
Всем привет
Kemppi MinarcTIG Evo 200 сгорел iGBT модуль, ошибка Е6.
Поменял модуль, осциллограммы нормальные. Включаю, запускается ШИМ, на выходе на холостом 90 вольт и после 2 секунд радости, шим отключается, на дисплее показывает ошибку Е6.
Выяснил, что ошибка Е6 появляется, тогда, когда шим запускается, и управа 2 секунды не видит обратной связи с выхода сварки, тогда процессор вырубает шим.
Этим убедился просто — с раздельного блока питания на управу на сигнал U2+ подал 2-3 вольта, и вуаля, шим работает, ошибок нет. Если на U2+ уменьшаю ниже вольта, шим отключается.
Вывод кажется ясен: управа не видит обратной связи с выхода сварки. Если на входе 90В, на управе U2+ полный ноль. Так не должно быть.
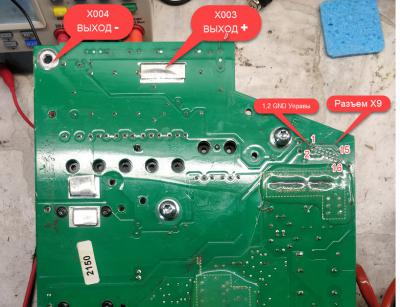
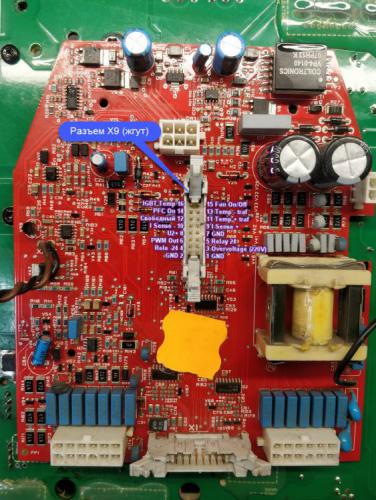
Положительная обратная связь на управу организована просто: с выхода сварки плюс идёт на прямую на управу (сигнал U2+). А вот куда и как идёт минус с выхода сварки на управу, никак не могу найти: он не имеет ни какой общей связи с минусом управой ни через резисторы, диоды, ни через оптрон и т.т.
И вот основной вопрос: может кто ни будь имеет под рукой плату и может померить между минусом выхода сварки (Х004) и минусом управы (Разъем Х9, 1 или 2 вывод GND). Или же может кто ни будь знает, как организована обратная связь с минуса выхода сварки на минус управы?


Силовой источник 1…..50
Логика MIG 51…..100
Доступ Кривой 101…..130
Интерфейс Робота 131…..150
MIG/TIG Устройство 151…..200
Интерфейс пользавателя 201…..250
Другие 0…..999
Err 2: Силовой источник под напряжением (новый пуск)
Err 3: Силовое исходное перенапряжение (новый пуск)
Err 4: Силовой источник перегрет.
Err 5: Водяная тревога устройства.
Err 11: Два устройства имеют тот же адрес на системной шине.
Err 12: Ошибка данных на связи (2)
Err 13: *Цензура* неправильного семейства FastMIG связанного.
Err 14: Проблема связи Данных между силовым источником и вспомогательным устройством.
Err 15: Силовая исходная программа / обновление метода проблемы.
Err 21: Силовая исходная управляющая карта +5 aux V. Напряжение слишком низкий уровень.
Err 22: Силовая исходная управляющая карта +15 aux V. Напряжение слишком низкий уровень.
Err 23: Временно силовое исходное перенапряжение.
Err 31: Силовая исходная ошибка калибровки. Сваривать только возможно со значением по умолчанию.
Err 54: Нет связи с источником питания. Возможно неисправный кабель/разъем..
Err 55: Сварка запрещена(конфигурация / системной шине резервирована)
Err 61: Нет связи с водоохладителем..
Err 153: Перегрев холодной жидкости сварочного рукава.
Err 154: Двигатель подачи проволоки перегружен выше предела.
Возможно засорена спираль или сильний изгиб сварочного рукава.
Err 155: Перегрузка двигателя подачи проволоки. Движение (ток) двигателя слишком близкое к пределу.
Err 161: Предупреждение перегрева устройства проволочной подачи.
Err 162: Перегрузка двигателя подачи проволоки.
Err 171: Конфигурация оборудования не может обнаружится.
Err 172: Поставлен неправильный код конфигурации.
Err 173: Действие не активизировано кодом конфигурации права
Err 184: Неисправен управляющий кабель.
Err 185: Машинная программная ошибка коррекции. Неправильная программа или обновить коррекцию.
Err 201: Использование сварочного рукава PMT-предохраненного.
Err 221: Ошибка данных панели (1)
Err 222: Ошибка данных панели (2)
Err 223: Ошибка данных панели (3)
Err 224: Ошибка данных панели (4)
Err 225: Запрограммируйте обновление проблемы.
Err 241: Ошыбка памяти EEPROM
Err 251: Ошибка связи данных DLI (другое устройство в шине использует то же код=конфигурацию)
Err 251: Ошибка (2) данных DLI
Err 254: Ошибка связи данных DLI ( плохой разъем или кабель)
Err 255: Ошибка связи данных DLI
(программная проблема коррекции, может быть неправильная программная версия и т.п.).
Err 999: Неопознанная ошибка (система послала сообщение ошибки не идентифицированное панелью)
Источник: https://krb1-elektrik.narod.ru
EN
16
t
-9…0
0
Electrode ignition pulse
(-9 = No pulse / 0 = Max pulse)
U
1/0
0
Disable automatic remote control recognition.
0 = Enable automatic recognition, 1 = Disable
automatic recognition.
*) Happens when exiting SETUP mode and value is 1.
4.
errOr CODes
The machine always checks its operation automatically during start-up and
reports any failures detected. If failures are detected during start-up, they
are shown as error codes on the control panel display.
e 2: power source undervoltage
The device has stopped because it has detected a mains undervoltage that
disturbs welding. Check the quality of the supply network.
e 3: power source overvoltage
The machine has stopped the welding because it has detected momentary
voltage spikes or continuous overvoltage dangerous to the machine in the
electric network. Check the quality of the supply network.
e 4: power source overheating
The power source has overheated. The cause may be one of the following:
• The power source has been used for a long time at maximum power.
• The circulation of cooling air to the power source is blocked.
• The cooling system has experienced a failure.
Remove any obstacle to air circulation, and wait until the power source fan
has cooled down the machine.
Other error codes:
The machine can show codes not listed here. In the event of an unlisted
code appearing, contact an authorised Kemppi service agent and report the
error code shown.
16
MinarcTig 180, 180MLP, 250, 250 MLP
5.
The machine always checks its operation automatically during start-up and reports any failures
detected. If failures are detected during start-up, they are shown as error codes on the control
panel display.
Error 4: Power source overheating
The power source has overheated. The cause may be one of the following:
• The power source has been used for a long time at maximum power.
• The circulation of cooling air to the power source is blocked.
• The cooling system has experienced a failure.
Remove any obstacle to air circulation, and wait until the power source fan has cooled down the
machine.
Other error codes:
The machine can show codes not listed here. In the event of an unlisted code appearing, contact
an authorised Kemppi service agent and report the error code shown.
5.1
Troubleshooting
Problem
Panel display does not light.
Poor welding results.
Overheating indicator is illuminated. Normally, this indicates that the device has reached its maximum designed operating
If the machine’s malfunction is not eliminated with the above measures, contact Kemppi service.
© Kemppi Oy / 1422
Cause
• Check parent power supply is functioning
• Check parent power supply is connected
• Check parent power supply cable connectors are correct and secure.
Several factors affect the welding quality.
• Ensure that the parent power source is set to full power and that the voltage exceeds
the minimum supply voltage level of 40 volts. (Inadequate supply voltage will result
in an unstable power delivery or poor ignition).
• Ensure that the welding current selected is adequate for the selected electrode type
and size.
• Ensure the cable connections are correct and secure.
• Ensure the process selection is correct.
• Check that the earth return clamp connection area is clean and that the cable and
clamp are not damaged.
• For TIG welding, check that the shielding gas flow is switched on and set correctly.
Poor ignition and arc quality in TIG welding may be a result of a poorly prepared
tungsten electrode. Always maintain and grind a point on the TIG torch electrode tip
before welding.
temperature. The thermostat has become active, switching the welding power off.
Allow the unit to cool and the machine will soon automatically reset and allow
welding to re-start.
• Ensure that cooling air has unrestricted flow.
• If the machine’s duty cycle has been exceeded, wait for indicator to turn off.
In certain circumstances, this light may also indicate irregularity in the supply voltage.
Too low or high supply voltage.
EN
13
s237, Как это ни одной осцилки. Посмотрите еще раз мои посты №№ #6926495,#6926934,#6928607,#6929046,#6929711,#6940150, Вы их просто похоже игнорируете. Методы замеров на них видны, установки времени, напряжения, и тип входа в верхней строке в нижней результаты замеров тоже есть. Какие еще вам картинки и цифры нужны? Еще скажите что это вообще фотошоп? И еще раз повторяю, что эти методы придумал не я! Ссылку на источник и автора дал выше. У него далеко . А то, что вы эти методы не знаете и не используете, то это не значит что они кривые и недостоверные. От вас лично Сергей, по моей проблеме на последних трех страницах ни одного поста по делу не было . Только одни вопросы, критика и беспредельный снобизм типа:
«Очередной мастер.
Кого Вы здесь пытаетесь научить? Попросили, Вам ответили, еще вопрос — еще ответ.»(#6926620)
«Вот теперь все понятно. Вам к мастеру надо.
Всякие уже видел измерения у всяких людей. Такое измерение слышу, да и вижу, наверное, впервые….»(Пост №#6926828)
«У меня есть решение вашей проблемы, но я пока не пойму — Вы этой помощи хотите, или сами будете ремонтить дальше.»(#6926611)
«В вашей схеме ошибка.
ТТ не может быть включен в цепь емкостей. Принципиально. Вы видели как включен ТТ в полумосте…. «(#6926979)
«Знаю я проблему с вашим аппаратом. Скажите «да», сможем начать.»(#6926620)
Или вот еще очередной «интересный» вопрос знатока.. :
…»Так от какой обмотки питается ШИМ напряжением 9,5В?
Смущает меня такое питание 9,5В. Очень смущает.
Такого питания могло, а точнее, то может быть недостаточно для правильного открытия (закрытия) силовых ключей….»(#6929162)
Позвольте Уважаемый, задать вопрос Вам: Как может зависеть напряжение питание ШИМ и напряжение открытие затворов если между ними стоит оптика, которая обычно , а точнее всегда питается от отдельного источника, в данном СА 15В?!
Тут(#6929162) же есть Ваше рассуждение по вопросу питании ШИМ и управы: ..»Сварочный трансформатор, который на сварочные клемы дает напряжение, там может быть дополнительная обмотка» .(#6929162). Такое возможно в полуавтомате, где обязательна протяжка проволоки,клапан подачи СО и управа?
Извините, опять забыл, что здесь только одно правильное мнение- это Ваше, и только Вам позволено задавать вопросы и высказываться. Хотел написать В ЛС но что-то не нашел тут такой функции .
vlbudkin , « Вы случайно не втюхали такую цепочку в свой аппарат- это объяснило б непонятный выход транзисторов«
Конечно нет. Поэтому и спросил тут #6940155 т.к. тоже думал что 7,5В положительной полу волны будет мало. Все было штатное при последнем бахе , только супрессоры на затворы повесил.
«Насчет просмотра деттайма между выходами шима с вами не спорили — просто говорили что это не очень корректно,тк важно поглядеть индентичность сигналов на каждом выходе.»
[На этой картинке ] как раз верхняя полуволна сигал на одном, а нижняя сигнал на другом выходе Шим, а при исправных драйверах и на затворах они совершенно одинаковы должны быть. . Или я опять не прав ?()
EN
16
t
-9…0
0
Electrode ignition pulse
(-9 = No pulse / 0 = Max pulse)
U
1/0
0
Disable automatic remote control recognition.
0 = Enable automatic recognition, 1 = Disable
automatic recognition.
*) Happens when exiting SETUP mode and value is 1.
4.
errOr CODes
The machine always checks its operation automatically during start-up and
reports any failures detected. If failures are detected during start-up, they
are shown as error codes on the control panel display.
e 2: power source undervoltage
The device has stopped because it has detected a mains undervoltage that
disturbs welding. Check the quality of the supply network.
e 3: power source overvoltage
The machine has stopped the welding because it has detected momentary
voltage spikes or continuous overvoltage dangerous to the machine in the
electric network. Check the quality of the supply network.
e 4: power source overheating
The power source has overheated. The cause may be one of the following:
• The power source has been used for a long time at maximum power.
• The circulation of cooling air to the power source is blocked.
• The cooling system has experienced a failure.
Remove any obstacle to air circulation, and wait until the power source fan
has cooled down the machine.
Other error codes:
The machine can show codes not listed here. In the event of an unlisted
code appearing, contact an authorised Kemppi service agent and report the
error code shown.
16
MinarcTig 180, 180MLP, 250, 250 MLP
Всем привет
Kemppi MinarcTIG Evo 200 сгорел iGBT модуль, ошибка Е6.
Поменял модуль, осциллограммы нормальные. Включаю, запускается ШИМ, на выходе на холостом 90 вольт и после 2 секунд радости, шим отключается, на дисплее показывает ошибку Е6.
Выяснил, что ошибка Е6 появляется, тогда, когда шим запускается, и управа 2 секунды не видит обратной связи с выхода сварки, тогда процессор вырубает шим.
Этим убедился просто — с раздельного блока питания на управу на сигнал U2+ подал 2-3 вольта, и вуаля, шим работает, ошибок нет. Если на U2+ уменьшаю ниже вольта, шим отключается.
Вывод кажется ясен: управа не видит обратной связи с выхода сварки. Если на входе 90В, на управе U2+ полный ноль. Так не должно быть.
Положительная обратная связь на управу организована просто: с выхода сварки плюс идёт на прямую на управу (сигнал U2+). А вот куда и как идёт минус с выхода сварки на управу, никак не могу найти: он не имеет ни какой общей связи с минусом управой ни через резисторы, диоды, ни через оптрон и т.т.
И вот основной вопрос: может кто ни будь имеет под рукой плату и может померить между минусом выхода сварки (Х004) и минусом управы (Разъем Х9, 1 или 2 вывод GND). Или же может кто ни будь знает, как организована обратная связь с минуса выхода сварки на минус управы?
- 5 Апр 2017
марка этого блока известна? замену надо подбирать исходя из его характеристик
Добавлено 05-04-2017 10:48
если просто навскидку, исходя из тока, два нормальных транзистора на ключ.
Добавлено 05-04-2017 10:51
Шрек сказал(а):
судя по IGBT_1.jpg 76,46 КБ это КОСОЙ. там один блок стоял?
Добавлено 05-04-2017 11:00
Шрек сказал(а):
решил собрать из обычных транзисторов закрепив из на родном радиаторе через прокладки.
с учетом этого может и 3 штуки на ключ потребоваться. В любом случае надо будет мерить Т ключей при полной нагрузке. Есть балласт?
Service manual MinarcTig Evo 200
3.4.6. Error codes
Error code
Explanation
E.2
Supply voltage is too low
E.3
Supply voltage is too high
E.4
Main transformer overheated
E.6
Secondary voltage too high (safety limit 113 V)
E.13
Panel card and control card versions do not match. One of them is AU version and
another one non-AU version.
E.40
IGBT NTC overheated
14
Kemppi Oy
Version 1.1.5.
29.9.2015