы выработать план действий.
Оцениванием данные и факты
Слышали ли вы о таком инструменте, как Шесть сигм (Six Sigma)? Концепцию разработал специалист компании Motorola в 1980-х. Это методика улучшения процессов, которая работает. В её основе — статистическая оценка исходной информации и следствий.
Здесь используется набор инструментов качества. Среди них следующие:
- Статистическое управление БП на основании карт контроля.
- FMEA-анализ.
- Диаграммы Парето и Исикавы.
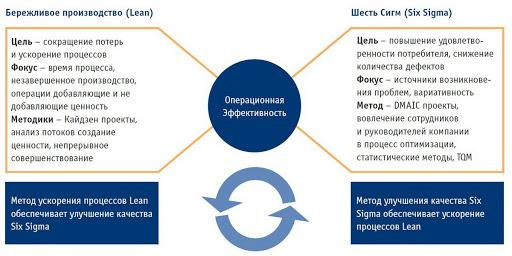
Применяем диаграммы
Метод 4-х диаграмм (QOS Methodology) базируется на следующих элементах:
- Определите цель и будьте в тренде. Используйте соответствующую диаграмму и каждый месяц сверяйте результаты с KPI.
- Проанализируйте проблемы по Парето. Эта диаграмма позволяет распределить энергетические ресурсы для эффективного решения проблем. С её помощью можно выявить ключевые причины просчётов. Ведь невозможно исправить ошибку, если не знать причин её возникновения. Диаграмма Парето показывает, какие просчёты вносят максимальный вклад в неблагоприятную тенденцию.
- Постройте алгоритм корректирующих действий. Для каждой ошибки определите действия по её исправлению.
- Обеспечьте контроль выполненных действий. Улучшения, которых вы достигли, соответствуют вашим ожиданиям? Если нет, вернитесь к п.1.
Анализ отказов. Метод 8D
Чтобы контролировать качество выпускаемой продукции, используется Анализ видов и последствий отказов.
Для поиска базовых причин ошибок, разработки решений с целью недопущения их повторения применяется Метод решения проблем 8D. Если клиенты не довольны качеством продукции или услуг, 8D служит первым и самым правильным шагом на пути к улучшению качественных характеристик.
Отчёт о корректирующих действиях
Ключевой целью отчёта является исследование проблемы через анализ базовых причин и нахождение соответствующих решений с целью предотвратить её повторение. Это своеобразная ответная реакция на проблему. Исправление ошибок — это сдерживание, а корректирующее действие — ключевая причина.
Бенчмаркинг
Бенчмаркинг нужен, чтобы предупредить множество ошибок, которые были допущены кем-то ранее. Рекомендуем посещать производства конкурентов и смежных предприятий, запоминать интересные идеи, возникающие в процессе работы, и конечно, реализовывать лучшие из них.
Предотвращаем ошибки с помощью коммуникации
Разместите наглядные инструкции для работы на информационных стендах. Там же транслируйте KPI и результаты работы. Делайте это через простые индикаторы, к примеру, весёлый или грустный смайл, зелёный или красный цвет. Отражение актуального статуса — отличная мотивация для сотрудников. Это поможет им сконцентрироваться на работе и совершать как можно меньше ошибок.
Больше статей и контента в наших социальных сетях и мессенджерах:
ВКонтакте: сообщество «Реальная автоматизация бизнеса»
Facebook: сообщество «Эксперты об автоматизации бизнеса»
Telegram: канал «Реальная автоматизация бизнеса»
Заказать консультацию эксперта по автоматизации можно на нашем сайте: www.aviant.ru
А еще у нас появился чат в Telegram, где вы сможете задать любой вопрос и получить ответ от специалистов по Б24 или 1С. И все это без регистраций и смс Хотите пообщаться? Ждем вас здесь: Чат про Битрикс24 и 1С
С помощью здравого смысла, 50 тысяч рублей и рулетки.
Добрый день, меня зовут Данила Тривайло, в этой статье хочу поделиться с вами опытом оптимизации одного из отделов. Речь пойдет о складе, но я старался написать статью таким образом, чтобы вы могли применить мой опыт к своим задачам.
Предисловие
Подходил к концу первый год, когда я развивал интернет-магазин электрики. Те, кто начинал бизнес с нуля, знают, как выглядит жизнь предпринимателя в этот период. Объем задач в десять раз превышает твои возможности, ресурсов катастрофически не хватает, заканчиваешь строить что-то одно, ломается другое. Наш опыт не был исключением.
В таком формате прошел год, все начало постепенно устаканиваться. Мы обуздали большую часть процессов и перестали заниматься только «тушением пожаров». С учетом рекламных мощностей и всех вводных все шло к тому, что в следующий год мы должны были вырасти в два-три раза.
Когда мы поделились планами с коллективом, после планерки подошел руководитель склада и сказал, что тогда им нужно в два-три раза больше сотрудников. Что они не справляются физически, очень устали, сил нет, так дальше невозможно.
— Слушай, ну может, вы можете как-то оптимизировать работу?
— Не, никак не получится.
— Ну может что-то можно придумать?
— Невозможно.
Если бы вы знали, сколько раз я слышал эту фразу. От программистов, от продавцов, от клиентской службы, от отдела доставки. Увы, это невозможно. И ровно столько же раз в итоге мы находили решение проблемы.
Я начал разбираться и понял, что мы фактически пустили работу склада на самотек. С самого начала работы компании этим отделом никто системно не занимался. Вначале взяли на склад хорошего знакомого (учета особого не было, все велось в экселе, основная задача была — чтобы нормально работали и не воровали).
Потом, когда он перестал справляться, взяли еще одного человека, потом еще одного. Все это время ребята как-то сами выстраивали свой рабочий процесс, я особо в него не вникал. Ну отгружают заказы и отгружают.
Я допустил большую ошибку — сведение фокуса на ноль. Позже я взял за правило никогда не сводить внимание до нуля. Даже если не понимаешь, даже если процесс тебе совсем не интересен, или тотально не хватает времени. Надо хотя бы «по верхам» понимать, что там происходит. Буквально два часа в месяц дают просто колоссальный объем понимания по сравнению с твоим нулевым участием.
Поспрашивал про склад у других отделов. Проблема правда есть. Клиентская служба сослалась на рост количества ошибок в заказах, отдел доставки жаловался на то, что проверять заказы с клиентами стало невозможно, весь товар внутри коробки свален в кучу. Самовывоз сетовал на скорость сборки.
Еще одно замечание. Основа нашего ассортимента — это электрика. То есть в среднем в 1 заказе у нас 15 позиций. Причем в ассортименте много сложных устройств с большим количеством характеристик (мощность, напряжение, ток утечки, сила тока, номинальная отключающая способность и много других умных слов). То есть наш ассортимент намного сложнее для обработки, чем товары среднестатистического интернет-магазина.
В тот период я немного разгрузился и решил вникнуть в работу склада — что же там происходит и что можно с этим сделать? Мне показалось самым эффективным решением просто пойти на неделю поработать на складе и посмотреть на все процессы изнутри.
Часть 1. Поиск готовых решений.
Я никогда не взаимодействовал со складом, как с бизнес-подразделением. В моих предыдущих бизнесах не было такой функции, поэтому как делать правильно, я особо не знал. Что делать, когда есть проблема и ты не знаешь, как ее решать? Обратиться к тем, кто уже решал ее до тебя. Знакомые, книги, статьи, сайты.
Первое, что начал искать — это как устроены системы склада и хранения в Amazon, Ozon, Lamoda и других крупных интернет-магазинах. Начал искать видео со складов, фото, какие-то интервью. Стало понятно, как выглядит эталонный склад, где работают люди (не берем в расчет, когда все делают роботы). У сотрудника на руке крепится устройство типа небольшого планшета.
Есть умная система, которая учитывает приоритетность задач, сроки, расположение товара. Все данные он ранжирует по приоритету. Как итог: кладовщик просто послушно выполняет поручения этой системы — «возьми товар с ячейки Р1567», «положи товар с артикулом SES123 в ячейку Р1987» и так далее.
Я посчитал, сколько будут стоить приборы, софт, интеграция с нашей системой и обслуживание, и… ******* (пришел в смятение). Я начал дальше искать советы, как можно улучшить склад маленького интернет-магазина, который развивается на свои деньги. К моему удивлению, я не смог найти какого-то вразумительного ответа на свой запрос. Было пару учебников на тему хранения, несколько невнятных статей. Но почти все касалось советов для взрослых и больших складов с площадями по несколько десятков тысяч квадратных метров, гейтами для фур, автоматизацией и тд. Большие многоэтажные формулы для расчетов оптимального срока хранения. Это, само собой, здорово и необходимо для больших компаний. А как быть нам, маленькой молодой компании со складом в 150 квадратных метров в подвале?
«Ладно», — подумал я. Буду использовать то, что у меня есть в арсенале. Возможный бюджет на тот момент был 50 тыс. рублей. Я положил рулетку в карман и отправился на склад.
Часть 2. Принципы оптимизации.
Когда начинаешь любой процесс оптимизации, есть несколько ключевых принципов, которые стоит держать в голове.
Максимальная оцифровка. Очень тяжело что-то улучшать, если это нельзя посчитать. Поэтому для начала надо постараться прийти к каким-то измеримым критериям. То есть формулировку «склад работает неэффективно» надо превратить в конкретные цифры. На какие показатели мы собираемся влиять? В моем случае это было два ключевых числовых KPI: процент ошибок и количество собранных заказов на одного сотрудника склада в месяц.
Декомпозиция. Это второй базовый принцип оптимизации. Первым делом надо понять, как все процессы выглядят сейчас. Мы дробим отдел «Склад» на конкретные и понятные процессы. И после того, как мы понимаем, из каких блоков состоит бизнес-процесс в целом, мы начинаем работать с каждым из этих блоков.
Что значит работать? Нужно ответить на следующие вопросы:
- Как этот процесс выглядит сейчас?
- Нужен ли в принципе этот процесс?
- Если процесс нужен, как он должен выглядеть в идеале?
- Как мы можем изменить процесс при текущих вводных, чтобы сделать его более эффективным?
Приоритизация. Третий крайне важный принцип. Нельзя делать все и сразу. Даже если на старте все очень плохо. Лично я всегда пользуюсь такой матрицей.
То есть в начале выписываем все идеи по оптимизации. Желательно делать это в формате мозгового штурма. Это значит, что мы садимся и начинаем выписывать абсолютно все идеи, которые озвучиваются без какой-либо критики. После этого фильтруем список на адекватность и здравый смысл. Далее раскладываем полученные инструменты по 4 квадратам. И начинаем реализовывать.
Часть 3. Наблюдение.
Настал день Х, и я вышел первый день на склад. Первое, что бросилось в глаза — всеобщее напряжение. Кладовщики начали воспринимать меня как инородный организм. Я бы даже сказал, как угрозу. Поэтому я начал с того, что собрал их и объяснил, зачем я тут и какая у меня цель. В целом посыл у меня был такой: «Моя задача — помочь наладить процесс. Склад буксует, из-за этого страдают другие отделы, так дальше не пойдет. Я верю, что мы можем улучшить процесс, надеюсь на Вашу помощь».
Второе, что сильно выделялось — это желание показать, как все сложно и плохо. Ребята постоянно делали акцент на том, что «это не то, то не так, все не работает и т.д.».
Думаю, что главная проблема была в выборе руководителя склада. За склад отвечал парень, который работал в компании с самого начала. Сам по себе, как сотрудник, парень очень хороший. Шикарная память, очень внимательный, быстро соображает. Но с точки зрения руководителя — очень слабый. Не видит процесс целиком, плохо делегирует, старается все делать сам.
Первые два дня я просто работал вместе с ними и наблюдал. И видел, что дела правда очень плохи. Что я увидел в итоге:
- Никакой системы. каждый работает на складе, как научился сам. Это касается абсолютно всего.
- Нелогичная выкладка товаров. Товар распределен на стеллажах хаотично. Где-то на полке лежит 3 коробки и 80% пустоты, а где-то товар не умещается и лежит на полу вокруг стеллажа
- Отсутствие логики процесса. Начали сборку заказа, потом бросили, пошли принимать машину, потом пришел самовывоз.
- Полное отсутствие автоматизации. Все делается руками.
- Отсутствие каких-либо метрик. Ничего не оцифровывается. Сколько ошибок в заказах? Какой это процент от общего количества? Сколько времени в среднем уходит на сборку одного заказа?
- Отсутствие какой-либо коммуникации с другими отделами. Склад был полностью изолирован, варился внутри своих дел и тихонечко ворчал, как все плохо.
В общем стали очевидны две вещи:
— ребята правда работают из последних сил, и если мы увеличим объем заказов в 2-3 раза, они этого не выдержат,
— процессы запущены настолько сильно, что нужно немедленное вмешательство, потому что склад сейчас — узкое горло в компании.
Спустя несколько дней мы сели и начали выписывать все возможные способы оптимизации, которые мы видим. Как и говорил, раскидали их по приоритетности и начали внедрять.
Часть 4. Оптимизация.
Проблема 1. Бардак на складе.
Это была первая и самая очевидная проблема. Весь склад был в мусоре, коробках, пакетах. Ребята оставляли все это на утро, но утром иногда не было времени, поэтому на следующий день мусора было еще больше. Доходило до того, что физически перемещаться было проблематично.
Решение. Вначале мы пытались договориться, что они будут убираться. Выяснилось, что понимание чистоты у всех разное. В итоге мы пришли к тому, что каждый день вечером сотрудник должен сделать 8 снимков с конкретных ракурсов, на которых будет видно, в каком состоянии находится склад, место сборки, транзитная зона заказов и их рабочие места. Это стало железным правилом. Через неделю волшебным образом на складе образовалась чистота. Думаю, что кладовщикам было самим некомфортно, что все сотрудники будут видеть, какой у них свинарник, поэтому ежедневный отчет из 8 снимков полностью решил эту проблему.
Проблема 2. Отсутствие инструментов.
Для сборки и упаковки ребятам нужен скотч и держатель для скотча, маркеры, канцелярские ножи, принтер. Когда я сам собирал заказы, на поиск нужного инструмента иногда уходило несколько минут. Приехали коробки от поставщика — их нужно вскрыть, а ножа нет. Собрал заказ — его нужно запечатать, а скотча нет. Добавил товар в коробку — нужно заполнить сборочный лист, а кто-то забрал мой маркер. Кажется, что это мелочи, но на них суммарно тратится много времени и нервов.
Решение. Первым делом я купил недостающий инвентарь: второй принтер, 5 дополнительных диспансеров для скотча, 50 ручек и 50 канцелярских ножей, которые разложил по всему складу. Плюс — к вечерней уборке мы добавили специальный чек-лист. Сотрудник, который остаётся вечером и закрывает склад, должен был подготовить все расходники к «грядущей битве». Убедиться, что диспансеры заправлены скотчем, в нужных местах лежат ручки, маркеры и ножи. В принтере есть бумага, хватает картриджей и т.д. Таким образом, когда ребята приходили утром, все «патроны были заряжены». Позже добавили ребятам пояса для электриков, но в итоге, они не прижились.
Проблема 3. Неэффективный график работы.
Все кладовщики начинали работать с 10 и работали до 19 часов. С 10 уже начинали работу все отделы. Я стал замечать, что когда ребята приходили к 10, очень часто они натыкались на какие-то проблемы, которые стопорили работу всего склада. Не работает интернет, сломался принтер, отключили свет. Откуда-то постоянно приходили «сюрпризы». С другой стороны, вечером часто не хватало совсем немного времени, чтобы закончить дела. Спокойно сделать инвентаризацию, оформить бумаги, что-то проверить.
Решение. Мы договорились, что один человек каждый день будет работать с 9 до 18, а еще один с 11 до 20 часов. Вроде бы небольшое изменение, но дало ощутимый результат. Когда человек приходил на час раньше, он решал те проблемы, которые потом могли сильно стопорить работу всего склада. Заклинил замок, сломался принтер, отвалился интернет. Все новости такого формата мы получали на час раньше и это давало фору.
С другой стороны, человек, который уходил на час позже, тоже давал преимущество — поставщик мог спокойно привезти товар, кладовщик мог в спокойной обстановке убраться, еще раз проверить документы и навести порядок. При этом, утро и вечер не были пиковыми периодами в работе — самое напряженное время: это середина дня. Это также решило вторую проблему. Самовывоз работал до 19:00 и клиенты иногда задерживались. В такой конфигурации сотрудник мог спокойно дождаться клиента без лишних волнений.
Проблема 4. Хаотичный процесс сборки товара в заказ.
Проработав два дня на складе я пришел в ступор, когда увидел, как именно происходит сбор товаров для заказов. Выглядело это так.
Кладовщик берет лист сборки. Первая позиция — подрозетники. Он идет за ними и приносит их к столу сборки. Вторая позиция — контакторы. Пошел за контакторами и снова вернулся к столу. И так с каждой позицией! Почему? Ну так все привыкли с начала, так и продолжают.
Решение. Я сразу купил тележки и корзинки трех форматов, как в супермаркете. Соответственно процесс сборки товаров для заказа стал похож на процесс набора продуктов в супермаркете. Очевидно, что эффективность и скорость сборки выросла раза в три.
Проблема 5. Неопрятная упаковка и отсутствие порядка укладки товара в коробки.
Как я уже писал ранее, нашим товаром была электрика. Поскольку в заказах очень много позиций и они достаточно специфические, наши курьеры обязательно проверяли все заказы с клиентами. В среднем на проверку одного заказа с клиентом уходило 20! минут. Пару раз я решил съездить и отвезти заказы сам. Когда дошло время до проверки заказа я пришел в ужас. Абсолютно одинаковые на вид товары и механизмы полностью перемешанные в коробке как овощной салат. В итоге, я потратил на проверку одного заказа 50 минут! Стало понятно, что так дальше нельзя.
Второй момент, который мне не нравился, это то, как выглядели сами коробки. Было полное ощущение рынка. Надписи от руки, неаккуратный скотч. Иногда ребята использовали коробки поставщиков, которые были грязные и помятые. В общем, стыдоба.
Решение. Мы долго экспериментировали и в итоге разработали стандарты для упаковки. Первым делом я купил 10 видов коробок разного размера, 10 видов пакетов, 10 видов пакетов zip-lock, разного вида стретч-пленки, 10 видов наклеек, различного вида наполнители (стружка, пенопласт, пакеты с воздухом, пупырчатая пленка). В общем купил все виды упаковки, которые знал или с которыми встречался. Далее мы тестировали весь арсенал в течение недели. Стало очевидно, что работает, а что неэффективно/дорого. После этого мы взяли все товары и разбили их на категории следующим образом.
Так мы проработали все товарные категории. Помимо этого, в стандарте прописали еще ряд правил:
- Стали использовать только новые коробки для заказов.
- Ввели специальные этикетки (до этого писали номер заказа от руки на коробке).
- Номер заказа стали клеить в правом верхнем углу на торце коробки (иначе когда загружаешь коробки в машину и складываешь их друг на друга, не видно номеров и не понятно, что отдавать клиенту).
- Ввели обязательное указание на этикетке количества позиций в заказе.
- Стандартизировали коробки и пакеты (3 размера коробок и 2 вида пакетов).
- Обговорили, как именно мы упаковываем скотчем коробки.
- Ввели стандарт на то, как мы упаковываем и маркируем негабаритные товары (кабель, кабель-каналы, металлорукав).
- Запретили объединять в один юнит (пакет, коробку) товары из одной серии (для примера, на фото ниже абсолютно разные товары)
Конечно, потом возникли проблемы с реализацией. Парни по-прежнему забывали и укладывали товары по старинке. Тогда мы ввели внутренний контроль. Выборочно через день вскрывали заказы с большим количеством позиций, звали ребят и делали разбор, что не так.
В итоге, через месяц стараний склад завалили благодарностями. Курьеры были счастливы. Особенно были рады клиенты из других городов, которые получали посылки. Писали, что упаковано все просто на 5+. Как-то раз я поехал отвезти пару заказов. Проверка заняла не более 5 минут. Реально кайф. И внешне заказы стали выглядеть куда приятней.
Проблема 5. Ошибки в заказах.
Этот параметр раньше никак не оцифровывали. Соответственно, мы начали замерять этот показатель, чтобы понять, что у нас есть на входе. Итог: 4% ошибок! То есть на 100 заказов в четырех заказах что-то было не так. Начали разбираться, в чем проблема. Тут конечно все оказалось намного сложнее, чем хотелось бы.
Решение.
- Для начала мы поменяли подход к проверке. Один человек собирает заказ, а другой в обязательном порядке проверяет его. Таким образом, в сборке одного заказа всегда участвует два человека.
- Затем на сборочный лист добавили два поля — «СОБРАЛ» и «ПРОВЕРИЛ». Кладовщики должны были ставить соотвествующие отметки. Появилась ответственность. Плюс быстро стало понятно, кто чаще всего ошибается.
- Ввели учет таких заказов. Если в заказе ошибка, руководитель склада делал копию сборочного листа и отмечал ту позицию, с которой напортачили. Через какое-то время мы сели и начали анализировать. Есть ли какая-то закономерность? И нашли ее.
- Частая причина была в артикулах товаров. Представьте себе, что вы собираете заказ и видите артикул: 1SAE351111R0640. Конечно, не мудрено перепутать его с артикулом 1SAE231111R0640. Другая частая причина — это неудобные названия. Они были все написаны в складской системе в разном формате и содержали очень много «мусорной информации», которая только удлиняла название и усложняла поиск. Таким образом мы стали переделывать все названия и артикулы в нашей системе под единый формат. Сложные артикулы выносили в сущность «расширенный артикул» и заменяли его вменяемым и читаемым кодом. Например, артикул 1SAE351111R0640 поменяли на «ESB25-40N-06». Такой читать намного проще. Много товаров мы корректировали уже индивидуально по просьбе кладовщиков. Таким образом мы перелопатили все товары.
- Добавили фото товаров в систему склада. До этого ребята работали чисто по артикулам и названиям. А теперь появилось визуальное подкрепление у каждого товара. Считывать позицию стало намного проще.
- Сборочные листы. Их пришлось полностью переработать. Изменили расположение столбцов, убрали ненужную информацию, сместили акцент с названия на количество товара. Отличным решением было разместить номер заказа не только в верхней части листа, но и сбоку. Выяснилось, что кладовщики в процессе сборки подсовывают лист под коробку. Когда хочешь понять номер заказа, нужно каждый раз вытаскивать лист из-под коробки. Теперь же номер заказа стало видно сразу.
- Сортировка товаров в сборочном листе. По умолчанию товары выводились в порядке добавления их клиентом в корзину на сайте. Мы же изменили вывод на сборочном листе — товары стали сразу группироваться по категориям, а внутри категорий по названию.
- Частичная инвентаризация. До этого мы делали инвентаризацию раз в полгода. Но стало понятно, что проблему пересорта это не решает. Тогда мы договорились, что парни будут проверять какой-то кусок товаров, но каждый день. Забили весь склад таким образом, чтобы один круг проходил за 1 месяц. Этот прием дал просто космические результаты. Конечно, пришлось долго работать над тем, чтобы проверки проводились каждый день, но по итогу за первый круг было выявлено порядка 1000 несовпадений (на 15000 наименований). На второй круг пересортица обнаружилась только по 200 позициям (и разлет в штуках было кратно меньше).
- Обучение сотрудников системе. Как выяснилось, кладовщики не знали многих фишек системы — или знали, но не пользовались. Массовая печать документов, умные фильтры, автонумерация документов и т.д. Все это существенно повысило качество работы.
Как итог — процент ошибок больше не поднимался выше 0,5%.
Проблема 6. Неорганизованное хранение.
Этот блок оказался очень большим и сложным. Как хранить и размещать товар оптимальным способом? Начал разбираться.
Идеальный способ: 1 SKU (артикул) — 1 стеллаж. У нас на тот момент было около 50 стеллажей. Можно было докупить и разместить еще штук 10. У каждого стеллажа было около 5 полок. Зачастую место использовалось неэффективно, то есть можно было увеличить средне количество полок до 7 штук. Всего на складе было около 15000 SKU. Очевидно, что выделить 1 стеллаж под 1 артикул можно, но тогда надо увеличить склад в 250 раз:) «1 артикул = 1 полка» тоже не получается. То есть нужно искать другой принцип группировки товаров, чтобы логично разместить весь товар в рамках той площади, которая у нас есть.
Решение. Мы выгрузили все товарные категории и начали разбирать их по отдельности. Ходили, замеряли размеры коробок, ширину и глубину полок, начали смотреть, какие стеллажи нам подходят лучше всего. Далее по каждой товарной группе мы составили выкладку таким образом, чтобы максимально эффективно использовать место.
Опять же — мы ввели ряд стандартов. Не более 4 этажей коробок на одной полке. Если в коробке остается менее 3 товаров, коробку надо убрать и переложить в коробку «МИКС». Если есть две коробки с одинаковым товаром, мы всегда берем частичное количество из коробки сверху. Нельзя класть товар на пол. и т.д.
Маркировка коробок. Еще одна проблема — разобрать, что в какой коробке размещено. Ребята использовали какие-то картонные коробки и писали на них маркером, что лежит внутри. Я сделал им цветные наклейки на товары, которые хранились россыпью. Помимо этого, мы подобрали специальные боксы, которые идеально вставали на наши стеллажи по размерам, укрепили их и наклеили маркировку содержимого.
Дальше я начал разбираться с самим товаром. Например, взял группу «Подрозетники». Смотрю на стеллажи — лежит около 40 видов. Меня это как-то смутило. Спрашиваю у ребят: «а чего столько видов? Есть что-то, что берут чаще всего?». «Нее, всего понемногу берут». Я все равно не поверил.
Вообще сталкивался с таким феноменом искажения не раз. Нельзя в таких вопросах полагаться на ощущения. Лучший помощник — это цифры и статистика.
Пошел, взял выгрузку за год. И что Вы думаете? 90% продаж приходилось на 3 вида подрозетников! В общем, таким образом мы пересмотрели все категории товаров. Этот кейс, в принципе, запустил полный пересмотр подхода к ассортименту, но сейчас не про это. Мы начали не просто выкладывать товар внутри стеллажей определенным образом, а стали размещать сами стеллажи, исходя из частоты покупок. Те товары, которые берут чаще, стояли ближе ко входу и зоне сборки.
Отдельно мы купили целую кучу боксов под мелкий товар (саморезы, клеммы, болты, гайки и тд).
Когда мы добавили количество полок, стеллажей, все переставили и перекроили, мы добавили навигацию на сами полки. Да, полноценно адресное хранение сделать не получилось. Но мы все равно создали структуру, при которой искать товары стало кратно проще.
Конечно, в статье это выглядит просто как 5 пунктов, но в жизни это заняло очень много времени и сил. Тысячи замеров, попыток, постоянных изменений и экспериментов.
Проблема 7. Перегруз в пиковые часы.
Проработав на складе я обратил внимание на одну серьезную проблему. Был период примерно с 13 до 15 часов, когда склад был просто в аду. В этот момент поставщики привозили товар (в том числе, какого-то товара не хватало на сегодняшние заказы), клиенты приходили за самовывозом, нужно было оприходовать все, доупаковать, отправить курьеров, начать отгружать самовывоз… Взрыв мозга.
Решение. Тоже оказалось комплексным. По сути оптимизация этого процесса сводилась в двум задачам: 1. убрать операции из этого временного периода на более позднее или раннее время и 2. оптимизировать все действия внутри этого процесса.
- Самое эффективное решение — изменить время приезда поставщиков. Мы провели переговоры и очень многие согласились приезжать к нам раньше/позже. Это уже сильно облегчило процесс работы.
- Приоритетность поставщиков и курьеров. Мы еще утром понимали, каких товаров не хватает для сегодняшних заказов и вместо того, чтобы принимать товар по принципу «первые приехали — их и принимаем» стали ранжировать приоритетность. То же самое сделали и с курьерами. Очевидно, что если у одного курьера остался 1 несобранный заказ, а у другого 3 заказа, надо быстрее дособрать и отправить первого курьера.
- Непрерывность процессов. Кладовщики делали одну большую ошибку. Когда приезжали поставщики, они бросали все другие процессы и начинали вместе оприходовать товар. В это время все другие процессы на складе вставали на ноль. Люди приходили на самовывоз и не могли получить свой товар. Или отдел закупок не мог получить ответ от склада. Далее все усугублялось как снежный ком. Мы договорились, что всегда есть хотя бы 1 человек на складе, который не участвует в оприходовании товара, тем самым мы устранили проблему полной приостановки какого-либо процесса.
- Логика в оприходовании. Опять же, мы разработали стандарт для этой процедуры: как мы отмечаем товары, куда и как складываем проверенные, каких поставщиков мы проверяем детально, а каким доверяем и проверяем товар выборочно. Также мы попросили некоторых поставщиков немного изменить форму документов, которую они нам передают, чтобы ее было удобнее анализировать.
- Подмога. Мы договорились с другими отделами, что кто-то один из сотрудников помогает на складе в течение пикового часа работы. Это не только сильно облегчило сам пик нагрузки, но еще и сплотило коллектив. У других отделов появилось понимание, что вообще происходит на складе и что это не такая простая работа.
Проблема 8. Необходимость системности улучшений.
Мне очень хотелось, чтобы после моего ухода со склада системная работа там продолжилась. Если говорить по существу, то было сделано два крутых решения, которые сильно подстегнули эту тенденцию.
Решение.
- Безотчётные деньги. Мы договорились с руководителем склада, что раз в месяц я будут давать ему 10 тыс рублей без каких-то отчетов. Основное условие — они должны быть потрачены на оптимизацию склада. Полностью на его усмотрение. Решение мне очень понравилось. Ребята начали активно экспериментировать с видом упаковки, с боксами для хранения. Смотрю, переделали сборочный стол, потом какие-то крепежи добавили. Купили ручной принтер, какие-то бирки. Причем огромное количество гипотез не требовало особых денег.
- Мы договорились с руководителем склада о том, что каждую неделю он присылает мне сообщение, где есть ответы на три вопроса:
— Что было улучшено за прошлую неделю?
— Что они планируют улучшить за эту неделю?
— Какие сложности есть, чтобы это сделать?
Самое крутое, что такой формат задает вектор мышления. Ребята действительно начали постоянно думать — а что еще улучшить или оптимизировать? Второй положительный момент — это изменения в головах. Ребята поняли, что улучшать что-то это не так сложно. Что можно самим обустраивать пространство. Мы поставили сабвуфер, раскидали колонки по складу. Оказалось, что собирать заказы под «На лабутенах, нах» намного веселее:)
Проблема 9. Старое оборудование.
Вместе с этой историей мы и переоснастили оборудование склада. У кладовщиков стояли старые компы, которые могли открывать Excel по 3 минуты (без преувеличения). Они говорили про это, но до меня дошел масштаб проблемы, когда я на этом компьютере поработал. То же касалось и принтера. Мне кажется, что я терял час времени чисто в ожидании, когда гаджеты соизволят выполнить операцию.
Решение. В итоге мы купили промышленный принтер, который печатал как пулемет, поменяли компьютеры на ноутбуки с SSD (компы просто летали, а еще у ребят появилась возможность перемещаться с ними по складу). Добавили им в оборот айпады, чтобы они могли сразу с них отгружать заказы.
Проблема 10. Отсутствие коммуникации между отделами.
Как я уже писал, склад был изолирован. Они там сами варились в своих проблемах. Я как-то вообще упустил этот аспект из вида. Самый простой пример. Мы принимаем решение добавить в ассортимент сантехнику. Склад об этом узнавал в момент, когда новый товар приезжал на склад. Как так? Они же должны понять, сколько товара мы хотим хранить, сколько SKU будет, какая фасовка, какой размер коробок, сколько цветов, как быстро наполним склад и т.д. Иначе — как они могут эффективно обустроить хранение. И оказалось, что таких вопросов масса. Причем у склада тоже было много пожеланий к другим отделам. Запустился процесс общения:).
На самом деле пишу статью и понимаю, что это далеко не все, что было сделано. Мы очень сильно изменили документооборот, многие бумаги вообще убрали, поменяли множество внутренних процессов и регламентов.
Итоги
Общий итог такой. Наш склад, который в начале оптимизации трещал от нагрузки, спокойно переварил увеличение числа заказов в 2,5 раза. В том же составе, без увеличения штата. Это все при том, что мы снизили число ошибок в 8 раз, стали экономить 20% на расходниках для склада (просто подбирая оптимальную упаковку под заказы), на 50% увеличили полезную площадь хранения товаров (это также прямая экономия в деньгах), получили кучу благодарностей от клиентов за качество упаковки. И самое интересное — парни на складе стали кайфовать.
Вот такой у меня как-то выдался месяц:) Какие выводы? Никогда не спускайте фокус на ноль. Берите на позиции руководителей тех, кто не только обслуживает процесс, но и постоянно улучшает его. Посмотрите вокруг — иногда можно очень простыми способами получить ощутимые результаты. Зачастую для оптимизации не нужно тратить много денег и времени. В рамках этой проработки, не считая замены техники, ушло около 50 тыс. рублей.
Все что требовалось, это просто наблюдательность и здравый смысл. Ну, в моем случае, еще рулетка:).
Другие статьи автора:
Как без бухгалтера за 5 простых шагов проверить склад и прибыль. Алгоритм экспресс-аудита для владельцев и управляющих заведений любого формата: ресторана, бара, кафе, фудтрака, точки кофе с собой. Вы сможете за полчаса найти до 70% ошибок в номенклатуре, заполнении технологических карт, ведении закупок и ценообразовании, посмотрев данные в системе автоматизации.
Эксперт

Елена Каменева
Основатель и преподаватель школы BARLANE для сотрудников ресторанной сферы. 15 лет практического опыта в сфере HoReCa. Эксперт-аудитор для всех форматов заведений общепита
school.barlane.ru
Какой процент ошибок поможет выявить аудит
Я расскажу о пошаговом алгоритме экспресс-аудита. Чтобы его провести, не нужно иметь аудиторское образование или опыт работы бухгалтером. Это запросто может сделать и владелец заведения, и управляющий, и шеф-повар.
Алгоритм проверки рассмотрим на примере системы учёта для ресторанного бизнеса Quick Resto, но он универсальный и подойдёт для других программ.
70% ошибок в учёте можно выявить благодаря экспресс-аудиту.
Какие ошибки позволяет найти экспресс-аудит:
- грубые ошибки в учёте,
- систематические нарушения в процессах.
Вообще, аудит — это системный процесс. Его надо делать постоянно, чтобы знать, насколько данные в учётной системе отражают реальное положение дел, и вовремя исправлять ошибки.
Если остатки на складе подсчитаны неверно, это может привести к серьёзным для заведения убыткам.
Так, например, во время аудита одной из ресторанных сетей Махачкалы мы нашли расхождения на 5 млн рублей, которые пришлось списать на убытки. Причина в том, что в заведениях не проводился регулярный мониторинг складского учёта.
Какой ещё бывает аудит
Помимо экспресс-проверок бывает глубокий аудит бизнеса, который проводит квалифицированный специалист. Он может выявить более мелкие проблемы и найти до 98% ошибок в учёте.
Ещё существует специальный аудит. Например, проверяют технологические карты, или логистику, или воровство среди персонала.
Ключевые принципы экспресс-аудита склада
1.Нельзя нарушать порядок шагов при проверке.
Если представить весь учёт любого заведения в виде пирамиды, то её фундамент — это номенклатура. Когда номенклатура заполнена неправильно, то глобально весь учёт будет с ошибками. Поэтому мы начинаем аудит именно с анализа номенклатуры, и следующие шаги делаем в той же последовательности, о которой я расскажу дальше.
2.По итогу аудита все пять шагов должны быть закрыты как проверенные, а ошибки полностью исправлены.
Если хотя бы один шаг не закрыт, аудит не пройден. В этом случае мы не можем сделать вывод, что серьёзных ошибок не обнаружено — достоверность данных в системе будет под сомнением.
Шаг 1. Проверяем номенклатуру: как заполнены техкарты и посчитана себестоимость
На этом шаге необходимо сплошным методом просмотреть всю номенклатуру блюд и напитков.
Для этого открываем вкладку «Номенклатура» → «Блюда» → каждую группу блюд. Нам надо просмотреть всю графу «Себестоимость» по каждой позиции.
Таким же образом потом нужно проверить себестоимость модификаторов (сюда входят соуса, добавки к блюдам и напиткам), ингредиентов и полуфабрикатов.
Наша задача — найти позиции, у которых себестоимость:
- нулевая,
- подозрительно высокая (например, у морса — 1000 рублей),
- подозрительно низкая (например, у стейка — 2 рубля).
Вот три салата, у которых оказалась нулевая и явно ошибочно-низкая себестоимость:
Везде, где видим в графе нулевую или подозрительную себестоимость, открываем эти позиции. Надо проверить — как заполнены все необходимые поля в разделе «Технологическая карта».
На скриншоте у салата с креветками нулевая себестоимость ингредиентов, а главная составляющая — креветки — вообще удалена из системы (об этом говорит, что ингредиент зачёркнут):
Проверяя номенклатуру, мы можем найти три типа ошибок:
1.Незаполненные техкарты. Если такие есть, заполняем все пустые карты блюд.
2.Техкарта заполнена, но неверно указан склад списания для ингредиентов.
Например, алкоголь хранится в баре, а по ошибке для списания выбрана «кухня». Когда программа начнёт «искать» алкоголь на кухне и не найдёт его, она автоматически выставит коктейлю нулевую себестоимость. Соответственно, данные о прибыли будут искажены. Поэтому важно следить за тем, откуда списывается продукция.
3.Техкарта заполнена, но в системе не проведены приходные накладные на ингредиенты или позиции почему-то удалены (как на скрине выше). Получается, что система не сможет списать нужные продукты при продаже блюд.
✅ Шаг 1 пройден, когда все техкарты заполнены и по ним сформирована правильная себестоимость.
Важный момент по формированию себестоимости
Полную себестоимость блюд и напитков необходимо формировать по-максимуму — включать в неё все расходы, которые можно непосредственно рассчитать и отнести на блюдо: электричество, готовку, подачу, упаковку и т.п. За счёт этого вы сможете более точно управлять ценообразованием и правильно делать скидки.
Часто я вижу в самых разных заведениях, включая крупные сети, следующее: стоимость упаковки равна нулю, то есть её не учитывают в себестоимости блюда или напитка, который продаётся в этой упаковке.
Приведу пример. Пекарня продаёт круассаны. Себестоимость одного — 9 рублей, продаётся за 90 рублей. Владельцы считают, что это флагман — наценка на него 900%. Но есть нюанс: упаковывают круассан в коробочку, которая стоит 30 рублей. И если посчитать полную себестоимость с учётом упаковки, то наценка будет гораздо меньше. А, значит, будет меньше и прибыль от продажи круассана.
Ещё пример. Два салата — греческий и оливье. Себестоимость ингредиентов для них, особенно зимой, примерно одинакова. Но греческий не требует тепловой обработки, надо только помыть и порезать овощи. Ингредиенты для оливье надо отварить, почистить, нарезать, потом ещё и сформировать для подачи «кубиком». Затрат труда, воды и электричества на его приготовление уходит больше.
Получается, по продуктам себестоимость у двух салатов схожая, но, если собрать полную себестоимость, видно — оливье нам продавать не так-то и выгодно.
Шаг 2. Сверяем выручку по Quick Resto и данные Z-отчёта
На этом шаге мы сравниваем сумму выручки по Z-отчёту, который формирует касса, с суммой реализации по данным в Quick Resto.
В системе открываем вкладку «Отчёты» → «По продажам» → выбираем период.
Смотрим два итоговых значения — сумму выручки без комиссии и сумму комиссии по всем типам оплат.
Эти суммы надо сверить с данными Z-отчёта. Если суммы не совпадают, ориентироваться надо на данные выручки по Quick Resto.
Почему выручка по Quick Resto более достоверна, чем Z-отчёт
Дело в том, что в системе автоматизации отражается больше операций, чем проходит через фискальный накопитель в кассе и, соответственно, через Z-отчёт.
Например, произошла замена блюда, удаление пречека и его повторная печать. Эти данные пройдут через Quick Resto. А через кассу операция пройдёт только один раз.
Поэтому первопричину несовпадения данных нужно искать в системе автоматизации, просматривая «опасные операции», которые повлияли на расхождение.
Если расхождение нашли в помесячной реализации, надо смотреть показатели по выручке за день и искать подозрительные операции там.
✅ Шаг 2 пройден, когда суммы по Z-отчёту и отчёту по продажам в Quick Resto совпадают.
Как избежать расхождений по выручке из-за действий персонала
Я рекомендую владельцам и управляющим заведений сверять данные в системе и по кассе ежедневно. Если возникают расхождения, так быстрее проанализировать все «опасные операции» и сразу взять у сотрудников письменное объяснение произошедшего.
Если в течение недели вы видите, что периодически возникают «опасные операции», лучше всего поступить так: максимально закрыть права доступа в системе линейному персоналу. Это помешает сотрудникам по невнимательности или намеренно создавать ситуации, когда в систему вносятся ошибочные данные или выручка проходит мимо кассы. И это проще, чем собирать стопки объяснительных и выяснять, что же именно произошло.
Шаг 3. Проверяем закупки за анализируемый период
Проверять каждую накладную на данном шаге не надо — на это уйдёт слишком много времени. Проще и удобнее проверить закупки, создав отчёт, в котором будет аналитика по товарам.
Для этого нам надо открыть вкладку «Отчёты» → «Генератор отчётов» → выбрать следующие поля для отображения в отчёте:
- Тип продукта
- Движение продукта в стоимостном выражении
- Документ
- Тип документа
- Дата
- Движение продукта, кг
- Контрагент.
Наша аналитика будет в таком разрезе: все наши товары, вес закупки, сумма закупки, цена закупки, поставщик, дата и номер накладной.
В отчёте нам нужно отсортировать данные по цене закупки. Так быстрее всего найти несостыковки — все неоправданные скачки в себестоимости.
Например, обычно апельсины покупались по цене 100 и 150 рублей за килограмм, а потом в одной из закупок стоит цена 1000 рублей за килограмм. Понятно, что это какая-то ошибка, скорее всего, опечатка при оприходовании товара в системе — внесли лишний ноль.
Ещё пример. На скриншоте одна из закупок картофеля — 8000 рублей, две других по 0,1 и 0,29 рублей. Такой себестоимости не может быть ни по одной закупке:
Когда мы нашли сомнительные суммы в себестоимости, нам надо проверить оригинальные документы от поставщика — приходные накладные по этим закупкам. Дата, номер накладной и название поставщика будут в нашем отчёте.
По накладной мы узнаем, почему возникла ошибка в себестоимости: неправильно внесли количество товара, цену или выбрали не тот продукт при оприходовании. Исправляем приход по накладной в системе автоматизации, обновляем отчёт по закупкам и дальше просматриваем отчёт по другим товарам.
✅ Шаг 3 пройден, все сомнительные операции проверены и исправлены ошибки по приходу продуктов.
Шаг 4. Анализируем марочный отчет: ищем ошибки в наценке
В марочном отчёте реализация за любой период раскрыта в разрезе проданных блюд: отражено количество проданных блюд, выручка, себестоимость и наценка.
В Quick Resto такой отчёт мы формируем через «Генератор отчётов» → выбираем следующие поля для отображения в отчёте:
- Артикул
- Наценка, %
- Продукт (графа, куда подтянутся названия блюд)
- Кол-во проданного (количество проданных порций)
- Цена (отпускная цена)
- Себестоимость
- Средний чек.
В графе «Наценка, %» мы делаем сортировку от меньшего значения к большему и смотрим на четыре интервала, которые будем анализировать:
- наценка с отрицательным значением (например, «–60%»),
- нулевая наценка,
- наценка меньше 50%,
- наценка больше 500%.
Отрицательная наценка
Отрицательная наценка означает, что продажа по этой позиции убыточна. Это обоснованно только в особых случаях. Например, когда мы что-то отдаём бесплатно: комплимент от шеф-повара или по акции. Но при этом такие позиции должны называться в базе соответствующе: «Комплимент от шефа “Песочный десерт с творожным кремом”», «Акция “Два капучино по цене одного”», «Бефстроганов_Акция».
Сигнал, что операция сомнительная: если при анализе наценки мы видим, что блюдо бефстроганов без слова «акция» и оно продано в убыток.
Три варианта ошибок, из-за которых возникла необоснованная отрицательная наценка:
- Ошибка в технологической карте, которую пропустили на Шаге 1. Поэтому возвращаемся в начало аудита и ищем по этому блюду ошибку в номенклатуре.
- Сделан неверный приход товаров. Например, допустили опечатку: муку оприходовали по 1000 рублей за килограмм вместо 100 рублей. И в итоге все мучные позиции в меню тоже подорожали в десять раз. В этом случае возвращаемся на Шаг 3 и снова проверяем закупки.
- Неправильное ценообразование. Часто сталкиваюсь с таким на практике: в меню есть позиция с адекватной, пусть и небольшой наценкой, например, стейк или бутылка вина. И управляющие подключают сайты-купонаторы для рекламы заведения, где нужно ставить скидки 50–70%. Поэтому позиция уходит «в минус».
Последняя ошибка — чисто управленческая, и тут надо что-то менять в системе лояльности ресторана или кафе. Важно учитывать, что любая скидка больше 25% — это зона риска, когда можно выйти в убыток.
Нулевая наценка
Второй интервал, который мы смотрим, это когда наценка равна нулю. В таблице также будет видно, что по этим позициям нулевая себестоимость.
В этом случаем нам снова надо вернуться на первый шаг и проверить себестоимость по таким позициям.
Есть одно исключение, когда себестоимость может быть нулевая, и это не ошибка. Это услуги. Например, билеты на Новый год, трансляцию спортивных матчей или игру в бильярд. Ещё бывают варианты с модификаторами и бонусами, но это крайне редкие ситуации.
Наценка меньше 50%
Такая маленькая наценка возникает чаще всего при продаже покупных товаров — кока-колы, жвачки, сигарет, шоколада. На такие позиции идёт розничная наценка (т.е. небольшая), которая для общепита всё же нежелательна, так как у нас высокая доля затрат по аренде, персоналу, налогам.
Даже если такие позиции хорошо продаются, лучше подумать, как их заменить на те, которые производим сами: колу — на морс или лимонад, шоколадку — на печенье или домашние конфеты.
Наценка выше 500%
Такая наценка обоснована по позициям, у которых совсем небольшая себестоимость: кальяны, чай, кофе, коктейли и даже некоторые виды выпечки.
Наценка свыше 500% для блюд с дорогими ингредиентами (мясо, рыба, сыр) — сигнал, что возникла ошибка. Например, на пиццу возможна наценка 400%, а вот 700% — это что-то из области фантастики, если только речь не про рестораны Аркадия Новикова. В бюджетном и среднем ценовом сегменте таких наценок быть не может.
Если видим такие блюда в марочном отчёте, то необходимо сплошным методом проверить все позиции: открыть каждую и посмотреть — почему сформировалась такая большая наценка.
Чаще всего причина сильно завышенной наценки — опечатки в техкартах. Например, во всех блюдах из щуки забыли указать самый дорогой ингредиент — «щука». Вот наценка и сформировалась в 1000%.
✅ Шаг 4 пройден, когда мы убедились в отсутствии ошибок в марочном отчёте и уверены в правильном расчёте себестоимости и наценки.
На этом шаге мы проверяем последнюю инвентаризацию.
Для этого открываем акт инвентаризации и экспортируем его в excel. В акте инвентаризации смотрим сумму фактического остатка.
Эту сумму надо сравнить с отчётом «Ведомость остатков» (формируется через «Генератор отчётов»). Суммы в акте и ведомости должны совпасть. Расхождения меньше 1 рубля допустимо за счёт округлений.
Если суммы не совпали, документ инвентаризации проведён в системе не полностью — это частично-заполненный документ, в котором отражены не все реальные итоги инвентаризации.
✅ Шаг 5 пройден, когда итоги в акте инвентаризации и ведомости остатков равны.
Почему возникают расхождения на пятом шаге
Основная причина — удалённая номенклатура. Например, пекарня вывела из ассортимента булочки с изюмом. Остатки изюма раздали сотрудникам, но списать в системе забыли, просто переместив в раздел «Удалённые товары». Таким образом, изюм продолжает числиться на остатках по складу, хотя фактически его давным-давно там нет.
И когда заведение работает не один день и при этом нет системного мониторинга, такая удалённая номенклатура накапливается и потом её приходится списывать большими суммами на убытки.
Когда все шаги пройдены и исправлены все ошибки, мы можем закрывать аудит. Данные нашей отчётности теперь считаются подтверждёнными и соответствуют реальному положению дел.
Одним из эффективных способов повышения производительности и точности работы склада является сокращение ошибок, допущенных при выборке товаров.
Каждая ошибка выборки товаров в какой-то степени обходится дорого. Если выбрано больше товаров, чем было заказано, то, конечно, клиент будет очень рад таким подаркам, но это на прямую повлияет на вашу прибыль и точность учета вашего товара.
Точно так же, если выбрано слишком мало товаров или выбраны неправильные товары, то вы не только получите в результате недовольного клиента, но вам еще и придется потратить время на замену заказа. Возможно, в качестве извинения вам придется предложить скидку, и это снова влияет на вашу прибыль.
Конечно, в любой системе, в которой работает человек, есть место человеческому фактору и ошибкам. Как бы работники не старались, практически невозможно быть на 100 процентов точным в 100 процентах случаев.
Поэтому, если вам удастся снизить уровень человеческих ошибок, то вы, безусловно, увидите целый ряд улучшений, которые коснутся как прибыльности, так и повышения уровня обслуживания клиентов.
Итак, как же снизить количество ошибок комплектации на складе?
Шаг первый: подсчет
Ведите учет всех допущенных ошибок, а также записывайте, на каком именно этапе они происходят. Вы можете вести учет количества ошибок, потом выводить процент ошибок и проводить сопоставление относительно того, где и когда на вашем складе они происходят и на каком этапе.
Вооружившись этой информацией, вы сможете увидеть закономерность и принять корректирующие меры. Например, некоторые члены вашей команды могут постоянно совершать ошибки, поэтому они нуждаются в дополнительном обучении.
Собирая и анализируя данные об ошибках комплектации (и делая это последовательно, а не одноразово или время от времени), вы сделаете отличный первый шаг в сторону сокращении числа ошибок комплектации на вашем складе.
Шаг два: взаимодействие
Ведение учета ошибок выбора, а также того, где и как они происходят, в интересах абсолютно каждого, и очень важно донести этот момент до ваших сотрудников, чтобы они вас поддержали.
Подчеркните, что вы команда и должны работать вместе, чтобы уменьшить количество ошибок. Дайте им знать, что вы пытаетесь определить причину их возникновения и предложите дополнительную подготовку людям, которые в ней нуждаются (не стоит проводить дополнительные обучения для всех поголовно).
Создайте атмосферу доверия, чтобы ваша команда чувствовала себя уверенно, чтобы люди имели смелость признать свои ошибки, и чтоб их можно было быстро исправить.
Также прислушивайтесь к отзывам людей, которые проводят комплектацию. Они способны определить процессы, в которых с большей вероятностью будут допущены ошибки, и у них могут быть предложения по улучшениям, которые могли бы помочь снизить уровень ошибок.
Шаг третий: создайте хорошую рабочую среду
Среда, в которой мы работаем, оказывает определенное влияние на наше настроение и, в свою очередь, на то, насколько хорошо мы работаем. Что вы можете сделать, чтобы улучшить рабочую среду для своих сотрудников?
Если у вашего персонала есть удобная уборная, если на складе чисто, если освещение яркое, но не слепящее, или, возможно, у вас есть циновки на бетонном полу – все эти небольшие нюансы влияют на рабочую среду, они помогут вашему персоналу чувствовать себя более мотивированным. А мотивированные люди совершают меньше ошибок.
Шаг четвертый: глубоко погрузитесь во все рабочие процессы
Как давно вы начали внимательно изучать и анализировать все процессы, которые происходят на вашем складе?
Если вы глубоко вникнете в то, как работает каждая система на вашем складе, и как проходит каждый из процессов, то вы сможете определить области, работу в которых можно улучшить, а это принесет пользу по всем направлениям, а не только снизит количество ошибок выбора товаров.
И не стоит думать, что раз у вас все идет по накатанной схеме, то там не стоит разбираться в процессах и углубляться в детали.
Пройдите лично все этапы, проведите время в складском помещении, посмотрите, как именно проходит каждый этап, и, что важно, после всего этого поговорите со своей командой. У ваших сотрудников вполне могут быть хорошие идеи, которые стоило бы реализовать.
Шаг пятый: внедрите систему проверки
Чтобы уменьшить количество ошибок, также стоит ввести систему проверки, то есть перед отправкой все отобранные по заказу товары должны быть проверены повторно. Однако учитывайте тот факт, что это лишний этап, который может замедлить вашу работу и оказаться контрпродуктивным; то, что вы получите за счет уменьшения ошибок выборки, вы можете потерять, добавив этот дополнительный этап.
Как альтернативный вариант можно проводить выборочные проверки. Это принесет пользу сразу в нескольких отношениях. Во-первых, так можно обнаружить хотя бы некоторые ошибки. Во-вторых, если ваша команда знает, что проводятся выборочные проверки, все они будут проявлять большую бдительность.
Шаг шестой: поймите, когда и где возникают ошибки
Не все ошибки допускаются именно на этапе комплектации. Внимательно изучите абсолютно все этапы, начиная с принятия заказа, и заканчивая его отправкой. Вполне возможно, что часть ошибок вообще не имеет никакого отношения к выборке товаров.
Шаг седьмой: оснастите склад качественным оборудованием
До сих пор мы говорили об ошибках, которые допускают люди в процессе работы. Но как насчет оборудования, которое вы используете на своем складе? Если вы не используете лучшее оборудование на складе, или если пространство вашего склада не оптимизировано, то ошибки, скорее всего, так и будут возникать.
Так, например, автоматизация поможет снизить уровень ошибок выборки, просто потому, что она уберет из процесса человеческий фактор.
Мы выделили семь относительно простых шагов, которые можно предпринять для снижения уровня ошибок комплектации в работе вашего склада, что, несомненно, повысит уровень эффективности и прибыльности вашего бизнеса.
Если вы хотите поговорить с командой о складских решениях – в частности, если вы хотите внедрить автоматизацию – тогда, пожалуйста, свяжитесь с нами.