

В первую очередь не стоит паниковать! Данная ситуация крайне распространена и легко поддаётся «лечению» — главное всё сделать правильно и не торопиться. Для полного понимания процесса просим Вас внимательно изучить нашу статью!
О чём нам сообщает станок?
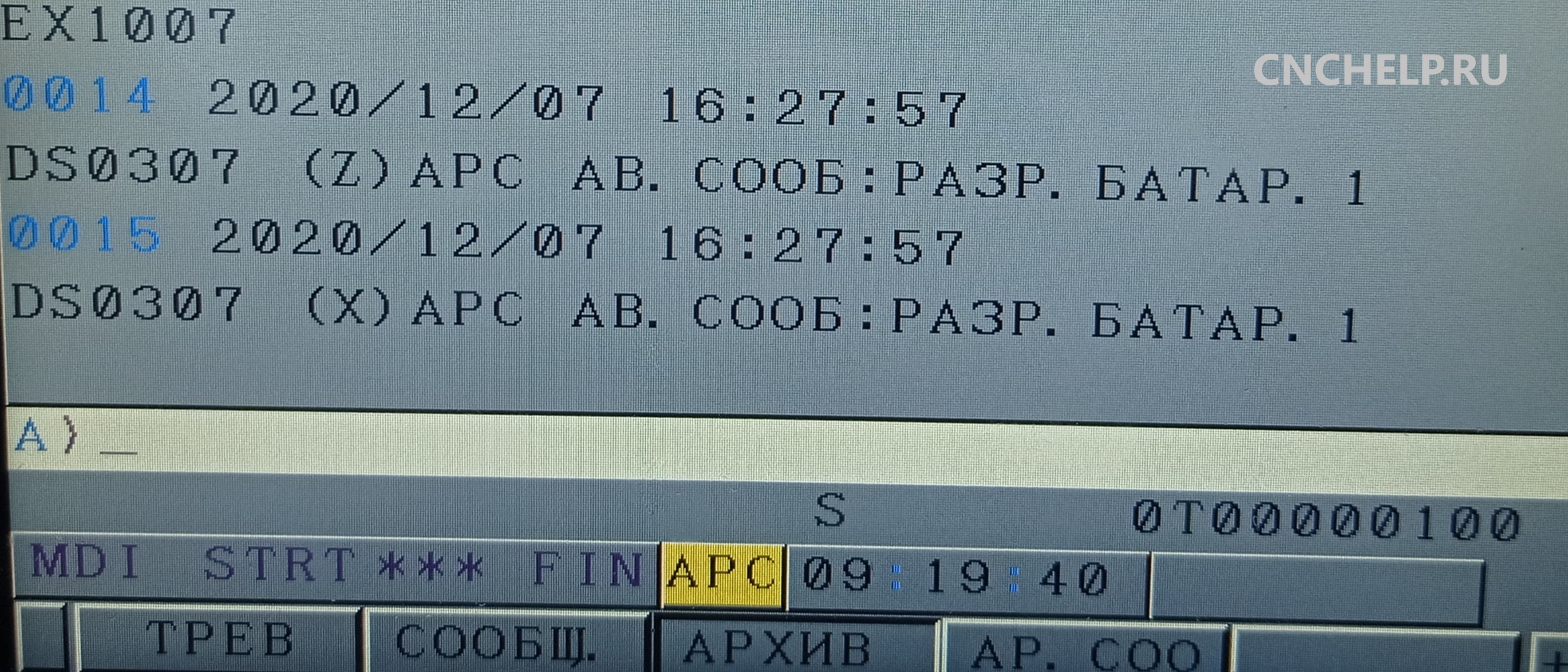
В первую очередь необходимо прочитать ошибки с экрана станка, которые можно открыть нажатием клавиши MESSAGE. Там могут быть ошибки следующего содержимого на разных языках:
- DS0300 APC ALARM : (X) AXIS NEED ZRN
- DS0300 APC АВ. С : (Y) НЕОБХ. ВОЗВР. В ИСХ. Т
- DS0307 (Z) APC ALARM : BATTERY LOW 1
- DS0307 (X) APC АВ. СООБ : РАЗР. БАТАР. 1
Вариантов отображения может быть значительно больше, в том числе и на китайском! «Кривой» перевод ошибок на русский порождает еще большее количество интерпретаций — это не важно! Если в списке ошибок встречаются слова BATTERY, БАТАРЕЯ, LOW, РАЗРЯЖЕНА, ZRN, ВОЗВРАТ В ИСХОДНУЮ ТОЧКУ и т.д… А также, всё это сопровождается перечислением координат X, Y, Z — значит причина установлена. Это может быть:
- Разрядившаяся батарея Fanuc (игнорирование предупреждающих сообщений)
- Неправильно заменённая батарея Fanuc (например, на выключенном станке)
- Отсоединение провода энкодера от серводвигателя (при ремонтах и техническом обслуживании)
Зачем нужна эта батарея и где она находится?
Первое и самое важное — Fanuc батарейка позволяет станку не забывать свои координаты при выключенном питании. Вначале, при понижении заряда батареи, станок выдаёт соответствующее предупреждающее сообщение. После первого появления сообщения о низком заряде батареи необходимо как можно скорее её заменить. Вы можете приобрести её у нас, написав нам по форме обратной связи или позвонив по телефону +7 (495) 211-51-66. Заменять батарею необходимо ТОЛЬКО НА ВКЛЮЧЕННОМ СТАНКЕ! Если сообщение было проигнорировано и батарею вовремя не заменили, то в последствии «слетает» машинный ноль станка и потребуется его повторная привязка, требующая ОСТОРОЖНОСТИ!
 Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
На что следует обратить особое внимание?
ВАЖНО!!! Во избежание серьёзных поломок оборудования рекомендуется визуально контролировать перемещаемые элементы станка на соударение. Для этого требуется снять защитные кожуха перепривязываемых осей. Отметку максимально возможного хода подвижного элемента можно определить по старым масляным следам на направляющих и гайке ШВП. Неправильная привязка осей относительно исходного нуля (с погрешностью более 5мм) может привести к вылету стола станка за свои механические пределы, так как при смещении машинного нуля поле допустимого перемещения смещается вместе с ним! После перепривязки осей ОБЯЗАТЕЛЬНО проверяйте максимальный ход по осям на маленьких скоростях.
Какая последовательность действий?
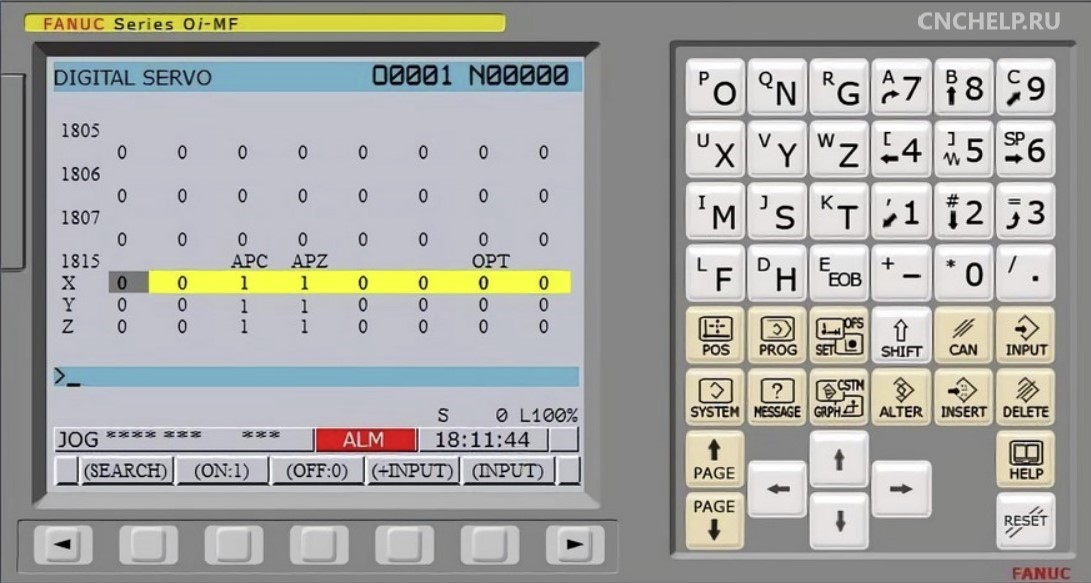
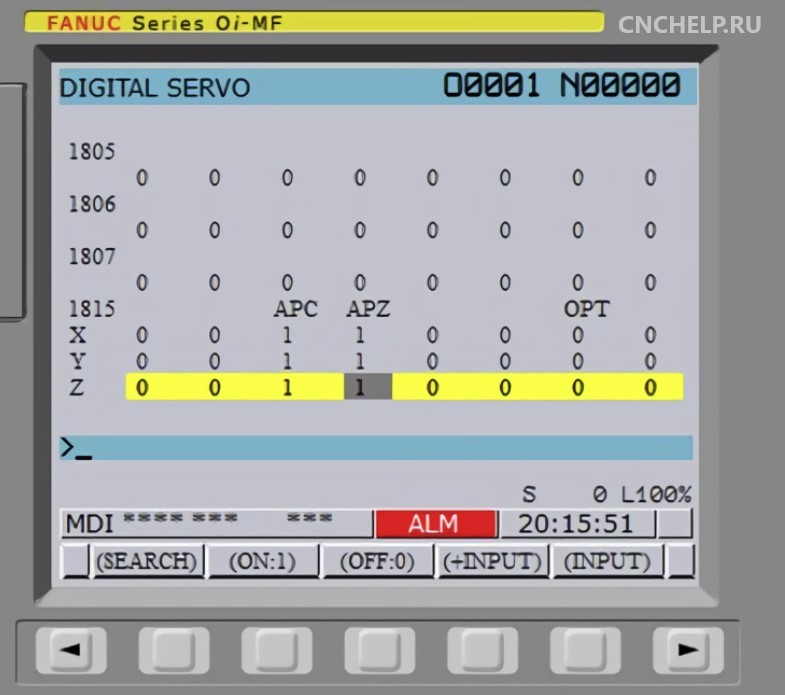
1. Переходим к параметру 1815 (MDI → SYSTEM → 1815 → SEARCH) – это параметр установки машинного нуля станка по координатам. На рисунке изображено исходное состояние параметра 1815. Если привязка машинных нулей «слетела», то у Вас в столбце APZ будут стоять нули и это не должно Вас смущать.

2. Не забываем перед изменением параметров разрешить их редактирование (MDI → SET/OFS → SETING → PARAMETER WRITE = 1). Заморгает ошибка «редактирование параметров разрешено» — это Вас также не должно смущать
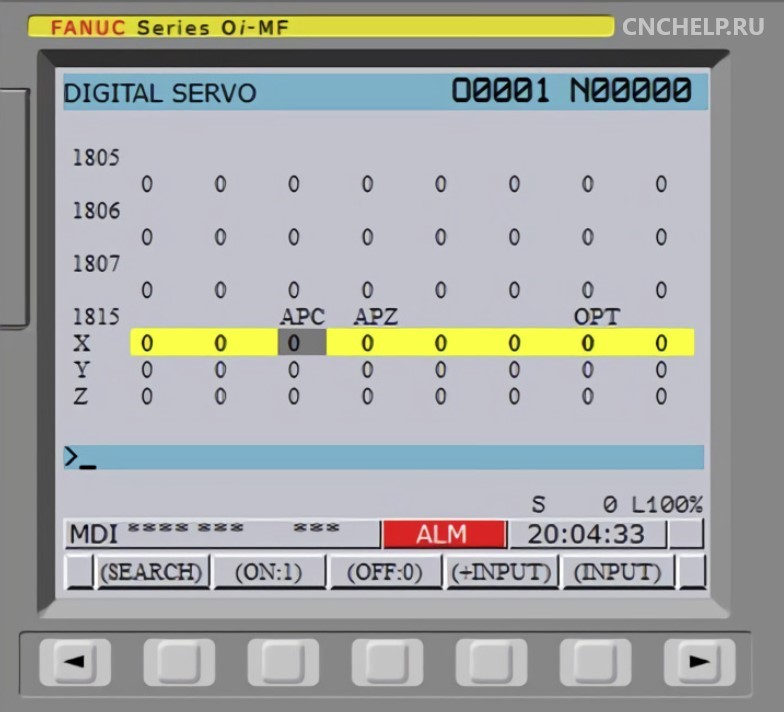
3. Для начала изменения машинных координат необходимо в биты APZ и APC ввести нули, как на картинке и выполнить перезагрузку ЧПУ. Если Вам необходимо привязать только одну ось (например после ремонта или замены двигателя), то выполняйте данную последовательность только для нужной оси, а не для всех одновременно.

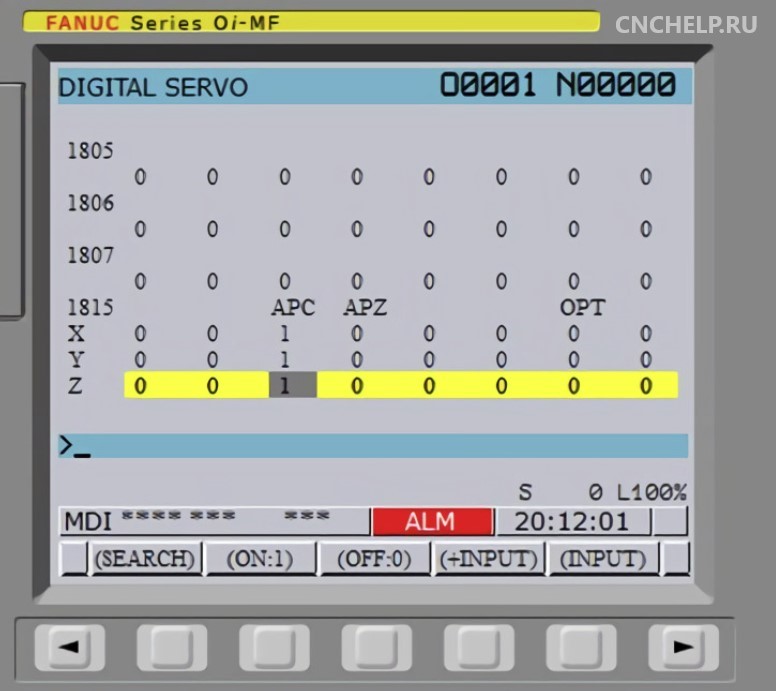
4. Возвращаемся к параметру 1815 и вводим в биты APC единичные значения. Введя значения снова производим перезагрузку ЧПУ.

5. Включив станок перемещаем оси в требуемое нам нулевое положение машинной системы координат (как определить точку машинных координат подробно изложено в следующем разделе). Перемещение станка осуществляется в режиме JOG при этом не рекомендуется использовать ускоренную подачу, так как в данном режиме ход осей не ограничен! Установив оси станка в нужное положение вводим единички в биты APZ и последний раз перезагружаем ЧПУ.

6. Все ошибки с экрана должны исчезнуть, но не спешите радоваться! Ещё нужно проверить правильность проделанных Вами действий! Для этого ознакомьтесь со следующим разделом статьи.
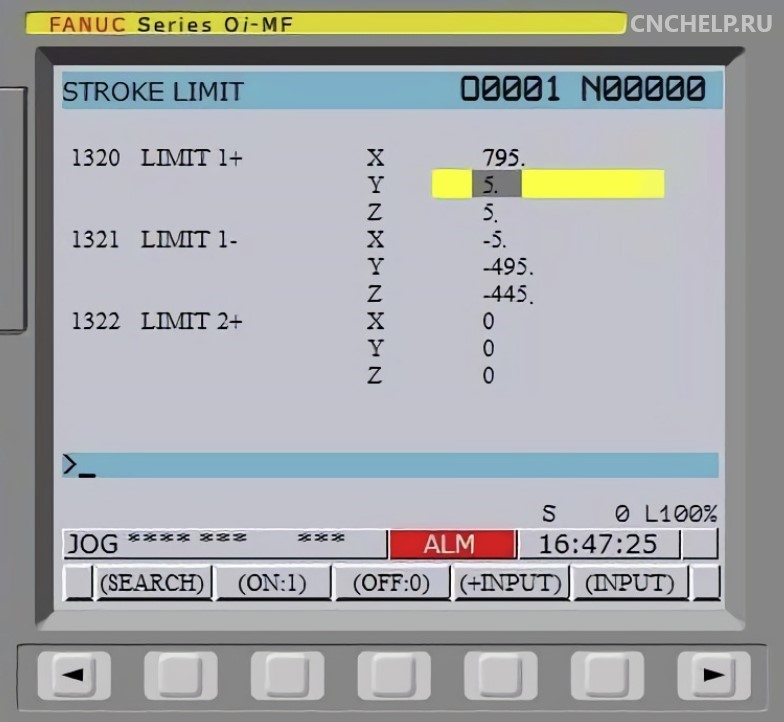
ВНИМАНИЕ!!! Изменение машинного нуля не приведёт к изменению параметров 1320 и 1321 (они отвечают за ограничения рабочей зоны станка и лимиты перемещений). Поэтому не забудьте их проверить и отредактировать при необходимости.
Как определить нулевое положение машинных координат?
Перед перепривязкой машинной системы координат (МСК) необходимо определить место, где будет находиться новый ноль станка. Для этого начнём с начала. Аксиомой является то, что привязать ноль МСК можно абсолютно в любое место. Нас ограничивают только геометрические параметры станка. Для простоты мы будем привязывать МСК в её предыдущее положение.
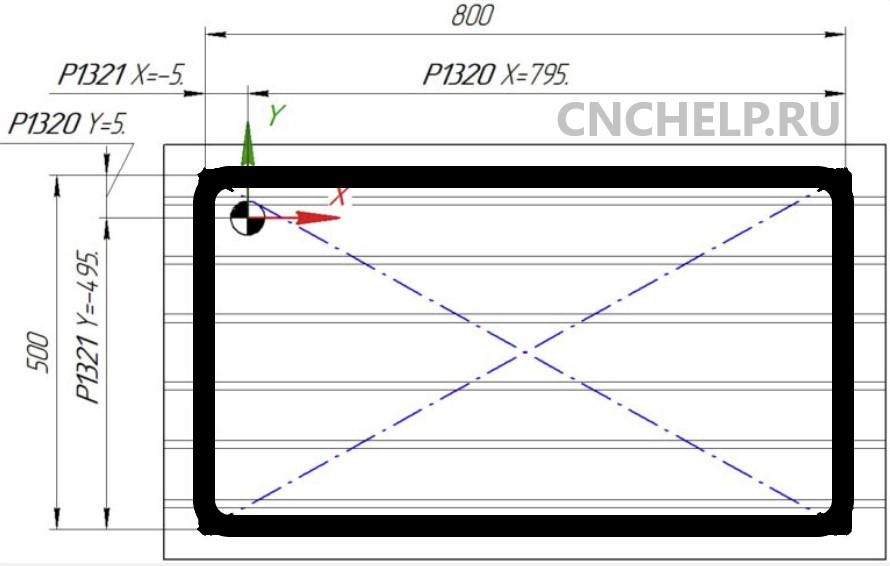
Исходными данными для определения этой точки будут значения, установленные в параметрах 1320 и 1321. Эти параметры определяли координаты, за которые станку нельзя было перемещаться. Своего рода программные концевики. При подходе стола к этим координатам ЧПУ останавливает сервопривод, что предохраняет станок от повреждения. Картинка и рисунок ниже помогут Вам понять, за что отвечают значения установленные в параметрах 1320 и 1321.

Взяв эти параметры можно рассчитать примерное положение МСК до проведения работ. При этом нужно понимать, что рабочее поле станка может отличаться от размера стола. На картинке рабочее поле станка показано красным прямоугольником. Центр прямоугольника будет соответствовать центру стола. Для большей точности можно нарисовать рабочее поле прямо на столе (маркером) и установить в шпиндель инструмент с острым кончиком (сверло). Кончик сверла необходимо подвести к точке найденного и отмеченного машинного нуля по осям X и Y, а ось Z поднять на максимальную высоту (разумеется не до столкновения гайки ШВП с опорой винта). Максимальную высоту имеет смысл проконтролировать по следам на направляющих.

Корректировка Z координаты смены инструмента.
Невозможно привязать машинный ноль строго в значение, где он был раньше. Поэтому точка смены инструмента также может сместиться! Смещение более 0.2 мм уже может стать причиной серьёзной аварии, поэтому после перепривязки машинного нуля по оси Z обязательно нужно перепроверить координату смены инструмента (параметр 1240)
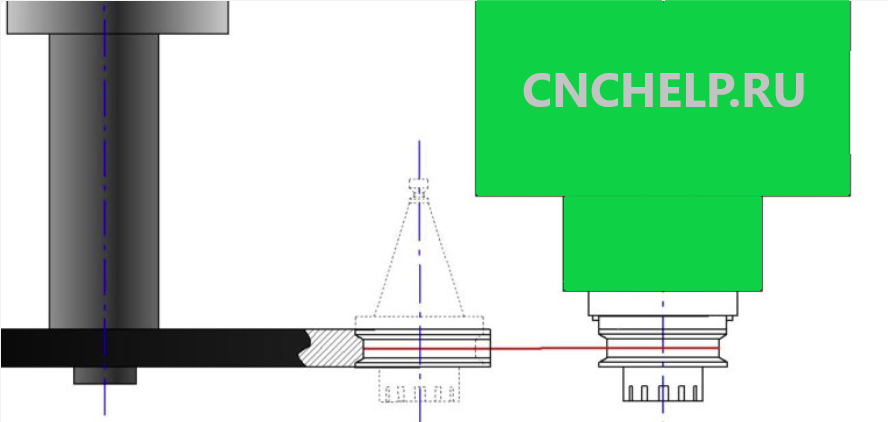
Определяется необходимое значение в ручном режиме, путём подвода шпинделя в необходимою позицию по оси Z. Ни в коем случае нельзя менять инструмент в автоматическом режиме, до проверки правильности установленной координаты. На картинке показана правильная позиция смены инструмента, расстояние Т зависит от типоразмера конуса патрона.
Установив инструмент в нужную позицию считайте новые машинные координаты смены инструмента из меню POS. Полученные значения вводятся в параметр 1240.

а что делали после off/on ?
Сразу меняли параметр или включали гидравлику, а потом меняли параметр?
Скажу сразу, делал на станках, не на прессах, но разницы не вижу.
Я не понимаю, зачем вы 0 в apz записывали, там нужна 1 иначе он будет давать ошибку.
Смысл сообщения в том, что потеряв данные о фактическом положении, он не понимает откуда начинать считать, если у вас есть то, что фанук называет dogs sw, а в просторечии датчик замедления, то при завершении ручного выхода в 0 стойка автоматом записывает в apz 1. Если нет, то вы вручную выводите в предполагаемый 0, записываете 1 в 1815#4 и перезагружаете стойку.
К 18-iB
«1815#4Machine position and position on absolute position detector when the
absolute position detector is used
0 : Not corresponding
1 : Corresponding
NOTE
When an absolute position detector is used, after
primary adjustment is performed or after the
absolute position detector is replaced, this
parameter must be set to 0, power must be turned
off and on, then manual reference position return
must be performed. This completes the positional
correspondence between the machine position and
the position on the absolute position detector, and
sets this parameter to 1 automatically.»
Если в чём то не прав, то извините =)
Изменено 15 мая 2012 пользователем Golem
Ошибка Fanuc DS0300 – села батарейка, что делать?
В первую очередь не стоит паниковать! Данная ситуация крайне распространена и легко поддаётся “лечению” – главное всё сделать правильно и не торопиться. Для полного понимания процесса просим Вас внимательно изучить нашу статью!

О чём нам сообщает станок?
В первую очередь необходимо прочитать ошибки с экрана станка, которые можно открыть нажатием клавиши MESSAGE. Там могут быть ошибки следующего содержимого на разных языках:
- DS0300 APC ALARM : (X) AXIS NEED ZRN
- DS0300 APC АВ. С : (Y) НЕОБХ. ВОЗВР. В ИСХ. Т
- DS0307 (Z) APC ALARM : BATTERY LOW 1
- DS0307 (X) APC АВ. СООБ : РАЗР. БАТАР. 1
Вариантов отображения может быть значительно больше, в том числе и на китайском! “Кривой” перевод ошибок на русский порождает еще большее количество интерпретаций – это не важно! Если в списке ошибок встречаются слова BATTERY, БАТАРЕЯ, LOW, РАЗРЯЖЕНА, ZRN, ВОЗВРАТ В ИСХОДНУЮ ТОЧКУ и т.д… А также, всё это сопровождается перечислением координат X, Y, Z – значит причина установлена. Это может быть:
- Разрядившаяся батарея Fanuc (игнорирование предупреждающих сообщений)
- Неправильно заменённая батарея Fanuc (например, на выключенном станке)
- Отсоединение провода энкодера от серводвигателя (при ремонтах и техническом обслуживании)
Зачем нужна эта батарея и где она находится?
Первое и самое важное – Fanuc батарейка позволяет станку не забывать свои координаты при выключенном питании. Вначале, при понижении заряда батареи, станок выдаёт соответствующее предупреждающее сообщение. После первого появления сообщения о низком заряде батареи необходимо как можно скорее её заменить. Вы можете приобрести её в любом магазине радиодеталей.
Важно!!! Заменять батарею необходимо ТОЛЬКО НА ВКЛЮЧЕННОМ СТАНКЕ!
Если сообщение было проигнорировано и батарею вовремя не заменили, то в последствии “слетает” машинный ноль станка и потребуется его повторная привязка, требующая ОСТОРОЖНОСТИ!
Батарейку необходимо искать внутри электрошкафа станка, на жёлтом блоке Fanuc. Обычно она располагается в коробочке, подвешенной на этот блок управления приводами. Батарейка соединена с блоком при помощи провода с разъёмом. Иногда, например на станках Takisawa, батарейку выносят снаружи электрошкафа и заменяют её на обычные батарейки высокой ёмкости типа D. Их легко купить в любом магазине, а также Вам нет необходимости вызывать электрика для осуществления работ внутри электрошкафа. Такие батарейки могут эксплуатироваться до 5-ти лет, в то время как стандартную батарейку Fanuc необходимо менять 1 раз в год.
На что следует обратить особое внимание?
ВАЖНО!!! Во избежание серьёзных поломок оборудования рекомендуется визуально контролировать перемещаемые элементы станка на соударение. Для этого требуется снять защитные кожуха перепривязываемых осей. Отметку максимально возможного хода подвижного элемента можно определить по старым масляным следам на направляющих и гайке ШВП. Неправильная привязка осей относительно исходного нуля (с погрешностью более 5мм) может привести к вылету стола станка за свои механические пределы, так как при смещении машинного нуля поле допустимого перемещения смещается вместе с ним! После перепривязки осей ОБЯЗАТЕЛЬНО проверяйте максимальный ход по осям на маленьких скоростях.
Какая последовательность действий?
1. Переходим к параметру 1815 (MDI → SYSTEM → 1815 → SEARCH) – это параметр установки машинного нуля станка по координатам. На рисунке изображено исходное состояние параметра 1815. Если привязка машинных нулей “слетела”, то у Вас в столбце APZ будут стоять нули и это не должно Вас смущать.

2. Не забываем перед изменением параметров разрешить их редактирование (MDI → SET/OFS → SETING → PARAMETER WRITE = 1). Заморгает ошибка “редактирование параметров разрешено” – это Вас также не должно смущать
3. Для начала изменения машинных координат необходимо в биты APZ и APC ввести нули, как на картинке и выполнить перезагрузку ЧПУ. Если Вам необходимо привязать только одну ось (например после ремонта или замены двигателя), то выполняйте данную последовательность только для нужной оси, а не для всех одновременно.

4. Возвращаемся к параметру 1815 и вводим в биты APC единичные значения. Введя значения снова производим перезагрузку ЧПУ.

5. Включив станок перемещаем оси в требуемое нам нулевое положение машинной системы координат (как определить точку машинных координат подробно изложено в следующем разделе). Перемещение станка осуществляется в режиме JOG при этом не рекомендуется использовать ускоренную подачу, так как в данном режиме ход осей не ограничен! Установив оси станка в нужное положение вводим единички в биты APZ и последний раз перезагружаем ЧПУ.

6. Все ошибки с экрана должны исчезнуть, но не спешите радоваться! Ещё нужно проверить правильность проделанных Вами действий! Для этого ознакомьтесь со следующим разделом статьи.
ВНИМАНИЕ!!! Изменение машинного нуля не приведёт к изменению параметров 1320 и 1321 (они отвечают за ограничения рабочей зоны станка и лимиты перемещений). Поэтому не забудьте их проверить и отредактировать при необходимости.
#1
![]()
OFFLINE
Отправлено 12 Март 2013 — 14:59
станок потерял нули ! хотя после ошибки прошло пару дней!
как его наладить !?
станок токарный 2 оси , стойка Fanuc Oi-mate TC
Похожие темы:
Fanuc 0i не показываются относительные координаты
Fanuc 0i-M при возврате в нули не отрабатывается ось Y
Fanuc 0i не выходит в ноль
-
0
- Наверх
#2
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 12 Март 2013 — 15:22
он у вас юстировку не проходит или что?
-
0
- Наверх
#3
![]()
OFFLINE
oleg96i
Отправлено 12 Март 2013 — 15:40
забыл уточнить ! батарейка села , в понедельник пришли на работу а там ошибка ))) сегодня заменили батарейки, ошибка о севшей батарейке пропала а вот то что нуля нет осталась
-
0
- Наверх
#4
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 12 Март 2013 — 16:02
А знаете для чего батарейка? Чтобы машинные данные в памяти хранить при выключенном питании. А что будет если она села? Правильно — данные теряются.
Потому и нули не видит — информации у него нет, куда и чем смотреть.
решение — залить архивы машинных данных (и при необходимости PLC архив, ну тот что программа электроавтоматики  тоже) в станок.
тоже) в станок.
инструкция найдется по конкретной стойке в инете, благо она не ноунейм. Архивы должны делаться при пусконаладке станка и лежать на диске внутри стойки или на дисках со станком.
Ваша ошибка — замена блоков питания проводится на включенной плате. Там где нет возможности замены на горячую производитель обычно эти нюансы учитывает и ставит кондеры для кратковременной поддержи питания. У сименса например это 15 минут — не успел сменить = потерял инфу. У фанука точно не знаю — читайте доки.
Сообщение отредактировал Хочувсезнать: 12 Март 2013 — 16:07
-
0
- Наверх
#5
![]()
OFFLINE
oleg96i
Отправлено 12 Март 2013 — 16:05
А знаете для чего батарейка? Чтобы машинные данные в памяти хранить при выключенном питании. А что будет если она села? Правильно — данные теряются.
Потому и нули не видит — информации у него нет, куда и чем смотреть.решение — залить архивы машинных данных (и при необходимости PLC архив, ну тот что программа электроавтоматики
тоже) в станок.
инструкция найдется по конкретной стойке в инете, благо она не ноунейм. Архивы должны делаться при пусконаладке станка и лежать на диске внутри стойки или на дисках со станком.
а где их взять ! и куда залить конкретнее !
или можно как то откалибровать в ручную …?
-
0
- Наверх
#6
![]()
OFFLINE
Хочувсезнать
Хочувсезнать
- Пол:Не определился
- Из:Россия
Отправлено 12 Март 2013 — 16:49
Я же вам написал где. Тут главное не паниковать.
Архивы могут быть:
1. В стойке на диске.
2. На компьютере что подключен к стойке если такой есть.
3. на дискете, карте памяти, флешке, компакт диске со станком.
4. у фирмы что делала пусконаладку станка.
5. у производителя станка
берете точную марку станка, его серийный номер и пишете письмо в поддержку фирмы изготовителя. Вероятность что у них есть эти данные — ОЧЕНЬ велика.
Вручную откалибровать — не выйдет, только если вы не сервисный инженер фанука и фирмы изготовителя станка.
Вы поймите одно, что у вас не только нули потерялись, но еще многое другое.
В самом худшем случае если архивы не найти — делать пусконаладку с ноля но это нехилые деньги.
Лучше покурите, и начните искать — узнавать про эти архивы.
Как точно эти данные выглядят, сколько занимают на диске, как называются, какое расширение имеют файлы — см. доки по стойке.
то что я привык к сименсу моя беда — то что на сименсе NCK backup на фануке называется SRAM and NC control parameter backup.
то что у сименса PLC у фанука ladder называется.
инструкция по замене вашей батарейки
http://support.ge-ip…CNC Battery.pdf
у фанука 10 минут таймаут — не успели=потеряли
как я и говорил — менять надо на включенном питании
похоже станок у вас не супер навороченный, даже есть вероятность что можно вводом нескольких параметров все оживить
вот тут почитайте, ваша проблема
http://www.cnczone.c…rm_problem.html
Но лучший вариант — вызов сервисного инженера. Но это не всегда быстро и доступно по денежкам.
Есть также большая вероятность что у вас все есть прямо на стойке для быстрого восстановления — нужно только знать как эту процедуру проводить.
Сообщение отредактировал Хочувсезнать: 12 Март 2013 — 16:55
-
0
- Наверх
#7
![]()
OFFLINE
oleg96i
Отправлено 12 Март 2013 — 16:55
спасибо ! у нас станок запускают так что он тут но он говорит не помнит как ))) СПАСИБО ЗА ССЫЛКИ ПОЧИТАЮ !
-
0
- Наверх
Возникла ошибка DS0300 на панели оператора системы ЧПУ Fanuc — это сообщение об ошибке что пора менять батарейку, которая распологается на приводе Fanuc в шкафе электроавтоматики станка (возврат в референтное положение).
Пример скрина экракрана с возниконовением ошибки на станке DS0300
Как правило данная ошибка DS0300 возникает при разрядке батарейки питания энкодера Fanuc который располагается на двигателе Fanuc управления осями.
Батарея сама находится на приводе Fanuc и обеспечивает постоянную подпитку мекросхем памяти энкодеров.
Но невсегда появление ошибки DS0300 связана с разрядкой батарейки fanuc, иногда проблема может быть связана с кабелем обратной связи двигателя подключаемого к энкодеру (перетёрся в местах механического воздействия) либо с поподанием СОЖ в сам энкодер через резиновое уплотнение либо в быстросёмный разъём на энкодере. Часто ошибка появляется при неправельном обслуживании станка, например замена батарейки на выключенном станке либо отсоединение кабеля от энкодера двигателя Fanuc во время технического обслуживания.
Также к нам часто к нам обращаются заводы после новогодних праздников о том что на станках слетели нуливые точки и возникли ошибки на осях DS0300, как правило это результат несвоевременной замены батарейки на приводах Fanuc. Рекомендуемы интервал производителем системы ЧПУ FANUC замены батарей составляет 12 месяцев.
Но в большенстве случаев это несвоевременная замена батарейки Fanuc и игнорирование информационной надписи на желтом фоне APC
Для удаления ошибок связаных с потерей абсолютных данных положения импульсного энкодера серводвигателя Fanuc необходимо заново записать в память энкодера его текущее положение, при этом машинный 0 станка может быть смещён, как результат вам потребуется заново провести калибровку датчика привязки инструмента и отралибровать датчик привязке заготовки.
Основные типовые ошибки на дисплее системы ЧПУ Fanuc при разраде батареики на приводе Fanuc.
 Основные типовые ошибки на дисплее системы ЧПУ Fanuc при разраде батареики на приводе Fanuc.
Основные типовые ошибки на дисплее системы ЧПУ Fanuc при разраде батареики на приводе Fanuc. На первых шагах необходимо произвести чтенение ошибок, если на экране системы ЧПУ они не отбражаются нужно нажать на клавишу  ( MESSAGE ). Как правило на дисплее системы ЧПУ Fanuc отобразится множество ошибок причём ошибки могут быть как на английском, русском, китайском так и на японском языке, правельность отбражения ошибок и их перевод зависит конкретно от каждого станкопроизводителя который по своему трактует перевод на русский язык что порождает ещё больше количесво варионтов обображения отдной и тойже проблемы.
( MESSAGE ). Как правило на дисплее системы ЧПУ Fanuc отобразится множество ошибок причём ошибки могут быть как на английском, русском, китайском так и на японском языке, правельность отбражения ошибок и их перевод зависит конкретно от каждого станкопроизводителя который по своему трактует перевод на русский язык что порождает ещё больше количесво варионтов обображения отдной и тойже проблемы.
Нас интерисует ошибка DS0300 и на каких осях станка она активна, это важно для последующего опредениния сервопривода Fanuc на котором необходимо заменить батарейку либо разобраться с причиной возникновения ошибки DS0300.
Вот список отображаемых ошибок при разрядившейся батарейки на приводе Fanuc.
- PS0302 SETTING THE REFERENCE POSITION WITHOUT DOG IS NOT PERFORMED (after trying to zero the axes)
- DS0300 (Y) APC ALARM: NEED REF. RETURN
- DS0307 (X) APC АВ. СООБ : РАЗР. БАТАР. 1
- DS0300 APC ALARM : (X) AXIS NEED ZRN
- DS0300 (Z) APC ALARM: NEED REF. RETURN
- DS0307 (Z) APC ALARM : BATTERY LOW 1
- DS0300 (Y) APC ALARM: NEED REF. RETURN
- DS0300 APC АВ. С : (Y) НЕОБХ. ВОЗВР. В ИСХ. Т
- DS0300 APC ALARM : (X) AXIS NEED ZRN
У компании Fanuc существует несколько типов компоновки сервосистем и различные варианты сервоприводов находящихся в шкафу электроавтоматики станка:

1. Привод моноблочного исполнения в котором все компоненты системы соединены в одном корпусе, в одном блоке реализовано как управление шпинделем станка так и управление до 3 осей. Это как правило так называемый эконом вариант, которы в основном применяют китайские и тайваньские станкопроизводители. В таком приводе как правило установлен один эелемент питания, 1 батарейка Fanuc.
2. Разнесённая сервосистема в которой отдельно блок питания двигателей и отдельно привода на оси и шпиндель станка. В станке могут быть несколько приводов управления осями, каждый привод может управлять одной осью либо двумя осями. При такой компановке системы необходимо понять по какому из приводов возникает ошибка так как в каждом приводе будет установлена батарейка Fanuc для обеспечения постоянного питания мекросхемы пямяти энкодера. Правельное определение привода на котором села батарейка Fanuc позволит оперативно решить проблему.
Для чего необходима батарейка Fanuc и где она находится?

Батарейка в приводах Fanuc необходима системе ЧПУ для сохранения референтных меток в системе координат стнка даже при выключенном его питании. О том, что необходимо заменить батарейку Вначале, при понижении заряда батареи, станок выдаёт соответствующее предупреждающее сообщение. После первого появления сообщения о низком заряде батареи необходимо как можно скорее её заменить. Вы можете приобрести её у нас, написав нам по форме обратной связи или позвонив по телефону 8 800 511-02-67 Заменять батарею необходимо ТОЛЬКО НА ВКЛЮЧЕННОМ СТАНКЕ! Если сообщение было проигнорировано и батарею вовремя не заменили, то в последствии “слетает” машинный ноль станка и потребуется его повторная привязка, требующая ОСТОРОЖНОСТИ!
Батарейку Fanuc необходимо искать внутри электрошкафа станка ЧПУ, как правила она находится под защитной пластиковой крышкой приводе либо приводах Fanuc желтого цвета. Иногда она находится в отдельной коробке подвешенной на приводе Fanuc и соединена двухжильным поводом с разъёмом. На некоторых станках батарейку питания энкодеров выносят снаружи электрошкафа автоматики и заменяют её на обычные батарейки высокой ёмкости типа D как правило необходимо 4 элемента. Их легко купить в любом магазине, одним из плюсов такого расположения батареек является отсутствие необходимости вызывать сотрудника службы ОГМ либо электрика для организации работ внутри электрошкафа станка. как правило такие элементы питания необходимо менять 1 раз в 2-3 года, регламент заметы батарейки Fanuc 1 раз в год.
Если батарейка разряжается слишком быстро 1-6 месяцев и возникает ошибка DS0300 либо мигает APC необходимо обратиться в службу ОГМ либо к электрикам вашего предприятия, для поиска неисправности. Ни в коем случае не увеличивайте мощность батареек путём замены на аккумуляторы либо напряжения путём бобавление элементов питания, это может стать выходом из строя мотора, энкодела либо привода Fanuc.
На что ещё нужно обратить внимание?
ВАЖНО!!! Во избежание серьёзных поломок оборудования рекомендуется визуально контролировать перемещаемые элементы станка на соударение. Для этого требуется снять защитные кожуха перепривязываемых осей. Отметку максимально возможного хода подвижного элемента можно определить по старым масляным следам на направляющих и гайке ШВП. Неправильная привязка осей относительно исходного нуля (с погрешностью более 5мм) может привести к вылету стола станка за свои механические пределы, так как при смещении машинного нуля поле допустимого перемещения смещается вместе с ним! После перепривязки осей ОБЯЗАТЕЛЬНО проверяйте максимальный ход по осям на маленьких скоростях.
Этапность проведения работ.
1. Переходим к параметру 1815 (MDI → SYSTEM → 1815 → SEARCH) – это параметр установки машинного нуля станка по координатам. На рисунке изображено исходное состояние параметра 1815. Если привязка машинных нулей “слетела”, то у Вас в столбце APZ будут стоять нули и это не должно Вас смущать.
2. Не забываем перед изменением параметров разрешить их редактирование (MDI → SET/OFS → SETING → PARAMETER WRITE = 1). Заморгает ошибка “редактирование параметров разрешено” – это Вас также не должно смущать
3. Для начала изменения машинных координат необходимо в биты APZ и APC ввести нули, как на картинке и выполнить перезагрузку ЧПУ. Если Вам необходимо привязать только одну ось (например после ремонта или замены двигателя), то выполняйте данную последовательность только для нужной оси, а не для всех одновременно.
4. Возвращаемся к параметру 1815 и вводим в биты APC единичные значения. Введя значения снова производим перезагрузку ЧПУ.
5. Включив станок перемещаем оси в требуемое нам нулевое положение машинной системы координат (как определить точку машинных координат подробно изложено в следующем разделе). Перемещение станка осуществляется в режиме JOG при этом не рекомендуется использовать ускоренную подачу, так как в данном режиме ход осей не ограничен! Установив оси станка в нужное положение вводим единички в биты APZ и последний раз перезагружаем ЧПУ.
6. Все ошибки с экрана должны исчезнуть, но не спешите радоваться! Ещё нужно проверить правильность проделанных Вами действий! Для этого ознакомьтесь со следующим разделом статьи.
ВНИМАНИЕ!!! Изменение машинного нуля не приведёт к изменению параметров 1320 и 1321 (они отвечают за ограничения рабочей зоны станка и лимиты перемещений). Поэтому не забудьте их проверить и отредактировать при необходимости.
Как определить нулевое положение машинных координат?
Перед перепривязкой машинной системы координат необходимо определить место, где будет находиться новый ноль станка. Для этого начнём с начала. Аксиомой является то, что привязать ноль МСК можно абсолютно в любое место. Нас ограничивают только геометрические параметры станка. Для простоты мы будем привязывать МСК в её предыдущее положение.
Исходными данными для определения этой точки будут значения, установленные в параметрах 1320 и 1321. Эти параметры определяли координаты, за которые станку нельзя было перемещаться. Своего рода программные концевики. При подходе стола к этим координатам ЧПУ останавливает сервопривод, что предохраняет станок от повреждения. Картинка и рисунок ниже помогут Вам понять, за что отвечают значения установленные в параметрах 1320 и 1321.
Взяв эти параметры можно рассчитать примерное положение МСК до проведения работ. При этом нужно понимать, что рабочее поле станка может отличаться от размера стола. На картинке рабочее поле станка показано красным прямоугольником. Центр прямоугольника будет соответствовать центру стола. Для большей точности можно нарисовать рабочее поле прямо на столе (маркером) и установить в шпиндель инструмент с острым кончиком (сверло). Кончик сверла необходимо подвести к точке найденного и отмеченного машинного нуля по осям X и Y, а ось Z поднять на максимальную высоту (разумеется не до столкновения гайки ШВП с опорой винта). Максимальную высоту имеет смысл проконтролировать по следам на направляющих.
Корректировка Z координаты смены инструмента.
Невозможно привязать машинный ноль строго в значение, где он был раньше. Поэтому точка смены инструмента также может сместиться! Смещение более 0.2 мм уже может стать причиной серьёзной аварии, поэтому после перепривязки машинного нуля по оси Z обязательно нужно перепроверить координату смены инструмента (параметр 1240)
Определяется необходимое значение в ручном режиме, путём подвода шпинделя в необходимою позицию по оси Z. Ни в коем случае нельзя менять инструмент в автоматическом режиме, до проверки правильности установленной координаты. На картинке показана правильная позиция смены инструмента, расстояние Т зависит от типоразмера конуса патрона.
Установив инструмент в нужную позицию считайте новые машинные координаты смены инструмента из меню POS. Полученные значения вводятся в параметр 1240.
Проводите во время плановое ТО станка и систематическая проверка заряда батареек питания энкодеров избавит вас от нештатных ситуаций.
Копирование и распространение данной статьи позможно только с письменного разрешения компании ООО «Ремстанмаш», при публикации статьи ссылка на первоисточник обязательна.