
-

demonlibra
- Администратор
- Сообщения: 7428
- Зарегистрирован: 11 сен 2008 08:20
- Благодарил (а): 21 раз
- Поблагодарили: 101 раз

Загрузка ПК и BW
#2
Сообщение
demonlibra » 26 мар 2020 10:55
1. Образ с работающей системы делался? Напрашивается переустановка.
2. После чего это началось? Или само собой внезапно одним прекрасным утром?
Не бойся поломать. Бойся не починить ))

-

GUK
- Опытный

- Сообщения: 671
- Зарегистрирован: 12 июл 2011 22:42
- Благодарил (а): 3 раза
- Поблагодарили: 27 раз


Ошибки при загрузке Rover B 4.35
#6
Сообщение
GUK » 26 мар 2020 11:40
Rover a3.30 писал(а): ↑26 мар 2020 10:58
Ничего не делалось с самого начала(12 лет)
Если у вас 12 лет станок работал по-полной каждый день, то вы должны были уже пару раз сделать ревизию мат. платы на предмет высохших конденсаторов. Это хоть и HP, но кондюки сохнут через 5-7 лет. Я на своих уже по тройке раз за 15 лет делал. Также желательно и просмотреть БП, хотя они более-менее живучие. Если жесткий диск прогоняли Викторией или MHDD и все норм на предмет потерь, то 100% пульсации по шинах питания
а чтобы системник сам включался после подачи питания, нужно в биосе задать на вкладке настройки электропитания
-

ennio
- Опытный
- Сообщения: 4133
- Зарегистрирован: 01 дек 2008 19:20
- Благодарил (а): 6 раз
- Поблагодарили: 99 раз


Ошибки при загрузке Rover B 4.35
#10
Сообщение
ennio » 23 июл 2020 09:46
Rover a3.30 писал(а): ↑23 июл 2020 09:35
Белая кнопка просто выключилась и не включается
потому что станок ушел в HALT
ищите на форуме PLC432
судя по описанию проблема на голове
и скорее всего с проводкой
я бы сильно посмотрел на состояние Т-образного соединителя и заменил бы его на такой же с подвала

-
Nikita
- Опытный
- Сообщения: 610
- Зарегистрирован: 11 фев 2010 22:23
- Благодарил (а): 7 раз
- Поблагодарили: 42 раза
Ошибки при загрузке Rover B 4.35
#14
Сообщение
Nikita » 23 июл 2020 20:59
Долго ли проработает….
Прислушайтесь.
С выключенным питанием проверьте затяжку всех резьбовых электрических разъемов на станке. Если ошибка повторится смотрите на то же устройство (1.2.1) ругается или нет.
Typical startup error codes appear every time the Biesse Rover 24 is started for the first time from complete power down condition. There is another set that appears after the softkeys are pushed on the front of the PLC (Programmable Logic Controller – it’s the big computer cabinet).
XNC Manual with ERROR CODES at end of book: XNC Operation Manual Download – 2.7MB↓
The “soft keys” are the actual buttons on the front of the computer cabinet.
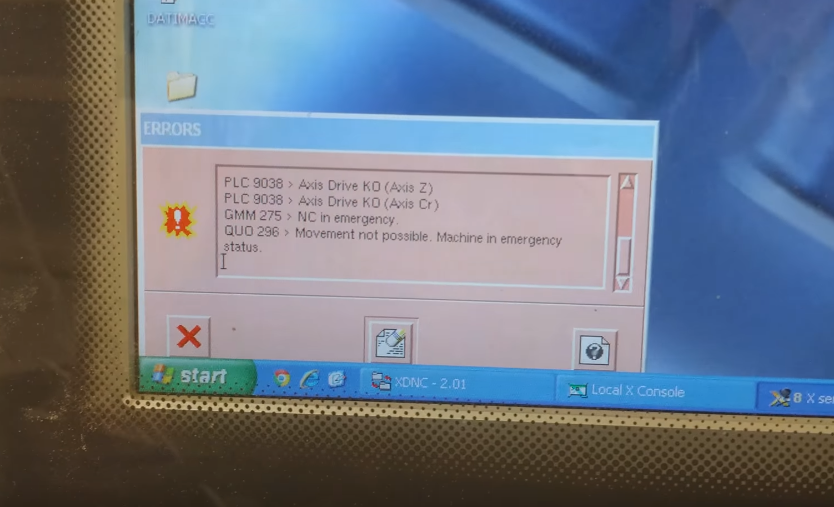
The ERRORS dialog box will display something like this:
*************************************
PLC 9038 – Axis Drive KO (Axis Z) [ServoPack for Z drive – no pwr]
PLC 9038 – Axis Drive KO (Axis CR) [ServoPack for tool craddle – no pwr]
GMM 275 – NC in emergency.
QUO 296 – Movement not possible. Machine in emergency status.
***************************************
To clear this initial emergency status code press the soft keys in this order [STOP] + [RESET] + [CLEAR]
Next, the ERRORS dialog will display the following:
*****************************************
AXS 339 – Axis not calibrated. Homing must be performed.
PLC 9001 – Thermal relays KO (in 0)
**************************************************
The PLC 9001 looks all serious but it just means that you have to press the big green button on the front of the machine cabinet. The button should light up (if the bulb isn’t burned out) and you can hear a click in the cabinet. That click is the contactor for main power to the machine controls making contact.
Next press the soft keys [STOP] + [RESET] + [CLEAR] again. You should hear more clicks and pops as you press [STOP] and [RESET] buttons.
NOW YOU ARE READY TO PERFORM THE GLOBAL HOMING!
Regard the “Quote” dialog window. Your machine should have a little blue box next to “GLOBAL HOMING” on the upper right of the screen. If the box to the left of the words isn’t blue then click on the words GLOBAL HOMING with your mouse pointer.
Once Global Homing is selected refer back to the “soft keys” on the front of the machine cabinet. There is a green [START] button between the [STOP] and [RESET] buttons. Press this green [START] button and the machine should start homing!
YAY!!!! Once the machine is finished homing it should now be in AUTOMATIC mode. To check this look in the QUOTE window, under GLOBAL HOMING. The box next to AUTOMATIC should now be blue.
Now select your warm-up program. (Always run a warm-up – sequence through 2 minutes with the spindle spinning at 10,000 RPMs then 2 minutes at 12,800 RPMs then 1 minute at 18,000 RPMs.
To select the program refer back to the QUOTE window. Click on WINDOWS then PROGRAM then [Your WarmUp Program] and click the green check-mark in the lower right to load the program.
Press the green [START] soft key on the front of the cabinet to load the program into machine memory.
If you are using a spoil board on your table, the ERRORS window will pop up displaying the error code: *************************************
PLC 9432 – Dynamic jig thickness mode enabled. Check that thickness indicated is correct!
*************************************
If your jig thickness is set properly, just continue on and press the quadrant 1 button on the floor pedestal, press the foot switch to activate the vacuum pump and then press the quadrant 1 pedestal button again. The program should start!
If you get an error code: PLC – 1191* it means that you haven’t opened the program in the machines editor and saved it.
See the video on how to run a program for the first time here: Biesse Rover 24 Machine Start Up
Here are a couple links I found for artCam from deprecated AutoDesk software that have the basic structure for the post processors for different types of Biesse machines: download the Biesse.zip file…Biesse CNC Post Processor Guides
Thanks for watching!
-
03-01-2013, 06:55 PM
#1
Neuer Benutzer
Biesse Rover A3 — PLC error
Hello,
I have two strange errors on my Rover A3 when I start up machine.
It says:PLC 375 > Time-out during communication with a device ax.0
PLC 372 > HALThttp://www.abload.de/img/errordlko6.jpg
After that, I can’t power on Rover, I should get signal (RED light ON) but nothing.
What kind of problem is this?
Is something serious or not?
How to get rid of that error?Thnx a lot.
-
03-25-2013, 09:45 AM
#2
Registered
Hi ,
Time-out during communication often occurs whenever the driver isn’t installed well ,so no communication with PC and Machine . You may have a check ~ Well we are not familiar with this controller system . Have you consult with the manufacture and get help from the technician .Best regards,
XYZ Machinery
-
04-03-2013, 07:57 AM
#3
Registered
you have a problem with the PLC its in HALT. try to send your log file to Biesse, they can tell you where is the fault
-
02-10-2018, 07:43 AM
#4
Registered
Re: Biesse Rover A3 — PLC error
Hi
i have the same problem and i get just like your errors did you solve that?
-
04-16-2019, 10:28 AM
#5
Check the connections on the back of the PC.
This is generally a problem with the connection between the PC and the machine.
Could also be the network card in the PC. Originally Posted by v3rbatim99
Hello,
I have two strange errors on my Rover A3 when I start up machine.
It says:PLC 375 > Time-out during communication with a device ax.0
PLC 372 > HALThttp://www.abload.de/img/errordlko6.jpg
After that, I can’t power on Rover, I should get signal (RED light ON) but nothing.
What kind of problem is this?
Is something serious or not?
How to get rid of that error?Thnx a lot.
-
07-25-2019, 07:24 AM
#6
Re: Biesse Rover A3 — PLC error
Hello,
I am experiencing the exact problem as v3rbatim99 with my Biesse Rover A3.
The machine was working fine, but after a power supply unit replacement on the PC, the PC lost communication with the machine and I am getting the error:
PLC 375 > Time-out during communication with a device ax.0
PLC 372 > HALT
There seem to be no problem with the opertation of the PC and everything seems connected OK.
I would greatly appreciate it if you kindly give me some feedback on how to overcome the problem.
Thanks in advance.



ROVER K FT2231 Обрабатывающий центр с ЧПУ
РОВЕР К ФУТ 2231
Обрабатывающий центр с числовым программным управлением
Все изображения предназначены только для иллюстрации
C4000422
КОЛИЧЕСТВО
1
Обрабатывающие центры с ЧПУ ROVER K FT
BIESSE имеет сертификат ISO 9001 с 1995 года и работает в соответствии с нормами UNI EN ISO 9001: 2015. Эксплуатационные испытания каждого обрабатывающего центра включают следующиеtagэто:
Промежуточный контроль рабочих узлов и предварительно смонтированных компонентов Непрерывный рабочий тест в виде моделирования обработки в течение минимум 10 часов Контроль точности осей X и Y и повторяемости позиционирования с помощью интерферометрического лазера (норма VDI / 3441) Оси X и Y с помощью функции программного обеспечения: значения, обнаруженные во время лазерных испытаний, обрабатываются ЧПУ и передаются на приводы осей для повышения точности позиционирования Функциональные испытания для фрезерных и расточных операций на панелях, расположенных на всех началах станка
Конструкция Biesse основана на программном продукте CAD для твердотельного моделирования, который позволяет определять возможные структурные деформации, вызванные статическими и динамическими нагрузками, и определять размеры наиболее критических компонентов, выделяя наиболее напряженные области, требующие усиления.
Рама машины Рама машины изготовлена из толстой электросварной стали с замкнутой кольцевой конструкцией, усиленной в наиболее нагруженных местах.
Вертикальная балка Вертикальная балка, подвижная в продольном направлении (ось X), изготовлена из электросварной стали с портальной структурой: толстые стальные листы и усиливающие поперечные элементы обеспечивают более высокую жесткость и позволяют получить максимальную точность.
Поперечные и вертикальные каретки Поперечная каретка (ось Y) и вертикальная каретка (ось Z) изготовлены из отливки из легкого алюминиевого сплава, которая стабилизируется, а затем обрабатывается на одной установке для максимальной точности.
Движение управляемых осей
Приводы осей и системы двигателей Biesse использует бесщеточные двигатели, управляемые цифровыми приводами осей. Цифровая система Mechatrolink позволяет:
Более высокая скорость обработки, поскольку часть траектории инструмента контролируется приводом оси, а не числовым программным управлением
РОВЕР К ФУТ 2231
3
Повышенная точность работы благодаря более быстрой обработке данных Повышенная надежность благодаря сокращенной системе электропроводки, которая устраняет электрические помехи, которые могут возникнуть в аналоговых системах Сокращение простоев станка и времени простоя благодаря диагностике ошибок с пояснительными сообщениями, отображаемыми непосредственно на ЧПУ
Система передачи по осям X и Y Для перемещений рабочего блока по продольной оси (ось X) и поперечной оси (ось Y) Biesse использует решение с шестерней, зубчатой рейкой со спиральной зубчатой передачей и прецизионным редуктором с одинарной шестерней. И рейка, и шестерни имеют класс точности 6 (норма DIN 3962). Передвижная вертикальная балка имеет два независимых двигателя, по одному с каждой стороны рамы машины.
Передача по оси Z Поскольку рабочий блок перемещается в вертикальном направлении (ось Z), BIESSE использует шариковинтовую систему с классом точности T7 с предварительно натянутой гайкой для компенсации люфта и воспроизводимости точности позиционирования. Движение передается на винт через гибкий шарнир.
Направляющие осей Все оси перемещаются по линейным направляющим из закаленной и выпрямленной стали с помощью предварительно нагруженных рециркулирующих шарикоподшипников. Каждый шариковый подшипник оснащен 4 скользящими прокладками, из которых 2 внутренние и 2 внешние, для защиты подшипника от попадания стружки и пыли.
Ручная централизованная система смазки Централизованная система смазки с 2 точками смазки позволяет с помощью насоса, поставляемого с машиной, вручную подавать смазку в:
Рециркуляционные шарикоподшипники осей X, Y и Z Система зубчатых колес трансмиссий X и Y Шарико-винтовая гайка трансмиссии оси Z
На экране появляется предупреждение о необходимости смазки.
РАБОЧАЯ ЗОНА
Рабочий стол FT Рабочий стол изготовлен из стратифицированного фенола, он включает в себя вакуумную систему фиксации деталей и обработан с шагом сетки 30 мм для быстрого размещения прокладок или стандартных вакуумных модулей через адаптер. Весь рабочий стол оборудован входными отверстиями для вакуума (D = 10 мм) с межосевым расстоянием 150 мм и снабжен запатентованными заглушками для быстрого снятия. Рабочий стол может быть сконфигурирован в зависимости от необходимости с помощью резьбовых вставок M8 (шаг 30 мм) для установки зажима или других приспособлений.amping оборудование.
Рабочие зоны Машина имеет 1 рабочую зону с 2 левыми началами, 1 спереди и 1 сзади.
Пневматические контрольные упоры Исходное положение машины определяется набором упоров с пневматическим перемещением, что обеспечивает максимальную точность позиционирования. В базовую комплектацию машины входят:
2-х штыревой упор для левой задней части 3-х штырьковый опорный упор для левой передней части 2 боковых упора (левая сторона)
РОВЕР К ФУТ 2231
4
Вакуумная система и зоны фиксации Вакуумная система, необходимая для фиксации детали, включает буферную камеру, которая обеспечивает постоянный и высокий уровень вакуума, обеспечивающий быстрое распространение по рабочему столу во время цикла фиксации и максимальное вакуумное усилие во время операций обработки. Рабочий стол разделен на 2 зоны блокировки для оптимизации блокировки панелей меньшего размера. Вакуумная блокировка активируется ножной педалью, входящей в комплект поставки.
* Для размера 1224 возможна только одна зона запирания.
Предварительная договоренность для подключения минимум № 2 Вакуумные насосы 250 м3 / ч или 300 м3 / ч, или больше насосов, если выбрано. Он включает в себя электрические компоненты, вакуумные распределительные трубки, 1 аналоговый и 1 цифровой вакуумметр. Цифровой измеритель вакуума разделяет минимальный уровень вакуума, используемый во время операции наплавки спойлборда, от более высокого уровня, используемого во время стандартного производства.
РАБОЧИЙ БЛОК
Предварительная подготовка для электрошпинделя. Включая электропроводку к электрическому шкафу и пневматические соединения для электрошпинделя.
* Требуется выбор 1 электрошпинделя среди представленных в прейскуранте.
Защитные устройства Требуется выбрать одну систему безопасности среди тех, что указаны в прейскуранте.
Электрическая система. Машина может работать от 380/400/415 В — 50/60 Гц. Электрический шкаф и внутренние компоненты соответствуют нормам CEI EN 60204-1 и CEI EN 60439-1. Вспомогательный трансформатор обеспечивает напряжение подключения.tage для персонального компьютера, кондиционера и вентилятора охлаждения электрошпинделя, избегая использования среднего нейтрального провода, не всегда доступен. Электронное оборудование питается от стабилизированного источника постоянного тока 24 В.
Кондиционер для электрошкафа Позволяет:
Безупречная работа всех электронных компонентов внутри электрического шкафа даже при очень высоких температурах, до 40 ° C (104 ° F); Беспыльная среда, так как нет вентиляторов для аэрации.
Система управления Числовое управление Biesse property Система управления BH660 основана на ПК. Новая технология Biesse WRT (Windows Real Time) расширяет функциональные возможности операционной системы Windows, позволяя ей работать в режиме реального времени и напрямую управлять машиной, избегая ненужного оборудования и повышая надежность и производительность.
Настольный персональный компьютер Основные технические характеристики:
ЦП Intel Core I7 8 ГБ оперативной памяти 128 SSD ГБ жесткий диск или более качественная выделенная графическая карта 21.5-дюймовая ЖК-клавиатура Мышь
РОВЕР К ФУТ 2231
5
Устройство записи DVD-дисков USB-порты Ethernet-карта для сетевого подключения к офисному ПК
Приведенные выше технические характеристики могут обновляться без предварительного уведомления. Поскольку персональный компьютер управляет процессами машины, BIESSE не разрешает установку дополнительного неавторизованного программного обеспечения под страхом потери гарантии.
Стандартная портативная клавиатура управления. Включает:
Отмена формы ручное управление запрограммированной скоростью осей Аварийная кнопка
Предварительная подготовка органов управления на удаленной клавиатуре Включая все провода внутри электрического шкафа.
Статистический отчет Статистика машины — это программная среда, способная собирать общую информацию о событиях в машине, чтобы отслеживать производительность и надежность с течением времени. Клиенты могут напрямую выбирать, какие события следует записывать, напримерampоставьте настройку машины, производство, разрешенные паузы, циклы смазки и т. д.
Процедура аварийного восстановления Эта функция позволяет операторам возобновить работу, прерванную из-за аварийной остановки машины. Программа перезапускается именно с того места, где она была прервана, в соответствии с определенной процедурой. Работа может быть возобновлена, если произошла аварийная остановка во время:
Цикл фрезерования с электрошпинделем Цикл сверления с расточной головкой Цикл фрезерования с лезвием Цикл автоматической смены инструмента Любое движение, запрограммированное инструкцией ISO
Внедрение этой функциональности позволяет избежать отказа от полуфабрикатов, сэкономить деньги в случае ценных материалов (редкие породы древесины и т. Д.) И время в случае долговременных деталей.
Функция расчета стойкости инструмента ЧПУ запоминает расстояние, пройденное каждым фрезерным инструментом, и сравнивает его со значением, установленным оператором. Когда достигается это установленное значение, на экране отображается постоянное предупреждающее сообщение, которое повторяется каждый раз, когда данный инструмент достигает значения, установленного оператором. Аппаратный выход (альтернативный или постоянный, выбираемый заказчиком) позволяет подключить внешнее устройство (например, мигающий свет или сирену), которое будет активировано, когда сообщение появится на экране.
Индустрия 4.0 — Интеграция с заводскими системами В связи с развитием промышленной автоматизации, машина объединяет некоторые функции, позволяющие повысить качество продукции на заводах. В частности, можно:
Подключите машину к заводским ИТ-системам с удаленной загрузкой инструкций и / или программ обработки деталей посредством подключения к сети Ethernet, с протоколом TCP-IP, с IP-адресом, установленным пользователем, для отправки программ и списков заданий. через соответствующие интерфейсные библиотеки, поставляемые по запросу клиента (PCQUO);
РОВЕР К ФУТ 2231
6
Автоматически интегрируйте машину в систему логистики предприятия. Станок публикует информацию о программах (уникальный идентификатор, статус программы, отличительное имя, время и дата начала / окончания и т. Д.), Элементарных состояниях станка и смене инструмента. Информация может быть прочитана MES благодаря протоколу обмена OPC-UA.
* Разработка программного обеспечения для получения данных, предоставляемых машиной Rover через сервер OPC UA, относительное агрегирование и интеграция в MES / системах управления оплачиваются заказчиком. * Для активации обратитесь в авторизованный сервисный отдел Biesse.
Телесервис Обеспечивает немедленный и прямой доступ к ЧПУ станка через сеть. Таким образом можно проверять машинные данные, пользовательские программы, входные / выходные сигналы и системные переменные, а также устанавливать обновления программного обеспечения, тем самым предоставляя:
Сервисное обслуживание в режиме реального времени Более быстрое решение проблем Постоянное сокращение времени простоя оборудования Обновление программного обеспечения в режиме реального времени
Поддержка Teleservice бесплатна в течение всего гарантийного срока.
Документация для пользователя Инструкции по установке Руководство пользователя станка Инструкции по эксплуатации программного обеспечения Пневматические и электрические схемы Компакт-диск InDocs, содержащий каталог запасных частей Заводская декларация сборки и испытаний
Оборудование для техобслуживания Устройство для блокировки и разблокировки инструмента из державок Набор гаечных ключей Смазочный насос Смазка для линейных направляющих, реечной передачи и шестерни Смазка для расточной головки и агрегатов
Технические характеристики Максимальная скорость осей X — Y — Z Ход оси Z Проход детали оси Z Проход детали оси Z с подметальным рычагом
25-25-25 м / мин 320 мм 170 мм 170 мм
* Технические данные должны быть проверены на детальном макете в соответствии с рабочими блоками, выбранными на машине.
Обрабатывающий центр с ЧПУ ROVER K FT 2231 FT Размер рабочего стола: X = 3100 мм; Y = 2205 мм
* Размеры указывают расстояние между упорами по осям X и Y соответственно; максимальный размер панели, которая может быть загружена автоматически по оси Y, равен расстоянию между упорами минус 5 мм.
7510179
1
Источник бесперебойного питания (ИБП) для ПК станка. В случае питанияtagУстройство позволяет работать с ПК от 7 до 10 минут в зависимости от условий работы с целью сохранения данных.
РОВЕР К ФУТ 2231
7
C7510001
1
Дистанционная клавиатура
Клавиатура управляет основными функциями, доступными для настройки рабочего места, инструментария рабочего блока и приспособления смены инструмента. Выносная клавиатура имеет эргономичную форму, удобный для чтения дисплей и оснащена магнитным устройством для ее размещения на опорных ручках панели или в шкафу управления.
Она включает в себя:
· Аварийная кнопка 2 потенциометра Мембранные клавиши для доступа к меню, отображаемому на дисплее
3 программируемых клавиши обеспечивают немедленный доступ к наиболее часто используемым функциям
Это позволяет оператору:
Сброс осей Перемещение осей в ручном режиме Регулировка скорости осей с помощью потенциометра Управление вертикальным перемещением шпинделей сверлильного агрегата для инструментальной оснастки Управление вертикальным перемещением кожуха пылеудаления во время рабочих фаз для визуального контроля всех операций выполняется на тестовой панели Отображение всей информации, относящейся к настройке рабочей зоны: панель поддерживает размеры для позиционирования по оси X, размеры для позиционирования скользящих оснований по оси Y, тип вакуумного модуля, размещенного на каждом выдвижном основании с соответствующей ориентацией. Проверьте состояние ввода. и выходные сигналы. Активировать ленту для удаления стружки, если она есть. Выполнить операции по смене инструмента.
* Если присутствует, селекторы для выбора областей блокировки не активированы.
C4000148
1
СОЖ
В каждый заданный интервал времени, регулируемый с помощью числового программного управления, насос автоматически подает смазку к движущимся частям машины (линейным направляющим и подшипникам, шариковинтовой передаче с рециркуляцией) без простоев машины и вмешательства оператора. Когда количество смазочного материала в баке достигает минимума, на экране ЧПУ появляется предупреждающее сообщение.
* Требуется электрошпиндель ISO или HSK
РОВЕР К ФУТ 2231
8
C7022024
1
Защита рабочей группы для стандартного операционного блока (электрошпиндель + расточная головка) расширенная
Он включает в себя жесткую защиту, закрепленную вокруг балки машины с открывающейся передней дверцей, чтобы облегчить оператору доступ к передним рабочим группам. Устройство безопасности запрещает запуск машины при открытой дверце.
C7022027
1
Система безопасности CE для автономной машины с доступом с трех сторон Решение соответствует основным требованиям действующих европейских директив:
Директива по машинам 2006/42 / CE Директива по электромагнитной совместимости 2014/30 / UE Low Voltage Директива 2006/95 / CE.
Включающий в себя:
Бамперы, расположенные на крышке машины со всех 4 сторон, обеспечивают немедленную остановку машины в случае столкновения с оператором. Дополнительный аппаратный блок управления для систем безопасности.
Удлинитель для защиты от подъема с правой стороны базовой рамы Динамическое управление вращением и разблокировкой инструмента Кнопки сброса на базовой раме машины для перезапуска машины из аварийного состояния
* Требуется усиленная защита рабочей группы * Для автономной машины или с разгрузочным ленточным конвейером
C7200038
1
Пневматические опорные остановки и исходные точки для ПРАВОЙ области (не включает функцию маятника)
Позволяет запускать программы так, чтобы справочная сторона панели находилась справа.
Включающий в себя:
2 задних упора для ПРАВОЙ области 3 передних упора для ПРАВОЙ области 2 упора с ПРАВОЙ стороны Запуск программы ПРАВОГО исходного положения включен в станцию управления (UPI) Дополнительная ножная педаль для активации вакуумной блокировки ПРАВОГО начала
Дополнительные упоры с пневматическим опусканием создают 2 дополнительных исходных точки для правильной привязки панелей. Упоры автоматически поднимаются в зависимости от выбора исходной точки. Фигуры, которые должны быть выполнены в правильном начале, блокируются нажатием педали, расположенной рядом с областью, которая должна быть активирована.
РОВЕР К ФУТ 2231
9
* Для одной машины требуется приращение 7 датчиков для обнаружения опущенных упоров, если выбрано * Для машины с автоматической системой загрузки и разгрузки (подметальный рычаг) включает приращение из 6 или 8 датчиков для обнаружения опущенных упоров
C7302019
1
8 зон Мультизональная вакуумная система ROVER K FT 15XX — 1836 — 22XX Рабочий стол FT разделен на 8 зон, каждая из которых независимо активируется ЧПУ, что обеспечивает наилучшую оптимизацию вакуума. Он позволяет блокировать панели разных размеров, сводя к минимуму рассеивание вакуума, без вмешательства оператора. Проверьте размеры и положение вакуумной зоны на конкретном макете.
* Требуются пневматические контрольные упоры и исходные точки для ПРАВОЙ области.
C7350006
1
Функциональность маятниковой обработки для станков с трехсторонним доступом CE Функциональность позволяет загружать панель одного происхождения, в то время как машина работает на противоположном происхождении.
* В случае автономной машины требуется система для автономной машины с доступом с 3 сторон * Требуются пневматические контрольные упоры и исходные точки для ПРАВОЙ области * Для размера 1224 требуется 2-х зонная вакуумная система Multizone * Не совместим с автоматической загрузкой / разгрузкой система
7300804
2
Вакуумный насос с вращающимися кулачками 250 м3 / ч Работа без масла благодаря бесконтактным кулачкам, что обеспечивает высокую эффективность без необходимости смазки. Насосы с поворотными кулачками поддерживают постоянную эффективность в течение долгого времени и не требуют дорогостоящих услуг по техническому обслуживанию. Скорость потока:
250 м3 / ч при 50 Гц 300 м3 / ч при 60 Гц
* Требуется вакуумная система
C7210005
1
Электрошпиндель 9.0 кВт (12 л.с.) с муфтой HSK F63, с воздушным охлаждением Технические характеристики:
Керамические подшипники правое и левое вращение 7,5 кВт (10 л.с.) от 12,000 до 15,000 об / мин в режиме S1 9,0 кВт (12 л.с.) от 12,000 до 15,000 об / мин в режиме S6 Скорость вращения от 1,000 до 24,000 об / мин, программируется с помощью ЧПУ
Она включает в себя:
жесткая система пылеулавливания с щетками с пневматическим отключением для операций смены инструмента 2 регулируемых сопла, способных продувать сжатый воздух во время операций обработки и повышать эффективность пылеулавливания. 1 устройство для блокировки и разблокировки инструмента из держателей
РОВЕР К ФУТ 2231
10
1 воздуходувка с соплом для очистки держателя инструмента во время смены инструмента
* Требуется как минимум один магазин устройства смены инструмента или подборщик, если таковой имеется * Требуется модернизация вытяжного кожуха с 6 различными положениями, если выбрано:
— Фланец — Предварительная подготовка к сборке блока интерполяции вращения на 360 ° (ось C) — Блок интерполяции вращения на 360 ° Крутящий момент Ось C
C7210007
1
Модернизация вытяжного кожуха с 6 различными положениями по оси Z, управляемыми ЧПУ.
Он включает в себя вытяжной кожух с 6 различными положениями по Z, управляемыми ЧПУ, в зависимости от длины инструментов или различных программ. Вытяжка автоматически отключается, когда электрошпиндель не работает.
* Позволяет использовать агрегаты путем добавления узла интерполяции вращения на 360 ° Torque C-Axis
C7210008
1
Устройство предварительной настройки для измерения длины инструмента диаметром до 130 мм.
Цифровое устройство для измерения длины инструмента с помощью контактной пластины. Устройство проверяет длину инструмента и обновляет значения в таблице инструментов числового программного управления. Диаметр контактной пластины 130 мм. Мы рекомендуем использовать обдувное устройство для очистки поверхности для чтения. Измеряемые длины (мин. / Макс.) Должны быть проверены на конкретном макете.
* Включает специальный держатель инструмента для настройки устройства. * В контроллере DSP пресеттер будет двигаться вместе с рабочей группой
7212127
1
Блок интерполяции вращения на 360 ° Torque C-Axis Блок с технологией прямого привода (MK259) установлен на электрошпинделе и оснащен:
1 конический паз для агрегатного отсчета и 3 воздуховода для подачи сжатого воздуха для агрегата или конкретного используемого нагнетателя (авторизованного Biesse).
Обеспечивает непрерывное вращение агрегатов в плоскости XY и может выполнять интерполяцию одновременно с главными осями с максимальной скоростью вращения при интерполяции 60 об / мин. В станках с несколькими электрошпинделями необходимо указать прорезь.
* Требуется электрошпиндель ISO или HSK * Несовместим с фланцем для сборки агрегатов на электрошпинделе * Несовместим с механическим прессом с пневматическим опусканием * Любое использование агрегатов, не поставляемых с прейскурантом Biesse и без оценки пригодности, требуется Biesse,
поставит под угрозу признание гарантии на электрошпиндели и подключенные устройства.
РОВЕР К ФУТ 2231
11
7212900
1
Выдувной агрегат с 4-мя кольцевыми форсунками Блок состоит из кольцевого диффузора с 4-мя форсунками, расположенными через каждые 90 °, способными выдувать сжатый воздух во время операций обработки и повышать эффективность пылеулавливания. Устройство настоятельно рекомендуется для приложений с вложением.
* Требуется электрошпиндель ISO или HSK * Требуется модернизация вытяжного кожуха со щетками или 6 различных положений по Z, контролируемых ЧПУ, если они еще не включены * Несовместим с 5-осевым блоком
C7350003
1
Дополнительная каретка оси Z для передних рабочих органов, с пневматическим ходом
Эта каретка подходит для сверлильного агрегата и / или датчика происхождения панели и / или толщины. Спуск каретки управляется пневматическим движением, которое опускает переднюю каретку из задней. Сверлильный агрегат закреплен непосредственно на передней Z-образной каретке, вертикальное перемещение которой регулируется пневматически.
* НЕ допускает последующую модернизацию бурильной головки или датчика обнаружения * Модернизация НЕ возможна
C7022025
1
Расточная головка BH 10
Рабочий блок, который может быть оснащен 10 независимыми инструментами для одиночного или множественного сверления на верхней поверхности панели. Шпиндели имеют чередующееся правое / левое вращение и приводятся в движение прецизионными косозубыми зубчатыми колесами со шлифованными зубьями, что обеспечивает минимальный уровень шума и максимальную точность обработки. Расточная головка оснащена системой ручной смазки, которая должна выполняться в заданное время через смазочный насос, и об этом напоминает предупреждающее сообщение на экране ЧПУ. Головка имеет воздушное охлаждение. Устройство состоит из 10 вертикальных независимых шпинделей с шагом 32 мм (5 шпинделей по оси X и 5 шпинделей по оси Y). Шпиндели приводятся в движение 1 двигателем с инверторным управлением (мощность двигателя 1.7 кВт при 2800 об / мин — 3 кВт при 6000 об / мин). об / мин): скорость вращения шпинделя программируется до 6000 об / мин для выполнения быстрых циклов сверления и сокращения времени обработки. Кроме того, можно запрограммировать правильную скорость вращения в зависимости от обрабатываемого инструмента и материала. Расточная головка оснащена специальным кожухом для сбора пыли, который автоматически активируется во время работы установки.
* Требуется наличие дополнительной каретки Z с пневматическим ходом (если доступно) или управляемой независимой осью
C7200056
1
Комплект горизонтальных шпинделей для расточной головки BH10 (головка в сборе BH 17L) Набор позволяет выполнять сверление на 4 вертикальных сторонах панели и пазах для лезвий по оси X на верхней поверхности панели. Включающий в себя:
РОВЕР К ФУТ 2231
12
3 горизонтальных шпинделя с двойным выходом с шагом 32 мм, из которых 2 ориентированы по оси X и 1 ориентированы по оси Y 1 круговое лезвие диаметром 120 мм для канавок по оси X (максимальная глубина канавки 25 мм)
* Требуется расточная головка BH10 * Дооснащение недоступно
C7250085
1
Устройство смены инструмента с фиксированной стойкой Устанавливается с левой стороны базовой рамы станка, оно позволяет иметь до 10 (размер 12xx-15xx) или 11 (размер 18xx) или 14 (размер 22xx) инструментов, всегда доступных там, где это необходимо на станке, что снижает время смены инструмента. Благодаря тому, что он хорошо интегрирован в базовую раму, он представляет собой компактное, простое и чрезвычайно надежное решение.
Основные технические характеристики:
3 или 4 пары держателей инструмента с межосевым расстоянием: 100 мм, инструменты, которые можно хранить: 10 для размера 12xx-15xx, 11 для размера 18xx, 14 для размера 22xx макс. диаметр инструмента: 160 мм проверить расположение устройства смены инструмента на положение с ограничениями макс. длина инструмента: проверьте схему устройства смены инструмента макс. вес инструмента или агрегата + инструмент: макс. 7.5 кг. общий вес: 32 кг.
* Не совместим с системами загрузки * Не совместим с устройствами безопасности CE — Высокая скорость с муфтой ISO 30
7530392
1
Программа BSolid 3D CAD-CAM для проектирования, моделирования и управления процессами обработки на обрабатывающих центрах и расточных станках Biesse. Использование дополнительных дополнительных модулей позволяет расширить и специализировать производительность базового модуля bSolid независимо от того, установлен ли он на машине или в офисе. Программный пакет, работающий в среде Windows, позволяет проектировать конечный продукт, определять его обработку, определять настройку рабочего стола, моделировать обработку детали на 3D-модели станка и генерировать необходимые для станка программы.
Среда CAD / CAM со следующими функциями:
Дизайн и проект САПР:
Команды для определения и редактирования параметрических объектов, таких как геометрия, поверхности и тексты. Команды для создания и изменения вертикальных, наклонных и изогнутых пользовательских параметрических граней. Непараметрические команды, предназначенные для изменения геометрии, поверхностей и текстов, таких как: смещение, колесо, масштаб, симметричная копия, обрезка, автоматическое сопряжение, объединение и т. Д. Инструменты ручного определения размеров. Среда для вставки и изменения переменных с использованием геометрии, поверхностей и всех процессов. Инструменты визуализации дизайна, такие как масштабирование, view вращение, ортогональное view на индивидуальные лица. DXF, CIX и BPP file Импортировать. Импорт files больших размеров или содержащие много элементов (например, точки, линии и т. д.) не гарантируются.
РОВЕР К ФУТ 2231
13
CAD / CAM проектирование и проектирование: быстрое и немедленное 3D-моделирование обработки детали с визуализацией удаления материала; полезен для быстрой и визуальной проверки соответствия запрограммированной рабочей последовательности желаемой, до тех пор, пока результаты обработки не будут видны на готовой детали.
Команды для проектирования фрезерования, расточки и вырезов на горизонтальных, вертикальных, наклонных и изогнутых гранях с возможностью работы с этими гранями в упрощенном 2D-режиме (следовательно, 4-осевая обработка). Команды для создания 2D простых карманов на стандартных и нестандартных гранях; функция автоматически учитывает характеристики геометрии и инструмента с возможностью выбора различных типов траектории (например, концентрической, однонаправленной и т. д.). Независимое управление несколькими машинами. Управление 5-осевой обработкой только в позиционировании. Среда для создания и изменения макросов (также параметрическая). Индивидуальный дизайн инструмента (фрезеры, сверла, пильные полотна и их трехмерная форма). Графическая среда для упрощения создания пользовательских 3D-инструментов. Созданный таким образом инструмент вместе с трехмерной графической средой с удалением стружки позволяет сразу получить viewс готовой детали. Он позволяет импортировать чертежи в формате dxf, предоставленные внешними поставщиками или созданные в других системах САПР. Это также позволяет назначать контрольные точки для упрощенного программирования. Управление агрегатами, поставляемыми по прейскуранту. Создание упрощенных персонализированных агрегатов. Использование этой категории объектов не предусматривает контроля столкновений. Управление дефлекторами входит в прейскурант. Возможность поиска и клонирования инструментов, агрегатов и дефлекторов. Определение последовательностей обработки. Трехмерная графическая среда для упрощения набора инструментов, агрегатов и дефлекторов в различных магазинах на станке с возможностью определения даже общих размеров.
3D-графическое моделирование. 3D-графическая среда, которая поможет вам управлять рабочей поверхностью, с возможностью добавления и удаления различных типов вакуумных модулей, доступных для конфигурации машины; также возможно графически настроить имеющиеся опоры панелей и раздвижные основания. Возможность использования команды полуавтоматического позиционирования, которая позволяет вам предоставить, когда это возможно, предложение по настройке всей рабочей поверхности, которое затем может быть уточнено вручную. Возможность моделирования движений, генерируемых числовым программным управлением, без необходимости запуска станка, с удалением материала, снятого с инструментов, обеспечивая проверку столкновений с объемом необработанной детали, за исключением программ, требующих изменения положения инструмента. кусок. Возможность графически проверить или из рабочего списка основных причин столкновения между элементами станка, как представлено в среде графического моделирования. Графическое изображение включает инструменты, электрошпиндели, агрегаты, опоры для панелей, выдвижные основания, системы блокировки, указанные в прайс-листе, и объем заготовки, как показано. Исключены элементы управления компонентами машин, которые обрабатываются вручную, если они не оснащены системами автоматического управления, или настраиваемые, которые не представлены единообразно в трехмерной графической среде. Опорные конструкции, внешние защиты и механические органы, оснащенные копировальными системами, не входят в систему управления машиной. Проверка столкновений будет более точной, если она выполняется на скорости моделирования 3x или из рабочего списка путем активации соответствующей функции. Рекомендуется проверить техническую документацию на лучшие режимы, чтобы получить более точное моделирование машины, оборудования и инструментов. Системы моделирования и автоматического обнаружения столкновений не исключают необходимости выполнять моделирование на станке. Простое программирование для многокомпонентной обработки. Активировав этот режим, в графической среде можно отображать и изменять положение нескольких элементов одновременно в одной и той же рабочей области. Кусочки можно легко отнести к разным источникам или повернуть в соответствии с потребностями обработки. bSolid позволяет управлять несколькими станками Biesse с единой платформы. Единая версия программного обеспечения, установленная на компьютере, позволяет создавать программы для различных совместимых станков Biesse, просто выбирая их в среде программирования; для этого используются машины, которые должны
РОВЕР К ФУТ 2231
14
для управления одной версией программного обеспечения должна быть также установлена однородная версия. В сервисной службе Biesse можно проконсультироваться, чтобы проверить возможность создания однородных машин Biesse; эта услуга может потребовать затрат.
Расчет времени обработки Графическое моделирование позволяет рассчитать время выполнения программы на станке. В
расчет является репрезентативным, потому что движения машины моделируются с использованием того же числового управления. Поддерживая производственные машины в соответствии с данными, представленными с помощью систем, имеющихся в офисе, можно получить данные, необходимые для расчета оценок, а также для анализа фактической осуществимости с помощью инструментов и технических характеристик самого станка. Расчет продолжительности цикла не может учитывать ручное вмешательство оператора.
Рабочий список Среда для сбора и управления списком выполняемых программ с возможностью
импорта из внешних files в формате csv, вычисляя время обработки всего списка программ, активируя превентивную проверку коллизий и имеяview заготовки для быстрого распознавания программы. Это позволяет изменять данные параметрических программ в той же среде. Можно создать несколько списков.
Используйте с дополнительными элементами машины. Считыватель штрих-кода. Наличие инструмента для считывания штрих-кода через программу bSolid позволяет легко использовать рабочий процесс. bSolid позволяет запускать программы напрямую, считывая данные отдельных программ или загружая их в рабочий список. Внешние системы загрузки и разгрузки. bSolid предусматривает наличие автоматических систем загрузки и разгрузки и их использование с помощью специальных макросов. Требуется уточнение конкретных услуг у квалифицированного персонала Biesse.
* Использование приложения bSolid может потребовать дополнительных модулей для выполнения определенных характеристик некоторых технологий рабочих центров Biesse; свяжитесь с квалифицированным персоналом Biesse, чтобы получить правильную информацию.
* Рекомендуемые требования к ПК для установки в офисе: — ПК Intel Core I5 или I7 — Не менее 8 ГБ ОЗУ — 7-разрядная операционная система Windows 64 — Ускоренная графическая карта nVidia OpenGL с ОЗУ не менее 1 ГБ — Разрешение 1440 × 900 с 16M цвета — Не менее 10 ГБ свободного места на жестком диске
7530409
1
bNest — Программный модуль для приложений процесса раскроя bNest позволяет создавать проекты раскроя, включая список элементов с соответствующими количествами, которые должны быть произведены, и список плат, которые будут использоваться с целью минимизировать используемый материал и время обработки. Результатом процесса оптимизации является список программ bSolid (.bSolid), содержащий всю обработку деталей, расположенных внутри используемых плат. Он включает в себя следующие функции:
Среда для создания проекта раскроя вручную. Можно добавлять или удалять элементы из существующего проекта раскроя, оптимизировать или удалять их, проверять оптимизированные для раскроя макеты вырезов.
Импорт данных из ERP или внешнего приложения для проектирования Стандартное решение в виде электронной таблицы file (формат .csv) используется для упрощения обмена данными между программными приложениями. Импортированные данные также будут использоваться для производства и маркировки. Правила импорта настраиваются, поэтому их можно легко адаптировать к потребностям клиентов.
РОВЕР К ФУТ 2231
15
Управление предметами, досками и материалами Выделенные среды, в которых оператор может редактировать, проверять и исправлять всю информацию о деталях, платах и материалах. В реестре товаров описываются свойства товара (размеры, материал, программа, параметры).
В реестре материалов перечислены все используемые материалы. Реестр материалов может быть заполнен также импортом данных из системы ERP компании (через .csv fileс). bNest автоматически разделит список обрабатываемых элементов на группы в соответствии с материалом, толщиной и зернистостью.
Поддерживаемые форматы Можно импортировать следующие file форматы: bSolid, cix, bpp, cid, dxf (в формате, совместимом с bNest).
Методы оптимизации раскроя Поддерживаются произвольные формы. Калибровка: расположение деталей в соответствии с полосами рисунка вдоль направления X Резка гильотиной: расположение деталей в виде схемы распиловки балки с заменой пилы на фрезер.Общая резка: расположение деталей таким образом, что почти все пути резки между деталями являются общими
* В методах 3 и 4 пути маршрутизации отсоединения частично (4) или целиком (3) являются общими между соседними частями, поэтому оператор должен это учитывать.
Интеграция с bSolid. Можно создавать элементы непосредственно в среде bSolidCad-Cam, объединяя каждую разработанную программу с материалами, определенными оператором. Это позволяет открывать результаты раскроя, когда оператору необходимо отредактировать, смоделировать или получить время циклов обработки.
Генерация дополнительных программ Автоматическая генерация дополнительных программ, содержащих все обработки, относящиеся к одной детали, запрограммированные на гранях, отличных от верхней
Автоматическое управление кластером Можно включить автоматическое управление кластером. Детали соединяются, а затем вставляются в
размещение результирующей схемы в соответствии с макетом сетки *, совместимое только с методами раскроя произвольной формы или стандартным вырезом
Клонирование результатов позволяет включить клонирование схемы вложения (и связанных меток) в направлении X и / или Y. Эта опция позволяет разделить доску на полосы равного размера (длина и ширина полосы) и разместить их в соответствии со смещением, установленным пользователем. * совместим только с методами произвольной формы или размера
Управление отверстиями Автоматическое распознавание управления внутренними отверстиями. Эта опция предотвращает размещение этикеток на записках и их учет в процентах.tagе расчет занятости панели.
* для деталей с открытой траекторией он совместим только с опцией «Размеры детали» в качестве общего размера, который следует учитывать * он не позволяет вставлять деталь внутрь отверстий
РОВЕР К ФУТ 2231
16
Крошение обрезков Используя определенные параметры, отрезанные части можно разбить, чтобы упростить их выгрузку оператором.
Циклы очистки К результатам раскроя можно добавить один или несколько циклов очистки с помощью подметальной руки.
Вспомогательная геометрия. Возможно автоматическое создание вспомогательной геометрии, используемой, например, для резов для снятия натяжения.
Создание этих геометрий основано на фрезерной обработке.
Этикетка: автоматическое управление устройством для наклеивания этикеток или ручная печать этикеток с помощью специального устройства с сенсорным экраном. Только для автоматического управления можно автоматически оптимизировать положение этикеток, чтобы избежать царапин или повреждений этикеток во время обработки маршрутизатора.
* Требуется автоматическая система печати и нанесения клейких этикеток или вспомогательная рабочая станция для визуализации и печати клейких этикеток.
Ручное управление повторно используемым материалом: ручное определение повторно используемых частей (размеры, материал, зернистость и толщина). Ручная интеграция имеющихся частей многократного использования для их использования во всех проектах.
Автоматическое управление повторно используемым материалом: bNest обеспечивает автоматическое определение материала, не используемого в схемах раскроя (создание повторно используемых деталей), и маркировку повторно используемых деталей (с использованием специального редактора этикеток).
* Требуется специальный модуль для управления повторно используемыми деталями.
Последовательность обработки Обработка указана в правильном порядке, что позволяет минимизировать как устройства смены инструмента, так и перемещения станка, оставляя в последнюю очередь сквозную обработку для оптимизации блокировки вакуумных деталей. Можно создать последовательность обработки для разделения деталей от самых маленьких до самых широких.
Отчет по проекту: использованное количество платы можно экспортировать в CSV-файл. file Оптимизированное количество штук, экспортируемое в .csv file
* Требуется bSolid. * Оптимизация раскроя несовместима с программами bSolid, содержащими изогнутые грани, трехмерные поверхности и
относительная обработка, запрограммированная модулями «3-осевая обработка» и «5-осевая обработка» (черновая обработка, чистовая обработка с 3-мя и 5-ю осями) * Невозможно экспортировать программы, полученные в результате вложения в формат CIX. * Результирующие схемы будут включать только совместимые обработки (см. выше), запрограммированные на верхней грани. Все совместимые обработки, запрограммированные на поверхности, отличной от верхней, могут быть вставлены в дополнительные программы.
РОВЕР К ФУТ 2231
17
7550042
1
SOPHIA — Подключение к Интернету вещей
SOPHIA — это платформа IIoT (Промышленный Интернет вещей), целью которой является создание большей ценности для клиента за счет подключения машины, а также сбора и анализа обрабатываемых данных. Проект, который полностью вписывается в движение цифровой трансформации, характерное для четвертой промышленной революции.
SOPHIA обнаруживает, проверяет, указывает и решает проблемы, с которыми пользователь сталкивается во время использования машины, а также планирует на основе предоставленных данных операции по техническому обслуживанию / техническому вмешательству и поставку запасных частей.
В частности, он включает:
1.
Постоянное подключение машины к сервисным центрам.
2.
Команда, занимающаяся диагностическим мониторингом отдельной машины.
3.
Мобильное приложение с постоянным мониторингом состояния и производительности машины.
ДЕТАЛИ УСЛУГ
Дистанционная диагностика
Служба Biesse через панель управления постоянно контролирует работу машины. Постоянный поток данных обеспечивает и фиксирует каждое значимое событие в течение всего периода работы машины.
SOPHIA IoT обеспечивает двунаправленную связь между конечным пользователем и службой, обеспечивая тем самым кратчайшее время реакции. Данные передаются через Интернет в зашифрованном и сертифицированном виде на нашу облачную платформу и становятся доступными службе поддержки клиентов для удаленной помощи.
Более быстрое и эффективное обслуживание:
РОВЕР К ФУТ 2231
18
SOPHIA IoT оптимизирует время вмешательства и повышает их эффективность. SOPHIA IoT автоматически распознает наиболее распространенные причины простоев оборудования и немедленно активирует справочную службу. SOPHIA IoT основан на постоянно развивающейся динамической архитектуре. Это гарантирует постоянное повышение производительности.
Мобильное приложение: все технологии SOPHIA IoT Biesse в простом приложении!
4. Показатели производительности и статистика: мониторинг производительности машины на основе трех основных показателей: доступность, эффективность и результативность. Показатели viewвозможность как в режиме реального времени, так и в виде агрегирования исторических данных, чтобы иметь временные и подробные view машины. В статистике показаны основные рабочие данные станка: часы зажигания и автоматики, время простоя и т. Д.
5.
Расширенные индикаторы: индикаторы для конкретного типа машины, с возможностью выбора
индикатор интереса, период анализа и желаемый уровень агрегирования (месяц, день, час или половина
час).
РОВЕР К ФУТ 2231
19
6.
Уведомления в приложении: система push-уведомлений для управления производством и обслуживанием. В
Уведомления, о которых идет речь, могут быть отправлены в начале события или независимо, когда в конце
приближается срок полезного использования компонента или истекает срок обслуживания (профилактическое обслуживание). Для каждого
уведомление можно просмотреть и / или изменить его статус, заявив, что он прочитал уведомление
себя.
7.
Запросы на помощь и простои оборудования: отслеживание запросов на обслуживание и простоя оборудования в реальном времени
События. Для каждого события можно отслеживать, способствовать и сделать процесс разрешения более эффективным,
прикрепление документов, комментариев, фотографий или видео.
8.
Видеопомощь: возможность общаться в потоковом режиме, общаться в чате, делать фото и записывать видео, делиться
документы, чтобы ускорить и повысить эффективность процесса разрешения проблем
РОВЕР К ФУТ 2231
20
9.
Техническая документация: доступ к полной технической документации на машину (руководства,
диаграммы в разобранном виде view и список запчастей) в приложении SOPHIA Parts, а также возможность
скачать документы, чтобы иметь доступ также в автономном режиме.
Приложение SOPHIA IoT доступно через совместимые мобильные устройства по неисключительной и непередаваемой лицензии при соблюдении условий, которые необходимо принять при первом использовании.
Услуги SOPHIA предоставляются Покупателю в течение 12 месяцев с момента их активации (или 12 месяцев с момента покупки Машины) и автоматически продлеваются за плату, указанную в прейскуранте пакета SOPHIA, за исключением случаев, когда отказ покупателя разместить за 30 дней до окончания службы. Цена на продление может варьироваться в зависимости от требований рынка или корреляции с изменениями производственных затрат, укомплектования персоналом или вспомогательных услуг, с учетом любых законодательных положений, влияющих на продажные цены.
УПРАВЛЕНИЕ ДАННЫМИ Технические данные и информация, относящиеся к услугам SOPHIA, могут собираться и использоваться Biesse для выполнения своей работы, а также использоваться в агрегированной и статистической форме для предоставления, улучшения и развития продуктов / услуг Biesse в целом.
ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ Условия использования Программного обеспечения BIESSE (включая функциональные для Услуг «София») подробно описаны в применимых условиях продажи. Программное обеспечение, предустановленное и / или доступное по лицензии, предоставляется без исключений и может использоваться только для приобретенных Машин, за исключением каких-либо прав на передачу или сублицензии. Программная собственность и любые права, не предоставленные явно, являются и останутся собственностью BIESSE (и / или ее поставщиков программного обеспечения). Затраты на физическое подключение и затраты на подключение оплачиваются Покупателем.
Платформа SOPHIA IoT требует: — подключения к Интернету, — онлайн-регистрации для услуги, указанной выше, как указано в отдельном руководстве пользователя и / или документе, предоставленном Покупателю.
РОВЕР К ФУТ 2231
21
Документы / Ресурсы
- 13 Сен 2014
Добрый день. У нас есть станок Rover B 2.30.
Недавно на нём вышла из строя матплата управляющего ПК XP600 (возможно, были перебои по питанию).
До переустановки состояние станка мне было неизвестно. Сейчас ситуация такова: ПК с новой матплатой и переустановленным софтом запускается, программа видит плату PLC600, но похоже, что дальше платы ничего не видит, несмотря на подключенные разъёмы.
Также, не включается инвертор commander se 16. На него не приходит питание с управляемого реле-пускателя. На кнопку запуска механизмов «Белая кнопка» не реагирует вообще никак. Есть конечно вероятность, что он должен запускаться программно с компа.
Кто-нибудь сталкивался с данным семейством станков и может дать немножко инфы по логике их работы?
Подаётся ли питание на инвертор автоматиечски, или для этого нужна команда с ПК? Должен ли ПК читать данные с каких-либо устройств в отсутствие инвертора, или нет? Есть ещё контроллеры приводов yaskawa (3 шт.), на которых горит сообщение [=. bb]. Они подключены к ПК XP600 шиной canopen.
- 13 Сен 2014
lbip сказал(а):
Они подключены к ПК XP600 шиной canopen.
Аппаратные адреса выставлены правильно?
- 13 Сен 2014
В роверах есть непонятная для меня процедура. При переустановке софта (при исправном железе) для того чтобы начали ездить оси нужно открыть и закрыть настройки приводов. Насколько я понимаю только тогда они попадают в нужное место операционки.
Долго мучался с станком и методом тыка запустил. Потом для пробы переустановил систему еще раз и прикол с неработающими приводами повторился. Может оно…
Добавлено 13-09-2014 21:58
Есть еще команды PLC START и PLC STOP. Может PLC не запущен. Без него точно не будет включения привода.
- 14 Сен 2014
o_l_e_g wrote:
Аппаратные адреса выставлены правильно?
Вы имеете в виду аппаратные адреса на контроллерах приводов (яскавах)? Их никто не трогал, стоят в том же положении, что были на рабочем станке. 1, 2, 3
Добавлено 14-09-2014 10:45
kratmel, А подскажите, где находятся настройки приводов? В каком окне?
PLC START и PLC STOP это утилиты WNC/XNC? или это что-то вроде службы, которую надо запускать командой SERVICE PLC START ?
- 14 Сен 2014
lbip сказал(а):
o_l_e_g wrote:
Аппаратные адреса выставлены правильно?
Вы имеете в виду аппаратные адреса на контроллерах приводов (яскавах)? Их никто не трогал, стоят в том же положении, что были на рабочем станке. 1, 2, 3
Нет. Адрес самой матплаты дисплея, ты же ее менял! Есть процедура прописывания устройств на канбасе. По конкретно твоему станку, сказать не могу.
- 16 Сен 2014
o_l_e_g сказал(а):
Нет. Адрес самой матплаты дисплея, ты же ее менял! Есть процедура прописывания устройств на канбасе. По конкретно твоему станку, сказать не могу.
Не совсем понял, что есть матплата дисплея. Там в станке стоит полноценный системник с виндой. В PCI-шину матплаты воткнута плата управления станком. Матплата сгорела, её поменяли. Плату управления станком не меняли, т.е., как мне кажется, с точки зрения периферии ничего не изменилось. Или я не прав?
- 17 Сен 2014
Встречный вопрос — на екране програмного обеспечения присутсвует логотип CNI?
С точки зрения переферии может и ничего не поменялось, но для итальянцев характерным является хитрый способ распределения прерываний в системе. Причем обычно биос запаролен. И при попытке сброса биоса система распределяет прерывания автоматом. И все перестает работать.
Добавлено 17-09-2014 00:54
Посмотрите в свойствах системы не попадает ли на одно прерывание ваша плата станка с другими ресурсами (видео, звук, и т.п.).
Тоесть если система раскинула все автоматом на прерывание карты станка (а оно обычно меняется джамперами или описано в доках) нужно вручную сделать так чтобы карта стояла на своем «личном» прерывании. С такими танцами я боролся со станками HOMAG .
- 19 Сен 2014
А, понял о чём вы. Просто у них у всех платы без поддержки plug and play. И когда на одно прерывание с платой попадает какой-нибудь видеоадаптер, при вызове им прерывания срабатывает драйвер платы и вся система встаёт колом (в синий экран).
Это да, прерывание я для неё обособил.
Биос без пароля, да и прерывания винда всё равно распределяет по-своему, она-ж Plug-and-play система, как-никак.
С ПО разобрался.
Станок запускается после получения аппаратных разрешений от CN (управляющего компьютера). для этого софт должен стоять прямо.
Перезалил софт из полного бэкапа диска (на момент написания темы не знал, что он есть). Сейчас низкий уровень, вроде, работает.
Осталось разобраться с высоким — с сопряжением WRT и BiesseWorks, с выполнением программ на станке и с расположением фрез на «револьвере»
- 28 Ноя 2015
ответы вы найдете или получите ссылка скрыта от публикации