
Есть станок с системой Fanuc 0MC, 4 оси. При включении отображается 401 alarm и ЧПУ уходит в режим not ready. При этом не включается основной контактор (МСС), но индикаторах блоков приводов светится «—«, ошибок нет.
Что было проделано для локализации неисправности:
1) Проверены все концевые и провода концевых — ОК
2) Проверена цепь кнопки экстренной остановки — ОК
3) Проверен сигнал MCCOFF на интерфейсе JX1B блока питания (power supply module или PSM) — при включении станка сигнал как и положено сменяется с high на low.
4) При этом внутри PSM должно срабатывать реле, подающее питание на катушку MCC. Реле не срабатывает, питание на катушку не подаётся.
5) Был вскрыт PSM и определено что реле должен замыкать транзистор. Транзистор на первый взгляд исправен, но на его базу не приходит напряжение. База соединена с одним из выводов большого чипа с логотипом Fanuc.
6) С другой стороны прохождение сигнала MCCOFF с разъёма JX1B отследить не удалось, т.к. плата сложная и многослойная.
7) Скорее всего проблема где-то в логике PSM. Документации со схемами по нему естественно нет, есть только мануал с довольно общим описанием — http://support.ge-ip.com/support/resources/sites/GE_FANUC_SUPPORT/content/live/DOCUMENT/0/DO889/en_US/GFZ65162E03.pdf
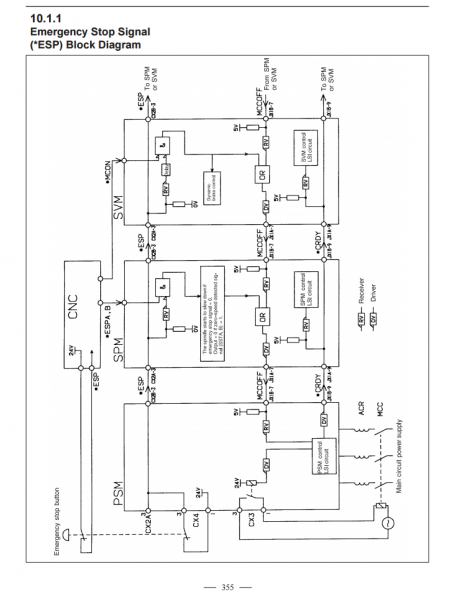
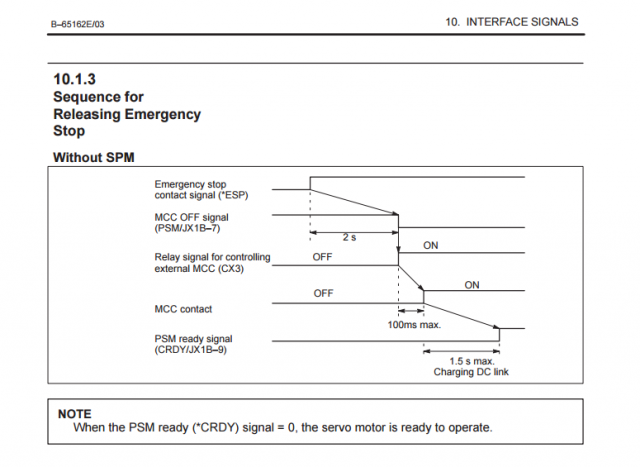
Прикрепил скрины страниц из мануала, на 355 странице мануала показана схема прохождения сигналов. На 357 их последовательность:
1) При отпускании кнопки emerency stop сигнал ESP сменяется с низкого уровня на высокий. Это работает
2) Сигнал MCCOFF собирается от всех блоков приводов и шпинделя, и должен иметь низкий уровень. Это тоже работает, уровень MCCOFF низкий.
3) PSM при изменении сигнала MCCOFF с высокого уровня на низкий должен замыкать реле и подавать питание на MCC. Этого не происходит, отчего и имеем ошибку.
4) PSM при включении MCC должен отчитаться о готовности — отобразить на своём индикаторе «00» и выдать сигнал готовности остальным приводам. Этого естественно тоже нет.
Пробовали принудительно замыкать контакты реле — MCC включается, но обмануть логику PSM не получилось, т.к. он всё-равно не переходит в режим готовности. Дальше обманывать логику (подавать принудительный сигнал готовности PSM) не решились, т.к. это не безопасно.
PSM вот такой — http://www.ebay.com/itm/FANUC-A06B-6087-H115-Power-Supply-Module-/221880313683?hash=item33a918e753
Плата логики, которая стоит внутри PSM такая — A16B-2202-0421 http://www.easycnc.net/fanuc/pcb/a16b-2202-0421.html
Купить новую плату конечно самый очевидный вариант, но нет 100% уверенности что проблема в ней.
Есть ли на территории РФ или ближнего зарубежья специалисты по Fanuc, которые смогли бы продиагностировать плату или весь блок PSM, либо посоветовать как лучше быть в такой ситуации? Возможно есть ещё что-то, что было нами упущено во время поиска неисправности?
-
07-26-2008, 12:19 PM
#1

Registered
Eveything was OK with machine, until we have moved it from place to place, just for one meter, by hand, carefully, and cleaned (washer) it, also carefully.
Now when I turn it on (main pow, nc control) and i pull out emergency stop, this alarm appears
401 SERVO ALARM: (VRDY OFF)
And I can’t get rid of it, I push reset, it appears again, pull in/out EM STOP, alarm appears again.
Machine is not movable (nor in handle mode).
I have tryed to turn it off and on for several times, but no progress.
And on servo amplifiers there is no alarm code, just » — » as not ready.I have red lot about this alarm, but it could be anything (wires, relays, amplifier, servo brushes, dirty servo…..?)
And read again my first sentance, it may be important for finding solution.
-
07-26-2008, 12:46 PM
#2
Registered
You may have a limit switch that has stuck open or become shorted by the washing process. Look for limit switches on each axis (in both + and — direction). There are frequently TWO limit switches in each direction. One limit switch simply causes an Overtravel (OT) alarm, and you can then jog in the oposite direction to move off the switch. The second switch is an «Extreme» overtravel switch, and it is designed to protect the ballscrews and stop the servo positively if the first switch should fail, or if the CNC should ignore the OT switch. On some machines, that switch is tied to the 24v E-stop circuit, which will simply make the machine come up «NOT READY». Other machines, however, use the 100vac circuit to enable the servo contactors for that same purpose. If your machine is wired like this, and one of these switches was stuck on, filled with water, or otherwise defective, you will get your 401 servo alarm. Also look for damaged cables from these switches to the CNC, and inspect any connectors you may find along these cables. These extreme overtravel switches are usually wired as «normally closed» and are in series, so actuating any one of them breaks the circuit and shuts down all the servos.
-
07-26-2008, 01:08 PM
#3
Registered
Thanks for help, machine was in «middle» position, far from limit switches.
Actually I have just solved the problem
Silly me, we have reconected main power input to tramsformer, and one wire (one phase) was not tightened well, and there were just two phases connected.
(nuts)
Thanx
-
08-03-2008, 09:03 AM
#4
Member
Hi all.
I have the same problem: The alarm » 401″ appear on screen when power on, I checked all wires, and can not find the reason. Pls. help me to fix this problem.
Thanks
-
08-04-2008, 01:52 AM
#5
Member
-
08-05-2008, 03:09 AM
#6
Registered
you have to check the power supply for the axis card it has some pines where you can test 25v 10v -25v or something like that maybe you transformator is broken
-
08-05-2008, 03:35 AM
#7
Member
Dear robertox
Thanks for your reply, but I checked all the wires and voltage, all it are normally( the machine was work fine before). Is there some thing else?
Did you know how to turn on F148.6, it will turn on Y51.2 then show up the procedure.
Thanks
-
08-05-2008, 03:46 AM
#8
Registered
Remove the cap from each axis motors and remove any brush dust (be careful, it’s probably toxic!) and inspect/clean the commutator. While you’re at it, check the brush length/condition and replace as required.
I was getting persistant 401 errors on my mill and cleaning out the X and Y motors got rid of them almost completely. I still get the occasional 401 error, but I can usually clear it with one off/on cycle and it’s probably because I didn’t clean out the Z motor (which is buried in the machine casting).
-
08-05-2008, 04:21 AM
#9
Member
Dear Scirchen
Thanks for your reply, I’ll check it tonorow.
-
08-06-2008, 03:52 AM
#10
Member
Dear skirchen
I checked already, this is AC motor, do you mean I need to check at encoder? But it’s have no too. Pls. help me. Do you have servo amplifier manual( it’s code AB-1003-O86), if yes, pls. sent it to me( e-mail: namnp2007@gmail.com)
Thanks for your time
-
08-06-2008, 04:11 AM
#11
Registered
Namnp2007,
I’m not 100% sure, but I think that AC motors don’t have brushes, so my fix isn’t going to work for you. There are lot’s of things that it could be; do a google search for «fanuc 401» and you will get lots of results. That’s where I got the idea to clean out the brushes .
Fanuc is a good source for the manuals (http://www.fanuc.co.jp/en/contact/index.htm). Plus, their tech department is usually very good about debugging problems over the phone, even if you bought the machine used. I once had a tech on the phone for over an hour; I was checking things on the machine while he was feeding me instructions.
Chris Kirchen
-
08-06-2008, 04:45 AM
#12
Member
-
08-11-2008, 03:33 PM
#13
Registered
Im geeting the same 401 alarms on my clausing lathe 21i-T control. alarm appears on X, Z, and B axis. Machine has AC motors as well and switches are proxy. othing appears to be stuck to them. Any thoughts or ideas on how i can get this alarm off im all ears
-
08-12-2008, 02:33 AM
#14
Member
Dear hydrospin
Maybe you need to check some out put relay, when power on, you can hear one «click» sound, that indicated the Amplifier start work, at this time, maybe some relay work too( you can find by LED), but in my case, one of them had bad connection, so machine become down and 401 alarm appear.
Hope to help you.
-
08-18-2008, 04:44 AM
#15
Registered
Hello
Dear all
I hope that this file may useful
-
08-18-2008, 05:40 AM
#16
Member
401 VRDY Alarm
Originally Posted by congchipham
Dear all
I hope that this file may useful
Dear congchipham
Thanks for your reply, it’s more usefull for us
-
04-25-2011, 06:48 PM
#17
Registered
Hello gents,
what parameter i have to change to increase and decrease the spindle RPM i have a Fanuc OT-C control
-
12-01-2014, 12:39 PM
#18
Registered
Re: 401 servo alarm (VRDY OFF), at turn on, Fanuc OM SOLVED
Hello
I read carefully this topic.
Don’t find any solution for my «401 VRDY OFF «I have a 0m-C controller and this error appear after 5-10 min from power-on even if the axis is not move.
All the voltage 110V and 220V are OK…The ESTOP circuit are ok…I work with machine only for reference, 5min in program and…401…Can you give some ideas for repair.
Thanks!
-
12-02-2014, 01:31 AM
#19
Member
Re: 401 servo alarm (VRDY OFF), at turn on, Fanuc OM SOLVED
Dear DannyB.
Maybe your amplifier was mailfuntion, you have to change it for double check.
-
05-20-2015, 01:16 PM
#20
Registered
Re: 401 servo alarm (VRDY OFF), at turn on, Fanuc OM SOLVED
Would like to add another solution with error code 401 (fanuc 0M).
Before this error make us to feel sick every day for more than year!!!
On the drive are five relays. Three of them are powered on in parallel.
110V Coil of one of them was burn out. We replaced relay with new one (we used different size relay, original is very rare)
And now our Fanuc works as new!!!
Thanks to everyone (and of course google :-))) who wrote their solution!!!



-
#1
I was setting up my Miyano JNC-45 today when on a z move it stopped and alarmed out.


according to the manual this indicates a “HC” alarm. The troubleshooting guide has instructions to do a simple ohm test to verify if the transistor is faulty. After reading and re-reading the instructions, I am at a loss to be able to find the points it describes for probing with my ohm meter



can anyone help indicate just where I need to probe this thing? I would like to be able to determine if I need to yank it and ship it out for repairs or if I have to keep chasing down something else. I must have this machine back online a soon as possible and can’t afford to ship out good components that don’t need to be repaired
-
#2
Hunting around for a replacement, I found them available mostly with a top board having a part number: A16B-1200-0800 /10B or /11B or some other variants. Mine is a A16B-1200-0800 /08A. Is this last number just a revision designation and unimportant, or do I have to have a board with a number ending the same?
-
#3
C and E stand for collector and emitter on the IGBT modules. While that board doesn’t seem to be clearly labeled the photo of an unrelated IGBT module shows C2E1/E2/C1. Each phase will have one. Also it will likely use 3 for rectification and regeneration and another 3 to make the 3 phase for the servo. So I would expect to see at least 6 units. @Vancbiker will know better than me.
As far as the suffix on the PN. I’ve never paid much attention to it and never had an issue but thats not to say it couldn’t bite me some day.

-
#4
The revision number is in most cases irrelevant.
The transistor modules are under the board with the gajillion screws. You have to remove them and take the board off and then test. Usually that style drive has 3 transistor modules in one block so 9 screws per block.
-
#5
What the Fanuc book is trying to tell you is you are going to play that Sesame Street game «Which one of these is not like the other».
Meter on ohms and check every IGBT in various ways. If you find one or more different from the rest that’s your huckleberry.
I replace all of them when I find one bad one.
When it comes to electronic bits interchange it can help to google the part number and «datasheet» then compare the datasheet for the old component to the one you think will work.
-
#6
Good luck, for the record I have had the same set of alarms due to a loose connection that got coolant moisture in it on a z-axis motor.
-
#7
Well, if I successfully tested the transistors, they appear to be ok. I think. They don’t look quite like the one herdingcats posted

it was like this one. But I could not find a label on it (I found this pic on the net). Checking from the top right terminal across the middle terminals I got ~.4 kohm. From the bottom right across the middle terminals I got about .35 kohm. I’m going to try resistance testing on the cables and servo motors next
-
#8
There are diodes inside the modules so polarity of the multileter will matter.
As Vancbiker stated those are modules that have all 3 phases.
Towards the end of the video Wes does a pretty good job explaining testing of the IGBTs. I wish he still did CNC videos rather than auto mechanic stuff
-
#10
I think I found the culprit. I was having trouble trusting the resistance test to show it, but a diode test picked out the weak leg.



Thanks for the help! I’m ordering a new one and will update when I have it installed
-
#11
So it would appear to me the + and — on the bottom are common «collectors», the 3 on the far left are «emitters» and the other 6 are «bases» (even though I thought IGBT’s used «gates» not «bases»)
In your photos you are testing base to collector.
Now you should be able to decipher the labels on the board to test as the manual indicates
-
#12
Yellow is collectors, blue is bases and red is emmiters.
Across the top from left to right should be B1,B2,E….I think

-
#13
The diode test from + collector to B3 and B5 were consistent on this and B1 tested about half of what the others did. Testing the other transistor module produced results on all 3 collector to base readings consistent with the + to B3 and B5 readings. Testing between the + collector and B2, B4 and B6 showed .45 , .54 , and .54 respectively. The other transistor reads about .73 consistently across these terminals. Testing + collector across U,V and W shows a similar pattern of U — .01 , V — .36 , W — .36. The other transistor module test consistent values between the + collector and the bases and emitters.
-
#14
I’m trying to find the voltage and amperage rating for this FUJI A50L-0001-0125#A module. I would like to do some similar testing as the video show and would like to make sure I’m using proper voltage and amperage to drive it. Might any of you have a spec sheet available for it?
-
#15
No datasheet, but googling for pics of one shows 50A and 600V.
The actual working voltage in a drives DC bus will be a bit over 300 VDC.
What are you proposing to do to test at working voltages and current? I did not watch the video so not sure what they are advising. I’ve never needed to do anything beyond a multimeter test to find a bad transistor module.
-
#16
No datasheet, but googling for pics of one shows 50A and 600V.
The actual working voltage in a drives DC bus will be a bit over 300 VDC.
What are you proposing to do to test at working voltages and current? I did not watch the video so not sure what they are advising. I’ve never needed to do anything beyond a multimeter test to find a bad transistor module.
Hes referring to the gate/base voltage and current. As far as the collector emitter, 12 volt dc with a trailer light as a load is sufficient.
-
#17
Yes, I want to try testing the gates. Probably not necessary at this point, but now that I have it out on the bench I’m curious.
-
#18
I managed to do a gate test with 4.8 V power supply (4 AA batteries which actually put out 5.3V). Going through a similar process described in the second video herdingcats posted (thank you for that one!) I was able to find and confirm a dead short in the same transistor which tested abnormal during the diode test.
-
#19
Well it seems that my replacement transistor module was shipped via USPS. I tracked it because I’m growing impatient. It has been sitting in one of their Southern California facilities for the last 5 days waiting to be “accepted“. Looks like they are waiting for me to run out of customers before they can send it to Northern California. In the mean time, I have another servo amplifier for the B axis with a similar transistor module that is testing good (I replaced this servo amplifier a couple years ago). It has a Toshiba MG50J6EL1 and the faulty one in my X Z drive is a Fuji A50L-0001-0125#A. Would it be detrimental to my machine to use the Toshiba transistor module in place of the Fuji?
-
#20
I generally only buy if the seller will ship UPS or FedEx. It has been my experience most industrial suppliers won’t even offer USPS.
Everyone has an opinion on shipping but when I need something I go with the safest bet. Shipping on average 10 packages a day, experience has taught me UPS is the safest bet, FedEx a close second, USPS ugh while it’s not super common for stuff to get delayed when it does it goes missing for unacceptable periods of time. UPS says right on the tracking that a package was mis-sorted and is generally back on track in a day or two. Also insurance claims can be filed days after no delivery where USPS makes you wait something like 2-4 weeks
Anyway, if the specs of the tranny are the same then the brand means nothing.
|
|
Ремонт сервопривода Fanuc Alfa и Beta series

Сервисный центр «Кернел» предлагает выполнить качественный ремонт сервопривода Fanuc Alfa и Beta series в Гёкдепе на компонентном уровне в максимально сжатые сроки.
Сервопривода относятся к сложной промышленной электронике именно поэтому ремонтом серводрайверов Fanuc Alfa и Beta series, впрочем, как и сервоприводов других производителей должны заниматься специалисты, имеющие не только высшее техническое образование, но и солидный опыт в ремонте подобной промышленной электроники.
Также для восстановления подобного промышленного оборудования понадобится хорошая материально-техническая база. При выполнении этих условий шансы на успешный ремонт сервопривода Fanuc Alfa и Beta series возрастают в геометрической прогрессии.
Именно поэтому за ремонтом сервоприводов Fanuc Alfa и Beta series или другого производителя лучше всего обращаться в специализированный сервисный центр, который отвечает всем техническим требованиям, такой как Кернел.
Наш цент имеет отличную материально-техническую ремонтную базу, а за время существования с 2002 года специалисты компании накопили бесценный опыт в том числе опыт в ремонте сервоприводов Fanuc Alfa и Beta series.
Инженеры сервисного центра выполняют качественный ремонт сервоприводов Fanuc всех серий, когда-либо выпускаемых компанией.
| Серия | Тип сервоусилителя |
|---|---|
|
Fanuc Alfa series Fanuc Beta series |
A06B-6111-H037#H550; A06B-6111-H030#H570/P; A06B-6111-H030#H553; A06B-6111-H030#H550#P; A06B-6111-H030#H550#C; A06B-6111-H026#H570; A06B-6111-H026#H553; A06B-6111-H026#H550#P; A06B-6111-H026#H550#C; A06B-6111-H022#H570/P; A06B-6111-H022#H553; A06B-6111-H022#H550/C; A06B-6164-H244#H580; A06B-6164-H312#H580; A06B-6164-H332#H580; A06B-6165-H201#H560; A06B-6165-H202#H560; A06B-6164-H201#H580; A06B-6165-H311#H560; A06B-6165-H312#H560; A06B-6165-H333#H560; A06B-6165-H343#H560; A06B-6166-H201; A06B-6166-H201#A; A06B-6058-H225; A06B-6200-H011; A06B-6089-H104; A06B-6117-H105; A06B-6114-H205; A06B-6114-H109; A06B-6166-H203; A06B-6050-H103; A06B-6127-H209; A06B-6102-H206#H520; A06B-6121-H006#H550; A06B-6140-H037; A06B-6134-H303#A; A06B-6088-H215; A06B-6082-H222; A06B-6064-H230; A06B-6044-H017; A06B-6064-H201#H520; A06B-6088-H245; A06B-6088-H222; A06B-6057-H204; A06B-6089-H207; A06B-6052-H004; A06B-6117-H208; A06B-6082-H215#H511; A06B-6082-H215#H510; A06B-6082-H211#H512; A06B-6082-H211#H511/EM; A06B-6082-H211#H510; A06B-6082-H206#H511; A06B-6082-H206#H510/EM; A06B-6082-H206#H510; A06B-6082-H202#H512; A06B-6082-H202#H511; A06B-6082-H202#H510; A06B-6080-H307; A06B-6059-H215#H545; A06B-6059-H215#H515; A06B-6059-H212#H759; A06B-6059-H212#H758; A06B-6059-H212#H757; A06B-6059-H212#H713; A06B-6059-H212#H712; A06B-6059-H212#H711; A06B-6059-H212#H611; A06B-6059-H212#H610; A06B-6059-H212#H601; A06B-6059-H212#H590; A06B-6045-H006; A06B-6045-H005; A06B-6045-H002; A06B-6045-H001; A06B-6045-C009; A06B-6045-C006; A06B-6045-C005; A06B-6044-H742; A06B-6044-H736; A06B-6044-H725; A06B-6044-H722; A06B-6044-H712 |
В данной таблице присутствуют далеко не все сервоприводы Fanuc Alfa и Beta series ремонт которых предлагает наш сервисный центр.
Особенности ремонта сервопривода Fanuc Alfa и Beta series
 Ремонт сервопривода Fanuc Alfa и Beta series имеет ряд индивидуальных особенностей, это связано с конструктивными особенностями сервоприводов. По аналогии частотными преобразователями, сервопривод состоит из двух частей, это:
Ремонт сервопривода Fanuc Alfa и Beta series имеет ряд индивидуальных особенностей, это связано с конструктивными особенностями сервоприводов. По аналогии частотными преобразователями, сервопривод состоит из двух частей, это:
- Аппаратная часть;
- Программная часть.
В первую очередь ремонтируется аппаратная часть промышленного сервопривода. После глубокой диагностики неисправного блока выявляются все неисправные компоненты, которые в последствии заменяются на оригинальные запасные части (по возможности), в случае если сервопривод уже давно снят с производства и найти оригинальные запчасти просто невозможно они заменяются на аналоги.
Данный вид ремонта называется компонентным. От других видов его отличает две немаловажные вещи.
- Значительное удешевление ремонта;
- Существенное сокращение времени ремонта.
По завершении ремонта аппаратной части сервопривода наступает очередь программной. В зависимости от серии выбирается программный продукт и зашивается в блок.
Заключительный этап ремонта сервопривода Fanuc Alfa и Beta series в Гёкдепе это проверка на специализированном стенде, без нагрузки и с нагрузкой максимально приближенна к реальным условиям эксплуатации.
Ошибки сервоприводов Fanuc Alfa и Beta series
 В процессе работы выходит из строя даже самое надежное промышленное оборудование. В данной статье мы приведем ошибки сервоприводов Fanuc, а точнее Fanuc Alfa и Beta series. Привода в наше время, нашли широкое применение абсолютно во всех сферах промышленности, управляя как мини моторами в оргтехнике, так и гигантскими двигателями в горнодобывающей промышленности.
В процессе работы выходит из строя даже самое надежное промышленное оборудование. В данной статье мы приведем ошибки сервоприводов Fanuc, а точнее Fanuc Alfa и Beta series. Привода в наше время, нашли широкое применение абсолютно во всех сферах промышленности, управляя как мини моторами в оргтехнике, так и гигантскими двигателями в горнодобывающей промышленности.
Для простоты общения со столь сложной электроникой все сервопривода оснащены небольшими дисплеями с помощью которых выводятся информационные сообщения с кодами ошибок, расшифровав которые можно сразу же узнать причину ее возникновения. Если учесть распространенность данной промышленной электроники, то появляется острая нужда в расшифровке кодов ошибок сервопривода. В этой статье мы рассмотрим одного из самых известных производителей промышленной электроники имеющему уважение во всем мире, Fanuc и севрво усилители Alfa и Beta series.
Существует несколько видов ошибок, некоторые из них можно устранить автоматически, а некоторые возможно исправить только, обратившись в специализированный сервисный центр. В таблицах ниже приведены коды ошибок сервоприводов Fanuc Alfa и Beta series и их расшифровка.
Fanuc Servo Amplifier Beta is 6130 сигналы тревоги (ошибки)
| Сигнал тревоги | Оисание |
|---|---|
|
SV0027 or 027 |
Неверная настройка параметров цифрового сервопривода |
|
SV0361 or 361 |
Фазовая ошибка импульсного кодера (встроенная) |
|
SV0364 or 364 |
Мягкая фазовая сигнализация (встроенная) |
|
SV0365 or 365 |
Светодиод ошибки (встроенный) |
|
SV0366 or 366 |
Импульсная ошибка (встроенная) |
|
SV0367 or 367 |
Ошибка подсчета (встроенная) |
|
SV0368 or 368 |
Ошибка серийных данных (встроенная) |
|
SV0369 or 369 |
Ошибка передачи данных (встроенная) |
|
SV0380 or 380 |
Ошибка светодиода (отдельно) |
|
SV0381 or 381 |
Фазовая ошибка импульсного кодера (отдельно) |
|
SV0382 or 382 |
Ошибка подсчета (отдельно) |
|
SV0383 or 383 |
Ошибка импульса (отдельно) |
|
SV0384 or 384 |
Мягкая фазовая сигнализация (отдельно) |
|
SV0385 or 385 |
Ошибка серийных данных (отдельно) |
|
SV0386 or 386 |
Ошибка передачи данных (отдельно) |
|
SV0387 or 387 |
Ошибка датчика (отдельно) |
|
SV0417 or 417 |
Неверный параметр |
|
SV0421 or 421 |
Чрезмерная полуполная ошибка |
|
SV0430 or 430 |
Серводвигатель перегревается |
|
SV0432 or 432 |
Преобразователь: управление пониженным напряжением питания |
|
SV0433 or 433 |
Преобразователь: пониженное напряжение в звене постоянного тока |
|
SV0436 or 436 |
Мягкая термальная (OVC) |
|
SV0438 or 438 |
Инвертор: аварийный сигнал тока двигателя |
|
SV0439 or 439 |
Преобразователь: перенапряжение в звене постоянного тока |
|
SV0440 or 440 |
Преобразователь: Чрезмерная мощность торможения |
|
SV0441 or 441 |
Текущая ошибка смещения |
|
SV0444 or 444 |
Инвертор: внутренний охлаждающий вентилятор остановлен или неисправна цепь |
|
SV0445 or 445 |
Сигнализация мягкого отключения |
|
SV0447 or 447 |
Сигнализация жесткого отключения (отдельно) |
|
SV0448 or 448 |
Сигнализация несоответствия обратной связи |
|
SV0449 or 449 |
Инвертор: тревога IPM |
|
SV0453 or 453 |
Сигнализация мягкого отключения (α Pulsecoder) |
|
SV0601 or 601 |
Инвертор: вентилятор охлаждения радиатора остановился |
|
SV0603 or 603 |
Инвертор: Аварийный сигнал IPM (OH) |
Fanuc Servo Amplifier 400 Коды аварийных сигналов
| Код ошибки | Сообщение | Описание |
|---|---|---|
|
400 |
SERVO ALARM: n–TH AXIS OVERLOAD |
Сигнал перегрузки оси n (оси 1–8) включен. Подробную информацию см. на диагностическом дисплее № 201, 720 или 721. |
|
401 |
SERVO ALARM: n–TH AXIS VRDY OFF |
Сработал сигнал ГОТОВНОСТИ (DRDY) сервоусилителя n-й оси (оси 1–8). |
|
402 |
SERVO ALARM 3, 4TH AXIS OVERLOAD |
3-осевой, 4-осевой сигнал перегрузки включен. Подробную информацию см. на диагностическом дисплее 722 или 723. |
|
404 |
SERVO ALARM: n–TH AXIS VRDY ON |
Несмотря на то, что сигнал ГОТОВНОСТИ (MCON) оси n (оси 1–8) был отключен, сигнал ГОТОВНОСТИ сервоусилителя (DRDY) все еще включен. Или, когда питание было включено, DRDY включился, хотя MCON был выключен. Убедитесь, что интерфейсный модуль сервопривода и сервоусилитель подключены. |
|
405 |
SERVO ALARM: (ZERO POINT RETURN FAULT) |
Ошибка системы управления положением. Из-за ошибки ЧПУ или сервосистемы при возврате в референтную позицию существует вероятность того, что возврат в референтную позицию не может быть выполнен правильно. Повторите попытку из ручного возврата в референтную позицию. |
|
407 |
SERVO ALARM: EXCESS ERROR |
Разница в отклонении положения синхронной оси превысила установленное значение. |
|
409 |
SERVO ALARM: n AXIS TORQUE ALM |
Обнаружена аномальная нагрузка серводвигателя. Кроме того, в режиме Cs была обнаружена аномальная нагрузка на двигатель шпинделя. |
|
410 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
Значение отклонения положения при остановке n–й оси (оси 1–8) больше установленного значения. |
|
411 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
Значение отклонения положения при перемещении n–й оси (оси 1–8) больше заданного значения. |
|
413 |
SERVO ALARM: n–th AXIS – LSI OVERFLOW |
Содержимое регистра ошибок для n-й оси (оси 1–8) превышало 231 степень. Эта ошибка обычно возникает в результате неправильно заданных параметров. |
|
414 |
SERVO ALARM: n–TH AXIS – DETECTION RELATED ERROR |
Неисправность цифровой сервосистемы N–й оси (оси 1–8). Подробности см. в диагностическом дисплее № 200 и № 204. Также посмотрите на сервоусилитель для кода тревоги. |
|
415 |
SERVO ALARM: n–TH AXIS – EXCESS SHIFT |
Была предпринята попытка задать скорость выше 511875 ед/с по оси n–th (оси 1–8). Эта ошибка возникает в результате неправильно настроенного CMR. |
|
416 |
SERVO ALARM: n–TH AXIS – DISCONNECTION |
Неисправность системы определения положения импульсного шифратора n–й оси (оси 1–8) (сигнализация отключения). Подробности см. на дисплее диагностики № 201. |
|
417 |
SERVO ALARM: n–TH AXIS – PARAMETER INCORRECT |
Этот аварийный сигнал возникает, когда n–я ось (ось 1–8) находится в одном из состояний, перечисленных ниже. (Аварийный сигнал цифровой сервосистемы)
Если вы хотите использовать этот усилитель, сбросьте функциональный бит 2209#4 на 0. Если вы хотите использовать функцию предотвращения тревоги HC, используйте усилитель, который ее поддерживает. |
|
420 |
SERVO ALARM: n AXIS SYNC TORQUE (M series) |
При простом синхронном управлении разница между командами крутящего момента для ведущей и ведомой осей превысила значение, установленное в параметре № 2031. |
|
421 |
SERVO ALARM: n AXIS EXCESS ER (D) |
Разница между ошибками в полузамкнутом контуре и замкнутом контуре стала чрезмерной во время двойной обратной связи по положению. Проверьте значения коэффициентов преобразования двойной позиции в параметрах № 2078 и 2079. |
|
422 |
SERVO ALARM: n AXIS |
При управлении крутящим моментом управления осью PMC превышена заданная допустимая скорость. |
|
423 |
SERVO ALARM: n AXIS |
При управлении крутящим моментом управления осями PMC было превышено заданное параметром допустимое совокупное расстояние перемещения. |
|
430 |
n AXIS : SV. MOTOR OVERHEAT |
Произошел перегрев серводвигателя. |
|
431 |
n AXIS : CNV. OVERLOAD |
|
|
432 |
n AXIS : CNV. LOWVOLT CON. |
|
|
434 |
n AXIS : INV. LOWVOLT CONTROL |
SVM: Напряжение питания системы управления упало. |
|
435 |
n AXIS : INV. LOWVOLT DC LINK |
SVM: Напряжение в звене постоянного тока упало. |
|
436 |
n AXIS : SOFTTHERMAL (OVC) |
Программное обеспечение цифрового сервопривода обнаружило мягкое тепловое состояние (OVC). |
|
437 |
n AXIS : CNV. OVERCURRENT POWER |
PSM: Перегрузка по току во входную цепь. |
|
438 |
n AXIS : INV. ABNORMAL CURRENT |
|
|
439 |
n AXIS : CNV. OVERVOLT POWER |
|
|
440 |
n AXIS : CNV. EX DECELERATION POWER |
|
|
441 |
n AXIS : ABNORMAL CURRENT OFFSET |
Программное обеспечение цифрового сервопривода обнаружило неисправность в цепи обнаружения тока двигателя. |
|
442 |
n AXIS : CNV. CHARGE FAILURE |
|
|
443 |
n AXIS : CNV. COOLING FAN FAILURE |
|
|
444 |
n AXIS : INV. COOLING FAN FAILURE |
SVM: Отказ внутреннего вентилятора охлаждения. |
|
445 |
n AXIS : SOFT DISCONNECT ALARM |
Программное обеспечение цифрового сервопривода обнаружило обрыв провода в импульсном кодере. |
|
446 |
n AXIS : HARD DISCONNECT ALARM |
Обрыв провода во встроенном импульсном кодере был обнаружен аппаратно. |
|
447 |
n AXIS : HARD DISCONNECT (EXT) |
Обрыв провода в отдельном детекторе был обнаружен аппаратно. |
|
448 |
n AXIS : UNMATCHED FEEDBACK ALARM |
Знак данных обратной связи от встроенного импульсного кодера отличается от знака данных обратной связи от отдельного детектора. |
|
449 |
n AXIS : INV. IPM ALARM |
|
|
453 |
n AXIS : SPC SOFT DISCONNECT ALARM |
Программная сигнализация об отключении импульсного кодера α. Отключите питание ЧПУ, затем отсоедините и вставьте кабель импульсного кодера. Если этот аварийный сигнал появляется снова, замените импульсный шифратор. |
|
456 |
ILLEGAL CURRENT LOOP |
Текущие настройки цикла управления (параметр № 2004, бит 0 параметра № 2003 и бит 0 параметра № 2013) неверны. Возможные проблемы следующие.
|
|
457 |
ILLEGAL HI HRV (250US) |
Использование высокоскоростного HRV указано, хотя текущий цикл управления составляет 200 мкс. |
|
458 |
CURRENT LOOP ERROR |
Текущая настройка цикла управления не соответствует фактическому текущему циклу управления. |
|
459 |
HI HRV SETTING ERROR |
Из двух осей, имеющих соседние номера сервоосей (параметр № 1023), нечетные и четные номера, высокоскоростное управление HRV может выполняться для одной оси, а не для другой. |
|
460 |
n AXIS : FSSB DISCONNECT |
Связь с ФСБ внезапно прервалась. Возможные причины следующие:
|
|
461 |
n AXIS : ILLEGAL AMP INTERFACE |
Оси 2-х осевого усилителя были отнесены к интерфейсу быстрого типа. |
|
462 |
n AXIS : SEND CNC DATA FAILED |
Из-за ошибки связи FSSB ведомое устройство не могло получить правильные данные. |
|
463 |
n AXIS : SEND SLAVE DATA FAILED |
Из-за ошибки связи FSSB ведомое устройство не могло получить правильные данные. |
|
464 |
n AXIS : WRITE ID DATA FAILED |
Была предпринята попытка записать информацию об обслуживании на экране обслуживания усилителя, но она не удалась. |
|
465 |
n AXIS : READ ID DATA FAILED |
При включении питания исходная идентификационная информация усилителя не может быть считана. |
|
466 |
n AXIS : MOTOR/AMP COMBINATION |
Максимальный номинальный ток усилителя не соответствует номинальному току двигателя. |
|
467 |
n AXIS : ILLEGAL SETTING OF AXIS |
Функция сервопривода для следующего не была включена, когда ось, занимающая один DSP (соответствующий двум обычным осям), указана на экране настройки оси.
|
|
468 |
HI HRV SETTING ERROR(AMP) |
Использование высокоскоростной HRV указано для управляемой оси усилителя, которая не поддерживает высокоскоростную HRV. |
Для более длительной безаварийной работы промышленного оборудования должны соблюдаться все рекомендации, изложенные в инструкции по монтажу и настройке сервопривода.
Сервопривод Fanuc Alfa и Beta series, скачать инструкции по эксплуатации
Ниже вы можете скачать руководства по эксплуатации сервоприводов Fanuc Alfa и Beta series для практически всех серий, когда-либо выпущенных данным производителем.
Преимущество ремонта сервоприводов в нашем сервисном центре

- Предварительный осмотр на возможность восстановления бесплатный;
- Мы производим ремонт сервопривода Fanuc Alfa и Beta series в Гёкдепе на компонентном уровне (экономия бюджета и времени)
- При ремонте ни каких конструктивных изменений не вносим;
- Ремонт блоков с применением оригинальных запасных частей (по возможности).
- Вы платите исключительно за результат — работающий сервопривод;
- Гарантия на ремонт сервопривода Fanuc Alfa и Beta series и запасные части, замененные в процессе ремонта 6 месяцев;
- Сроки ремонта варьируются от 5 до 15 рабочих дней;
За два десятилетия существования сервисного центра нашими специалистами были успешно проведены тысячи подобных ремонтов с каждым разом поднимая квалификацию наших инженеров.В случае выхода из строя промышленного сервопривода на вашем производстве либо появились проблемы с приводом, которые вы не можете решить самостоятельно, мы всегда рады вам помочь. Специалисты нашего сервисного центра в минимальные сроки проведут глубокую диагностику и последующий ремонт сервопривода Fanuc Alfa и Beta series в Гёкдепе .
Схемы подключения серво привода Fanuc Alfa series
В некоторых случает может понадобится схема подключения сервоприводов, ниже мы показаны схемы сервопривода Fanuc Alfa series
|
Блок-схема подключения сервопривода Fanuc Alfa series SVMl-240,360 — вариант (А) |
Блок-схема подключения сервопривода Fanuc Alfa series SVMl-240,360 — вариант (В) |
|
|

|

Оставить заявку на ремонт сервопривода Fanuc Alfa и Beta series
У вас есть проблемы с приводом? Вам нужен срочный ремонт, сброс ошибок или программирование и настройка? Оставьте заявку на ремонт сервопривода Fanuc Alfa и Beta series в Гёкдепе воспользовавшись одноименной кнопкой на сайте либо обратитесь к нашим менеджерам. Связаться с ними можно несколькими способами:

- Заказав обратный звонок (кнопка в правом нижнем углу сайта)
- Посредством чата (кнопка расположена с левой стороны сайта)
- Позвонив по номеру телефона:
- +7(8482) 79-78-54;
- +7(8482) 55-96-39;
- +7(917) 121-53-01
- Написав на электронную почту: 89171215301@mail.ru
- В начало статьи
Вот далеко не полный список производителей промышленного оборудования, ремонт которого производит наша компания.
Fanuc Servo Amplifier Alarm 401 — SERVO ALARM: n–TH AXIS VRDY OFF

FANUC Alarm Codes >> FANUC Servo Amplifier Alarms >> Servo Amplifier Alarm 401
Description: The n–th axis (axis 1–8) servo amplifier READY signal (DRDY) went off.

Nationwide FANUC Servo Alarm 401 Troubleshooting, Repairs & Replacement Service
Give Tri Star CNC a call and we’ll help you determine the source of the FANUC servo 401 error and find solutions ASAP. We offer FREE phone support (call 815-578-9145 now), competitive repair pricing, or quick turnaround on a replacement component from our exchange stock if necessary. If you need on-site support we can point you in the right direction through our field service network.
FANUC-GE Parts Exchange & Repair Warranty Information
Exchange FANUC parts and repaired parts include a 1-year warranty. Tri Star CNC, LLC warrants the COMPLETE ASSEMBLY REPAIR – not just the parts and labor.