
-
Ответить в тему
-
Создать тему
Рекомендованные сообщения
Иван Крюков
0
-
- Жалоба
- Рассказать
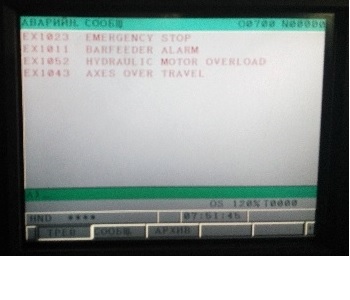
Доброго времени суток! После перемещения в референтную позицию перестала работать гидравлика.
Коллеги, подскажите, пожалуйста, что нужно сделать, чтобы избавиться от ошибки.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
303
-
- Жалоба
- Рассказать
Вы ошибки пробовали перевести, тупо, с английского технического на русский ?
Если вы не понимаете сути надписей на экране, дальше еще сложнее будет.
Ссылка на сообщение
Поделиться на других сайтах
Иван Крюков
0
- Автор
-
- Жалоба
- Рассказать
Текст конечно перевели. Но что причиной послужило и как это исправить не знаем.
1023 аварийная остановка
1011 гидропитатель, тревога
1052 гидромотор перезапущен
1043 ось в конечном положении
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

Клиент
573
-
- Жалоба
- Рассказать
1023 говорит о том, что цепь которая идет на грибок разомкнута. Концевики также находятся в этой цепи.
1011- ошибка пруткоподатчика (в той же цепи)
1052- перегрузка гидравлики (как следствие или как причина)
1043- выезд за пределы по оси.
Выводы делайте сами.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Иван Крюков
0
- Автор
-
- Жалоба
- Рассказать
Спасибо большое за помощь, упал провод от концевика на корпус, проблему решили задействовав резервный провод в гребенке
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 7 месяцев спустя…

петромо
4
-
- Жалоба
- Рассказать
В 02.10.2017 в 13:02, Клиент сказал:
1023 говорит о том, что цепь которая идет на грибок разомкнута. Концевики также находятся в этой цепи.
1011- ошибка пруткоподатчика (в той же цепи)
1052- перегрузка гидравлики (как следствие или как причина)
1043- выезд за пределы по оси.
Выводы делайте сами.
Помогите пож-та ошибка EX 1005 , рука не работет, как устанить
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
303
-
- Жалоба
- Рассказать
Что же вы свои семена по разным темам разбрасываете?
Не боитесь, что забудете, где-что спрашивали?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
петромо
4
-
- Жалоба
- Рассказать
17 минут назад, Anat2015 сказал:
Что же вы свои семена по разным темам разбрасываете?
Не боитесь, что забудете, где-что спрашивали?
Чтобы услышали
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anat2015
303
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
-
Сейчас на странице
0 пользователей
Нет пользователей, просматривающих эту страницу.
-
Сообщения
-

-
Автор:
AlexKaz · Опубликовано: 6 часов назад
Обновил и выложил черновик для свободного скачивания. Комментарии и пожелания приветствуются, контакты для связи имеются внутри.
https://www.researchgate.net/publication/371276521_Basics_of_the_control_theory_mechatronics_and_robotics_with_Scilab_Xcos_OpenModelica_wxMaxima_and_GNU_Octave_using_Handbook_in_Russian_draft
-
Автор:
mannul · Опубликовано: 7 часов назад
G05.1 Q1 R1 — грубая высокоскоростная обработка, подача на углах не меняется, углы срезаются, контур не соответствует заданному.
G05.1 Q1 R5 — высокоскоростная обработка, баланс скорость-качество, замедление на углах, углы по прежнему может срезать.
G05.1 Q1 R10 — точная высокоскоростная обработка, значительное замедление на углах, углы не срезаются, контур соответсвует заданному в пределах точности станка.
G05.1 Q0 — выключение.
-
-
Автор:
Артур52 · Опубликовано: 8 часов назад
Там такая обработка, что так будет читабельнее управляющая программа. (В дальнейшем будет УП на станке корректироваться, а не в NX)
-
Автор:
A_1 · Опубликовано: 8 часов назад
Что получится с этой картинкой, если в начале программы для её получения добавить код MIRROR Y0?
Для всех курсов программирования промокод для скидки «ЛЕТО»
Sinumerik: расширенное программирование
Параметрическое программирование станков с ЧПУ FANUC
Программирование станка с системой ЧПУ FANUC (и Sinumerik)
-
-
Автор:
Артур52 · Опубликовано: 9 часов назад
Доброго времени суток, такой вопрос: я хочу часть операций сделать через приращение, а часть в абсолютных координатах, кто знает, где есть это переключение в NX?
-
-
Автор:
куркуль · Опубликовано: 9 часов назад
судя по описанию — сместился шпиндель т.е. ось S. есть два способа — 1 простой — если знаем фактическое положение нуля шпинделя — выставляем в эту позицию — переходим с JOG на JOGREF ( при этом имеем доступ изготовителя, или эксперты ) — нажимаем на +S — при этом движение не происходит, а показания обнуляются. т.е. сменили позицию абсолютного нуля. но не на всех это работает почему-то.
34090 — текущее положение датчика, можно менять, учитывая знаки + и — . изменения вступают только после перезагрузки.
ну и третий — можно сделать привязку на любой позиции, если знаем значение данной позиции.
заходим в MD оси
34200 — ставим 0 даже если стоит ( нажимаем кнопочку — активировать MD данные )
34210 — ставим 1 ( нажимаем кнопочку — активировать MD данные )
нажимаем JOG REF ( должен быть активным )
нажимаем + нашей оси
34210 — должен сам перейти на 2 — ось референцированна.
если не получилась перезагружаем и повторяем.
вчера смена закончилась.
-




A FANUC alarm code, also called a FANUC fault or error code, is how a CNC control indicates there is a problem. This error message could indicate issues with either the machine itself, be that electric or mechanical. The FANUC error code might also indicate an issue with the g-code program.
Use the list below to interpret what exactly the fault code is trying to communicate. If you require a replacement part, know that MRO Electric stocks thousands of FANUC CNC replacements. Get your new FANUC servo amplifier or check out our FANUC servo motors. To order a replacement part or a repair job, please call 800-691-8511 or email sales@mroelectric.com. Curious about other common FANUC CNC problems? Check out our FAQ here.
• 0i Model A
• 0i/0iMate Model B
• 16/18 Model PB
• 16/18 Model C
• 16i/18i Model A
• 16i/18i Model B
• 16iL Model A
• 20i
• 21 Model B
• 21i Model A
• 21i Model B
• 21i Model A
#1
![]()
OFFLINE
Fart123
- Пол:Мужчина
- Из:Самара
Отправлено 01 Май 2017 — 20:26
Добрый день! Сломался станок CNC Lathe CKE6136z. Fanuc Oi Mate -TD Станок не запускается и выдает ошибки:Ex1002 MOTOR OVERLOAd, Ex1001 TRANSDUCER ALARM, EX 1000 EMERGENCY STOP. Подскажите,что с ним может быть? Операторы говорят, ошибки появились после перепада напряжения.
-
-1
- Наверх
#2
![]()
OFFLINE
T-Rex
T-Rex
- Пол:Мужчина
- Из:Йошкар-Ола
Отправлено 01 Май 2017 — 21:15
Станок не запускается и выдает ошибки:Ex1002 MOTOR OVERLOAd, Ex1001 TRANSDUCER ALARM, EX 1000 EMERGENCY STOP. Подскажите,что с ним может быть? Операторы говорят, ошибки появились после перепада напряжения.
Вы хотя бы немного в индустриальной электронике разбираетесь? Или рассчитываете, что на форумах «телепатически» определят причину неисправности и напишут вам пошаговое руководство по ее устранению, вплоть до порядка откручивания проводов от клемм?
По совокупности ошибок — вполне вероятно, что один из приводов (шпиндель, координатные оси) неисправен. При этом, поскольку схема его управления не дает сигнала «исправен, готов к работе», вполне может активироваться «E-Stop» (зависит от схемы конкретного станка).
В общем, откройте электрошкаф и внимательно осмотрите. А то, может быть, просто какой-нибудь из защитных токовых «автоматов» при броске выбило. Если выбило, попробуйте включить. Выбьет повторно — тогда уже неисправность искать.
-
0
- Наверх
#3
![]()
OFFLINE
Fart123
Fart123
- Пол:Мужчина
- Из:Самара
Отправлено 02 Май 2017 — 01:15
Я не рассчитываю что мне телепатически помогут. Я спрашиваю, потому что может кто-то уже сталкивался с такой именно проблемой, именно на таком станке. А то что нужно проверить автоматы это понятно.И, уважаемый T-Rex, я вот не понимаю, зачем вообще писать на что я надеюсь и учить. Можно просто ничего тогда не писать.
-
-2
- Наверх
#4
![]()
OFFLINE
vv92
vv92
- Пол:Мужчина
- Город:Н.Новгород
- Из:Н.Новгород
Отправлено 02 Май 2017 — 01:20
Если уважаемый Дино перестанет здесь писать, мы много потеряем. Вам не понять-детские обиды, чё.
-
0
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#5
![]()
OFFLINE
ShadowVoice
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 02 Май 2017 — 01:27
1. Dino более чем прав.
2.вариант — изучайте свой PCSи пытайтесь понять последовательность каких событий приводит к указанным ошибкам.
3. Даже внешне 100% похожие станки с одинаковой стойкой очень часто имеют разные PLS. Вами дано ОЧЕНь мало информаци для хоть приблизительной диагностики, а с телепатами в мире напряжёнка.
4. Задать вопрос производителю станка — не судьба?
-
0
- Наверх
#6
![]()
OFFLINE
T-Rex
T-Rex
- Пол:Мужчина
- Из:Йошкар-Ола
Отправлено 02 Май 2017 — 10:08
А то что нужно проверить автоматы это понятно.
Ну и что помешало проверить сразу всё, что доступно при визуальном осмотре (например, состояние сервоусилителей и индикацию на их панелях), на предмет выявления «чего-то неправильного», и сообщить, что ещё увидели? Если хотите «гадание на кофейной гуще по материалу заказчика» устроить, несите не одно зернышко кофе, а хотя бы малую горсточку.
Я спрашиваю, потому что может кто-то уже сталкивался с такой именно проблемой, именно на таком станке.
Ну давайте допустим, что нашли вы собрата по несчастью. У которого на таком же станке сгорел сервоусилитель стоимостью несколько тысяч долларов. А у вас всего-навсего автомат питания отбило, без более тяжких последствий. И что, будете, как он, новый «сервопак» заказывать и менять, вместо того, чтобы автомат обратно включить?
Вы таки поймите, это станки. Сложно устроенные аппараты. Но при этом не айфоны, не робопылесосы и прочие гаджеты, выпускаемые массовым тиражом. Бесполезно к ним «списки типовых неисправностей» составлять — при ремонте техники, тираж производства которой измеряется десятками-сотнями, максимум тысячами, а не миллионами, совсем иные методы диагностики действуют. «Ремонт по аналогии» там либо не дает результата, либо приводит к многократно увеличенным затратам денег.
Даже внешне 100% похожие станки с одинаковой стойкой очень часто имеют разные PLS.
Стойки-то одной модели, а вот программа PLC, управляющая электроавтоматикой, у каждого своя. И даже в двух станках одной марки она может различаться, если они в разной комплектации с завода вышли.
вариант — изучайте свой PCSи пытайтесь понять последовательность каких событий приводит к указанным ошибкам.
Это на случай полнейшей «безблагодатности», когда иного пути нет — документация на станок утрачена, производитель уже не существует (либо отказывается консультировать по каким-то причинам), а станок починить надо любой ценой. «Реверс-инжиниринг черного ящика» — трудоемкое занятие, требующее высшей квалификации от наладчика. В абсолютном большинстве случаев при диагностике и ремонте индустриальной автоматики можно и без него обойтись.
-
0
- Наверх
#7
![]()
OFFLINE
2ar
2ar
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Сервисное обслуживания станков
- Из:Новосибирск
Отправлено 02 Май 2017 — 10:27
зачем вообще писать на что я надеюсь и учить.
Я вижу у вас полно свободного времени, чтобы здесь писать. Когда я работал на линии розлива, то в подобных случаях не было времени писать на форумах. Нужно было решить любую КИПовскую неисправность за 15 минут. Далее шли звонки начальникам по восходящей. А тут ему советы дают и он при этом не доволен. 
-
0
- Наверх
#8
![]()
OFFLINE
T-Rex
T-Rex
- Пол:Мужчина
- Из:Йошкар-Ола
Отправлено 02 Май 2017 — 12:56
Fart123, Давайте-ка, я вам вводный урок по вивисекции и реанимации промышленного оборудования устрою.
Исходные данные:
Я (сервисник-наладчик), в количестве 1 штука.
Агонизирующий станок (ваш CKE6136z — впервые в жизни его увидел, и даже не знал до сих пор, какого он цвета, серого или зеленого) — 1 штука.
Смотрю на дисплей стойки. Вижу там ошибки:
Сигнал о перегрузке какого-то из приводных моторов. Пока весьма обобщенно. Может быть отбитый автомат или сработавшее тепловое реле. Либо это сигнал о том, что данный привод вполне исправен сам по себе, но остановлен из-за механической перегрузки (не отпускаются тормозные колодки, заклинился разрушенный подшипник, «нога попала в колесо» и т.п. — принимаем или отметаем эти версии). Либо силовая электроника, управляющая данным приводом, испустила из себя «волшебный синий дым». Ну и неисправность мотора (пробой обмоток на корпус, либо КЗ витки) тоже не исключается.
Ooops… В совокупности с предыдущей ошибкой — как-то не радует. Если «transducer» (датчик положения оси — обычно это резольвер, или абсолютный энкодер, или «линейка», хотя может быть и простой тахогенератор, если токарный шпиндель не «индексный») передает сигнал в стойку не напрямую, а через сервоусилитель привода (работающий в качестве повторителя или преобразователя сигнала) — немалая вероятность, что у нас именно этот сервоусилитель сдох. Отсюда и данный аларм — стойка получает от датчика какой-то бред вместо вменяемых значений, и не знает, в каком реальном положении находится приводная ось).
Ну всё, где у вас ключ от замка электрошкафа лежит? Пора туда заглянуть. Заодно тащите альбом схем станка (электрических, пневматических и гидравлических), он мне наверняка пригодится. Да и руководство по эксплуатации хотелось бы бегло пролистать — нередко в нем имеется расшифровка тех ошибок, причины которых могут быть обнаружены и устранены самим оператором, без вызова «специально обученного» человека.
А про это уже сказал. «Вторичная ошибка». Любой вменяемо сконструированный ЧПУ-станок, «потеряв» управление одной из осей и не зная, в каком положении она находится, обязан пресечь любые дальнейшие движения. Либо, как вариант, сильно их ограничить, чтобы предотвратить взаимные столкновения и возможные повреждения механизмов. Скорее всего, она самоустранится, когда первичную неисправность найдем и ликвидируем.
Сообщение отредактировал T-Rex: 02 Май 2017 — 14:25
-
3
- Наверх
|
|
Ремонт сервопривода Fanuc Alfa и Beta series

Сервисный центр «Кернел» предлагает выполнить качественный ремонт сервопривода Fanuc Alfa и Beta series в на компонентном уровне в максимально сжатые сроки.
Сервопривода относятся к сложной промышленной электронике именно поэтому ремонтом серводрайверов Fanuc Alfa и Beta series, впрочем, как и сервоприводов других производителей должны заниматься специалисты, имеющие не только высшее техническое образование, но и солидный опыт в ремонте подобной промышленной электроники.
Также для восстановления подобного промышленного оборудования понадобится хорошая материально-техническая база. При выполнении этих условий шансы на успешный ремонт сервопривода Fanuc Alfa и Beta series возрастают в геометрической прогрессии.
Именно поэтому за ремонтом сервоприводов Fanuc Alfa и Beta series или другого производителя лучше всего обращаться в специализированный сервисный центр, который отвечает всем техническим требованиям, такой как Кернел.
Наш цент имеет отличную материально-техническую ремонтную базу, а за время существования с 2002 года специалисты компании накопили бесценный опыт в том числе опыт в ремонте сервоприводов Fanuc Alfa и Beta series.
Инженеры сервисного центра выполняют качественный ремонт сервоприводов Fanuc всех серий, когда-либо выпускаемых компанией.
| Серия | Тип сервоусилителя |
|---|---|
|
Fanuc Alfa series Fanuc Beta series |
A06B-6111-H037#H550; A06B-6111-H030#H570/P; A06B-6111-H030#H553; A06B-6111-H030#H550#P; A06B-6111-H030#H550#C; A06B-6111-H026#H570; A06B-6111-H026#H553; A06B-6111-H026#H550#P; A06B-6111-H026#H550#C; A06B-6111-H022#H570/P; A06B-6111-H022#H553; A06B-6111-H022#H550/C; A06B-6164-H244#H580; A06B-6164-H312#H580; A06B-6164-H332#H580; A06B-6165-H201#H560; A06B-6165-H202#H560; A06B-6164-H201#H580; A06B-6165-H311#H560; A06B-6165-H312#H560; A06B-6165-H333#H560; A06B-6165-H343#H560; A06B-6166-H201; A06B-6166-H201#A; A06B-6058-H225; A06B-6200-H011; A06B-6089-H104; A06B-6117-H105; A06B-6114-H205; A06B-6114-H109; A06B-6166-H203; A06B-6050-H103; A06B-6127-H209; A06B-6102-H206#H520; A06B-6121-H006#H550; A06B-6140-H037; A06B-6134-H303#A; A06B-6088-H215; A06B-6082-H222; A06B-6064-H230; A06B-6044-H017; A06B-6064-H201#H520; A06B-6088-H245; A06B-6088-H222; A06B-6057-H204; A06B-6089-H207; A06B-6052-H004; A06B-6117-H208; A06B-6082-H215#H511; A06B-6082-H215#H510; A06B-6082-H211#H512; A06B-6082-H211#H511/EM; A06B-6082-H211#H510; A06B-6082-H206#H511; A06B-6082-H206#H510/EM; A06B-6082-H206#H510; A06B-6082-H202#H512; A06B-6082-H202#H511; A06B-6082-H202#H510; A06B-6080-H307; A06B-6059-H215#H545; A06B-6059-H215#H515; A06B-6059-H212#H759; A06B-6059-H212#H758; A06B-6059-H212#H757; A06B-6059-H212#H713; A06B-6059-H212#H712; A06B-6059-H212#H711; A06B-6059-H212#H611; A06B-6059-H212#H610; A06B-6059-H212#H601; A06B-6059-H212#H590; A06B-6045-H006; A06B-6045-H005; A06B-6045-H002; A06B-6045-H001; A06B-6045-C009; A06B-6045-C006; A06B-6045-C005; A06B-6044-H742; A06B-6044-H736; A06B-6044-H725; A06B-6044-H722; A06B-6044-H712 |
В данной таблице присутствуют далеко не все сервоприводы Fanuc Alfa и Beta series ремонт которых предлагает наш сервисный центр.
Особенности ремонта сервопривода Fanuc Alfa и Beta series
 Ремонт сервопривода Fanuc Alfa и Beta series имеет ряд индивидуальных особенностей, это связано с конструктивными особенностями сервоприводов. По аналогии частотными преобразователями, сервопривод состоит из двух частей, это:
Ремонт сервопривода Fanuc Alfa и Beta series имеет ряд индивидуальных особенностей, это связано с конструктивными особенностями сервоприводов. По аналогии частотными преобразователями, сервопривод состоит из двух частей, это:
- Аппаратная часть;
- Программная часть.
В первую очередь ремонтируется аппаратная часть промышленного сервопривода. После глубокой диагностики неисправного блока выявляются все неисправные компоненты, которые в последствии заменяются на оригинальные запасные части (по возможности), в случае если сервопривод уже давно снят с производства и найти оригинальные запчасти просто невозможно они заменяются на аналоги.
Данный вид ремонта называется компонентным. От других видов его отличает две немаловажные вещи.
- Значительное удешевление ремонта;
- Существенное сокращение времени ремонта.
По завершении ремонта аппаратной части сервопривода наступает очередь программной. В зависимости от серии выбирается программный продукт и зашивается в блок.
Заключительный этап ремонта сервопривода Fanuc Alfa и Beta series в это проверка на специализированном стенде, без нагрузки и с нагрузкой максимально приближенна к реальным условиям эксплуатации.
Ошибки сервоприводов Fanuc Alfa и Beta series
 В процессе работы выходит из строя даже самое надежное промышленное оборудование. В данной статье мы приведем ошибки сервоприводов Fanuc, а точнее Fanuc Alfa и Beta series. Привода в наше время, нашли широкое применение абсолютно во всех сферах промышленности, управляя как мини моторами в оргтехнике, так и гигантскими двигателями в горнодобывающей промышленности.
В процессе работы выходит из строя даже самое надежное промышленное оборудование. В данной статье мы приведем ошибки сервоприводов Fanuc, а точнее Fanuc Alfa и Beta series. Привода в наше время, нашли широкое применение абсолютно во всех сферах промышленности, управляя как мини моторами в оргтехнике, так и гигантскими двигателями в горнодобывающей промышленности.
Для простоты общения со столь сложной электроникой все сервопривода оснащены небольшими дисплеями с помощью которых выводятся информационные сообщения с кодами ошибок, расшифровав которые можно сразу же узнать причину ее возникновения. Если учесть распространенность данной промышленной электроники, то появляется острая нужда в расшифровке кодов ошибок сервопривода. В этой статье мы рассмотрим одного из самых известных производителей промышленной электроники имеющему уважение во всем мире, Fanuc и севрво усилители Alfa и Beta series.
Существует несколько видов ошибок, некоторые из них можно устранить автоматически, а некоторые возможно исправить только, обратившись в специализированный сервисный центр. В таблицах ниже приведены коды ошибок сервоприводов Fanuc Alfa и Beta series и их расшифровка.
Fanuc Servo Amplifier Beta is 6130 сигналы тревоги (ошибки)
| Сигнал тревоги | Оисание |
|---|---|
|
SV0027 or 027 |
Неверная настройка параметров цифрового сервопривода |
|
SV0361 or 361 |
Фазовая ошибка импульсного кодера (встроенная) |
|
SV0364 or 364 |
Мягкая фазовая сигнализация (встроенная) |
|
SV0365 or 365 |
Светодиод ошибки (встроенный) |
|
SV0366 or 366 |
Импульсная ошибка (встроенная) |
|
SV0367 or 367 |
Ошибка подсчета (встроенная) |
|
SV0368 or 368 |
Ошибка серийных данных (встроенная) |
|
SV0369 or 369 |
Ошибка передачи данных (встроенная) |
|
SV0380 or 380 |
Ошибка светодиода (отдельно) |
|
SV0381 or 381 |
Фазовая ошибка импульсного кодера (отдельно) |
|
SV0382 or 382 |
Ошибка подсчета (отдельно) |
|
SV0383 or 383 |
Ошибка импульса (отдельно) |
|
SV0384 or 384 |
Мягкая фазовая сигнализация (отдельно) |
|
SV0385 or 385 |
Ошибка серийных данных (отдельно) |
|
SV0386 or 386 |
Ошибка передачи данных (отдельно) |
|
SV0387 or 387 |
Ошибка датчика (отдельно) |
|
SV0417 or 417 |
Неверный параметр |
|
SV0421 or 421 |
Чрезмерная полуполная ошибка |
|
SV0430 or 430 |
Серводвигатель перегревается |
|
SV0432 or 432 |
Преобразователь: управление пониженным напряжением питания |
|
SV0433 or 433 |
Преобразователь: пониженное напряжение в звене постоянного тока |
|
SV0436 or 436 |
Мягкая термальная (OVC) |
|
SV0438 or 438 |
Инвертор: аварийный сигнал тока двигателя |
|
SV0439 or 439 |
Преобразователь: перенапряжение в звене постоянного тока |
|
SV0440 or 440 |
Преобразователь: Чрезмерная мощность торможения |
|
SV0441 or 441 |
Текущая ошибка смещения |
|
SV0444 or 444 |
Инвертор: внутренний охлаждающий вентилятор остановлен или неисправна цепь |
|
SV0445 or 445 |
Сигнализация мягкого отключения |
|
SV0447 or 447 |
Сигнализация жесткого отключения (отдельно) |
|
SV0448 or 448 |
Сигнализация несоответствия обратной связи |
|
SV0449 or 449 |
Инвертор: тревога IPM |
|
SV0453 or 453 |
Сигнализация мягкого отключения (α Pulsecoder) |
|
SV0601 or 601 |
Инвертор: вентилятор охлаждения радиатора остановился |
|
SV0603 or 603 |
Инвертор: Аварийный сигнал IPM (OH) |
Fanuc Servo Amplifier 400 Коды аварийных сигналов
| Код ошибки | Сообщение | Описание |
|---|---|---|
|
400 |
SERVO ALARM: n–TH AXIS OVERLOAD |
Сигнал перегрузки оси n (оси 1–8) включен. Подробную информацию см. на диагностическом дисплее № 201, 720 или 721. |
|
401 |
SERVO ALARM: n–TH AXIS VRDY OFF |
Сработал сигнал ГОТОВНОСТИ (DRDY) сервоусилителя n-й оси (оси 1–8). |
|
402 |
SERVO ALARM 3, 4TH AXIS OVERLOAD |
3-осевой, 4-осевой сигнал перегрузки включен. Подробную информацию см. на диагностическом дисплее 722 или 723. |
|
404 |
SERVO ALARM: n–TH AXIS VRDY ON |
Несмотря на то, что сигнал ГОТОВНОСТИ (MCON) оси n (оси 1–8) был отключен, сигнал ГОТОВНОСТИ сервоусилителя (DRDY) все еще включен. Или, когда питание было включено, DRDY включился, хотя MCON был выключен. Убедитесь, что интерфейсный модуль сервопривода и сервоусилитель подключены. |
|
405 |
SERVO ALARM: (ZERO POINT RETURN FAULT) |
Ошибка системы управления положением. Из-за ошибки ЧПУ или сервосистемы при возврате в референтную позицию существует вероятность того, что возврат в референтную позицию не может быть выполнен правильно. Повторите попытку из ручного возврата в референтную позицию. |
|
407 |
SERVO ALARM: EXCESS ERROR |
Разница в отклонении положения синхронной оси превысила установленное значение. |
|
409 |
SERVO ALARM: n AXIS TORQUE ALM |
Обнаружена аномальная нагрузка серводвигателя. Кроме того, в режиме Cs была обнаружена аномальная нагрузка на двигатель шпинделя. |
|
410 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
Значение отклонения положения при остановке n–й оси (оси 1–8) больше установленного значения. |
|
411 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
Значение отклонения положения при перемещении n–й оси (оси 1–8) больше заданного значения. |
|
413 |
SERVO ALARM: n–th AXIS – LSI OVERFLOW |
Содержимое регистра ошибок для n-й оси (оси 1–8) превышало 231 степень. Эта ошибка обычно возникает в результате неправильно заданных параметров. |
|
414 |
SERVO ALARM: n–TH AXIS – DETECTION RELATED ERROR |
Неисправность цифровой сервосистемы N–й оси (оси 1–8). Подробности см. в диагностическом дисплее № 200 и № 204. Также посмотрите на сервоусилитель для кода тревоги. |
|
415 |
SERVO ALARM: n–TH AXIS – EXCESS SHIFT |
Была предпринята попытка задать скорость выше 511875 ед/с по оси n–th (оси 1–8). Эта ошибка возникает в результате неправильно настроенного CMR. |
|
416 |
SERVO ALARM: n–TH AXIS – DISCONNECTION |
Неисправность системы определения положения импульсного шифратора n–й оси (оси 1–8) (сигнализация отключения). Подробности см. на дисплее диагностики № 201. |
|
417 |
SERVO ALARM: n–TH AXIS – PARAMETER INCORRECT |
Этот аварийный сигнал возникает, когда n–я ось (ось 1–8) находится в одном из состояний, перечисленных ниже. (Аварийный сигнал цифровой сервосистемы)
Если вы хотите использовать этот усилитель, сбросьте функциональный бит 2209#4 на 0. Если вы хотите использовать функцию предотвращения тревоги HC, используйте усилитель, который ее поддерживает. |
|
420 |
SERVO ALARM: n AXIS SYNC TORQUE (M series) |
При простом синхронном управлении разница между командами крутящего момента для ведущей и ведомой осей превысила значение, установленное в параметре № 2031. |
|
421 |
SERVO ALARM: n AXIS EXCESS ER (D) |
Разница между ошибками в полузамкнутом контуре и замкнутом контуре стала чрезмерной во время двойной обратной связи по положению. Проверьте значения коэффициентов преобразования двойной позиции в параметрах № 2078 и 2079. |
|
422 |
SERVO ALARM: n AXIS |
При управлении крутящим моментом управления осью PMC превышена заданная допустимая скорость. |
|
423 |
SERVO ALARM: n AXIS |
При управлении крутящим моментом управления осями PMC было превышено заданное параметром допустимое совокупное расстояние перемещения. |
|
430 |
n AXIS : SV. MOTOR OVERHEAT |
Произошел перегрев серводвигателя. |
|
431 |
n AXIS : CNV. OVERLOAD |
|
|
432 |
n AXIS : CNV. LOWVOLT CON. |
|
|
434 |
n AXIS : INV. LOWVOLT CONTROL |
SVM: Напряжение питания системы управления упало. |
|
435 |
n AXIS : INV. LOWVOLT DC LINK |
SVM: Напряжение в звене постоянного тока упало. |
|
436 |
n AXIS : SOFTTHERMAL (OVC) |
Программное обеспечение цифрового сервопривода обнаружило мягкое тепловое состояние (OVC). |
|
437 |
n AXIS : CNV. OVERCURRENT POWER |
PSM: Перегрузка по току во входную цепь. |
|
438 |
n AXIS : INV. ABNORMAL CURRENT |
|
|
439 |
n AXIS : CNV. OVERVOLT POWER |
|
|
440 |
n AXIS : CNV. EX DECELERATION POWER |
|
|
441 |
n AXIS : ABNORMAL CURRENT OFFSET |
Программное обеспечение цифрового сервопривода обнаружило неисправность в цепи обнаружения тока двигателя. |
|
442 |
n AXIS : CNV. CHARGE FAILURE |
|
|
443 |
n AXIS : CNV. COOLING FAN FAILURE |
|
|
444 |
n AXIS : INV. COOLING FAN FAILURE |
SVM: Отказ внутреннего вентилятора охлаждения. |
|
445 |
n AXIS : SOFT DISCONNECT ALARM |
Программное обеспечение цифрового сервопривода обнаружило обрыв провода в импульсном кодере. |
|
446 |
n AXIS : HARD DISCONNECT ALARM |
Обрыв провода во встроенном импульсном кодере был обнаружен аппаратно. |
|
447 |
n AXIS : HARD DISCONNECT (EXT) |
Обрыв провода в отдельном детекторе был обнаружен аппаратно. |
|
448 |
n AXIS : UNMATCHED FEEDBACK ALARM |
Знак данных обратной связи от встроенного импульсного кодера отличается от знака данных обратной связи от отдельного детектора. |
|
449 |
n AXIS : INV. IPM ALARM |
|
|
453 |
n AXIS : SPC SOFT DISCONNECT ALARM |
Программная сигнализация об отключении импульсного кодера α. Отключите питание ЧПУ, затем отсоедините и вставьте кабель импульсного кодера. Если этот аварийный сигнал появляется снова, замените импульсный шифратор. |
|
456 |
ILLEGAL CURRENT LOOP |
Текущие настройки цикла управления (параметр № 2004, бит 0 параметра № 2003 и бит 0 параметра № 2013) неверны. Возможные проблемы следующие.
|
|
457 |
ILLEGAL HI HRV (250US) |
Использование высокоскоростного HRV указано, хотя текущий цикл управления составляет 200 мкс. |
|
458 |
CURRENT LOOP ERROR |
Текущая настройка цикла управления не соответствует фактическому текущему циклу управления. |
|
459 |
HI HRV SETTING ERROR |
Из двух осей, имеющих соседние номера сервоосей (параметр № 1023), нечетные и четные номера, высокоскоростное управление HRV может выполняться для одной оси, а не для другой. |
|
460 |
n AXIS : FSSB DISCONNECT |
Связь с ФСБ внезапно прервалась. Возможные причины следующие:
|
|
461 |
n AXIS : ILLEGAL AMP INTERFACE |
Оси 2-х осевого усилителя были отнесены к интерфейсу быстрого типа. |
|
462 |
n AXIS : SEND CNC DATA FAILED |
Из-за ошибки связи FSSB ведомое устройство не могло получить правильные данные. |
|
463 |
n AXIS : SEND SLAVE DATA FAILED |
Из-за ошибки связи FSSB ведомое устройство не могло получить правильные данные. |
|
464 |
n AXIS : WRITE ID DATA FAILED |
Была предпринята попытка записать информацию об обслуживании на экране обслуживания усилителя, но она не удалась. |
|
465 |
n AXIS : READ ID DATA FAILED |
При включении питания исходная идентификационная информация усилителя не может быть считана. |
|
466 |
n AXIS : MOTOR/AMP COMBINATION |
Максимальный номинальный ток усилителя не соответствует номинальному току двигателя. |
|
467 |
n AXIS : ILLEGAL SETTING OF AXIS |
Функция сервопривода для следующего не была включена, когда ось, занимающая один DSP (соответствующий двум обычным осям), указана на экране настройки оси.
|
|
468 |
HI HRV SETTING ERROR(AMP) |
Использование высокоскоростной HRV указано для управляемой оси усилителя, которая не поддерживает высокоскоростную HRV. |
Для более длительной безаварийной работы промышленного оборудования должны соблюдаться все рекомендации, изложенные в инструкции по монтажу и настройке сервопривода.
Сервопривод Fanuc Alfa и Beta series, скачать инструкции по эксплуатации
Ниже вы можете скачать руководства по эксплуатации сервоприводов Fanuc Alfa и Beta series для практически всех серий, когда-либо выпущенных данным производителем.
Преимущество ремонта сервоприводов в нашем сервисном центре

- Предварительный осмотр на возможность восстановления бесплатный;
- Мы производим ремонт сервопривода Fanuc Alfa и Beta series в на компонентном уровне (экономия бюджета и времени)
- При ремонте ни каких конструктивных изменений не вносим;
- Ремонт блоков с применением оригинальных запасных частей (по возможности).
- Вы платите исключительно за результат — работающий сервопривод;
- Гарантия на ремонт сервопривода Fanuc Alfa и Beta series и запасные части, замененные в процессе ремонта 6 месяцев;
- Сроки ремонта варьируются от 5 до 15 рабочих дней;
За два десятилетия существования сервисного центра нашими специалистами были успешно проведены тысячи подобных ремонтов с каждым разом поднимая квалификацию наших инженеров.В случае выхода из строя промышленного сервопривода на вашем производстве либо появились проблемы с приводом, которые вы не можете решить самостоятельно, мы всегда рады вам помочь. Специалисты нашего сервисного центра в минимальные сроки проведут глубокую диагностику и последующий ремонт сервопривода Fanuc Alfa и Beta series в .
Схемы подключения серво привода Fanuc Alfa series
В некоторых случает может понадобится схема подключения сервоприводов, ниже мы показаны схемы сервопривода Fanuc Alfa series
|
Блок-схема подключения сервопривода Fanuc Alfa series SVMl-240,360 — вариант (А) |
Блок-схема подключения сервопривода Fanuc Alfa series SVMl-240,360 — вариант (В) |
|
|

|

Оставить заявку на ремонт сервопривода Fanuc Alfa и Beta series
У вас есть проблемы с приводом? Вам нужен срочный ремонт, сброс ошибок или программирование и настройка? Оставьте заявку на ремонт сервопривода Fanuc Alfa и Beta series в воспользовавшись одноименной кнопкой на сайте либо обратитесь к нашим менеджерам. Связаться с ними можно несколькими способами:

- Заказав обратный звонок (кнопка в правом нижнем углу сайта)
- Посредством чата (кнопка расположена с левой стороны сайта)
- Позвонив по номеру телефона:
- +7(8482) 79-78-54;
- +7(8482) 55-96-39;
- +7(917) 121-53-01
- Написав на электронную почту: 89171215301@mail.ru
- В начало статьи
Вот далеко не полный список производителей промышленного оборудования, ремонт которого производит наша компания.
Below is a list of FANUC servo amplifier alarms and faults with a short description briefly describing the source of each error code. Some point to the source of the problem itself, others point to the problem and do not identify the failing/malfunctioning component.
Servo Amplifiers We Service
- FANUC Alpha, Alpha i series & Alpha is series
- FANUC AC Digital and Analog
- FANUC AC Serial Interface
- FANUC AC Series i & S
Tri Star CNC Services can provide you with more information on the meaning of your alarms. We will provide a fault diagnosis and a dependable 1-year warranty if you require FANUC servo amplifier repairs — or a new FANUC servo amplifier module or FANUC DC servo unit.
| Alarm Code | Description |
|---|---|
|
-(dash) |
Amplifier is not ready |
|
Blinking «-« |
(a) Disconnect the feedback cable (JF*) from the Servo Amplifier, and then switch on the power. (b) Disconnect the feedback cable (JF*) from the Pulsecoder, and then switch on the power. (Keep |
|
0 |
Amplifier is ready (normal operating state) |
|
01, 1 |
DC voltage of the main circuit power supply is abnormally high. Internal cooling circuit faulty Overcurrent flowed into the input of the main circuit. Input supply voltage imbalance, IGBT defective. (PSM-15 to PSM-55) The battery voltage of the absolute pulse coder is low. (warning) The main circuit power module (IPM) has detected an overload, overcurrent, or control supply voltage decrease, overcurrent, or control supply voltage decrease. Internal cooling circuit failure, Overload, Input supply voltage imbalance, IPM failure, or control supply voltage decrease of the power module. |
|
02, 2 |
Internal cooling circuit faulty. Inverter: control power supply undervoltage The battery voltage of the absolute pulse coder is low. |
|
2 (dot) |
+5 VDC of the control circuit power supply is abnormally low. |
|
03, 3 |
DC voltage of the main circuit power supply is abnormally low or the circuit breaker is tripped. The motor has overheated (OHAL). The temperature of the heat sink has risen. |
|
04, 4 |
DC voltage (DC link) has dropped Regenerative discharge energy is too high. Servo motor has overheated (estimated value). |
|
05, 5 |
Average regenerative discharge energy is too high (too frequent acceleration/deceleration) Inverter: DC link undervoltage The input power supply is abnormal (open phase) or the main circuit capacitor was not recharged within the specified time. |
|
5, S |
A communication error for the serial pulse coder was detected. |
|
5 (dot) |
Excessive regenerative discharge alarm. |
|
06, 6 |
Inverter: Overheat |
|
6 (dot) |
Inverter: Overheat |
|
07, 7 |
MCC is faulty. Relay contacts for the dynamic brake is faulty. The DC link voltage is abnormally high. |
|
08, 8 |
Abnormal current alarm (L axis) The offset of the current detection circuit of the main circuit DC link is excessive. The regenerative discharge unit is heated. |
|
8. (dot) |
Inverter: IPM alarm (L axis) |
|
09, 9 |
Abnormal current alarm (M axis) Reference position setting cannot be executed correctly. |
|
9. (dot) |
Inverter: IPM alarm (M axis) |
|
11 |
When the absolute pulse coder is used, the motor has not yet rotated through more than one turn after the first power–up. |
|
16 |
The main circuit power supply has an open phase. |
|
17 |
The DC link voltage is abnormally high. |
|
18 |
An error occurred in internal parameter data transfer processing. |
|
26 |
The frequency of the main circuit input power supply is abnormal. |
|
36 |
The input power supply of the main circuit has an imbalance. |
|
46 |
When the magnetic contactor is turned on, the phase sequence of the power supply cannot be determined. |
|
A |
A parameter has been specified incorrectly. Abnormal current alarm (N axis) External cooling circuit faulty. |
|
A. (dot) |
Inverter: IPM alarm (N axis) |
|
A0 |
ROM is faulty. |
|
A1 |
RAM is faulty |
|
A2 |
A software is not operating normally. |
|
b |
Abnormal current alarm (L axis) Abnormally high current in the L–and M–axis motors DC link current alarm (L axis) |
|
b. (dot) |
IPM alarm for L–and M–axis axes. |
|
BRK |
Breaker has tripped |
|
c |
An overcurrent alarm or IPM alarm DC link current alarm (M axis) |
|
C |
Faulty cooling circuit |
|
d |
Abnormal current alarm (N axis) DC link current alarm N axis) |
|
DC |
Discharge alarm |
|
DCAL |
The regenerative discharge circuit may be faulty |
|
E |
An error was detected in the RAM write/read test at power–up. The input power supply is abnormal (open phase). |
|
F |
External cooling circuit faulty |
|
H |
The temperature of the regenerative resistor has arisen abnormally. (PSMR) |
|
HCAL L/M |
High current flow the the main circuit of that axis has occurred |
|
HCL |
High current alarm L axis |
|
HCM |
High current alarm M axis |
|
HV |
High voltage alarm |
|
HVAL L/M |
DC voltage of the power curcuit for that axis is high |
|
J |
The regenerative discharge unit has overheated |
|
L |
FSSB communication error |
|
LV |
Low voltage alarm |
|
LVAL |
The circuit voltage is unusually low |
|
No LED |
200-V control power (CX1A) is not supplied. Alternatively, the 24-VDC power is short-circuited. |
|
OH |
Overheat alarm |
|
OVC L/M |
Current exceeding the preset value has continued longer than normal. |
|
P |
Communication error between amplifier and module DC link low voltage alarm |
|
TGLS L/M |
Feedback and velocity command mismatch |
|
U |
A parameter that requires power–down has been specified. FSSB communication error |
|
u |
A first to third reference position return cannot be executed because the reference position has not yet been established. |
|
Y |
DC link overvoltage alarm |
contact tri star cnc for repairs Back to Top
| Alarm Code | Message | Description |
|---|---|---|
|
400 |
SERVO ALARM: n–TH AXIS OVERLOAD |
The n–th axis (axis 1–8) overload signal is on. Refer to diagnostic display No. 201, 720 or 721 for details. |
|
401 |
SERVO ALARM: n–TH AXIS VRDY OFF |
The n–th axis (axis 1–8) servo amplifier READY signal (DRDY) went off. |
|
402 |
SERVO ALARM 3, 4TH AXIS OVERLOAD |
3-axis, 4-axis overload signal is on. Refer to diagnostic display 722 or 723 for details. |
|
404 |
SERVO ALARM: n–TH AXIS VRDY ON |
Even though the n–th axis (axis 1–8) READY signal (MCON) went off, the servo amplifier READY signal (DRDY) is still on. Or, when the power was turned on, DRDY went on even though MCON was off. Check that the servo interface module and servo amp are connected. |
|
405 |
SERVO ALARM: (ZERO POINT RETURN FAULT) |
Position control system fault. Due to an NC or servo system fault in the reference position return, there is the possibility that reference position return could not be executed correctly. Try again from the manual reference position return. |
|
407 |
SERVO ALARM: EXCESS ERROR |
The difference in synchronous axis position deviation exceeded the set value. |
|
409 |
SERVO ALARM: n AXIS TORQUE ALM |
Abnormal servo motor load has been detected. Alternatively, abnormal spindle motor load has been detected in Cs mode. |
|
410 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
The position deviation value when the n–th axis (axis 1–8) stops is larger than the set value. |
|
411 |
SERVO ALARM: n–TH AXIS – EXCESS ERROR |
The position deviation value when the n–th axis (axis 1–8) moves is larger than the set value. |
|
413 |
SERVO ALARM: n–th AXIS – LSI OVERFLOW |
The contents of the error register for the n–th axis (axis 1–8) exceeded 231 power. This error usually occurs as the result of an improperly set parameters. |
|
414 |
SERVO ALARM: n–TH AXIS – DETECTION RELATED ERROR |
N–th axis (axis 1–8) digital servo system fault. Refer to diagnosis display No. 200 and No.204 for details. Also look at the servo amlifier for alarm code. |
|
415 |
SERVO ALARM: n–TH AXIS – EXCESS SHIFT |
A speed higher than 511875 units/s was attempted to be set in the n–th axis (axis 1–8). This error occurs as the result of improperly set CMR. |
|
416 |
SERVO ALARM: n–TH AXIS – DISCONNECTION |
Position detection system fault in the n–th axis (axis 1–8) pulse coder (disconnection alarm). Refer to diagnosis display No. 201 for details. |
|
417 |
SERVO ALARM: n–TH AXIS – PARAMETER INCORRECT |
This alarm occurs when the n–th axis (axis 1–8) is in one of the conditions listed below. (Digital servo system alarm) 1) The value set in Parameter No. 2020 (motor form) is out of the specified limit. 2) A proper value (111 or –111) is not set in parameter No.2022 (motor revolution direction). 3) Illegal data (a value below 0, etc.) was set in parameter No. 2023 (number of speed feedback pulses per motor revolution). 4) Illegal data (a value below 0, etc.) was set in parameter No. 2024 (number of position feedback pulses per motor revolution). 5) Parameters No. 2084 and No. 2085 (flexible field gear rate) have not been set. 6) A value outside the limit of {1 to the number of control axes} or a non–continuous value (Parameter 1023 (servo axis number) contains a value out of the range from 1 to the number of axes, or an isolated value (for example, 4 not preceded by 3).was set in parameter No. 1023 (servo axisnumber). 7) The amplifier in use does not support the HC alarm avoidance function. If you want to use this amplifier, reset the function bit 2209#4 to 0. If you want to use the HC alarm avoidance function, use an amplifier that supports it. |
|
420 |
SERVO ALARM: n AXIS SYNC TORQUE (M series) |
During simple synchronous control, the difference between the torque commands for the master and slave axes exceeded the value set in parameter No. 2031. |
|
421 |
SERVO ALARM: n AXIS EXCESS ER (D) |
The difference between the errors in the semi–closed loop and closed loop has become excessive during dual position feedback. Check the values of the dual position conversion coefficients in parameters No. 2078 and 2079. |
|
422 |
SERVO ALARM: n AXIS |
In torque control of PMC axis control, a specified allowable speed has been exceeded. |
|
423 |
SERVO ALARM: n AXIS |
In torque control of PMC axis control, the parameter–set allowable cumulative travel distance has been exceeded. |
|
430 |
n AXIS : SV. MOTOR OVERHEAT |
A servo motor overheat occurred. |
|
431 |
n AXIS : CNV. OVERLOAD |
1) PSM: Overheat occurred. 2) β series SVU: Overheat occurred. |
|
432 |
n AXIS : CNV. LOWVOLT CON. |
1) PSM: The control power supply voltage has dropped. 2) PSMR: The control power supply voltage has dropped. 3) β series SVU: The control power supply voltage has dropped |
|
434 |
n AXIS : INV. LOWVOLT CONTROL |
SVM: The control power supply voltage has dropped. |
|
435 |
n AXIS : INV. LOWVOLT DC LINK |
SVM: The DC link voltage has dropped. |
|
436 |
n AXIS : SOFTTHERMAL (OVC) |
The digital servo software detected the soft thermal state (OVC). |
|
437 |
n AXIS : CNV. OVERCURRENT POWER |
PSM: Overcurrent flowed into the input circuit. |
|
438 |
n AXIS : INV. ABNORMAL CURRENT |
1) SVM: The motor current is too high. 2) α series SVU: The motor current is too high. 3) β series SVU: The motor current is too high. |
|
439 |
n AXIS : CNV. OVERVOLT POWER |
1) PSM: The DC link voltage is too high. 2) PSMR: The DC link voltage is too high. 3) α series SVU: The C link voltage is too high. 4) β series SVU: The link voltage is too high. |
|
440 |
n AXIS : CNV. EX DECELERATION POWER |
1) PSMR: The regenerative discharge amount is too large. 2) α series SVU: The regenerative discharge amount is too large. Alternatively, the regenerative discharge circuit is abnormal. |
|
441 |
n AXIS : ABNORMAL CURRENT OFFSET |
The digital servo software detected an abnormality in the motor currentdetection circuit. |
|
442 |
n AXIS : CNV. CHARGE FAILURE |
1) PSM: The spare discharge circuit of the DC link is abnormal. 2) PSMR: The spare discharge circuit of the DC link is abnormal. |
|
443 |
n AXIS : CNV. COOLING FAN FAILURE |
1) PSM: The internal cooling fan failed. 2) PSMR: The internal cooling fan failed. 3) β series SVU: The internal cooling fan failed. |
|
444 |
n AXIS : INV. COOLING FAN FAILURE |
SVM: The internal cooling fan failed. |
|
445 |
n AXIS : SOFT DISCONNECT ALARM |
The digital servo software detected a broken wire in the pulse coder. |
|
446 |
n AXIS : HARD DISCONNECT ALARM |
A broken wire in the built–in pulse coder was detected by hardware. |
|
447 |
n AXIS : HARD DISCONNECT (EXT) |
A broken wire in the separate detector was detected by hardware. |
|
448 |
n AXIS : UNMATCHED FEEDBACK ALARM |
The sign of feedback data from the built–in pulse coder differs from that of feedback data from the separate detector. |
|
449 |
n AXIS : INV. IPM ALARM |
1) SVM: IPM (intelligent power module) detected an alarm. 2) α series SVU: IPM (intelligent power module) detected an alarm. |
|
453 |
n AXIS : SPC SOFT DISCONNECT ALARM |
Software disconnection alarm of the α pulse coder. Turn off the power to the CNC, then remove and insert the pulse coder cable. If this alarm is issued again, replace the pulse coder. |
|
456 |
ILLEGAL CURRENT LOOP |
The current control cycle settings (parameter No. 2004, bit 0 of parameter No. 2003, and bit 0 of parameter No. 2013) are incorrect. Possible problems are as follows. – For the two axes whose servo axis numbers (settings of parameter No. 1023) are an odd number followed by an even number (a pair of axes 1 and 2 or axes 5 and 6, for example), a different current control cycle is set for each of the axes. – The requirements for slaves needed for the set current control cycle, including the number, type, and connection method of them, are not satisfied. |
|
457 |
ILLEGAL HI HRV (250US) |
Use of high–speed HRV is specified although the current control cycle is 200 μs. |
|
458 |
CURRENT LOOP ERROR |
The current control cycle setting does not match the actual current control cycle. |
|
459 |
HI HRV SETTING ERROR |
Of two axes having adjacent servo axis numbers (parameter No. 1023), odd number and even number, high–speed HRV control can be performed for one axis and not for the other. |
|
460 |
n AXIS : FSSB DISCONNECT |
FSSB communication was disconnected suddenly. The possible causes are as follows: 1) The FSSB communication cable was disconnected or broken. 2) The power to the amplifier was turned off suddenly. 3) A low–voltage alarm was issued by the amplifier. |
|
461 |
n AXIS : ILLEGAL AMP INTERFACE |
The axes of the 2–axis amplifier were assigned to the fast type interface. |
|
462 |
n AXIS : SEND CNC DATA FAILED |
Because of an FSSB communication error, a slave could not receive correct data. |
|
463 |
n AXIS : SEND SLAVE DATA FAILED |
Because of an FSSB communication error, a slave could not receive correct data. |
|
464 |
n AXIS : WRITE ID DATA FAILED |
An attempt was made to write maintenance information on the amplifier maintenance screen, but it failed. |
|
465 |
n AXIS : READ ID DATA FAILED |
At power–up, amplifier initial ID information could not be read. |
|
466 |
n AXIS : MOTOR/AMP COMBINATION |
The maximum current rating for the amplifier does not match that for the motor. |
|
467 |
n AXIS : ILLEGAL SETTING OF AXIS |
The servo function for the following has not been enabled when an axis occupying a single DSP (corresponding to two ordinary axes) is specified on the axis setting screen. 1. Learning control (bit 5 of parameter No. 2008 = 1) 2. High–speed current loop (bit 0 of parameter No. 2004 = 1) 3. High–speed interface axis (bit 4 of parameter No. 2005 = 1) |
|
468 |
HI HRV SETTING ERROR(AMP) |
Use of high–speed HRV is specified for a controlled axis of an amplifier which does not support high–speed HRV. |
contact tri star cnc for repairs Back to Top
| Alarm Code | Message | Description |
|---|---|---|
|
600 |
n AXIS: INV. DC LINK OVER CURRENT |
DC link current is too large. |
|
601 |
n AXIS: INV. RADIATOR FAN FAILURE |
The external dissipator cooling fan failed. |
|
602 |
n AXIS: INV. OVERHEAT |
The servo amplifier was overheated. |
|
603 |
n AXIS: INV. IPM ALARM(OH) |
The IPM (intelligent power module) detected an overheat alarm. |
|
604 |
n AXIS: AMP. COMMUNICATION ERROR |
Communication between the SVM and the PSM failed. |
|
605 |
n AXIS: CNV. EX. DISCHARGE POWER |
PSMR: Regenerative power is too large. |
|
606 |
n AXIS: CNV. RADIATOR FAN FAILURE |
PSM: The external dissipator cooling fan failed. PSMR: The external dissipator cooling fan failed. |
|
607 |
n AXIS: CNV. SINGLE PHASE FAILURE |
PSM: Input voltage is in the open–phase condition. PSMR: Input voltage is in the open–phase condition. |
contact tri star cnc for repairs Back to Top
| Alarm Code | Description |
|---|---|
|
SV0027 or 027 |
Invalid digital servo parameter setting |
|
SV0361 or 361 |
Pulsecoder phase error (built-in) |
|
SV0364 or 364 |
Soft phase alarm (built-in) |
|
SV0365 or 365 |
LED error (built-in) |
|
SV0366 or 366 |
Pulse error (built-in) |
|
SV0367 or 367 |
Count error (built-in) |
|
SV0368 or 368 |
Serial data error (built-in) |
|
SV0369 or 369 |
Data transfer error (built-in) |
|
SV0380 or 380 |
LED error (separate) |
|
SV0381 or 381 |
Pulsecoder phase error (separate) |
|
SV0382 or 382 |
Count error (separate) |
|
SV0383 or 383 |
Pulse error (separate) |
|
SV0384 or 384 |
Soft phase alarm (separate) |
|
SV0385 or 385 |
Serial data error (separate) |
|
SV0386 or 386 |
Data transfer error (separate) |
|
SV0387 or 387 |
Sensor error (separate) |
|
SV0417 or 417 |
Invalid parameter |
|
SV0421 or 421 |
Excessive semi-full error |
|
SV0430 or 430 |
Servo motor overheat |
|
SV0432 or 432 |
Converter: control power supply undervoltage |
|
SV0433 or 433 |
Converter: DC link undervoltage |
|
SV0436 or 436 |
Soft thermal (OVC) |
|
SV0438 or 438 |
Inverter: motor current alarm |
|
SV0439 or 439 |
Converter: DC link overvoltage |
|
SV0440 or 440 |
Converter: Excessive deceleration power |
|
SV0441 or 441 |
Current offset error |
|
SV0444 or 444 |
Inverter: internal cooling fan stopped or circuit failed |
|
SV0445 or 445 |
Soft disconnection alarm |
|
SV0447 or 447 |
Hard disconnection alarm (separate) |
|
SV0448 or 448 |
Feedback mismatch alarm |
|
SV0449 or 449 |
Inverter: IPM alarm |
|
SV0453 or 453 |
Soft disconnection alarm (α Pulsecoder) |
|
SV0601 or 601 |
Inverter: cooling fan stopped of the radiator |
|
SV0603 or 603 |
Inverter: IPM alarm (OH) |
contact tri star cnc for repairs Back to Top
| Status 1 Spindle Unit | Status 2 Spindle Unit | Description |
|---|---|---|
|
12 |
Not applicable |
IPM alarm |
|
19 |
Not applicable |
Excessive offset of the phase U current detection circuit |
|
20 |
Not applicable |
Excessive offset of the phase V current detection circuit |
|
21 |
Not applicable |
Position sensor polarity setting incorrect |
|
24 |
Not applicable |
Serial transfer data error |
|
27 |
Not applicable |
Position coder disconnected |
|
29 |
Not applicable |
Short-period overload |
|
30 |
Not applicable |
Overcurrent in the converter input circuit |
|
31 |
Not applicable |
Motor lock alarm |
|
32 |
Not applicable |
Serial communication LSI RAM error |
|
33 |
Not applicable |
Converter: DC link precharge failure |
|
34 |
Not applicable |
Parameter data out of the specifiable range |
|
35 |
Not applicable |
Gear ratio parameter error |
|
37 |
Not applicable |
Speed detector parameter error |
|
41 |
Not applicable |
Position coder one-rotation signal detection error |
|
42 |
Not applicable |
Position coder one-rotation signal not detected |
|
47 |
Not applicable |
Position coder signal error |
|
50 |
Not applicable |
Excessive speed command calculation value during spindle synchronization |
|
51 |
Not applicable |
Converter: DC link undervoltage |
|
52 |
Not applicable |
ITP signal error I |
|
53 |
Not applicable |
ITP signal error II |
|
54 |
Not applicable |
Current overload alarm |
|
58 |
Not applicable |
Converter: main circuit overload |
|
73 |
Not applicable |
Motor sensor disconnected |
|
75 |
Not applicable |
CRC test alarm |
|
79 |
Not applicable |
Abnormal initial test operation |
|
81 |
Not applicable |
Motor sensor one-rotation signal detection error |
|
82 |
Not applicable |
Motor sensor one-rotation signal not detected |
|
83 |
Not applicable |
Motor sensor signal error |
|
84 |
Not applicable |
Spindle sensor disconnected |
|
85 |
Not applicable |
Spindle sensor one-rotation signal detection error |
|
86 |
Not applicable |
Spindle sensor one-rotation signal not detected |
|
87 |
Not applicable |
Spindle sensor signal error |
|
b0 |
Not applicable |
Communication error between amplifier and module |
|
b1 |
Not applicable |
Converter: control power supply low voltage |
|
C0, C1, C2 |
Not applicable |
Communication data alarm |
|
4, 04 |
— (dash) |
Input power supply is abnormal (open phase) |
|
11 |
— (dash) |
DC voltage at the DC link is abnormally high |
|
30 |
— (dash) |
The main circuit power module (IPM) has detected an abnormal condition. |
|
33 |
— (dash) |
The main circuit capacitor was not recharged within the specified time |
|
51 |
— (dash) |
In the main circuit, the DC voltage (DC link) has dropped. |
|
58 |
— (dash) |
Temperature of the main circuit heat sink has risen abnormally |
|
59 |
— (dash) |
Internal cooling circuit faulty |
|
b1 |
— (dash) |
Power supply voltage decrease |
contact tri star cnc for repairs Back to Top