
В этой статье я покажу на примере как ремонтировать сварочный инвертор аргонодуговой сварки. Расскажу почему не стоит ремонтировать такие аппараты самостоятельно и желательно не сдавать в ремонт гаражным мастерам. Будем ремонтировать сварочный инвертор НЕОН ВД-201 АД 2011 года выпуска. Хочется отметить, что аппарат уже ремонтировался «горе мастерами», поэтому некоторые неисправности пришлось устранять по вине этих неквалифицированных специалистов.
По внешнему виду этого сварочного аппарата видно, что им попользовались на славу. Умельцы приварили к корпусу самодельные ножки, сделанные из кусочков металлического профиля. Задача ножек — это изоляция корпуса от поверхности на которой он стоит, поэтому, если вы решили самостоятельно изготовить ножки, то рекомендуем в качестве материала использовать диэлектрик.
Диагностика неисправностей
После снятия крышки сразу видно, что не хватает одного болта крепления радиаторов к силовым транзисторам и обратным диодам. Запрещено в таком виде эксплуатировать сварочный аппарат — есть вероятность, что транзистор плохо прижимается к радиатору, будет перекос, что приведет к его перегреву и быстрому выходу из строя.
После визуального осмотра пытаемся запустить аппарат от источника тока. Инвертор не запустился.

Откручиваем и снимаем плату CC-TIG и сразу становится понятно, что плату силового преобразователя уже ремонтировали. Видны следы небрежной пайки, отсутствие на контактных площадках защитного компаунда (виксинта).
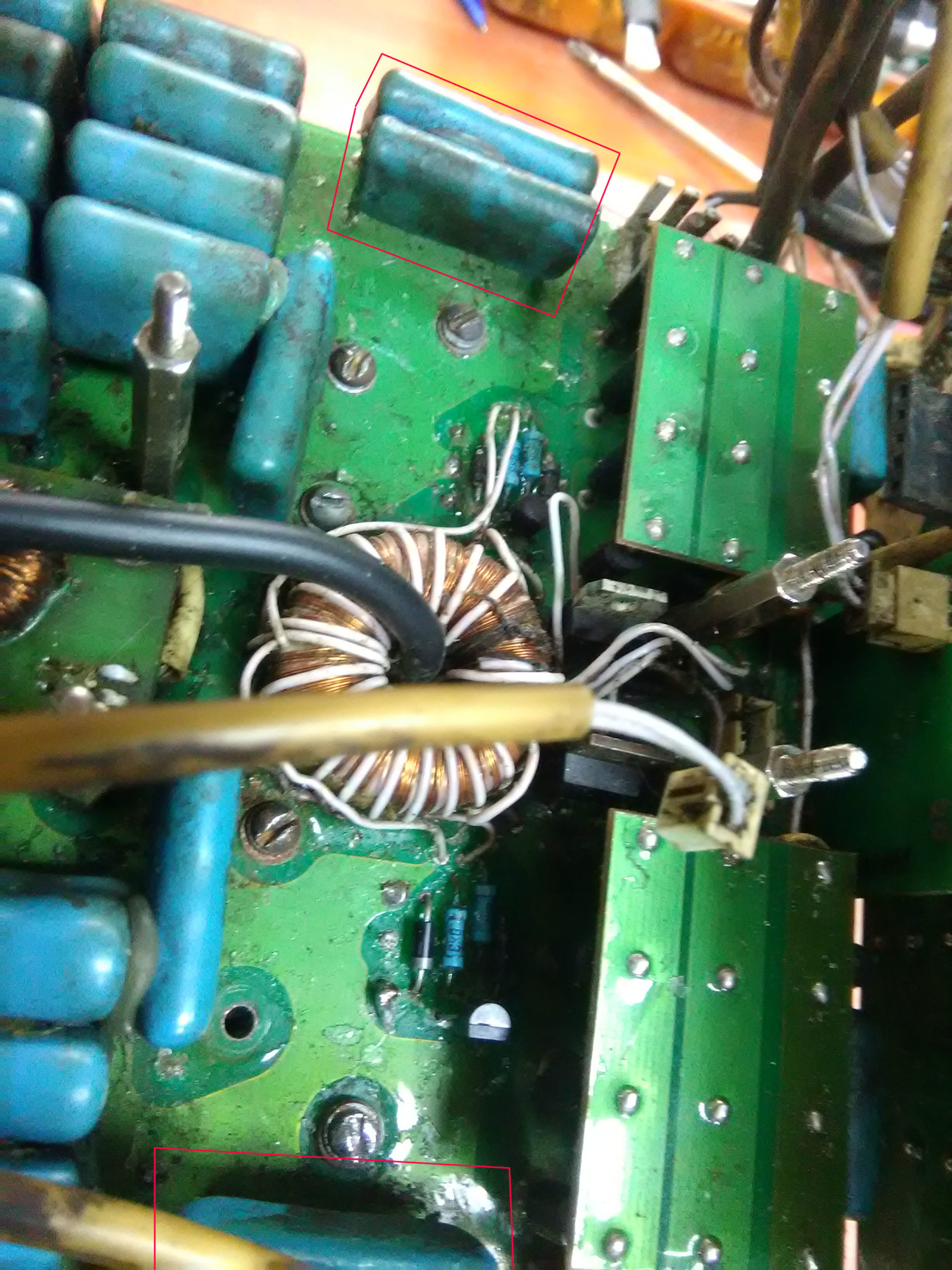
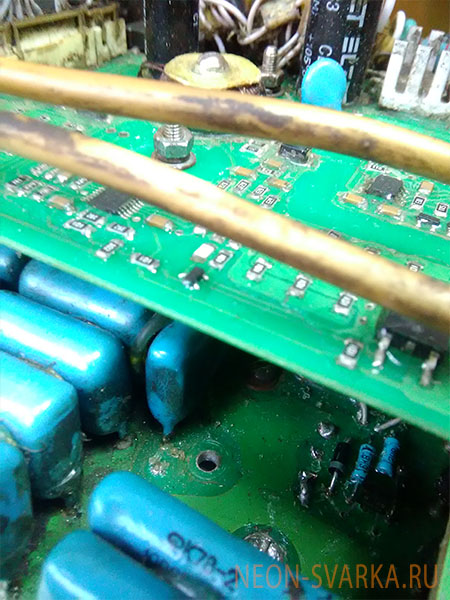
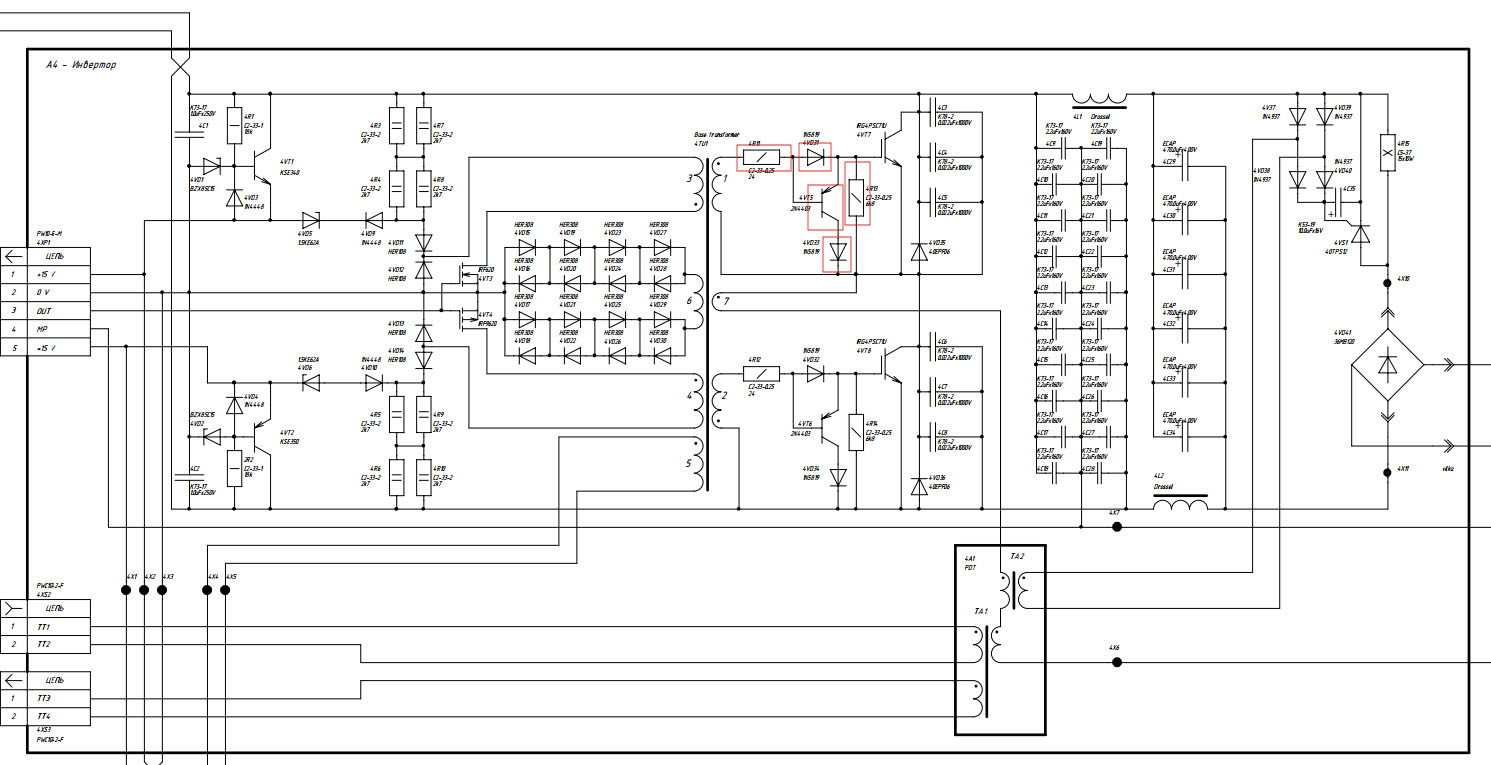
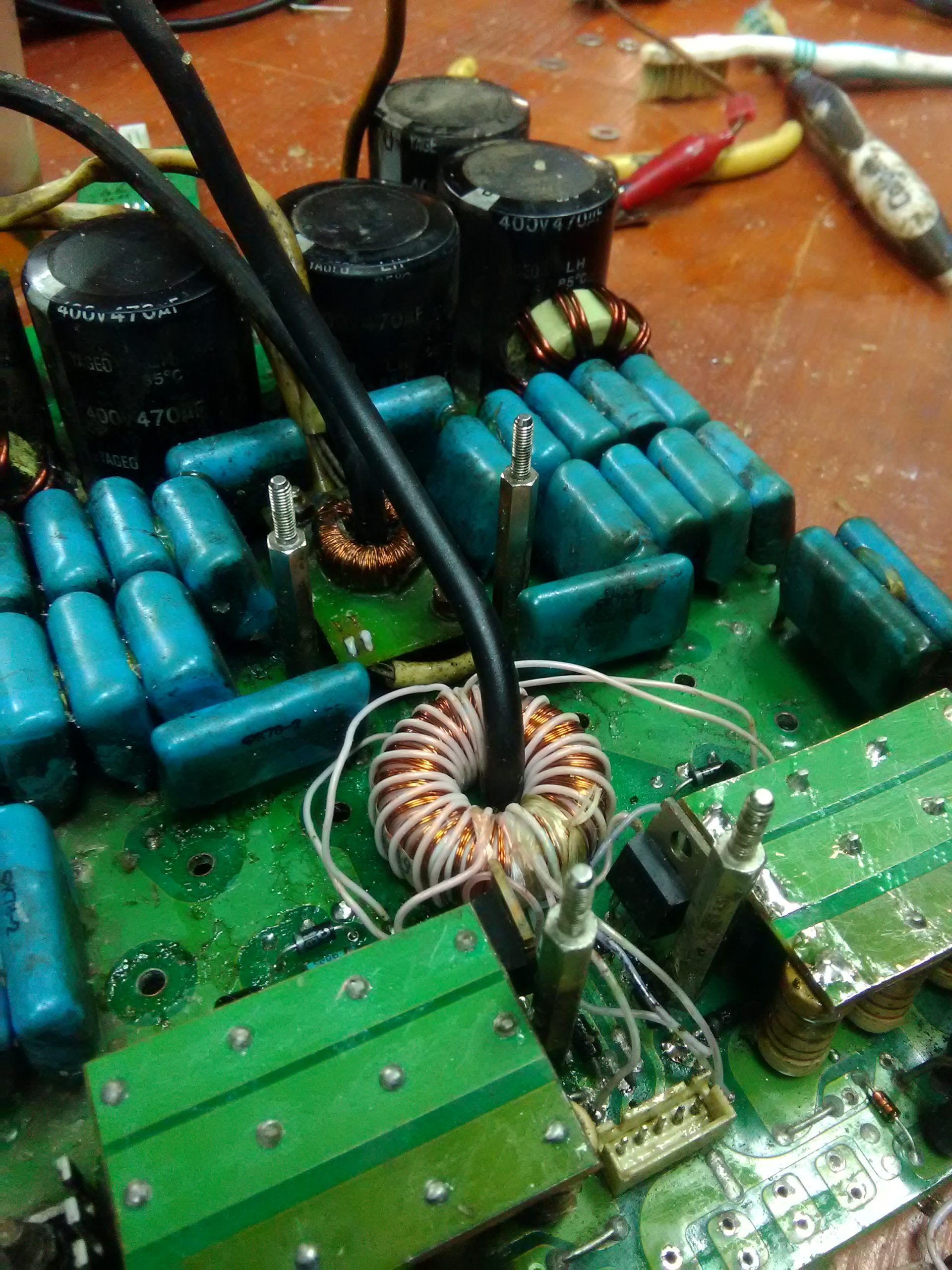
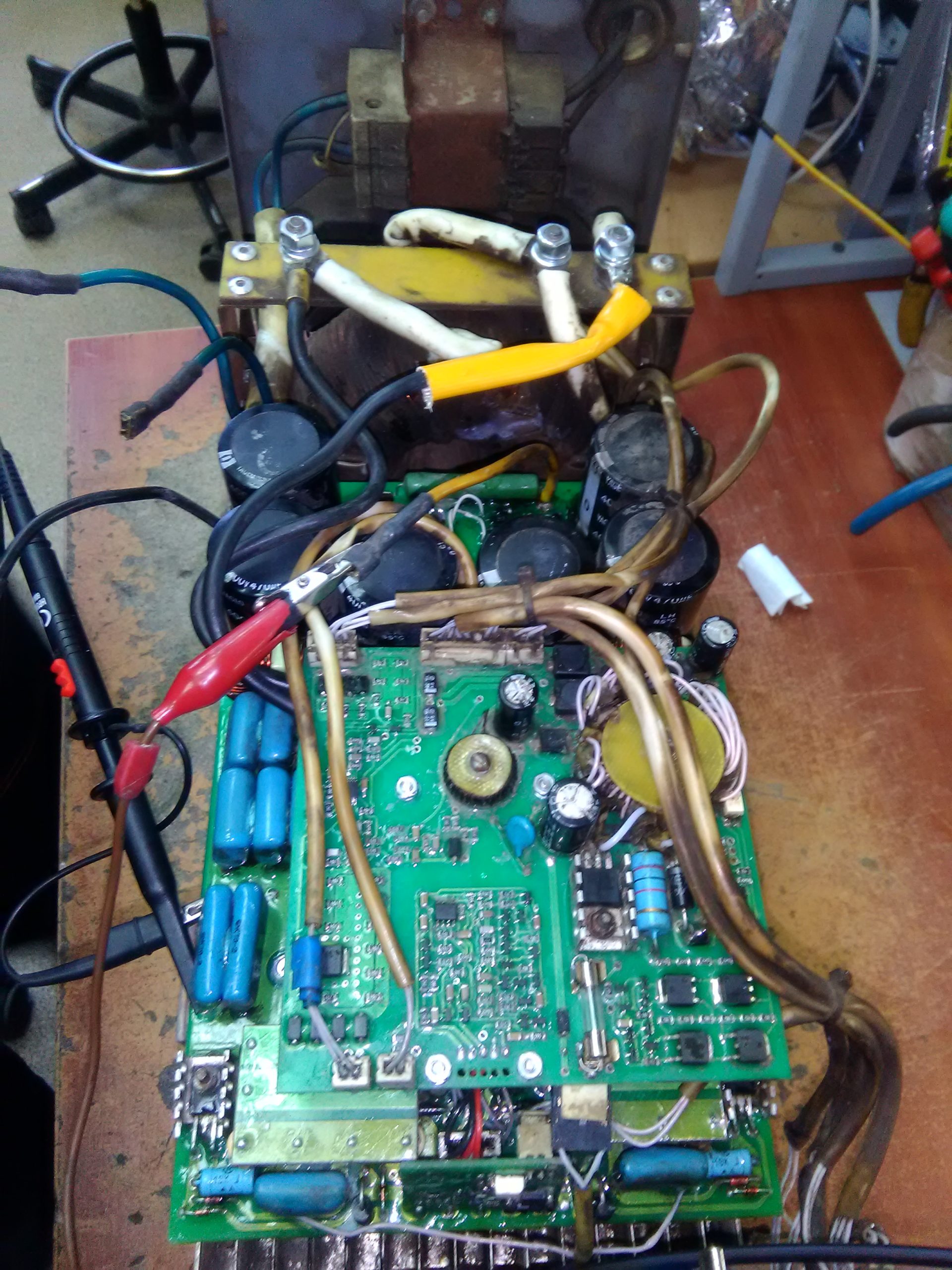
Для быстрой диагностики силовых транзисторов IGBT тестером в режиме прозвонки прикладываемся к формообразующей емкости (показаны красным на рисунке). Эти конденсаторы нужны для формирования фронта и среза для плавной коммутации транзисторов, т.к емкость расположена параллельно коллектору и эмиттеру в одну сторону на исправном транзисторе будет заряд электролитических конденсаторов, а в другую сторону — падение напряжения коллектор — эмиттер, примерно 0,4 Вольта. В случае если силовой переход транзистор разорван так проверить не получится.
Снимаем плату силового преобразователя и смотрим дальше.
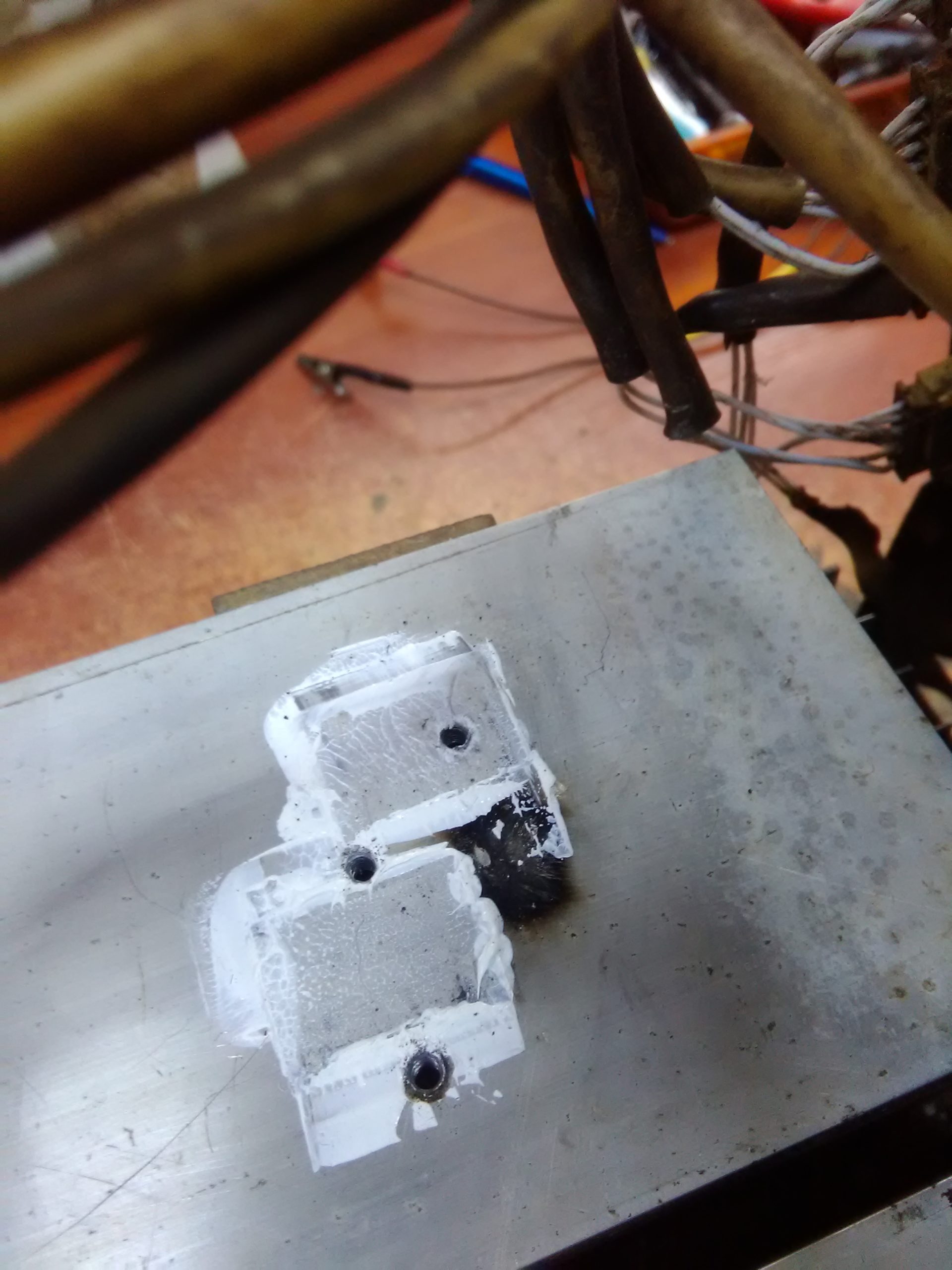
На радиаторе охлаждения видим следы замыкания, можно сделать вывод, что транзисторы вышли из строя — сгорели. Транзисторы были припаяны безобразно. Наляпан припой таким образом, что заусенцы торчат и прижимаются вплотную к радиатору. Это быстро вызвало замыкание. Силовая техника не терпит такого. Цена ошибки ощутимо бьёт по карману владельца сварочного аппарата при ремонте.
Как правило с силовыми транзисторами сгорает и их обвязка — драйверные каскады. В них входят резисторы c2-33-0,25 номиналом 24 Oм, диоды 1n5819, транзистор 2n4403. Быстро можно проверить драйверный каскад через резистор 24 ОМ, если резистор жив, то и весь каскад наверняка исправен. Так же проверяем диод через резистор 6,8 Ком, в одну сторону с сопротивление должно быть около 2,8 КОм, в обратном 6,8 КОм. Так как аппарат уже ремонтировался неизвестно кем, меняем драйверные каскады.
Процесс ремонта
Выпаиваем силовые транзисторы и драйверную обвязку. Прочищаем контактные площадки от грязи, моем плату, подготавливаем отверстия под элементы.
При пайке драйверов оказалось, что один из резисторов на 24 Ом был просто разорван. Хотя визуально было незаметно.

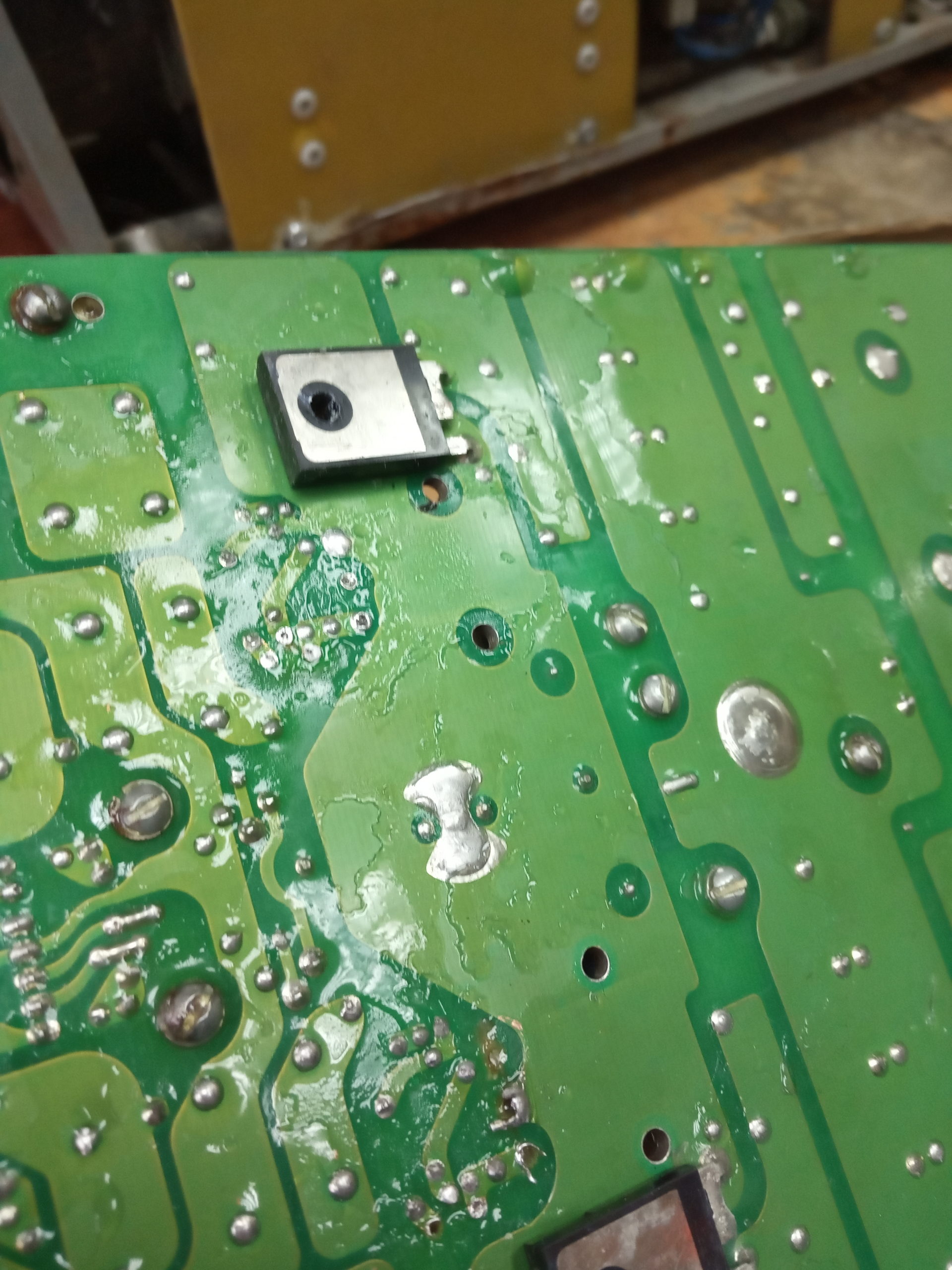
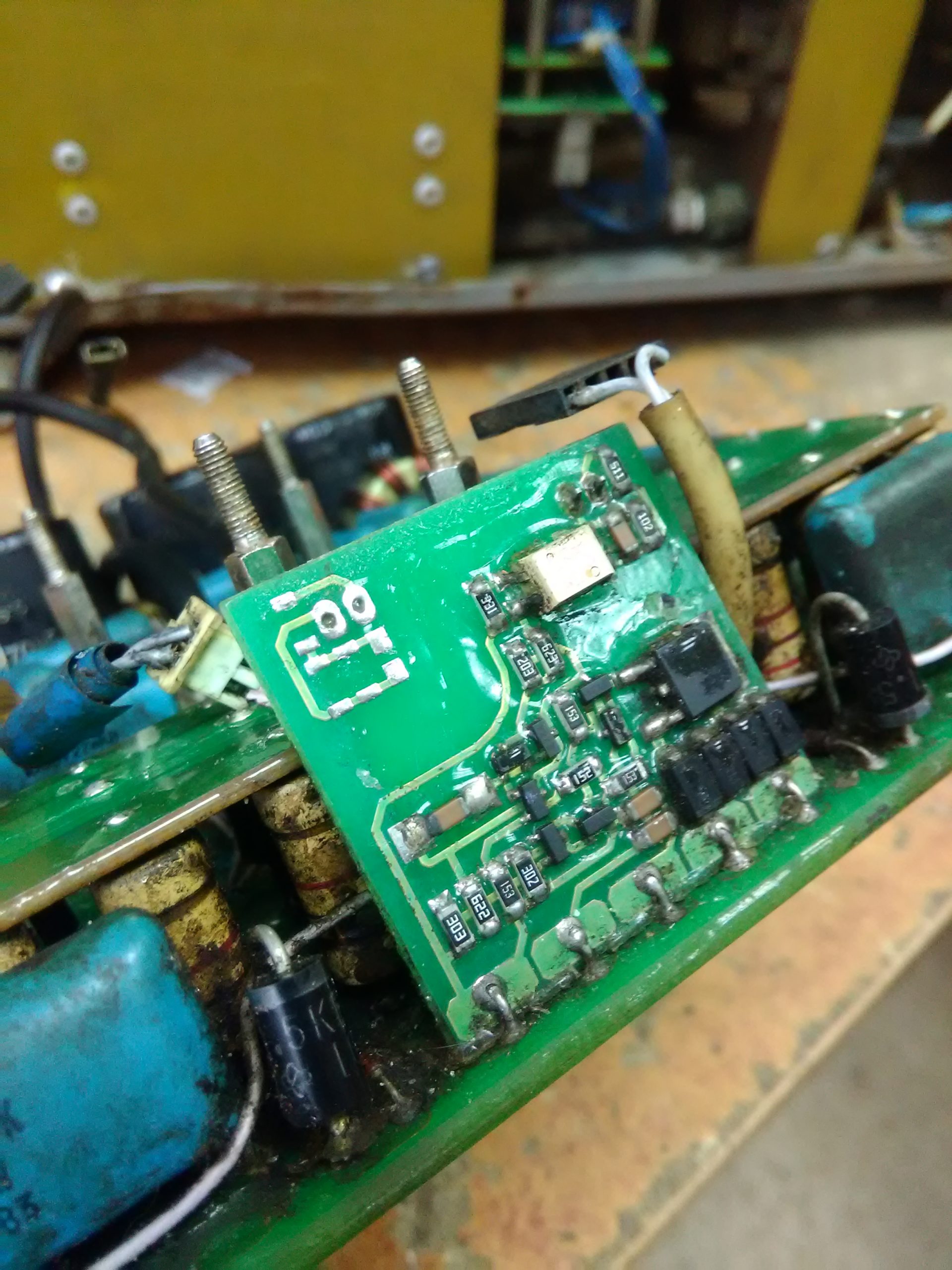
Места пайки платы включения инвертора сильно окислены, что привело к кольцевой трещине. Видно на фото.
Устранили кольцевую трещину. Аккуратно пропаяли контактные площадки.
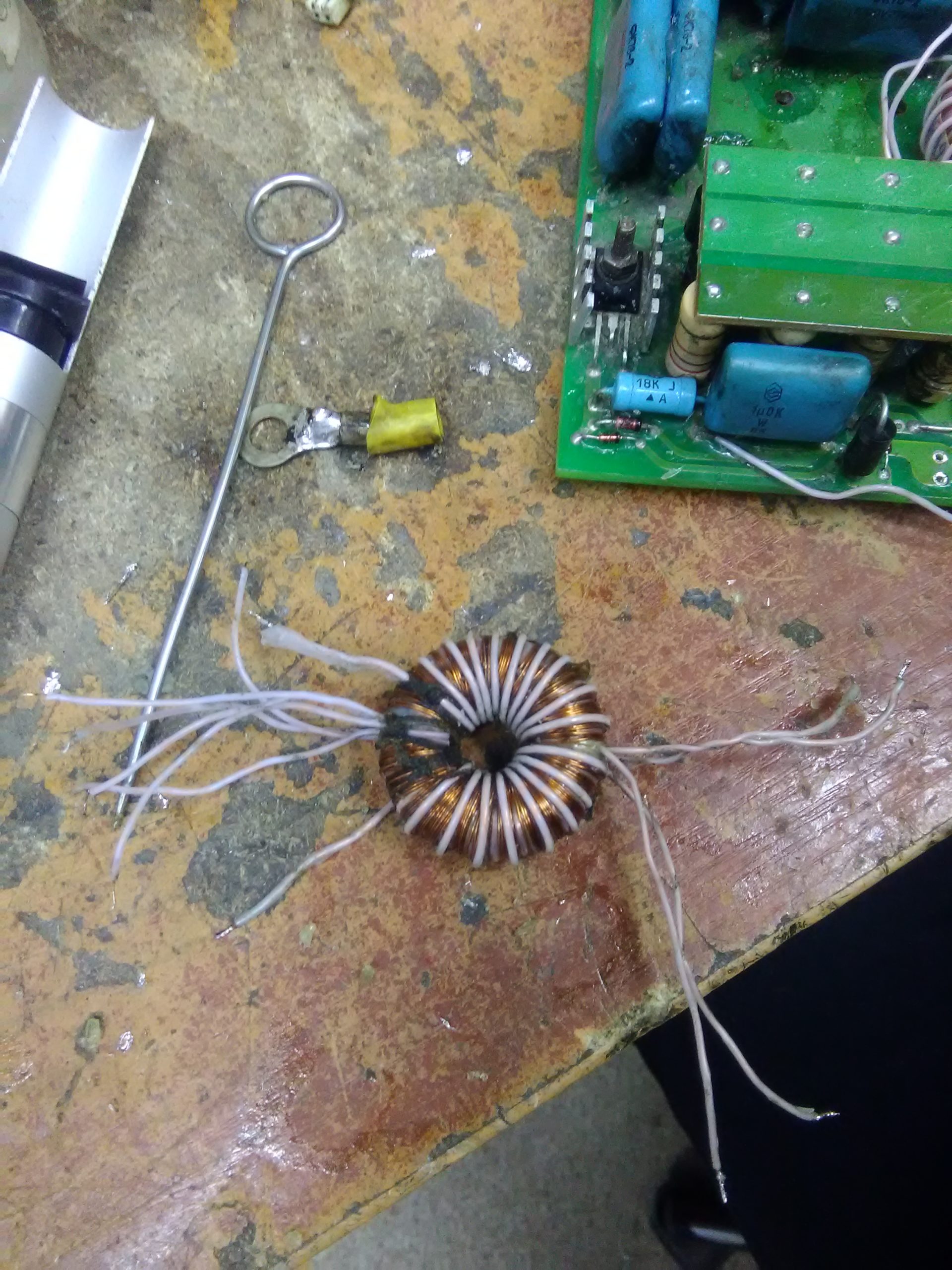
На краях платы расположены транзисторы KSE 340 и KSE 350 c небольшими радиаторами, на них собраны компенсационные стабилизаторы на +- 15 Вольт для питания платы управления (СУ) и питания первичной обмотки базового трансформатора. Перед включением инвертора, даже от источника тока нужно убедиться, что питание на стабилитронах 15 Вольт. Допускается расхождение 0,3-0,5 Вольт между плечами. Запускаем плату инвертора от источника, в качестве нагрузки подключаем эмулятор нагрузки — дроссель. Без нагрузочного дросселя запускать инвертор запрещено, сразу сгорят силовые транзисторы. Для включения на плате нужно замкнуть оптрон (разрешение на включение). Запустить не удалось. После длительного процесса, выяснилось, что вышел из строя базовый трансформатор. Устанавливаем новый.
Плату инвертора успешно запустили. Ура! Подготавливаем для сборки. Моем, чистим, покрываем плату компаундом — виксинтом.
Вот такая красивая и качественная пайка у нас получилась: запаяли новые элементы. Так выглядит правильная пайка. Никаких ляпушек, кусков канифоли т.д. Качественный ремонт начинается с аккуратной пайки.

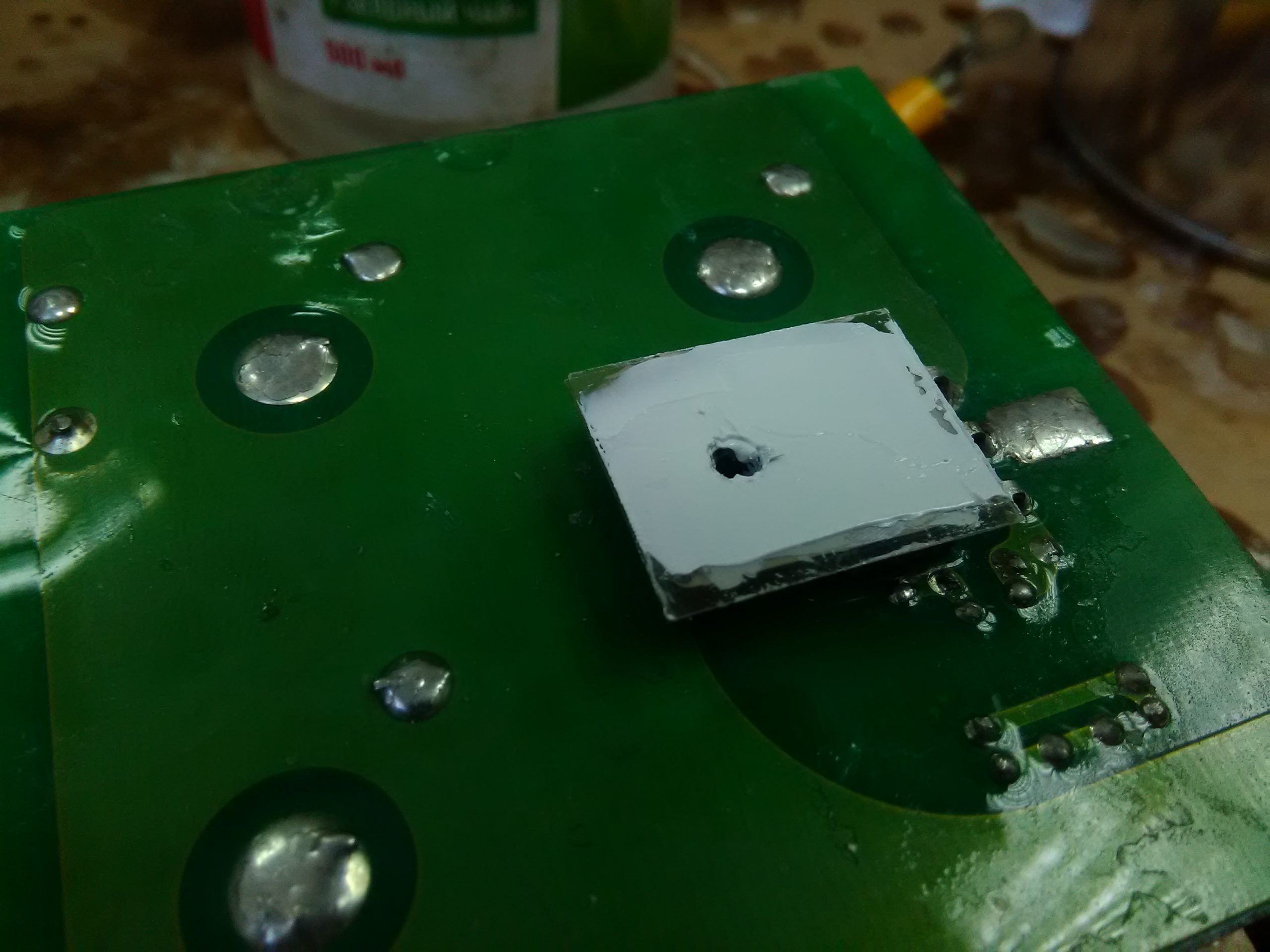
Покрываем транзисторы равномерным слоем термопасты КПТ-8, поверхности транзисторов должны быть чистыми и сухими. Хочется отметить, что тиристор требует изоляции в виде 2 слоев слюды, каждый слой промазываем термопастой.
Собираем все обратно. В ходе ремонта так же поставили новый предохранитель на плату СС-tig и заменили шлейф на плате управления, шлейф от старости потерял эластичность, изоляция задубела и стала трескаться.
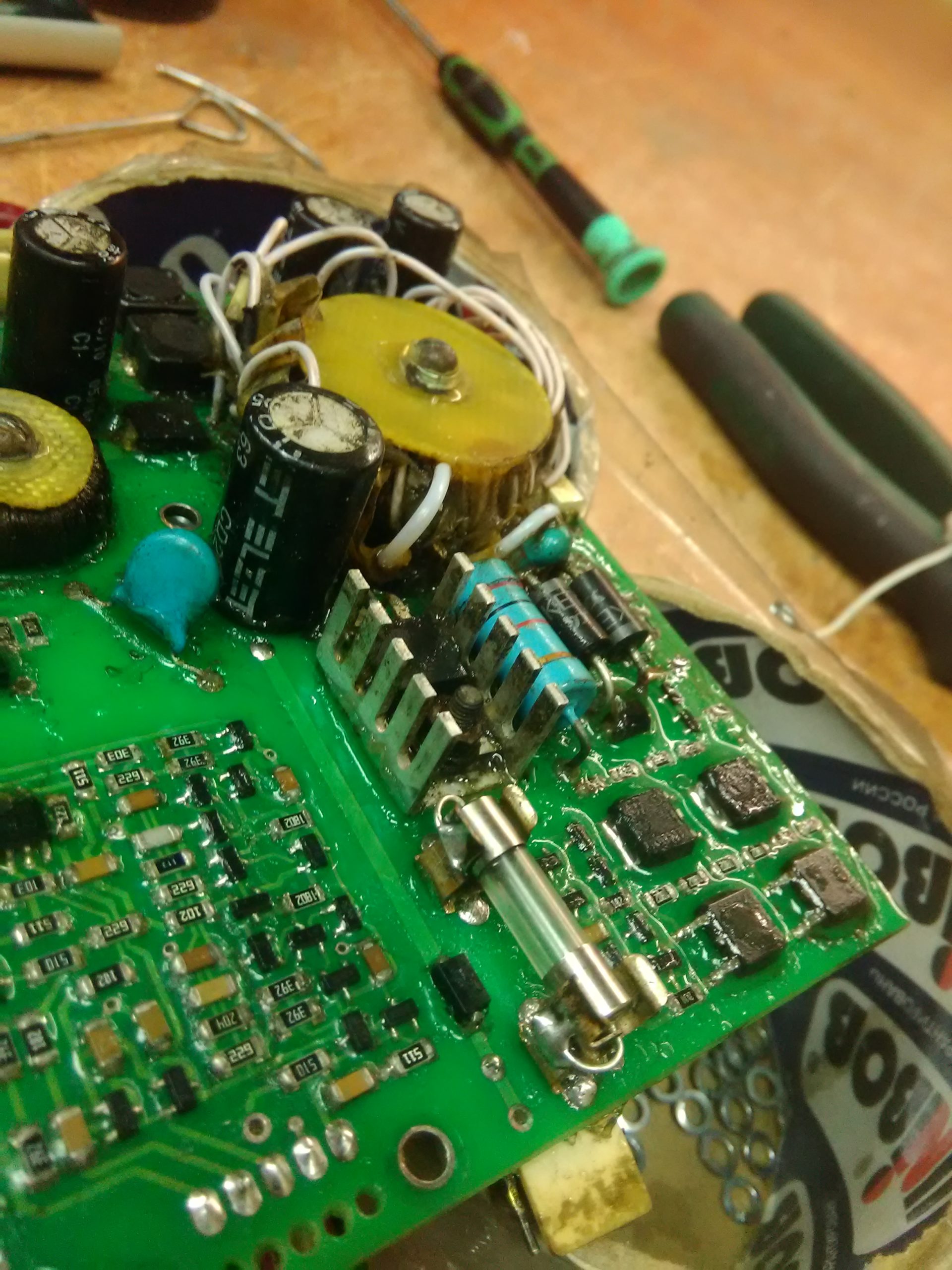
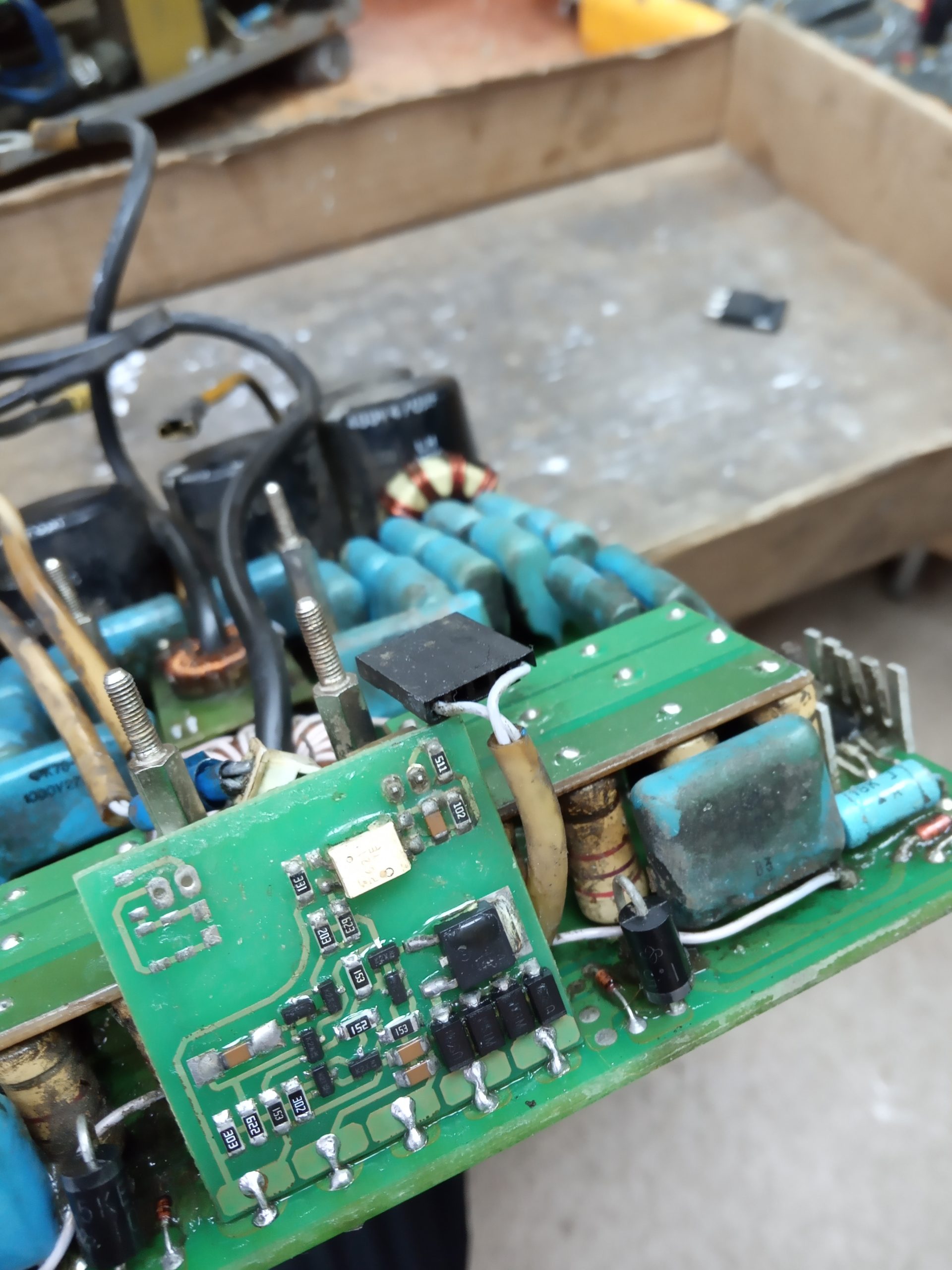
При включении высоковольтного осциллятора отсутствовала искра на выходе. Пришлось снять модуль, выяснилось, что провод оторвался от платы осциллятора. Синий провод виден на фото. Запаяли, переклепали уголки крепления модуля, заодно почистили газовую магистраль от грязи, было ее там достаточно, если не прочистить, то давления в горелке не хватило бы для нормальной сварки.

Испытания после ремонта
Аккуратно собираем все обратно, ставим аппарат на стенд, включаем от сети, проверяем выходные характеристики на балластном реостате. Важной особенностью аргонодугового аппарата является широкий диапазон регулировки выходного тока: от 5 до 200 Ампер, такой диапазон достигается с помощью дополнительного моточного узла — магнитный ключ, не буду вдаваться в подробности, но проверить его очень просто, при изменении тока нужно наблюдать за изменением частоты на диаграмме. При увеличении выходного тока, в районе 70 Ампер произойдет резкий скачок частоты преобразователя — частота уменьшится, а при уменьшении выходного тока произойдет обратный скачок — частота увеличится примерно в районе около 40 Ампер, если магнитный ключ неисправен, то диапазон регулировки выходного тока будет примерно от 20 до 180 Ампер, т.е. сварочный аппарат не будет выдавать минимум и максимум. Но это уже отдельная история.

Для финального испытания подключаем сварочный аппарат к балластному реостату и даем полный ток. В данном случае это 200 Ампер. В условиях реальной сварки напряжение на дуге в районе 25 Вольт, поэтому исправный сварочный аппарат на максимальном токе должен обеспечивать падение напряжения 25 Вольт, или немного выше.


Резюме
Для экономии денег и времени не рекомендуем сдавать свою сварочную технику на ремонт в кустарные мастерские. В данное время очень мало мастеров, которые имеют достаточную компетенцию для ремонта. Такие мастера только сломают вам сварочный аппарат, а за ремонт в дальнейшем платить придется только Вам.
")
-
- Поделиться
Добрый день. Просветите, братцы. Приобрел я сломанный инвертор — Неон ВД 201, поменял сгоревшие диодики и транзисторы, те что снизу монтажной платы прикручиваются к радиатору. Начал шпарить, именно шпарить. Электрод ф3 мм. сжигает как бенгальский огонь. Походу не регулируется ток. На холостом ходу табло показывает 004, при розжиге дуги пляшет от 098 до115 примерно. В положении «вольты» вообще всегда ноли. Поворот регулятора ничего не меняет. Аппарат такой у меня впервые, да и сварщик я не профессор, но любопытный. Поделитесь знаниями, кто работал с Неоном.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
")
- Эксперт
-
- Поделиться
Возможно что-то не доделал. Либо перешить прошивку надо. Слетела.
А вообще надо фото аппарата и внутри и снаружи. Их довольно много модификаций стало.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Я собственно даже не знаю как он должен работать. Наверное табло должно высвечивать цифры предустановки силы тока? Фотки могу выложить позже. Еще я полагаю,что не работает ограничитель тока. Где этот блок и как его проверить подскажите плиз.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Вот собственно внешний вид и та самая четверка


- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
- Эксперт
-
- Поделиться
Перешивать контроллер. Прога слетела. Проверьте провода от + и — к плате управления и индикации.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Все провода на местах. Вот это прикол, сварку тоже прошивают? А где,как и где этот контроллер?
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Ребята,кто есть,подскажите,что значит прошить контроллер?
- Цитата
Ссылка на комментарий
Поделиться на другие сайты

-
- Поделиться
@kotofei, перепрограммировать микроконтроллер, поставить новую версию программы, которая управляет сварочным током.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
-
- Поделиться
Перешить — значит записать в контроллер программу, которую он и будет выполнять .
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Кто-же занимается этим?
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Подскажите хотя-бы какой из них (на фото)?
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
- Эксперт
-
- Поделиться
Вот этот контроллер. Прошивается на заводе.

Ссылка на комментарий
Поделиться на другие сайты
- 2 недели спустя…
- Автор
-
- Поделиться
Проблему решил. Отошел провод от так называемого контроллера к минусу, под оплеткой невидно было. Теперь пашет как надо. Ну с прошивкой вы меня конечно уморили. С заводом связался, они мне посоветовали еще и болгарку прошить  .
.
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
- Эксперт
-
- Поделиться
@kotofei, Это конечно хорошо, что так получилось. А вот по поводу прошивки … Модификаций Неонов несколько и на фото очень похож на тот, что идёт с контроллером Atmega. А они, как известно, имеют свою прошивку. И не только Неон прошивает программно свои аппараты, но и множество других брендов. Тот же ЕВМ, Меркле, Эсаб и Линкольн (сервисником коих я являюсь) и др. Так что Вам просто повезло, что контроллера в аппарате или нет или просто он оказался с исправной программой. А то Вы бы уморились… с ремонтом. За 15 лет ремонта я и Неоны неоднократно ремонтил. Так что сарказм не к месту .
Ссылка на комментарий
Поделиться на другие сайты
- 1 месяц спустя…
- Автор
-
- Поделиться
Снова я вас побеспокою. Теперь вот такая беда:работал, работал потом что то пыхнуло внутри аппарата и свет вырубился. Я его значит вскрыл, увидел, что взорвались два пухлых кондюка, как раз тех, что самые близкие к автомату (на предыдущих фото видно). Так вот, что хотелось бы знать (может кто в курсе) -это причина или следствие?
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
- Эксперт
-
- Поделиться
Это просто высохли кондёры. Чаще всего больше ничего не летит. Замените их. Лучше все. На новые 105 С градусные.
Ссылка на комментарий
Поделиться на другие сайты
- Автор
-
- Поделиться
Спасибо, успокоил!
Если ещё раз «тыкнете» Модератору или просто старшему товарищу,.. я Вас успокою. первое предупреждение. А.В.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- 5 месяцев спустя…

-
- Поделиться
@tehsvar, — приветствую!! А исходя из Вашего 15-летнего опыта, скажите, какие инверторы себя зарекомендовали как надёжные, какие нет?
(меня интересуют с диапазоном тока 30-160а, 30-200а , пв 60%). Ваше мнение о Линкор Семали 230 хотелось бы услышать?
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
- Эксперт
-
- Поделиться
Каждый судит со своей колокольни, потому ответить на вопрос о надёжности мной, было бы не корректно.
Про Линкор скажу так:
Работает без ККМ практически от любой сети (естественно с потерей мощности), мягкая и эластичная дуга. Довольно надёжен , в силу простой конструкции. Легко поджигает электроды из-за высокого ХХ.
Не выдаёт заявленный ток. Реальный — ампер 170-180. (Для дома хватит.) Неудобная ремонтопригодность. Именно неудобная, а не тяжёлая. Сборка всё же более напоминает коленную.
И тема всё же про Неон.
Ссылка на комментарий
Поделиться на другие сайты
- 4 месяца спустя…
-
- Поделиться
Доброго вам форумчанье!
Вот попал мне в руки неон вд-201, немного бу, зато на шару )
Варить им ещё не пробовал, только проверил работоспособность.Искра есть, а значит он работает(на все сто или только на половину ещё предстоит узнать). Выявил пока один недостаток, не работает табло… в чем может быть трабла?
И хотелось бы узнать отзывы тех кто пользовался такими…
Спасиб!
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
- Эксперт
-
- Поделиться
Выявил пока один недостаток, не работает табло… в чем может быть трабла?
Нужно фото, а то этих 201 Неонов 3-4 вида. И все по практически разным схемам. И фото внутрянки.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
-
- Поделиться
точ в точ такой
внутрянку завтра нет возможности разобрать и сфотать
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- Эксперт
- Эксперт
-
- Поделиться
Нужна внутрянка. Корпус одинаков со всеми, окромя самой первой модели.
- Цитата
Ссылка на комментарий
Поделиться на другие сайты
- 20 Окт 2021
Сварка включается, на выходе 0V и показывает также 00.0V , ток 012А >>> что говорит о не старте инвертора.
На банках 300V есть, силовые ключи/диоды не пробиты, внутренний БП работает, сигнал старта инвертора с платы управления на плату драйвера через оптрон TL817 приходит >> точнее шунтирует 2 и 3pin разъёма XP3 драйвера, при этом элемент DA3-4 ADA4851-4 выдаёт +5V 14pin (вместо -5V в неактивном состоянии) разрешая работу DA4 ADA4851-1, которая на своих входах и выходах имеет 0V. Думал неисправность DA3 ADA4851-4, но заменив её результата нет, и самое главное где в схеме тактовый генератор ? как можно делать сварку без классического ШИМ
-
key_frdriver1217.pdf
293,7 КБ
· Посмотрено: 48
-
ind-avr-1126-201.pdf
708,9 КБ
· Посмотрено: 38
-
converter1304-310.pdf
621,3 КБ
· Посмотрено: 36
-
hb-2011145.pdf
312,4 КБ
· Посмотрено: 34
- 20 Окт 2021
Интересный изобрели велосипед.Похоже ШИМ слеплен та Атмеге.
- 20 Окт 2021
bumbox82 сказал(а):
Интересный изобрели велосипед.Похоже ШИМ слеплен та Атмеге.
Если только через этот оптрон (но на схеме подписан как включение инвертора), интересно как это работает.
-

2021-10-20_21-05-56.jpg
40,7 КБ
· Посмотрено: 156

- 1 Ноя 2021
После пропайки платы, заказа и замены DA4 ADA4851-1 выходные импульсы на выходе драйвера появились.
Подключили сварку через лампу 300W в 220V >>> при включении заряд конденсаторов лампа слегка вспыхивает и далее загорается в полный накал, но из-за нехватки напряжения сварка тухнет и процесс повторяется, на дисплеи при этом промаргивает 5-7V выходного напряжения. Решил что недостаточно тока для запуска и поставил 3 лампы по 500W = 1500W при включении лампы горят достаточно ярко на дисплеи стабильно 25-27V в перезапуск не выходит. С отключёнными разъёмами управления транзисторами лампа в разрыве 220V не горит, потребление мизерное, на банках 300V, ёмкость и ESR в норме, тиристор шунтирует резистор 22Ом первоначального заряда конденсаторов, при подаче на вход + Uarc / — Uarc напряжения с лаб. БП на дисплеи видим истинные значения напряжения. Какой ток холостого хода у данного аппарата ? Если смотреть осциллографом с отключёнными транзисторами, то начальная скважность импульсов 50% и я не вижу мёртвого времени (предотвращ. пробоя). Ещё в моей версии аппарата нет платы Convbrd12V(1311), как я понял первоначальной подачи напряжения на электроды + Uarc / — Uarc , как она влияет на работу ?
Ремонт сварочного инвертора
В этой статье я покажу на примере как ремонтировать сварочный инвертор аргонодуговой сварки. Расскажу почему не стоит ремонтировать такие аппараты самостоятельно и желательно не сдавать в ремонт гаражным мастерам. Будем ремонтировать сварочный инвертор НЕОН ВД-201 АД 2011 года выпуска. Хочется отметить, что аппарат уже ремонтировался «горе мастерами», поэтому некоторые неисправности пришлось устранять по вине этих неквалифицированных специалистов.



По внешнему виду аргонника видно, что сварочным аппаратом попользовались на славу. Умельцы приварили к корпусу самодельные ножки, сделанные из кусочков металлического профиля. Задача ножек — это изоляция корпуса сварочника от поверхности на которой он стоит, поэтому, если вы решили самостоятельно изготовить ножки, то рекомендуем в качестве материала использовать диэлектрик.
Диагностика
После снятия крышки сразу видно, что не хватает одного болта крепления радиаторов к силовым транзисторам и обратным диодам. Запрещено в таком виде эксплуатировать сварочный аппарат — есть вероятность, что транзистор плохо прижимается к радиатору, будет перекос, что приведет к его перегреву и быстрому выходу из строя.

После визуального осмотра пытаемся запустить аппарат от источника тока. Инвертор не запустился.

Откручиваем и снимаем плату CC-TIG и сразу становится понятно, что плату силового преобразователя уже ремонтировали. Видны следы небрежной пайки, отсутствие на контактных площадках защитного компаунда (виксинта).

Для быстрой диагностики силовых транзисторов IGBT тестером в режиме прозвонки прикладываемся к формообразующей емкости (показаны красным на рисунке). Эти конденсаторы нужны для формирования фронта и среза для плавной коммутации транзисторов, т.к емкость расположена параллельно коллектору и эмиттеру в одну сторону на исправном транзисторе будет заряд электролитических конденсаторов, а в другую сторону — падение напряжения коллектор — эмиттер, примерно 0,4 Вольта. В случае если силовой переход транзистор разорван так проверить не получится.
Снимаем плату силового преобразователя и смотрим дальше.


На радиаторе охлаждения видим следы замыкания, можно сделать вывод, что транзисторы вышли из строя — сгорели. Транзисторы были припаяны безобразно. Наляпан припой таким образом, что заусенцы торчат и прижимаются вплотную к радиатору. Это быстро вызвало замыкание. Силовая техника не терпит такого. Цена ошибки ощутимо бьёт по карману владельца сварочного аппарата при ремонте.




Как правило с силовыми транзисторами сгорает и их обвязка — драйверные каскады. В них входят резисторы c2-33-0,25 номиналом 24 Oм, диоды 1n5819, транзистор 2n4403. Быстро можно проверить драйверный каскад через резистор 24 ОМ, если резистор жив, то и весь каскад наверняка исправен. Так же прозваниваем диод через резистор 6,8 Ком, в одну сторону с сопротивление должно быть около 2,8 КОм, в обратном 6,8 КОм. Так как аппарат уже ремонтировался неизвестно кем, меняем драйверные каскады.
Процесс ремонта
Выпаиваем силовые транзисторы и драйверную обвязку. Прочищаем контактые площадки от грязи, моем плату, подготавливаем отверстия под элементы.


Запаяли новые элементы. Так выглядит правильная пайка. Никаких ляпушек, кусков канифоли т.д. Качественный ремонт начинается с аккуратной пайки.

При пайке драйверов оказалось, что один из резисторов на 24 Ом был просто разорван. Хотя визуально было незаметно.

Места пайки платы включения инвертора сильно окислены, что привело к кольцевой трещине. Видно на фото.

Устранили кольцевую трещину. Аккуратно пропаяли контактные площадки.

На краях платы расположены транзисторы KSE 340 и KSE 350 c небольшими радиаторами, на них собраны компенсационные стабилизаторы на +- 15 Вольт для питания платы управления (СУ) и питания первичной обмотки базового трансформатора. Перед включением инвертора, даже от источника тока нужно убедиться, что питание на стабилитронах 15 Вольт. Допускается расхождение 0,3-0,5 Вольт между плечами. Запускаем плату инвертора от источника, в качестве нагрузки подключаем эмулятор нагрузки — дроссель. Без нагрузочного дросселя запускать инвертор запрещено, сразу сгорят силовые транзисторы. Для включения на плате нужно замкнуть оптопару (разрешение на включение). Запустить не удалось. После длительного процесса, выяснилось, что вышел из строя базовый трансформатор. Устанавливаем новый.


Плату инвертора успешно запустили. Ура! Подготавливаем для сборки. Моем, чистим, покрываем плату компаундом — виксинтом.


Вот такая красота у нас получилась.

Покрываем транзисторы равномерным слоем термопасты КПТ-8, поверхности транзисторов должны быть чистыми и сухими. Хочется отметить, что тиристор требует изоляции в виде 2 слоев слюды, каждый слой промазываем термопастой.


Собираем все обратно. В ходе ремонта так же поставили новый предохранитель на плату СС-tig и заменили шлейф на плате управления, шлейф от старости потерял эластичность, изоляция задубела и стала трескаться.


При включении высоковольтного осциллятора отсутствовала искра на выходе. Пришлось снять модуль, выяснилось, что провод оторвался от платы осциллятора. Синий провод виден на фото. Запаяли, переклепали уголки крепления модуля, заодно почистили газовую магистраль от грязи, было ее там достаточно, если не прочистить, то давления в горелке не хватило бы для нормальной сварки.

Испытания
Аккуратно собираем все обратно, ставим аппарат на стенд, включаем от сети, проверяем выходные характеристики на балластном реостате. Важной особенностью аргонодугового аппарата является широкий диапазон регулировки выходного тока: от 5 до 200 Ампер, такой диапазон достигается с помощью дополнительного моточного узла — магнитный ключ, не буду вдаваться в подробности, но проверить его очень просто, при изменении тока нужно наблюдать за изменением частоты на диаграмме. При увеличении выходного тока, в районе 70 Ампер произойдет резкий скачок частоты преобразователя — частота уменьшится, а при уменьшении выходного тока произойдет обратный скачок — частота увеличится примерно в районе около 40 Ампер, если магнитный ключ неисправен, то диапазон регулировки выходного тока будет примерно от 20 до 180 Ампер, т.е. сварочный аппарат не будет выдавать минимум и максимум. Но это уже отдельная история.


Для финального испытания подключаем сварочный аппарат к балластному реостату и даем полный ток. В данном случае это 200 Ампер. В условиях реальной сварки напряжение на дуге в районе 25 Вольт, поэтому исправный сварочный аппарат на максимальном токе должен обеспечивать падение напряжения 25 Вольт, или немного выше.


Заключение
Для экономии денег и времени не рекомендуем сдавать свою сварочную технику на ремонт в кустарные мастерские. В данное время очень мало мастеров, которые имеют достаточную компетенцию для ремонта. Такие мастера только сломают вам сварочный аппарат, а за ремонт в дальнейшем платить придется только Вам.
Ожидайте звонка для подтверждения заказа
Мы Вам перезвоним в течении 30 минут
Источник
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник
|
Новичок Регистрация: 16.01.2012 Сообщений: 3 Репутация: 10
|
Здраствуйте уважаемые форумчане. Достался по случаю сварочный инвертор НЕОН ВД-201, но варить не хочет. Издаёт писк. Электрод 2 мм еле тлеет, индикатор в режиме «ток» показывает «21». Подскажите пожалуста в чём причина? |
|
|


|
Приглашаем 22 июня на вебинар, посвященный подходу компании MEAN WELL к созданию мощных управляемых систем низковольтного и высоковольтного питания и зарядных установок для промышленного, технологического, телекоммуникационного, медицинского, радиопередающего и другого оборудования, а также для систем альтернативной энергетики. На вебинаре мы рассмотрим новинки и серийную продукцию в концепции «3+N», расскажем об этой концепции и о том, как создать из готовых модулей систему питания мощностью до 360 кВт с напряжением до 380…400 В (постоянного тока). Будут представлены ИП с рециркуляцией энергии для тестового оборудования и модули управления питанием.
|

|
Знаток Регистрация: 03.09.2012 Сообщений: 352 Репутация: 115
|
На чем пробовали и каким электродом-Случаем не нержавейка? |
|
|
|
Гуру Регистрация: 10.11.2011 Адрес: Taganrog |
Любому даренному инвертору в зубы не смотрят-по-всякому полезная вещь… |
|
|
|
Знаток Регистрация: 03.09.2012 Сообщений: 352 Репутация: 115
|
Ну тогда….Может это в помощь будет. |
|
|
|
Новичок Регистрация: 16.01.2012 Сообщений: 3 Репутация: 10
|
Цитата:
Сообщение от alexander3311 Ну тогда….Может это в помощь будет. Большое спасибо за документацию.Но всётаки хотелосьбы знать возможные причины писка. Куда глядеть и от чего плясать. |
|
|
|
Знаток Регистрация: 03.09.2012 Сообщений: 352 Репутация: 115
|
Писк издаёт один из трансформаторов.А там их по схеме не один. |
|
|
|
Новичок Регистрация: 16.01.2012 Сообщений: 3 Репутация: 10
|
[QUOTE= Ураааа заработала (кот Матроскин). Пищит но варит. Один «гемос» был возле минусовой клемы. Силовые обмотки трансов намотаны литцендратом в лаке. Случайно при осмотре пошатал клубок из 4TA1 и 4L1, индикатор в реж. «ток» обнулился и аппарат заработал. Пропитал несколько раз нитролаком, изоляция и для жёскости. А пищит похоже на 2А1 ПД. Который из них сказть трудно-надо дальше разбирать. |
|
|
|
Знаток Регистрация: 03.09.2012 Сообщений: 352 Репутация: 115
|
Вот видите-доктор был прав! |
|
|
|
Новичок
Регистрация: 15.10.2010 Адрес: Сочи Сообщений: 58 Репутация: 43
|
Для тех, кто заглянет в тему, по поводу писка при сварке. |
|
|

|
Новичок Регистрация: 16.08.2014 Сообщений: 1 Репутация: 10
|
задам вопрос в этой теме,чтобы не создавать новую.Подскажите пожалуйста характеристики резистора с параллельно подключённым тиристором, размещённым на теплоотводе, и предназначеный для ограничения тока заряда ёмкостной батареи при включении устройства в сеть?на схеме он обозначен R35.Резистор сгорел,обозначений никаких не видно))) |
|
|