
Продолжая тему пресс-керамики, хочу рассказать о некоторых аспектах прессовки и возможных ошибках.
Многие техники, занимающиеся прессованием керамики, испытывают различные сложности и неудачи в прессовке.
О проблемах и ошибках в этой статье.
Надеюсь, эта информация поможет тем, кто только собирается начать прессовать керамику. В этой статье описан мой личный опыт, который в некоторых моментах отличается от рекомендованного производителем пресс-керамики е.mах. Поэтому рекомендованное мною в этой статье является лишь моим личным мнением.
Наибольшую популярность среди зубных техников в последнее время приобрела пресс-керамика е.мах , о ней в этой статье и пойдёт рассказ.
Сначала об ассортименте.
Е.мах делится на пресс-керамику и керамику для облицовки пресс-керамики и оксида циркония. А пресс-керамика в свою очередь разделяется на бескаркасную пресс-керамику и керамику для напрессовки на оксид циркония.
Рассматривать мы будем только бескаркасную пресс-керамику е.мах .
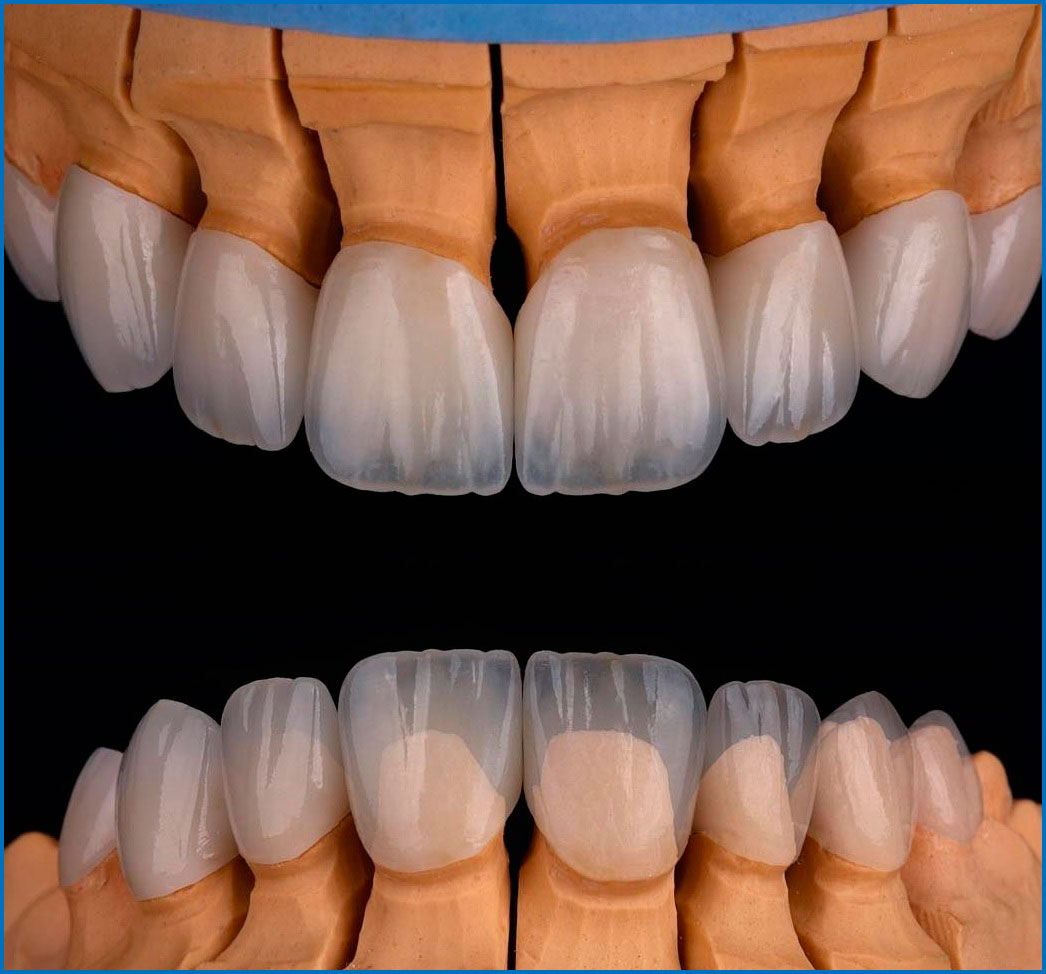
Фирма Ивоклар производит различные виды таблеток для прессования безметалловой керамики е.мах, которые отличаются не только по цвету, но и степенью прозрачности.
Рассмотрим сам процесс прессовки.
Процесс прессовки начинается с прогрева пресс-печи. Во это время можно приступить к установке литников и запаковки объектов в опоку.
Исходя из размеров прессуемых объектов, выбираем литниковую проволоку. Диаметр проволоки может быть 2, 2,5, 3 мм; длина литника — не менее 3 мм. При прессовке мостовидных протезов длина литников может быть более 3-х мм.
Выбор размера опоки: опока на 100 грамм предназначена только для прессовки с использованием одной таблетки малого размера. В иных случаях необходимо использовать опоку на 200 грамм.
Перед началом работы необходимо взвесить основание опоки и записать показания весов.

В качестве примера я взял группу жевательных коронок, прессуемых по одиночке, и коронки, прессуемые по две единицы вместе, а также одну коронку на два импланта.
Отдельно хочу остановиться на пресс-керамике на имплантах.


В связи с тем, что абатменты гораздо тоньше зубов, штампики из огнеупора (во время прессовки) представляют собой довольно хрупкую конструкцию, а с учётом того, что колпачок на металлический абатмент удобнее делать из пластмассы, риск перелома штампика во время прессовки крайне велик.
Я нашёл оригинальное решение прессовки коронок с тонкими штампиками без риска перелома. Во время установки восковых композиций в опоку нам необходимо установить во внутрь колпачка металлическую проволоку из никель- хрома : не того никель-хрома, из которого мы делаем каркасы под М/К, а из того, который используется в нагревательных приборах типа фена или муфельной спирали,- этот сплав называют нихром. Устанавливаем проволоку так, чтобы она не касалась стенок и дна коронки, а второй конец укрепляем воском на образователе плунжерного канала. Оставляю за собой право назвать данный способ прессовки «способом прессовки безметалловой керамики по Следкову».

Рассмотрим расположение объектов в опоке, а также расположение литников относительно оси коронок. При расположении объектов прессования, мы пользуемся принципом равномерного распределения давления внутри опоки.
Для этого мы распределяем объекты одинаковой величины напротив друг друга, если их два, под углом в 120 градусов, если объектов три.

Большее количество объектов — по этому же принципу. Также важно, чтобы угол расположения объектов между каналом плунжера и боковой стенкой был таков, чтобы ось объекта прессования попадала в дно опоки и ни в коем случае не в угол дно-стенка или стенка опоки. Что составляет приблизительно 60 градусов относительно основания опоки.

Отдельно стоит остановиться на расположении объекта в опоке на 100 грамм.
Мои личные наблюдения и неудачи позволяют заявить, что в опоке на 100 грамм можно прессовать без риска раскола опоки только один объект.
Располагать объект стоит по центру канала плунжера и направлять ось в дно опоки.

Перед паковкой в огнеупор необходимо взвесить основание с восковыми объектами.

Несмотря на то, что производитель не рекомендует использовать средства для снятия напряжения, я использую средство фирмы « Scheftner» со странным «сложновыговариваемым и сложночитаемым » названием Debubblizer & Wax Pattern Cleaner. Это средство, с низким содержанием спирта и без других органических растворителей, не влияет на поверхность огнеупорной массы. И именно поэтому восковые композиции я смачиваю средством для снятия поверхностного натяжения, тщательно высушиваю восковые объекты и детали основания опоки. Заливку опоки начинаем с заполнения фиссур жевательных зубов на вибростолике при разобранной опоке. Фронтальные зубы и каркасы под облицовку заливаем огнеупором в собранной опоке.

Далее одеваем кольцо на основание и вне вибростолика заполняем опоку на всю длину канала плунжера.

Затем заполняем опоку на вибростолике до покрытия огнеупором всех восковых объектов, заканчиваем заливку опоки вне вибростолика.

Закрываем опоку крышкой и помещаем под давление 3 атмосферы на 15- 18 минут. Если вы пользовались готовыми восковыми формами жевательных поверхностей и (или) вестибулярных поверхностей, то в этом случае помещать опоку под давление не стоит.

По прошествии этого времени извлекаем опоку из барокамеры и разбираем. Получившийся огнеупорный блок оставляем на 5 минут в покое.

Затем помещаем опоку в муфельную печь. Конечная температура в печи — 920 градусов. Время выдержки для опоки в 100 грамм не менее 35 минут, для 200 грамм — не менее 45 минут. Моя многолетняя практика и тысячи отпрессованных объектов позволяет утверждать, что для пресс-керамики подходит не только рекомендованный фирмой Ивоклар огнеупор, но и практически любой огнеупор для каркасов металлокерамики. Однако производитель строго рекомендует не пользоваться иными массами.
Представленные в статье температурные и временные параметры позволили мне уменьшить ингибированный слой до незначительного, который зачастую удаляется при вскрытии опоки пескоструйным аппаратом без растворения в специальной жидкости.
По окончании процесса прессовки дождитесь полного охлаждения опоки до комнатной температуры. Распаковку начинаем с отделения диском части опоки с плунжером от части опоки с объектами прессования. Далее распаковку проводим в пескоструйном аппарате, используя для распаковки оксид алюминия 50 микрон при давлении 4 атмосферы, а очистку самих объектов при давлении 2 атмосферы.
Последним этапом очистки объектов является растворение ингибированного слоя в специальной жидкости производства фирмы Ивоклар. Растворять ингибированный слой можно в ультразвуковой ванне или просто подогретой до 60 градусов жидкости. Время растворения — 10-15 минут в зависимости от свежести жидкости (жидкость можно использовать многократно).

После растворения ингибированного слоя, его необходимо счистить с поверхности пресс-керамики при помощи стеклянных шариков 50 микрон в пескоструйном аппарате при давлении в 2 атмосферы. При незначительном изменении программы прессовки ингибированный слой может быть столь незначительный, что полностью снимется во время распаковки.
Отделение объектов прессовки от литников. Отделять литники необходимо при помощи алмазного диска, установив на бормашине скорость в 10 -12 тысяч оборотов. Для страховки неконтролируемого отлома к месту распила можно приложить влажную бумажную салфетку таким образом, чтобы диск прорезал салфетку и литник одновременно. Окончательное спиливание литника производим алмазным бором или камнем для обработки оксид циркония.
Материал для размещения на портале предоставлен Михаилом Следковым.
Изготовление безметалловых керамических коронок существенно отличается от описанной выше технологии изготовления керамических коронок методом нанесения керамической массы на огнеупорную фольгу. В настоящее время более широкое применение находит метод, основанный на технологии прессования керамики.
Система IPS Empress имеет некоторые преимущества:
• высокая прочность реставрации;
• успешное применение в клинике;
• совершенная эстетика благодаря полупрозрачной, упрочнён- ной лейцитом керамике;
• абразивность, близкая к естественной эмали;
• высокая точность посадки благодаря революционной термопластической технологии изготовления;
• небольшие затраты во времени;
• испытанный технологический процесс;
• 2 метода изготовления для достижения совершенных в отношении эстетики и функциональности протезов;
• промышленное изготовление спечённых керамических заготовок.
Область применения системы IPS Empress охватывает изготовление бескаркасных протезных конструкций в виде коронок, вкладок и виниров.
Промышленность выпускает керамические заготовки в виде цилиндров для одиночных коронок и для мостовидных протезов.
Показания к изготовлению керамических коронок:
• эстетический дефект коронки зуба;
• некариозное поражение твёрдых тканей зуба;
• кариозный процесс;
• дефект зубного ряда, при отсутствии 1 зуба в боковом отделе (если дефект не превышает 9 мм) и 2 зубов во фронтальном отделе (если дефект не превышает 11 мм).
Противопоказания к изготовлению безметалловых керамических коронок и мостовидных протезов:
• дефекты зубных рядов большой протяжённости;
• парафункции зубочелюстной системы;
• зубные ряды с одиночно сохранившимися зубами.
Препарирование опорных зубов под керамическую коронку проводят по тем же правилам, что и под металлокерамическую коронку, с той лишь разницей, что уступ для безметалловых керамических коронок создаётся придесневой, т.е. на уровне десны, и не заводится под десну. Наклон стенок отпрепарированного зуба не должен превышать 4-8 °. Препарирование проводят сначала крупнозернистыми алмазными борами с водяным охлаждением и прерывистыми движениями. Поверхность культи зуба на завершающем этапе препарирования сглаживается мелкозернистыми алмазными борами.
С отпрепарированного зуба получают оттиск. Для получения оттисков используют методику снятия двухслойных оттисков. После препарирования опорных коронок подбирается стандартная перфорированная оттискная ложка соответствующего размера. Затем замешивают основную массу, которую укладывают в ложку, и снимают оттиск обычным способом. После схватывания основной массы оттиск выводят из полости рта, промывают под проточной водой и высушивают сжатым воздухом. Далее замешивают корригирующую массу и укладывают в оттиск по всему зубному ряду и оттиск вводят в полость рта для получения 2-го слоя оттиска. После затвердевания массы оттиск выводят из полости рта, промывают и высушивают.
Этапы лабораторной техники изготовления безметалловых керамических коронок:
• получение разборной модели;
• моделирование коронки зуба или каркаса;
• прессовка коронки зуба или каркаса;
• наслоение облицовки на каркас;
• окончательная обработка;
• глазуровка.
Полученный в клинике двухслойный оттиск передают в лабораторию, где он подвергается дезинфекционной обработке, затем техник готовит его к отливке модели, отливает разборную модель из супергипса.
Культю зуба покрывают компенсационным лаком. Если при изготовлении металлокерамического протеза лак наносили для компенсации усадки металла, то при изготовлении керамической коронки он наносится для свободной припасовки на зуб и создания места при фиксации её на цемент.
Моделирование коронки зуба или каркаса мостовидного протеза
Существует 2 способа изготовления керамических коронок прессованием:
• метод поверхностного окрашивания;
• метод наслоения.
Метод поверхностного окрашивания предусматривает изготовление безметалловой керамической коронки по предварительно отмоделированой восковой конструкции зуба, которая затем индивидуализируется окрашиванием с поверхности. Предпочтение этому методу отдаётся в том случае, когда необходимо изготовить коронки боковых групп зубов и вкладки. Применение этого метода целесообразно, когда необходимо изготовить коронки, соответствующие высоким функциональным и анатомическим требованиям.
Метод наслоения заключается в том, что изготавливают керамический каркас методом прессования и на него послойно наносят керамическую массу. Этот метод предпочтительно использовать в том случае, когда необходимо достичь совершенных в отношении эстетики и индивидуальности коронок передних зубов или виниров.
После покрытия культи зуба компенсационным лаком её необходимо погрузить в моделировочную ванну с разогретым погружным воском. Зубной техник изготавливает восковой колпачок, который впоследствии обрезается по границе специальным инструментом или моделировочным шпателем. После того как колпачок обрезали, его необходимо снять с культи зуба и надеть обратно, одновременно следя за тем, чтобы край воскового колпачка плотно охватывал шейку культи. Это делается для того, чтобы после окончательной моделировки не было проблем со снятием отмоделированной коронки с культи зуба.
После того как колпачок готов, проводят моделирование коронки моделировочным воском, т.е. придают окончательную форму зубу, выверяют все окклюзионные контакты. При моделировании окончательной формы восковой конструкции коронки необходимо учитывать тот факт, что керамическая масса, разработанная для изготовления безметалловых керамических зубных протезов, после прессования не даёт усадки. Для прессования деталей безметалловых керамических зубных протезов используют бумажные или силиконовые муфельные системы. Более практичным будет силиконовый муфель, представляющий собой эластичный цилиндр, который устанавливают на пластмассовый базис, а на него — уплотнительное кольцо.
Процесс прессования керамики — это метод горячего формования под давлением. Прессование коронки проводят после того, как отмоделирована восковая конструкция зубного протеза (коронки, винира и т.д.) и проверены пришеечные края и окклюзионные контакты.
Для этого восковая конструкция протеза соединяется с базисом литниковой системы при помощи воскового канала толщиной 2,5 мм. За 1 приём прессуют максимум 4 единицы, которые должны иметь один цвет. Длина пресс-каналов не должна превышать 3 мм. После того как литниковая система готова, она пакуется в муфель. Существуют муфельные системы двух размеров:
• из расчёта на 100 г порошка;
• из расчёта на 200 г порошка.
Паковочную массу замешивают путём смешивания порошка, специальной жидкости и дистиллированной воды. Пропорции порошка, жидкости и воды берут с учётом указаний фирмы-производителя паковочной массы. Замешивание проводят в вакуумном смесителе. После замешивания массу заливают в муфель на вибростолике. Муфель переносят на столик и оставляют до застывания. После затвердевания опока помещается в муфельную печь. Температура в муфельной печи должна быть равной комнатной температуре. Постепенно температуру автоматически по заданной программе доводят до 800 °С и при этой температуре опоку выдерживают в течение 1 ч. Вместе с опокой в муфельную печь помещают керамическую заготовку и плунжер. Керамическую заготовку берут из расчёта 1 заготовка на 0,6 г воска. Заготовки также бывают и для мостовидных протезов, они в 2 раза больше, чем предназначенные для коронок. Плунжер для прессования представляет собой соединение оксида алюминия цилиндрической формы.
Опоку извлекают из муфельной печи и размещают её в центре пресс-печи. При этом пресс-печь должна быть нагрета до 700 °С. Затем в опоку устанавливают керамическую заготовку и одновременно туда же вставляют подогретый плунжер. Программа для прессования длится примерно 35 мин. После завершения программы опоку охлаждают при комнатной температуре.
Затем блок с коронками удаляют из паковочной массы пилкой. Вокруг коронок при этом остаётся небольшое количество паковочной массы. Оставшуюся массу с помощью пластиковых шариков в пескоструйном аппарате под давлением в 4 атм. полностью удаляют. Внутреннюю поверхность коронок подвергают пескоструйной обработке под давлением в 3 атм.
Пресс-каналы отрезают алмазным диском, их остатки удаляют полировочным инструментом. Сепарационные контакты подшлифовывают дополнительно. Если припасовка готового протеза на гипсовую модель затруднена или имеются небольшие поднутрения, внутреннюю поверхность коронок шлифуют. Эту работу необходимо проводить с применением «жидкой копирки» (аэрозоль контрастного цвета, не оставляющий следа на керамике после смыва водой) для контроля припасовки коронки.
После того как завершена припасовка коронки, её необходимо очистить либо под проточной водой, либо ацетоном или провести пароструйную обработку. Окончательную обработку проводят алмазными борами при 5000 оборотах с водой. Алмазными головками различной формы создаётся рельеф поверхностей зубов. Преждевременные окклюзионные контакты выверяют артикуляционной бумагой и сошлифовывают алмазным инструментом.
При необходимости незначительную коррекцию можно проводить до окрашивания корректировочной массой и моделировочной жидкостью.
После окончательной обработки коронки или мостовидного протеза создаётся фон дентиновыми красками. Для этого выдавливают соответствующее количество дентинового красителя из шприца, который затем разбавляют жидкостью для глазури, красками и наносят на коронку. Краску необходимо нанести по возможности тонким слоем. Нужно избегать нанесения толстого слоя краски. Обжиг проводится в печи для обжига керамики под вакуумом. В зависимости от цвета зуба необходимо нанести от 2 до 5 слоёв краски и обжигов. Контроль цвета следует проводить по расцветке для керамики. Индивидуальные особенности, характерные тем или иным коронкам отдельных пациентов, можно придать при последнем красительном обжиге.
После завершающего красительного обжига керамическую конструкцию необходимо отглазуровать.
Глазурь выполняет следующие функции:
• защита красителей от износа;
• придание зубу естественного поверхностного глянца. Глазуровочную пасту выпускают в шприцах, а глазуровочную
жидкость — во флаконах. Перед применением их смешивают и затем равномерно наносят на керамическую конструкцию.
2-й способ изготовления керамической коронки — метод наслоения.
На этапе воскового моделирования коронки с вестибулярной поверхности необходимо снять слой воска не менее 1,5 мм с целью создания места для наслоения керамической массы. Техника прессования керамического каркаса при методе наслоения соответствует технике прессования керамической коронки по методу окрашивания. После изготовления керамический каркас следует очистить.
Необходимо обработать пескоструйным методом каркас сначала песком, диаметр которого составляет 100 микрон, затем стеклянными шариками диаметром 50 микрон, следует промыть проточной водой, затем — ацетоном или провести пароструйную обработку. Далее каркас помещают в инвекс-кислоту на 5 мин, по истечении которых его промывают под проточной водой и высушивают.
Для создания оптимальной связи между каркасом и дентиновой основой конструкции проводят 1-й соединительный обжиг. Для этого берут дентиновую массу, замешивают на жидкости для глазури и наносят тонким слоем на поверхность, которую планируют покрыть керамической массой. Затем послойно наносят дентиновую массу, транспарант-массу и эмалевую массу. Дентиновую массу наносят от шейки, не доходя до режущего края, транспарант-массу наносят от экватора и за режущий край, эмалевую массу — от шейки и выше режущего края. При нанесении этих слоёв постоянно необходимо проводить конденсацию жидкости рифлёным шпателем и бумажной салфеткой.
Проводят окончательную моделировку коронки моделировочной иглой. Далее коронку необходимо поставить на огнеупорную вату, которую ставят на сотовый трегер, и всё это поместить в печь для обжига металлокерамики под вакуумом.
Окончательную обработку, подкрашивание и глазурование проводят по тому же принципу, что и литой керамической коронки.
При изготовлении мостовидного протеза все технологические этапы соответствуют вышеописанным. Особенность изготовления мостовидного протеза состоит в том, что проводить глубокую межзубную сепарацию ни в коем случае нельзя. Толщина соединения опорных частей мостовидного протеза с промежуточной частью не должна быть тоньше 4 мм, т.е. должен образовываться квадрат в месте прикрепления опорных частей мостовидного протеза и промежуточной части, толщина и высота которого составляет не меньше 4 мм.
Здравствуйте вопрос коснется зубных техников работающих с пресс керамикой! Работаю с паковочной массой gilvest universal, после обжига опоки ставлю в керамическую печь ivoclar EP3000, после процесса прессования открывается печка и я вижу что опока треснула. Я не знаю в чем причина но я пробовал разными способами обжигать опоку и обычным и шоковым, эффект тот же самый Помогите кто знает!
Изменено 28 мая 2012 пользователем нарек
При формовании кирпича вследствие недостаточной переработки глины в изломе сырца могут быть включения непроработанной глины. Возможны также нарушения углов бруса, расслоение его массы, появление структурных трещин S-образных или эллипсовидных, растрескивание бруса и размывы поверхности его. Нарушение углов бруса указывает на неудовлетворительное орошение мундштука, его износ или засорение, использование очень тощих глин.
Расслоение массы и образование структурных трещин являются результатом неправильного режима формования и несоблюдения необходимых параметров массы (наслаивание «заполированных» элементов массы шнековым нагнетателем, пульсация массы при ее нагнетании в формующую часть пресса, трение массы о стенки пресса, увеличение давления на массу в головке пресса и т. д.). При излишнем орошении мундштука возможны размывы на поверхности бруса.
Для предотвращения свилеобразования глину отощают, что увеличивает коэффициент внутреннего трения и снижает склонность массы к расслоению; увеличивают влажность массы, повышающую ее сцепляемость; уменьшают внешнее трение за счет введения в массу поверхностно-активных веществ и орошения головки пресса водой; удлиняют головку пресса, вставляя между цилиндром и головкой кольцо длиной 100—200 мм, что способствует большему уплотнению массы; устанавливают зазор между корпусом пресса и лопастями шнека в пределах 2—3 мм; снижают частоту вращения шнека (не более 32 об/мин), что позволяет снизить прессовое давление; используют рыхлительные ножи в головке пресса, исключающие «заполированность» и увеличивающие сцепление поверхностей отдельных слоев.
При прессовании пустотелых камней на вакуум-прессе возможны выход неравномерно уплотненного бруса, появление слоистой структуры, выход бруса с разрывами, расходящимися в сторону, или вогнутыми. Выход неравномерно уплотненного бруса — следствие недостаточного вакуумирования массы, при котором воздух, оставшийся в массе, замедляет смачивание глинистых частиц водой, снижает формовочную способность глиняных масс, препятствует ее равномерному уплотнению. Появление слоистой структуры устраняют повышением влажности массы и введением большего количества отощающих добавок. Если движение глиняной массы по сечению мундштука неодинаково, то в брусе появляются разрывы, расходящиеся в сторону в случае опережения при движении средней части массы, и вогнутые, если движение средней части массы более медленное, чем периферийное. Для устранения разрывов, расходящихся в стороны, необходимо увеличить угол наклона стенок мундштука, что способствует ускорению движения глиняной массы в периферийной части, или увеличить толщину середины скобы кернодержателей. Вогнутых разрывов можно избежать, увеличивая уклон кернов или укорачивая их в средней части сечения в месте замедленного движения глиняной массы.
Нарушение правильной формы камня-сырца объясняется неправильной резкой или смещением резательного станка с оси пресса.
При полусухом способе прессования необходимо постоянно контролировать удельное давление прессования, размеры и форму изделия (2—3 раза в смену) и предел прочности сырца при изгибе (каждую смену).
При производстве кирпича полусухим прессованием в результате упругого расширения сырца после снятия давления и извлечения его из формы могут появиться трещины расслоения на боковых поверхностях, неравномерное уплотнение, разнотолщинность. Этого можно избежать, применяя прессы с двусторонним, многоступенчатым и длительным прессованием, снижением давления, использованием отощителей, а также порошка с возможно большей однородностью зерен по крупности, его вакуумированием.
В результате износа облицовки форм образуются заусенцы по краям сырца, а при недостаточном обогреве штампа и повышенной влажности порошка возможны вырывы на поверхности сырца вследствие прилипания массы к штампу и нижней матрице.
Прессованная керамика является лучшим вариантом для создания
протезов по сочетанию эстетики и прочностных характеристик. Одной из последних
разработок в этом направлении стала Е.max.
Данное вещество входит в группу стеклокерамики, в его
составе около 70% дисиликата лития. Выпускается оно компанией Ivoclar Vivadent
и представляет собой целый комплекс материалов, которыми пользуются современные
техники.
Поставляется стеклокерамика в пяти вариантах по степени прозрачности,
что позволит подобрать идеальный вид для каждого конкретного клинического
случая.

Цвет
Невозможно получить естественный вид реставрации, если
неправильно подбирать цвет. Для этого техники используют различные таблицы оттенков,
которые имеют свою маркировку, в данном случае – это шкала IPS.
Специалист узнает необходимый оттенок после очистки
здорового зуба без препарации.
Поверхность очищается и сравнивается по цвету со
шкалой. Учитывается, что разные участки единицы могут меняться по интенсивности
окраски.

Потому отдельно оценивают несколько областей:
— пришеечная;
— остальная поверхность.

Для определения без погрешностей нужно использовать дневное
освещение, попросить пациента отказаться от использования яркой одежды или
косметики.
Влияние на цвет оказывают следующие аспекты:
- культя и ее параметры;
- толщина и другие характеристики керамической заготовки;
- облицовочного слоя;
- материала для цементирования.
Определять цвет нужно после прессования изделия, подбор осуществляется
прямо на пациенте. Существует несколько расцветок шаблонов, например, CAD LT
или HO/MO.
Препарирование
Е.макс требует очень точного препарирования, так как
конечные параметры влияют на интенсивность цвета изделия. Необходимо при этом
сохранить прочностные характеристики, то есть не снять слишком большой/маленький
слой материала.
Конкретные значения зависят от вида реставрации.

Идеальным является обработка только в пределах эмали. Это
позволит защитить более уязвимые ткани зуба от разрушения, эмаль является
естественным и наиболее надежным препятствием для негативных процессов.
Виниры
На режущей кромке нельзя удалять эмаль в месте окклюзионных
контактов, фасеток стирания. Глубину нужно выдержать точно, для этого можно
провести границы при помощи маркерных боров. Проксимальные контакты удалять
необязательно.
Значения глубины снятия материала следующие:
— при обработке только вестибулярной поверхности – от 0,6 мм;
— для вестибулярной и режущей кромки у пришеечной области –
от 0,6 мм, режущий край обнижается на 0,7.
Специалисты в процессе сошлифовывания учитывают требуемую
прозрачность кромки готовой конструкции. Если естественный цвет единиц изменен,
то для улучшения эстетики реставрации потребуется более глубокая обработка.

Коронки
Для таких компонентов понадобится равномерно снять слой
материала по всей площади будущей культи. Уступ создается циркулярным,
внутренний угол сглаживается.
Подобную форму при фрезеровании получают и абатменты пластиковые.
Точные значения следующие:
- скос уступа составляет 10-30 градусов к горизонтали;
- ширина уступа около 1 мм;
- окклюзионное разобщение – 1,5 мм;
- оральная/вестибулярная поверхность обнижается на 1,2 мм.
Мостовидные конструкции
Наибольшая допустимая ширина может меняться в зависимости от
индивидуальных особенностей пациента:
— положения опорных компонентов;
— их размера;
— состояния;
— размещения на зубной дуге.
Изменения ширины проводится только до препарации, чтобы
исключить риск ошибок.
На эстетическом участке промежуточная часть не должна быть
больше 11 мм. От клыка до второго премоляра — 9 мм.
Частичные коронки
Такие компоненты показаны, если образованная полость
проходит ниже 0,5 мм вершины бугорка. Можно использовать метод в случае
существенного нависания краев эмали.
В этом случае нужно соблюдать следующие параметры:
- окклюзионное разобщение до 1,5 мм;
- уступ создается циркулярным, внутренний угол сглажен, скос под углом 20-30 к горизонту;
- ширина уступа около 1 мм.
Моделирование
Правильная моделировка является основой успешной
реставрации, если на данном этапе была допущена ошибка, она испортит всю конструкцию.
Учитывать необходимо базовые условия:
— прессованная керамика – это несущая основа системы, от
которой зависит прочность и долговечность. Минимальный процент этого материала
– 50%;
— если был снят излишек материала культи, то компенсировать
углубление нужно именно за счет керамики, а не облицовки;
— если необходимо увеличить перемычку между опорными
единицами, то предпочтительно делать это по вертикали. Задействовать
сагиттальную и горизонтальную плоскость нежелательно;
— для увеличения размеров перемычки, если нет свободного
пространства (особенно выражено на эстетическом участке), рекомендуется
задействовать вертикальную плоскость.
В зависимости от типа конструкции меняются толщины керамики, которые позволят получить оптимальную светопроницаемость:
- перемычка может достигать 0,3-1,5 мм;
- облицовочный слой 0,6-1,4 мм;
- каркасная основа 0,6-1,6;
- общая толщина конструкции от 1,2 до 3 мм.
При несоблюдении параметров значительно ослабляется вся
конструкция, что может привести к сколам в процессе ношения, трещинам,
переломам.
Цементирование
Цементируемые реставрации рекомендуется монтировать
исключительно на лицензированные составы. Для IPS e.max предпочтительно
применять ассортимент Ivoclar Vivadent.
В этом случае результат легко
прогнозируется, так как вещества имеют строго определенные характеристики по
светопроницаемости в застывшем состоянии.
Марка предлагает:
— Variolink
II/Variolink Veneer. Это композитный состав двойного действия, который
на рынке уже более 10 лет и не теряет актуальности. Лучше всего подходит для
фиксации виниров, так как имеет оптимальную светопроницаемость и цвет для
эстетичного вида. Твердеет материал при воздействии ультрафиолетом;
— Multilink Automix. Композит двойного твердения, обладает
высокой адгезией, за счет которой рекомендован для широкого спектра
реставраций;
— Vivaglass CEM. Стеклоиономер, отличается высокой
прозрачностью. Хорошо сочетается по характеристикам с литий-дисиликатной и
оксид-циркониевой керамикой. Высокую эстетику гарантирует внесение транспарентного
стеклонаполнителя.
Некоторые особенности
При изготовлении моделей рекомендуется использовать ряд
составов, как компенсационный лак и запечатывающая жидкость.

Второй вариант – силер, применяется для отверждения
поверхностного слоя гипсовой модели. Используется минимум, чтобы избежать
изменения линейных размеров конструкции.
Аналогичный эффект может оказать лак, кроме того, он дает
расширение паковочной массы. Для виниров/коронок наносится два слоя в 1 мм от
границы препарирования, на слой до 9-11 мкм.
Аналогичным образом
подготавливается заготовка для мостовидных структур, но используется третий
слой на межкоронковых участках единиц. Это исключает трение, которое дает погрешность
и ненужную подвижность.

Моделировка
После создания разборной модели и штампиков необходимо
привести к анатомической форме восковую композицию. Для этого применяют любой
воск, относящийся к группе беззольных органических.
На данном этапе так же требуется соблюдать рекомендации:
- толщина стенок должна строго соответствовать оптимальному диапазону величин. Это позволит добиться точности и сохранить требуемую прочность реставрации;
- нужно соблюдать точность при моделировке, особенно на участке границ препарирования. Не нужно делать запас по толщине основы, иначе придется тратить время на припасовку. Если потребуется подгонка, то она создает дополнительный риск ошибки;
- окклюзионный рельеф учитывается еще на этапе создания модели из воска. Соблюдается погрешность для компенсации расширения всей конструкции, связанного с окончательным обжигом глазури, красителей.

Из всех вариантов Е-макс является наиболее эстетичным и
обладает параметрами, близкими к естественным у тканей человека. Он хорошо
приживается, с минимальным процентом отторжений.