
В предыдущей статье была описана технология изготовления разборных моделей. К сожалению, во время работы многие техники, особенно студенты, допускают ошибки на этапах изготовления разборных моделей челюстей из супергипса. Далее мы остановимся на самых распространённых ошибках.
Неправильная установка штифтов в оттиске. Курьёзный случай случился, когда студентка вверх тормашками (наоборот) установила штифты.

Штифты установлены наоборот
По правде говоря, эта ошибка, т.е. данный способ используется некоторыми фирмами для изготовления специального стандартного цоколя для моделей, например, Model 2010 Profident.

Model 2010 Profident
Не соблюдена соосность штифта.
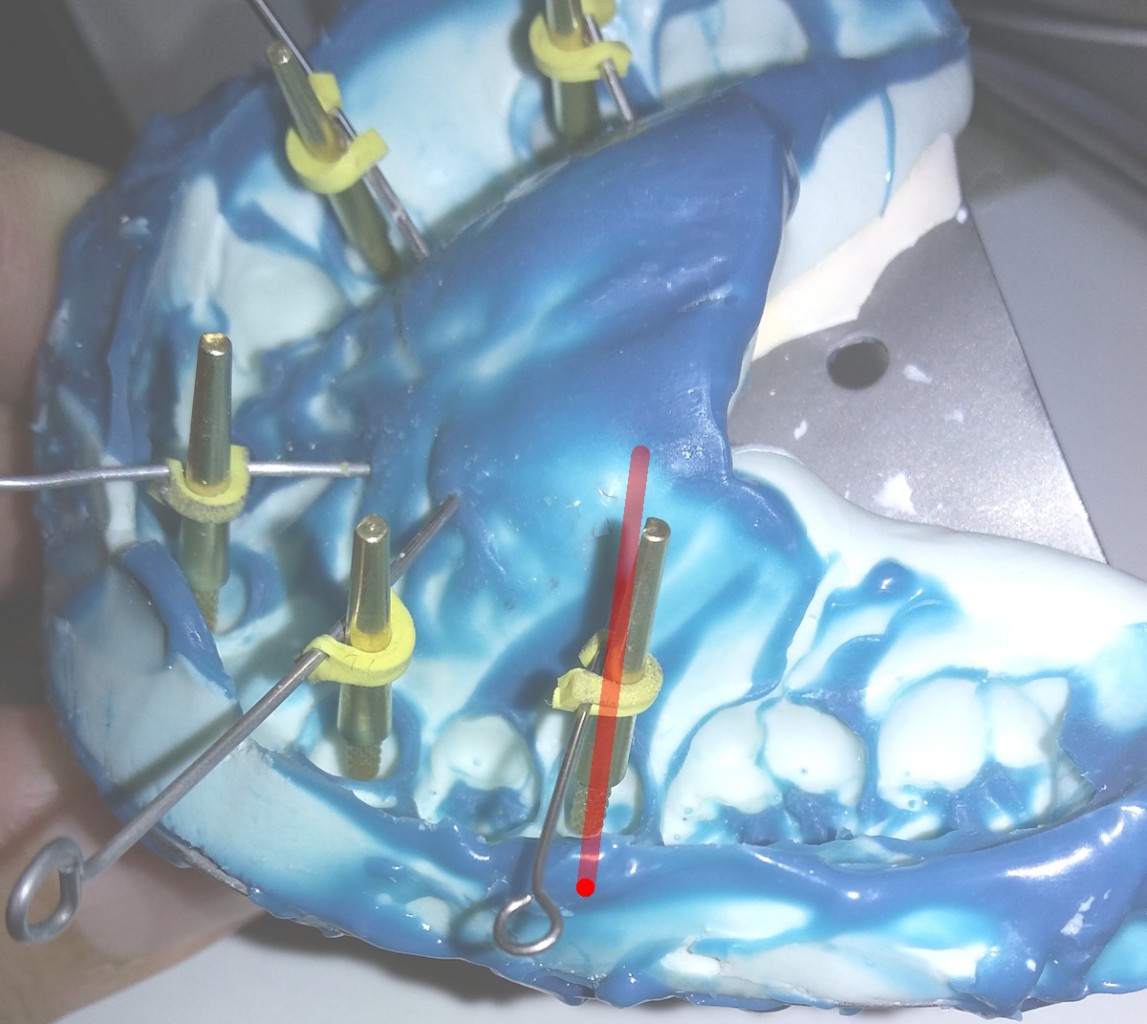
Несоблюдение оси штифта
От степени и стороны наклона штифта будет зависеть возможность снять штампик с модели. Если штифт будет наклонён в противоположную сторону от соседнего зуба, то при извлечении штампика, он будет упираться в соседний зуб.
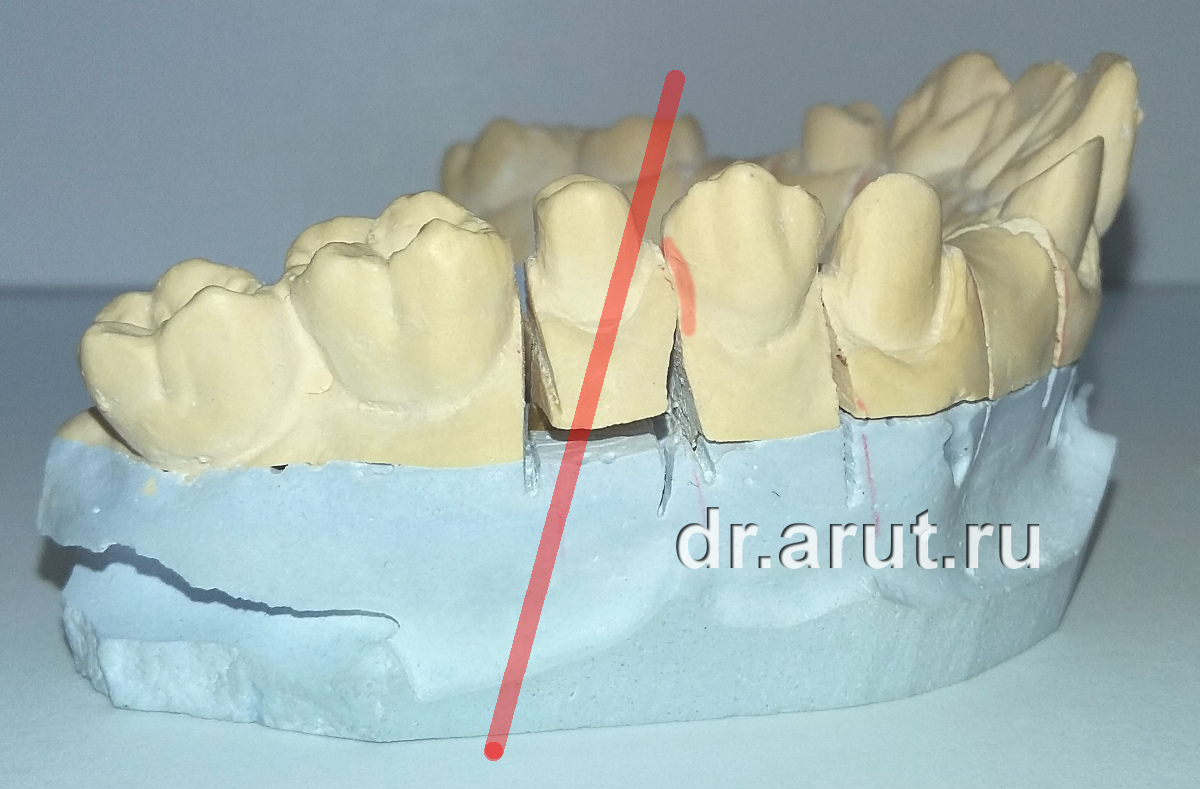
Неправильная ось штампика
Поры на рабочей поверхности.
Поры на разборной гипсовой модели
После заливки рабочей части супергипсом не делаются специальные захваты, не устанавливаются гроверные шайбы или делаются в недостаточном количестве.

Отлитая рабочая часть
Данную ошибку можно устранить, выпилив пазы в основании рабочей части.

Выпиленные захваты на рабочей части модели
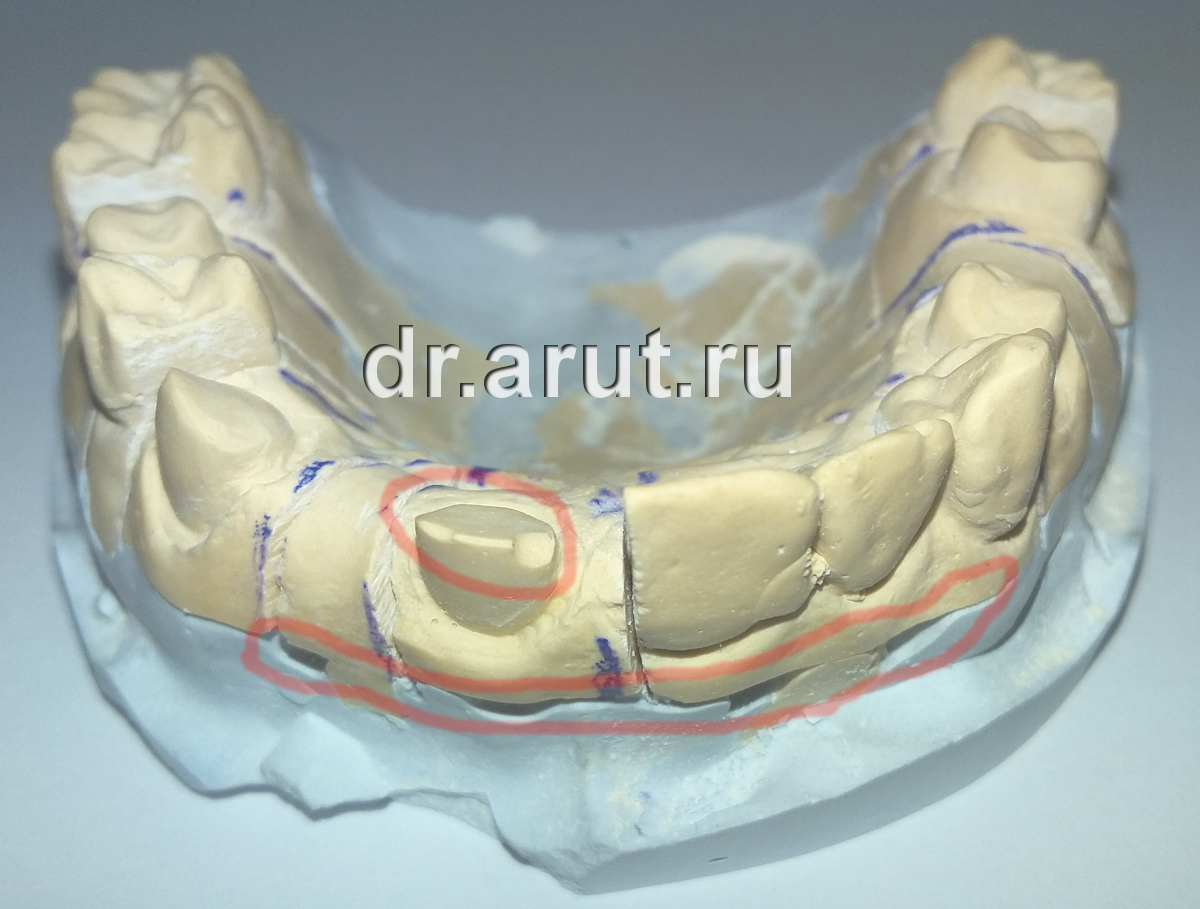
Неправильно произведён распил. Существуют различные варианты ошибок распила, критическими являются только два из них:
- Спилен уступ отпрепарированных зубов
- Спилены боковые стенки соседних зубов
Спиленные боковые поверхности соседних зубов
В этом случае модель необходимо заново отлить
После распила модели, извлекаются штампики и помещаются обратно, но при этом остаётся щель между штампиком и основанием модели.

Щель между штампом и цоколью модели
Данная проблема связана с попаданием кусочков гипса между штампиком и цоколем модели, а также в канал штифта. Устраняется чисткой участков соприкосновения, т.е. штампика, цоколя, канала штифта и самого штифта.
Отлом зубов. Если отломались зубы, которые не находятся в контакте с будущим протезом и не фиксируют окклюзию, то в данном случае можно игнорировать данную ошибку. Если отломались соседние зубы или зубы, фиксирующие окклюзию, но при этом зубы точно устанавливаются на своё место и практически не видна линия скола, то можно их приклеить цианакриловым или схожим по характеристикам клеем.
Штампик не отделяется от цоколя модели. Данная ошибка может быть по двум причинам:
- Не изолирован штампик от цоколя модели
- Сделаны захваты в области штампика

Отсутствие изоляции штампика от цоколи модели
Можно попытаться устранить данную ошибку, т.е. постараться с усилием извлечь штампик. В случае неудачи можно тонким фиссурным бором, расположив его перпендикулярно к оси зуба (штифта), в области соединения цоколя со штампиком, аккуратно спилить зоны захвата.
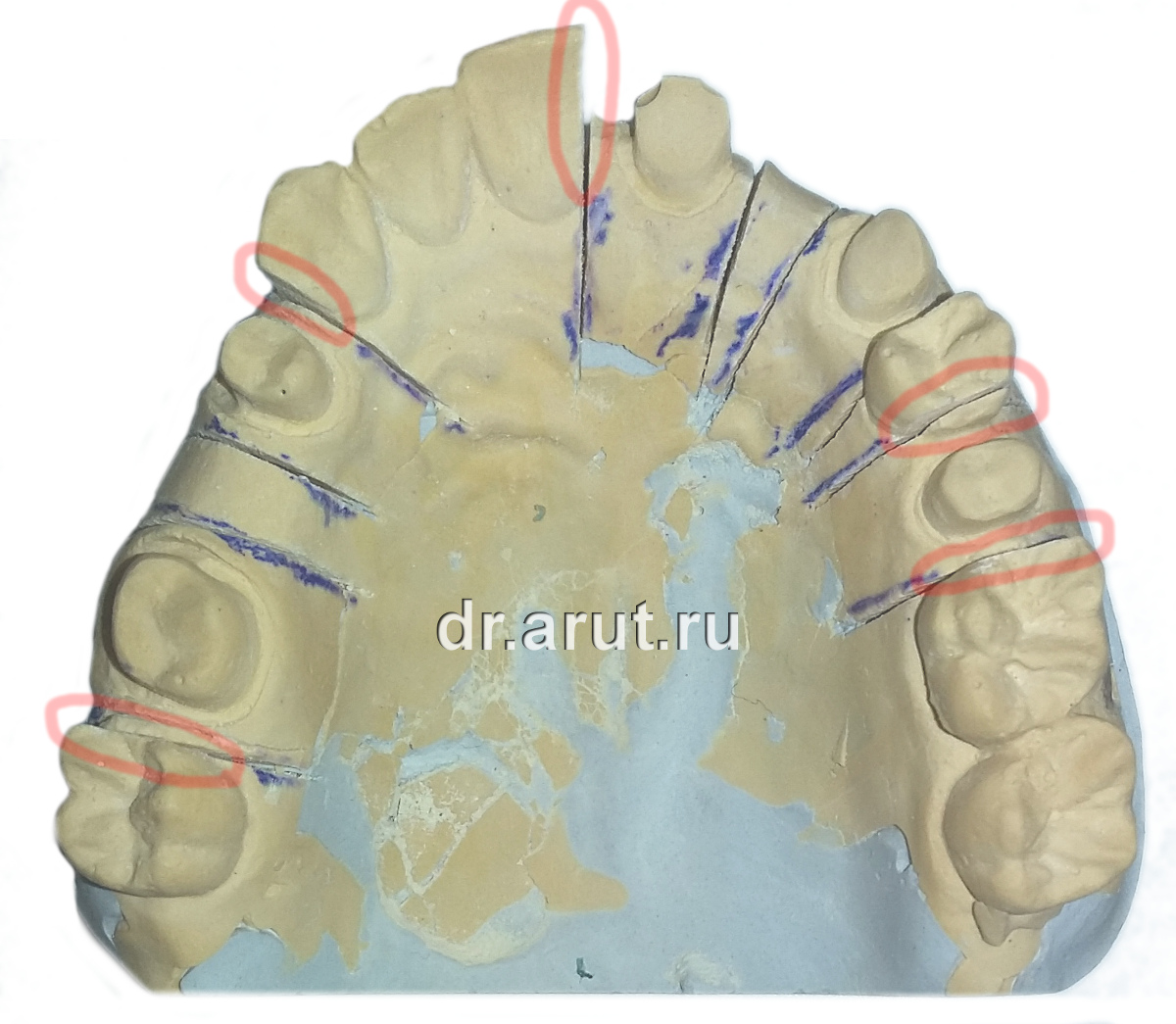
Одним из грубых ошибок при изготовлении разборных моделей является сошлифовывание уступа зуба.

Сошлифовывание уступа на штампике
В случае такой ошибки разборную модель необходимо изготовить заново, так как край коронки будет длиннее и коронка в полости рта до конца не оденется на зуб.
Full Text
Актуальность.
Металлокерамические конструкции применяются с середины XX века и, несмотря на стремительное развитие зуботехнического материаловедения и современные технологии выполнения безметалловых конструкций, они по-прежнему широко используются в ортопедической стоматологии [1]. Данные конструкции основаны на принципе объединения прочности металлической основы, выполненной методом литья, что выгодно влияет на точность отлитого каркаса и эстетики керамической облицовки, что позволяет им приблизится к естественным зубам, а в некоторых случаях и превзойти их [2]. Значительное время сцепление стоматологической керамики и металлического каркаса оставалось серьезной проблемой, затрудняющее использование данного вида протезирования, его реализацию с большей эффективностью [3, 4]. В современной стоматологии синтропия основных видов соединения металлической поверхности каркаса и керамического покрытия положительно оказали влияние на технологические аспекты протезирования [5] . Однако, основываясь на данных научной литературы, большой процент случаев конфликтных ситуаций при лечении несъемными ортопедическими конструкциями связан с изготовлением металлокерамических зубных протезов (около 70%) [6].
На сегодняшний день данный вид комбинированных конструкций несъемного протезирования в ортопедической стоматологии остается наиболее оптимальным решения многих клинических случаев, поэтому считается необходимым рассмотрение и систематизация возможных ошибок, их причины при изготовлении металлокерамики с целью повышения качества ортопедического лечения в современных условиях.
Цель: повышение количества ортопедического лечения металлокерамическими конструкциями путем анализа ошибок и способов устранения на этапах их изготовления.
Материалы и методы:
Предметом исследования является систематизация ошибок на этапах изготовления металлокерамических конструкций зубных протезов на организационные, клинические, лабораторные, и формирование рекомендаций для сведению к минимуму ошибок на технических этапах выполнения реставрации зубными техниками.
Для решения поставленных задач в работе были учтены следующие аспекты:
- ГОСТ «О мерах по повышению эффективности оказания ортопедической стоматологической помощи населению» и требования «Металлокерамика стоматологическая для зубного протезирования», которым должна отвечать готовая конструкция, объединяя функциональные, высокоэстетические и биологические характеристики;
- Рассмотрение показаний и противопоказаний к применению металлокерамических конструкций, принципы препарирования с анатомо-физиологических и морфо- функциональных особенностей зубочелюстной системы
- Изучение ошибок и осложнений, возникающих в процессе изготовления металлокерамических протезов. Определение способов устранения неточностей, ошибок и осложнений на лабораторных этапах в зуботехнической лаборатории. систематизация на клинические,
Результаты исследования
Ошибки и осложнения, возникающие в процессе изготовления металлокерамических конструкций, условно делят на три группы: ошибки на клинических этапах, не являющиеся целью, ошибки на лабораторных этапах и ошибки на этапах литья. Ошибки на лабораторных этапах встречаются, как правило, на этапах моделирования и отливки каркаса, а также на этапах нанесения и обжига керамических масс. При изготовлении комбинированной разборной модели даже незначительные отклонения от последовательных этапов технологии приведут к серьезным производственным ошибкам.
Ошибки на этапе изготовления разборной модели:
- Неправильная установка штифта. Следствие: невозможность извлечения гипсового штампика после распила. Метод устранения: При выполнении этапа установки игольчатые штифты должны быть установлены с учётом параллельности оси штифта (зуба) и параллельны в разных плоскостях.
- Несоблюдение условий использования гипса необходимого класса по (ISO) приведет к непрочности модели. Заполнение слепка очень жидким супергипсом приводит к увеличению его усадки, а следовательно, к изготовлению узких коронок. Несоблюдение условий замешивания гипса для изготовления рабочей части модели. Метод устранения: При выполнении этапа замешивания гипса, необходимо производить замешивание гипса IV класса в вакуумном смесителе. Заливку гипса IV класса в отпечатки зубов челюсти необходимо проводить на вибрационном столике. Выполнение этих условий, обеспечит гомогенную структуру материала без включений пузырьков воздуха и прочность рабочей части комбинированной разборной модели
- Неустановленные ретенционные приспособления в области промежуточного дефекта зубного ряда приводят к отсутствию фиксации между несъемными сегментами в цоколе модели после распиливания. Метод устранения: К началу фазы «схватывания» гипса в области промежуточных и концевых участков модели необходимо установить специальные ретенционные приспособления для последующей фиксации несъемных сегментов в цоколе модели.
- Отсутствие изолирующей жидкости на рабочей части разборной модели в области фиксирующих штифтов привело к невозможности отделения гипсового штампика от цоколя модели. Метод устранения: После отвердевания гипса IV класса необходимо нанести на его поверхность, в области штифтов, изолирующую жидкость для разделения гипса IV класса от гипса III класса и дальнейшего легкого извлечения штампика из модели.
- Несоблюдение условий правильного распила рабочей части на сегменты приводит к нарушению целостности модели и невозможности изготовить металлический каркас несъемного протеза. Метод устранения: Необходимо гипсовую модель распиливать с помощью специального лобзика и пилок разного размера, толщины, длины; зуботехнического мотора и отрезных дисков с алмазным покрытием (диски различаются диаметром, толщиной, перфорацией).
- Ошибка при обработке штампика приводит к истончению основы штампика и последующий перелом. Неправильное нанесение компенсационного лака: широкие коронки — следствие чрезмерного нанесения слоев компенсационного лака. Узкие коронки при использовании очень тонкого слоя компенсационного лака или же вообще без лака, компенсирующего литейную усадку металлического сплава.
Ошибки при моделировании воскового каркаса МК конструкции:
- Деформация восковой композиции возможна в том случае, если на опорных зубах имеются поднутрения или недостаточная конусность опорных зубов.
- Неправильно установлена температура плавления воска.
- Зубной техник не производит контроль микрометром.
- Деформация восковой заготовки возможна при использовании для моделировки промежуточной части мостовидного протеза легкоплавкого эластичного нежесткого воска.
- Восковую заготовку снимают с модели только после присоединения распределяющего (объединяющего) питателя.
Ошибки на этапах литья, мешающие выполнить высококачественную работу, и их устранение:
- Баланс работы, Воск, как известно, дает собственную усадку, после того, как смоделировали каркас, необходимо: проверить его на баланс и укрепить конструкцию, то есть все фрагменты склеить липким воском. Многие техники отвозят свое литье в поликлиники, где есть литейные лаборатории, и при транспортировке может произойти деформация. Этого можно избежать, для чего необходимо подклеить края коронки к штампикам рабочей модели. Литейщик перед штифтовкой должен тоже проверить работу на баланс и, если таковой есть, исправить его. Только после этого приступать к штифтовке. После штифтовки конструкцию снять с модели, опять припасовать на модель и проверить на баланс. Если все в норме, приступить к формовке работы.
- Усадочная раковина. Причина 1. Она появляется в литках в том случае, если неправильно подобраны литниковые штифты по диаметру или по высоте. Если штифт тонкий или длинный, то кристаллизация металла начнется именно в нем, и тогда литник начнет тянуть в себя металл из прибыли и литка. Метод устранения: Чтобы этого избежать, надо четко помнить, что высота литника не должна превышать 5 мм, а диаметр на фронтальную группу — не больше 2 мм и на жевательную группу — не менее 3-4 мм. Прибыль, как компенсатор усадки, является тоже важным звеном в работе, поэтому диаметр восковой проволоки на прибыль должен быть не менее 6 мм. Причина 2. Перегрев металла. В этом случае усадочная раковина появляется в местах сепарации, то есть в межзубных поверхностях. Тогда при обработке каркаса происходит разлом конструкции, и место разлома как бы зашлаковано. Это происходит из-за того, что металл продолжает кипеть в форме и охлаждение и кристаллизация протекают неравномерно. Метод устранения: Внимательно следить за температурой металла.
- «Жемчужины»или перлы на рабочей поверхности металлических конструкций – не гладкая поверхность литья. Причина 1. Остатки увлажняющего агента. Причина 2. Паковочный материал замешан без или при недостаточном вакууме. Причина 3. Слишком высокая температура литья. Метод устранения: Первый момент — после штифтовки восковой композиции и установки на литниковый конус необходимо восковую композицию обезжирить, чтобы впоследствии формовочная масса равномерно и плотно покрыла заготовку. Для этого применяется специальная жидкость. Вторым моментом является правильная подготовка и замес формовочной массы. Сегодня имеется огромный арсенал формовочных материалов. Массу, практически любую, обязательно необходимо замешивать в вакуумном смесителе, тогда она становится однородной и без воздушных пузырьков, что обеспечивает чистую поверхность. Необходимо четко соблюдать инструкции, приложенные к формовочной массе, любое нарушение которых ведет к нежелательным последствиям. Заливка формовочной массы в опоку должна проводиться только на вибростолике. После того, как формовочная масса застыла, необходимо верхнюю пленку, которая образуется после кристаллизации формовочной массы, срезать, что улучшит газообмен при отливке нашей работы и качество отлитой заготовки.
- Литейная усадка. Причина 1. Если не пользоваться противоусадочными средствами, то литье обязательно даст литейную усадку даже при наличии хорошей формовочной массы.
Метод устранения: использовать компенсационный лак. Причина 2. Основную усадку металл дает по периметру окклюзионной поверхности и по режущему краю. Поэтому покрывной лак надо наносить с учетом этих особенностей. Метод устранения: Первый слой наносится на 2-3 мм ниже шейки зуба, а второй — от шейки зуба на всю поверхность культи. При большом пролете между зубами можно нанести третий слой по периметру окклюзионной поверхности или режущего края. Таким образом, лаком можно скомпенсировать объемную и литейную усадку.
Ошибки на этапах нанесения керамики и методы их устранения
— Выбор правильной температуры обжига керамики.
При выборе нужной температуры обжига нужно руководствоваться инструкцией производителя керамики. Далее при необходимости температуру следует откорректировать исходя из полученных результатов. Если видно, что керамика получилась молочного цвета и поверхность неоднородна, значит температура слишком низкая. Повышаем температуру на 10 градусов. Если коронка все еще мутная, значит следует повысить температуру еще на 10 градусов. Керамика должна слегка блестеть. Если углы оплыли или керамика стала слишком прозрачной – температура слишком высокая.
— Нанесение и обжиг опака. При правильной температуре после первого обжига поверхность должна быть блестящей.
— Трещины на поверхности. Причина 1. КТР сплава ниже допустимого. Метод исправления: Проверить, является ли сплав совместимым с данной керамикой. Причина 2. КТР керамики слишком высок из-за использования замедленного охлаждения или закалки. Метод устранения: Не использовать замедленное охлаждение и закалку: установить открывание камеры сразу после выдержки температуры обжига. Причина 3. Толщина стенок каркаса слишком мала. Метод устранения: Учитывать минимальную толщину стенок каркаса.
— Трещины из-за напряжения сжатия. Причина 1. Слишком высокий КТР сплава. Требуется замедленное охлаждение или закалка (томление): слишком короткая фаза охлаждения или слишком низкая температура закалки. Метод устранения: Проверить КТР сплава. Установить замедленное охлаждение или закалку с учетом требований производителя массы.
Причина 2. КТР сплава выше допустимого. Метод Устранения: Проверить, является ли сплав совместимым с данной керамикой.
— Керамика шероховатая, сероватая, непропеченная в глубине, неблестящая. Причина 1. Слишком короткое время выдержки. Метод устранения: Увеличить время выдержки в 1.5- 2 раза. Причина 2. Увеличение времени выдержки не дало результатов – недостаточная температура обжига. Метод устранения: Увеличить температуру обжига.
— Поверхность керамики слишком блестящая, края и контуры закруглены Причина 1. Слишком высокая температура обжига. Метод устранения: Снизить температуру обжига.
-Образование пузырей в керамике. Причина 1. Загрязнение металла или керамики из-за несоответствующих шлифовальных инструментов. Метод устранения: Использовать инструменты, предназначением только для обработки металла или керамики соответственно.
Причина 2. Завальцовка полостей на поверхности металла из-за использования тупых фрез.
Метод устранения: Заменить фрезу на новую. Тупые фрезы завальцовывают металл в местах обработки, образуя газонаполненные пустоты. Причина 3. Паста-опак нанесена слишком толстым слоем и подверглась недостаточной предсушке. Метод устранения: Увеличить время предварительной сушки. Причина 4. В слои керамики попали воздушные включения.
Метод устранения: Обеспечить тщательное промешивание керамической массы перед нанесением (особенно засохшей массы при нанесении второго дентина).
— Керамика молочного цвета, непрозрачная, пористая. Причина 1. Низкий уровень вакуума.
Метод устранения: Проверить исправность вакуумнасоса и герметичность соединений. Причина 2. Температура обжига слишком низкая (на 30˚С и более). Метод устранения: Убедитесь, что коэффициент ручной коррекции температуры соответствует паспортному и параметры программ обжига верны. Произвести тепловую настройку печи. Причина 3. Температура предварительного нагрева завышена. Метод устранения: Снизить температуру преднагрева. Причина 4. Вакуум достигается слишком поздно. Метод устранения: Установить включение вакуума при более низкой температуре.
Заключение.
Изготовление металлокерамических зубных протезов остаётся актуальным на сегодняшний день. Большой клинический опыт, отработанные технологии, надёжность и относительная простота изготовления дают им неоспоримые преимущества. Однако, анализ работы над возможными ошибками возникающих при их изготовлении, изучение способов их устранения и предотвращения показал на проблемные вопросы данного вида протезирования. С сожалением, приходится констатировать факт, что металлокерамические коронки и протезы не являются совершенными конструкциями и процент ошибок, возникающих и на клинических, и лабораторных этапах, остается достаточно высоким, несмотря на все современные возможности стоматологического материаловедения, ортопедической стоматологии и зуботехнического производства. От правильного планирования, грамотного проведения этапов изготовления металлокерамических протезов, с учетом всех профессиональных тонкостей, с четким и ясным представлением о выполняемой работе и в клинике, и в зуботехнической лаборатории, зависит качество сотрудничества врача — стоматолога и зубного мастера, эффективность проводимого ортопедического лечения и сведение, вышеизложенных в работе, ошибок к минимуму.
Разборная модель
- Статьи
- Вопрос-ответ
- Производители
Модель служит не только рабочим инструментом для изготовления зуботехнических работ, она одновременно является представительным объектом зуботехнической работы.
Поэтому должно быть само собой разумеющимся, что в модель вкладывается максимальная тщательность, прецизионность, точность деталей независимо от того, на основе какой системы выполняется работа. При многообразии систем моделей и способов их изготовления трудно принять решение в пользу какой-либо одной. Статья не представляет новую систему, она посвящена рабочим этапам и рекомендациям, которые могут быть реализованы и в стрессовой повседневной жизни в лаборатории.

Вступление
Во всех дентальных лабораториях модель является рабочим инструментом, обеспечивающим изготовление соответствующих зуботехнических работ. При многообразии систем моделей способов их изготовления трудно принять решение в пользу какой либо одной, однако, лишь в том случае, если не уделять внимания важным критериям, например, размеру лаборатории, количеству клиентов или пациентов, количеству изготавливаемых ежедневно моделей, цели применения и т.д.
Но не следует забывать и о собственном требовании, как и о субъективном вкусе. Модель является не только рабочим инструментом, но и представительным объектом собственно зуботехнической работы.
… так лучше не делать: негативные примеры.
На примере реального слепка мы покажем изготовление разборной модели (вкл. гибкую десневую маску) с помощью JetPin компании Yan Langner.
Любое начало не должно быть трудным – дезинфекция
После того, как слепки добрались до лаборатории, все, что получено, должно быть продезинфицировано, т.е. регистрат для определения привычной окклюзии, протезы и, прежде всего, каждый слепок. Хотя все, что приходит из кабинета врача, уже должно быть продезинфицировано, зубные техники должны дополнительно защитить себя, используя одноразовые перчатки и погружную ванночку для дезинфекции, надежно есть надежно…
К сожалению, ни по одному слепку не видно, «опасный/заразный» ли он или нет, невооруженным глазом невозможно определить, насколько сильно инфицирован слепок. И сохранившиеся остатки крови никак не свидетельствуют об опасности как таковой, главным образом о качестве работы кабинета – слепки, между прочим, являются визитной карточкой стоматологического кабинета.
Следует придерживаться инструкций изготовителей, чтобы избежать взаимодействия слепочного материала с аэрозольными дезинфицирующими средствами или погружными ванночками.
Внимание: при погружных ванночках должно соблюдаться время воздействия, особенно для альгинатов и полиэфирных материалов, поскольку они впитывают влагу и могут, таким образом, разбухнуть. Стандартом является: 1 минута воздействия и затем 9 минут воздействия на воздухе.
Подготовка слепка
После полоскания слепка под текущей водой для удаления дезинфицирующих средств он может быть внимательно осмотрен, проконтролирована точная посадка слепочного материала. При отклонениях следует сразу реагировать, оговорить дальнейшие действия. Это означает, что мешающие, ненужные излишки текучих/прессованных материалов (которые часто наблюдаются в корректировочных и двухфазных слепках) должны быть удалены острым скальпелем, возможные минимальные отслоения от ложек зафиксированы цианакрилатным клеем. Это имеет большое значение для равномерной зубной дуги, поскольку на данном этапе устраняются первые источники ошибок. Впрочем, в случае перфорированной ложки, на которой слепочная масса отслоилась, необходимо осторожно снять всю слепочную массу, чтобы затем удалить всю выдавленную бахрому. Только тогда есть шанс относительно хорошо восстановить слепок. Естественно, было бы лучше затребовать полностью новый слепок.
При сильной бахроме, в большинстве случаев в области препарирования, возникает неравномерная линия зубной дуги и существует тенденция, что при тримминге образуется кривая плоскость с краевыми выбоинами и т.д., и за счет этого выглядящая кривой модель. Конечно, функция сохранится, но чтобы получить эстетичную модель, необходимо проделать детальную работу.

Разборная модель без эстетической детальной работы.
Наблюдали ли вы когда-либо, что контрольные модели со стороны поверхности гипса выглядят чище и точнее? Если да, тогда подсказка.
Подсказка. Перед отливкой необходимо обязательно натрусить в слепки и слегка увлажнить применяемый порошок гипса. Вследствие этого вместе с порошком гипса будут извлечены невидимые остатки слюны и дезинфекционных средств. Время воздействия составляет примерно 1 минуту.

Нанесенный порошок гипса соединяется с остатками слюны и дезинфекционных средств.
Между прочим, все слепки предварительно обрабатываются: полиэфир, силиконы, альгинаты (обязательно из-за альгиновой кислоты), гидроколлоиды. При полоскании водой следует удалить все остатки, иначе возникнут неточности. Только после этого возможно применять средство для нанесения сетки без содержания спирта, но только для силиконов!
На альгинатах, гидроколлоидах, полиэфирах могут дополнительно возникнуть проблемы на поверхности. Поскольку эти материалы впитывают воду (гидрофильные), средство для нанесения сетки не используется. Жировые и восковые мостики (молекулярные цепочки на поверхности силикона) нейтрализуются за счет средств для нанесения сетки, чтобы вода не отталкивалась жирами и чтобы достигалась фиксация замешанного гипса на поверхности слепка.
Подсказка. Почему средство для нанесения сетки без содержания спирта? Во-первых, со временем распылители на флаконах разрушаются, во-вторых, снижается нагрузка на дыхательные пути, в-третьих, и это основная причина, энергия, возникающая при испарении спирта, ведет к деформации очень тонкой, неустойчивой силиконовой бахромы (препарационные края, интердентальные перегородки и др.), короче, к нежелательным неточностям.
Поэтому автор применяет средства для нанесения сетки на основе поверхностно-активных веществ, которые не обладают этими недостатками, а имеют еще и преимущество, т.к. минимальные остатки (не лужицы!) соединяются с замешанным гипсом, не вызывая в дальнейшем повреждений видимой поверхности.
Кстати, о лужицах, образующихся в слепках от средств для нанесения сетки: меньшее количество – это часто больше, особенно в этом случае это является преимуществом, направить в слепок лишь небольшой туман от распыления или просто нанести сетку, расстояние от слепка при этом составляет примерно 20 см.

Нанесение сетки осуществляется на правильном расстоянии, в слепке образуется легкий туман от распыления.
Таким образом экономится материал, время и деньги, а результат получается тот же, отпадает необходимость дополнительного выдувания лужиц из слепка сжатым воздухом.
Возникают следующие недостатки: средство распределяется по всему помещению, где его не должно быть, дополнительно возникает шумовая нагрузка за счет «обильного» сжатого воздуха и, прежде всего, за счет хорошо задуманной попытки почистить ( в большинстве случаев с учетом цейтнота), в результате на слепок направляется «удар» всего имеющегося в распоряжении сжатого воздуха. Это не только вызывает излишний шум, но и существует опасность деформации слепка или его сплющивания!
Подсказка. Если уж необходимо сдувать остатки, чтобы сделать все лучше, тогда обязательно с большой осторожностью, лучше просто вытряхнуть.
Обработка гипса
Итак, слепок подготовлен. Затем следует замешивание гипса.
Если требуется стабильное качество, необходимо всегда выдерживать одни и те же условия.
Интересно, что для паковочных масс выполняется операция, которая обязательна и для гипса. Точное измерение количества воды – это обязательно, это не преувеличение, поскольку даже 1 мл воды больше или меньше (на 100 гр) влияет на качество гипса, не могут быть выдержаны физические показатели (твердость, расширение в соответствии с данными изготовителя). А нашей целью является сохранение стабильного качества.
Домашние весы облегчают взвешивание порошка, а также воды, поскольку 1 мл воды весит 1 гр. Или используются калиброванные измерительные емкости, предназначенные для воды.
Внимание: Измерительные емкости для жидкости для паковочных масс не должны использоваться для измерения воды, поскольку плотность этой жидкости не соответствует плотности воды, поэтому измерения получаются неточными.
При заполнении емкости для замешивания автор насыпает порошок гипса по боковым стенкам емкости, чтобы легче контролировать и корректировать количество. При сильно окрашенных гипсах необходимо обязательно придерживаться времени смешивания (примерно 1 минута), чтобы дать цветовым пигментам достаточно времени для растворения. Порошок гипса вбирает воду как губка.

Насыщение гипса жидкостью.
После замешивания в вакууме (соблюдать инструкцию изготовителя) производится нанесение замешанного гипса в слепок. Приоткрывается большая тайна моделей без пузырьков воздуха: концентрация! На чем? Очень просто: «самый начальный поток» замешанного гипса должен быть под тщательным наблюдением, поскольку должна быть заполнена каждая маленькая полость. Если точно наблюдать за гипсом, как он заполняет полость со дна до следующего края или препарационной границы, тогда там не образуется пузырьков.

В данном случае очень важна концентрация.
Вывод: при заливке необходимо следить за током гипса с полной концентрацией и уверенно подтвердить, что заливка прошла чисто. При этом нет необходимости работать с особенно маленькими инструментами (зонд и т.д.), небольшие количества гипса можно подавать и шпателем для гипса.
Мы используем тиксотропный гипс, т.е. при вибрации гипс является текучим, в остальном устойчивым. Это очень полезное свойство, позволяющее слегка нарастить высоту зубной дуги (примерно 1 см), при этом замешанный гипс не растекается. За счет этого свойства отливка на вибростолике дополнительно облегчается или становится более точной, т.к. существует постоянный контроль за текучестью гипса и направлением растекания гипса. Путем вращения/поворота слепка при вибрации на вибростолике возможно влиять на направление растекания, а если это не требуется, слепок снимается с вибростолика и гипс в слепке «остается стоять».
Подсказка. Нет необходимости запускать работу вибростолика в самом сильном режиме или прижимать слепок к вибростолике с большим усилием, поскольку это связано с некоторыми неудобствами: шумовая нагрузка (из-за качающихся столов, включая принадлежности); при обработке альгинатов за счет высокой частоты вибрации на поверхность слепка выступает альгиновая кислота, что приводит к образованию мучнистой поверхности; замешанный гипс может расслоиться, что явно видно по цветовым теням. Желаемое качество утрачивается.
Внимание! Высота и равномерность наращенной зубной дуги очень важны, тем самым создаются основы или лучше фундамент для последующего вида всей модели. Конечно, это не следует преувеличивать, однако, должны быть выполнены следующие пункты: зубная дуга должна быть по меньшей мере настолько широкой как внешний край используемой слепочной ложки; высота должна составлять минимум 0,5 см; но наиболее важно, чтобы гипс в задней зоне имел ту же плоскость, что и во фронтальной зоне.

Гипс не должен охватывать край ложки, следует следить за равномерной высотой.
Конечно, мы подвергаем модели триммингу, но для этого необходимы правильные соотношения масс, чтобы получить форму.
Тримминг или придание формы
По истечении времени затвердения (примерно 45 минут) слепки удаляются с зубной дуги. По возможности следует придерживаться направления штампиков, т.е. не тянуть/или снимать способом рычага. Если все же обязательно необходимо применение рычага, действия должны быть очень осторожными. Каждый знает, что может произойти.
Внимание! Только что снятые слепки нельзя сразу отливать в качестве контрольной модели, поскольку слепку необходим минимум 1 час для восстановления формы, поскольку за счет необходимого расширения гипса (чтобы компенсировать усадку слепочного материала) и снятия с формы материал сплющивается. Поэтому нет смысла быстро заливать оставшийся гипс в только что снятый с модели слепок, полученная контрольная модель будет больше оригинала. Этим объясняется частое расхождение между обеими моделями, например, в области аппроксимальных контактных точек или при припасовке мостовидного протеза. Поэтому необходимо все продумать.
А при тримминге? Существует несколько пунктов, на которые следует обратить внимание:
1. В принципе триммингу всегда должна подвергаться сначала нижняя поверхность зубной дуги (и других моделей), чтобы зубную дугу можно было стабильно держать на столике триммера и чтобы она не качалась.
2. На первом этапе также фиксируется координатная плоскость гипсовых зубов, а это окклюзионная плоскость, проходящая максимально параллельно как в саггитальном так и в трансверсальном направлении.
Подсказка: Плоскость контролируется с помощью стеклянного диска или столика, наилучшим средством был бы триммер для ортодонтии, имеющий соответствующее устройство на столике триммера, которое позволяет выполнять зубных дуг/моделей параллельно к окклюзионной плоскости.
При выраженной кривой Шпее возможно определить только усредненную плоскость. Но при некоторой практике и приверженности к деталям все получится и без оборудования «люкс».

Специфическая для модели «окклюзионная плоскость» должна быть ориентирована на функциональные аспекты обработки.
3. Поскольку окончательная внешняя форма триммингуется вместе с будущим цоколем, включая пластину Splitcast, необходимо снять материал лишь настолько, чтобы зубная дуга входила в цокольную форму.
4. Поверхность, обработанная триммингом, должна быть абсолютно ровной и никаким образом не должна опрокидываться или качаться, иначе последующие сверления не могут быть выполнены параллельно (и соответственно пины).
5. Автор использует влажную обработку шлифовальной бумагой зернистостью 800 ед., чтобы еще раз разгладить обработанную триммингом поверхность! Конечно, можно обойтись и без этого (в зависимости от состояния диска для тримминга, а также вида материала; корунд, частичное или полное алмазное покрытие или сухие ленты), однако, чтобы обеспечить чистое точное сепарирование, это дает преимущества.

Влажное шлифование требует немного времени и обеспечивает очень гладкую поверхность.
Затем следует фрезерование оральных частей зубной дуги. Для этого существует две возможности:
— прямым наконечником на рабочем месте (интенсивно по времени при точном соблюдении углов, радиусов),
— прибор для фрезерования зубной дуги, стабильный настольный прибор с отсасывающим устройством. Преимуществом этого способа является то, что углы всегда правильны, меньше пыли, плавная точная работа.
При сошлифовывании ненужных участков нельзя спутать оптическую ширину зубной дуги с фактической шириной! Обычно зубная дуга контролируется с окклюзионной стороны, можно быстро забыть, что фреза для зубной дуги имеет коническую форму и раньше шлифует нижнюю поверхность. К тому же при сильном наклоне челюстного гребня на модели это впечатление может усиливаться.
Но и возможности устройства для фрезерования имеют свою границу, при сильно наклоненных зубах или наклоненном челюстном гребне необходимо шлифовать вручную.
Подсказка: Каждую зубную дугу необходимо рассматривать снизу, чтобы определить фактическое наличие места для сверлений под пины.
Чтобы изготовить эстетическую зубную дугу, все углы, радиусы должны проходить гармонично. Необходимо избегать всяких дефектов, как пузырьки, неправильный слепок, выбоины и т.д. или их следует устранить, пока общее впечатление не будет позитивным (чистая работа) и убедительным. Это субъективное впечатление и никогда не должно негативно влиять на функциональность модели. Действуем под девизом «Эстетика следует за функцией».
Сверление отверстий под пины
Теперь могут быть выполнены сверления под пины Smart. При использовании этой системы на каждый сегмент разборной модели должно быть выполнено два сверления, чтобы исключить ротацию сегмента на цоколе, а также добиться точной установки.

Пины Jan Langner, включая втулки и установленные интердентально пины JetPin.
Очень эффективны в данном случае точные лазерные приборы для сверления под пины с определенной глубиной сверления.
Подсказка: Необходимо обязательно обращать внимание на то, чтобы выходные отверстия пин-бора полностью были закрыты зубной дугой, должна также учитываться глубина сверления, иначе быстро возникнут неправильные сверления.
Внимание: Не должны вводить в заблуждение оптические неправильные восприятия и привести к неправильному сверлению, в зависимости от ситуации на модели необходимо всегда точно уяснить, где есть достаточно места для сверления. Неправильным является утверждение, что точка лазера всегда должна направляться на верхушку штампика, т.к. существует опасность (при скошенной линии альвеолярного гребня), что бор не проникнет в основание зубной дуги.
Высокий уровень самоконтроля предотвращает раздражение и стресс.
При установке глубины сверления на старых моделях следует таким образом выбирать глубину сверления, чтобы на конце пина было примерно 0,5 – 1 мм свободного пространства, которое образует резервуар для клея.
Подсказка: Если все же сделано неправильное сверление, это отверстие может быть быстро закрыто воском или пластмассой. Как уже говорилось, самоконтроль предотвращает…
Поэтому постоянно проверять со всех сторон, действительно ли закрыто отверстие для сверления зубной дугой и не забывать глубину сверления. Самоконтроль предотвращает…
Некоторое время назад появились пины JetPin, которые устанавливаются в интердентальной зоне, чтобы свести к минимуму или исключить совсем боковое раскачивание. Это раскачивание разборных сегментов, разборных штампиков может иметь несколько причин (плохая изоляция, плохая обработка и т.д.), в большинстве случаев причиной этого являются высокие зубные дуги. Если на штампики воздействует большое боковое рычаговое усилие, оно может быть сведено к минимуму, если противодействие (в нашем случае нормальный пин на разборном штампике, установленный в цоколе) такое же большое и имеет ту же длину. Иногда это функционирует, но в повседневной работе с учетом анатомических данных слепка нет.
Помочь может пин JetPin, который твердо установлен в гипсовом цоколе и служит в качестве предохранителя от опрокидывания, поскольку он уменьшает это рычаговое усилие на размер собственной длины, на которую пин выступает из цоколя.
Нежелательными рычаговыми усилиями на разборный штампик являются, например, аппроксимальные контактные поверхности или напряжения от литья при мостовидных конструкциях.
Пин JetPin ни в коем случае не должен вклеиваться, иначе зубная дуга не отделится от цоколя!
Поскольку пин JetPin должен оставаться в цоколе, изготовленные таким образом зубные дуги не должны сепарироваться пилкой для моделей сверху, поскольку при этом может быть распилен пин JetPin. Поэтому изготовленные таким образом зубные дуги должны сепарироваться от цоколя, чтобы потом отдельно сепарировать штампики сепарационным диском для гипса или ручной пилкой.
Вклеивание пинов должно осуществляться по принципу, меньше часто бывает больше, клей на основе цианакрилата разбухнет и выступит из просверленного отверстия и образует корку вокруг пина. Следствием этого будет нечистая работа и недостаточная изоляция вокруг пина. В худшем случае, если вы торопитесь и быстро устанавливали пластмассовые втулки на пины, они очень хорошо склеиваются с пином, хотя вам этого не нужно.
Подсказка: Не допускать образования излишков, в противном случае дать затвердеть и затем осторожно чисто удалить скальпелем.
Необходимость научиться изолировать и сепарировать.
Чистая изоляция очень важна для функции и эстетики, поэтому необходимо точно знать способ действия «своей» изоляции. Некоторые изолирующие средства наносятся очень толстым слоем, другие как бы полностью диффузируют в гипсе. Что лучше? Должны быть проверены собственная технология работы и возможные риски, связанные с материалом, чтобы избежать источников ошибок. В принципе мы, сантехники, за некоторыми исключениями, должны сначала научиться читать инструкции, а не полагаться на других или учиться под девизом: учиться делая. Это может выйти боком. Уже скоро выяснится, что многие неудачи, связанные с изоляцией, происходят часто из-за неправильного применения, например, излишки не удаляются или удаляются плохо, взаимодействие с гипсом цоколя, несоблюдение последовательности операций, незнание инструкций, не делается различие, будет ли изолироваться очень сухая или очень влажная модель, не соблюдается время воздействия и др.
Для изолирующего средства Picosep и недавно изготовленной модели/зубная дуга: один раз изолировать насыщенно (предварительно встряхнуть флакон), затем за время воздействия замешать гипс для цоколя согласно инструкции изготовителя.
Обязательно принять во внимание: все излишки изолирующего средства должны быть полностью удалены, т.е. остатки на пинах, гильзах, магнитах, ретенционной пластине, резиновых кольцах, пластине Splitcast должны быть сухими. Обоснование: соотношение при смешивании гипса меняется за счет изолирующего средства, происходит вспенивание или образование перлов и гипс выглядит, как-будто его замешивали на минеральной воде.

Нечистая обработка изоляции является причиной появления цокольных пластин, которые нельзя использовать.
Излишки, которые сильно присохли и не были чисто удалены, приводят к образованию мучнистой поверхности, что препятствует точной припасовке.
Пластина Splitcast
Пластина Splitcast обеспечивает комфорт при изъятии разборной модели из артикулятора, при этом нет необходимости вращать какие-либо винты, она также быстро может быть установлена назад. В современных системах артикуляторов интегрирован съемный Splitcast в качестве пластины-трегера модели, от этой дополнительной пластины можно было бы отказаться. Поскольку в большинстве лабораторий царит недостаток времени, целесообразно уже предварительно изготовить гипсовый Splitcast с помощью обратной стороны гипсовой пластины, это экономит время, 45 минут.

Сверху слева: гипсовый Splitcast; сверху справа: обратная сторона гипсовой пластины; образовавшиеся ретенции обеспечивают отличную стабильность.
Насаживается магнит, включая магнитную чашу, и форма может быть заполнена примерно 100 гр супертвердого гипса (в зависимости от высоты резиновых колец до 150 гр.) Затем изготавливаются ретенции с помощью известной упаковочной пленки с воздушными камерами.
Подсказка: Прижимать пленку для глубокой вытяжки-адапту (для штампиков) к магнитной чаше только центрованной по размеру, за счет этого при дальнейшем тримминге получается точный, равномерный, чистый край.
Подсказка: Используется тот же гипс того же цвета, таким образом достигается гармоничный вид.
При заполнении формы для цоколя (или гипсового Splitcast с уложенным по периметру резиновым кольцом) преимущество дает применение подкладки, которая выравнивается точно горизонтально с помощью ватерпаса. Форма для цоколя заполняется с помощью постоянной тонкой струйки гипса из емкости для замешивания. Между прочим, сильно окрашенные текучие гипсы нельзя разбавлять водой на краю емкости, это может привести к изменению цвета гипса.
Гипс точно затекает на нижнюю поверхность зубной дуги. При точной работе вибростолик не требуется.

Заполнение осуществляется при точно ориентированной цокольной форме.
При часто установленных пинах зубная дуга погружается в заполненную форму для цоколя наклонно, чтобы гипс выдавил воздух между пинами.
Как только форма для цоколя достигает нижней поверхности зубной дуги, заполнение заканчивается. Иначе возникают дополнительные гипсовые ребра между цоколем и зубной дугой в оральной области, которые было бы необходимо снова удалять.
Внешняя форма модели после отверждения (примерно 45 минут) может быть подвержена триммингу, и в данном случае тримминг может быть без учета функции, в соответствии с собственным эстетическим восприятием. Преимущество дает одновременный тримминг зубной дуги, цоколя и пластины Splitcast, чем достигается гладкий и чистый переход собранных вместе отдельных элементов. Таким образом обеспечивается точная работа при соединении элементов вместе без щелей.
Автор выбирает для повседневной работы закругленную форму, при этом обращается внимание на то, чтобы все радиусы имели одинаковый размер. По временным причинам автор рекомендует лучше отказаться от анатомических, трехмерных моделей, обработанных на специальном триммере для ортодонтии. При этом автор в принципе использует два момента: 1. окклюзионная плоскость, 2. максимально прямой угол от среднего небного шва к плоскости бугра (тубор).
У кого нет специального триммера для ортодонтии, должен попробовать, как долго продолжается действительно точный трехмерный тримминг модели; все выглядит очень красиво, но нельзя экономить усилия. Итак, разрешается то, что нравится, однако, должны быть обеспечены чистые точные переходы, одинаковые радиусы, боковые стороны, углы, поскольку глаз четко отличит фактически чистую, точную работу.

Разрешается все, что нравится, но обязательной должна быть чистая обработка…
Час правды.
Если работа выполнена правильно, при снятии зубной дуги не требуется силы без применения любимого молотка! Зубная дуга должна легко отделяться от цоколя. Заключительный контрольный взгляд останавливается на краях модели, в зависимости от субъективного восприятия они, естественно, могут быть окончательно сформированы фрезой для гипса.
После чистки теперь есть возможность художественно оформить цоколь, конечно, если есть время, смысл и муза.
Существует значительный выбор цветов гипса, можно дать волю своей фантазии, например, выбрать цвета логотипа фирмы для дальнейшего узнавания или просто комбинацию любимых цветов, это применимо также для демонстрационных моделей.

В заключение автор использует еще влажную шлифовальную бумагу, устраняет возможные следы тримминга и, тем самым, быстро получает очень гладкую поверхность гипса.
Подсказка: Модель разглаживается только после заключительной чистки в пароструйном аппарате, чтобы удалить возможные следы обработки.
Подсказка: Перед передачей моделей возможно втереть в них немного бальзама для моделей/вазелина, таким образом освежаются краски гипса, появится матовый шелковистый блеск, который украшает модели.
Внимание:
меньше в данном случае означает больше.
Сегодня все говорят о гармоничном сочетании протеза с десной по форме и функции. Поскольку при шлифовании препарационных границ утрачиваются важные информации о высоте и ширине сосочков и также линии десны, идет поиск возможности воспроизведения десны на гипсовой модели. Из всех различных способов (включая гипсовую контрольную модель) автор хотел бы представить другую простую возможность, а именно, эластичную десневую маску.
После того, как модель окончательно обработана, перед сепарированием и вскрытием препарационных краев изготавливается силиконовый валик, который обязательно должен быть больше, чем собственно маска. Конечно, целесообразно отметить на модели линию маски, чтобы обеспечить лучший контроль (после некоторой тренировки этот этап позже отпадает…)

Валик должен быть больше чем маркировка на модели.
Чтобы маска держалась, включаются аппроксимальные зубы, эластичный материал на этом отфрезерованном для ретенции участке прижимается (прессуется). Для этого используются две фрезы. Сначала необходимо удалить все грубое до тонкого, что должно быть заменено эластичным материалом, в заключение детальная работа выполняется скальпелем.

Используются две фрезы, которые позволяют эффективно добиться цели.
Вид модели может быть оформлен в соответствии с собственными представлениями. Закругленная, волнообразная или угловая – это лишь еще одна возможность, проявить свою креативность. Но если кто-то хочет ….
Как только все чисто подготовлено, контролируется на точную припасовку валик из силикона (соотношение массы 1 : 9), затем производится предварительная обработка изолирующим средством. На открытую зону модели наносится сетка или водой или изолирующим средством гипс-воск.
Перед изоляцией с помощью соответствующего изолирующего средства валик обрезается острым скальпелем, чтобы иметь возможность контролировать точную припасовку. После изоляции валик больше не подвергается контролю, поскольку высохшая пленка изолирующего средства может быстро разорваться, ее действие утрачивается.
Затем изолирующие средство наносится в валик и на модель. Затем обе части спрессовываются вместе, по бокам могут выступить при этом излишки. Чем точнее припасовка и усилие при сжатии, тем меньше ожидается бахромы.
В пришеечной зоне материал должен быть немного растянут (эффект как на резиновых лентах, которые при растяжении становятся «тверже»…), при этом его легче фрезеровать. С помощью эластичной десневой маски возможно постоянно контролировать линию десны.

Готовая обработанная десневая масса
Если на первый взгляд можно определить, насколько чисто и точно выполнена модель, это будет действительно на всех остальных рабочих этапах. Поскольку без точного рабочего инструмента и все остальные рабочие этапы не могут быть прецизионными. Ортопедическая работа, которая не имеет точной припасовки, имеет в своей основе некоторую сумму многочисленных маленьких ошибок в процессе изготовления. Поэтому так важно стремиться к тщательному честному контролю каждой отдельной ошибки, чтобы обеспечить стабильное качество.
И если гипсовые модели выглядят красиво, работа с ними доставляет удовольствие. Внести немного больше радости в стрессовую повседневную работу зубного техника – это тоже дает преимущество для всех.
Правильно
изготовленный металлический каркас не
должен иметь острых углов во избежание
откола керамики. Кроме того керамика
должна хорошо покрывать металлический
каркас и все его выпуклые и вогнутые
участки. Это обеспечивает устойчивую
связь между каркасом и керамикой. Чем
меньше изгибы металлического каркаса,
тем лучше распределяется действующая
на протез нагрузка, увеличивая прочность
механического соединения металла и
керамики. Наиболее уязвимым местом
металлокерамической системы является
пограничная зона между металлом и
керамикой, где встречаются оба материала.
Здесь не должно быть контактов с зубами
антагонистами. Каркас в этой области
не должен иметь V-
подобных углов, а только закругленные
края, кроме того, необходимо место для
создания треугольной формы керамической
конструкции. Тогда верхушка треугольника
должна находиться на точке пересечения
опаково- дентинной границы и металлической
кромке.
При
таком оформлении опаковый слой не
остается открытым и отсутствует опасность
образования зубной бляшки вследствие
появления пор при обжиге керамики.
Точное оформление вестибулярных краев
зависит от вида подготовки зуба. При
препарировании уступа краевую область
коронки можно покрыть керамикой в
других случаях делается небольшая
металлическая гирлянда или коронку
полностью облицовывают керамикой. После
моделирования каркаса и отливки его из
сплава проводится припасовка коронок
на рабочей модели. Коронки и каркас
шлифуют твердосплавными фрезами – эта
обработка нужна для устранения предыдущих
ошибок. Но работая фрезами следует
избегать образования борозд, насечек,
так как в них в процессе обжига могут
скапливаться и застаиваться газы.
Поэтому каркас обрабатывают с помощью
шлифовального инструмента на керамической
связке – очень плавно, тщательно и в
одном направлении. Из-за сильного
давления на металл увеличивается риск
возникновения случайных сколов из-за
образования пузырьков в этом месте.
После пескоструйной обработки остатки
песка удаляются в паровой кастрюле или
путем кипячения в дистилярованной воде.
Если этого не сделать, то металл
загрязниться и на керамике образуется
трещина или пузырьки.
Получение
окисного слоя.
Окисный
слой должен иметь однородный цвет. Самый
наибольший интерес представляет оксид
цинка в окисной пленке. Он улучшает
покрываемость металлического каркаса
керамической массой и это единственный
оксид нерастворимый в соляной кислоте.
Он присутствует в опаковой массе. Для
получения светлой окисной пленки и
нейтрализации остатков соляной кислоты,
каркас промывают карбонатом натрия.
Прочность химических связей не снижается.
Другими ошибками могут быть ошибки
связанные с разными КТР (коэффициент
теплового расширения). Нужно иметь
ввиду, что чем выше КТР сплава, тем
длительнее должно быть время охлаждения
протеза после каждого обжига.
Ошибки
возможны при нарушении инструкции по
обжигу, т.е. по температуре и времени.
Также они возможны при применении разных
масс, разных изготовителей. Если не
проверена печь, если не правильно
нанесена керамика. Снижение скорости
нагрева. Если используется другие
системы для обжига. Прежде чем приступить
к обжигу необходимо проверить систему.
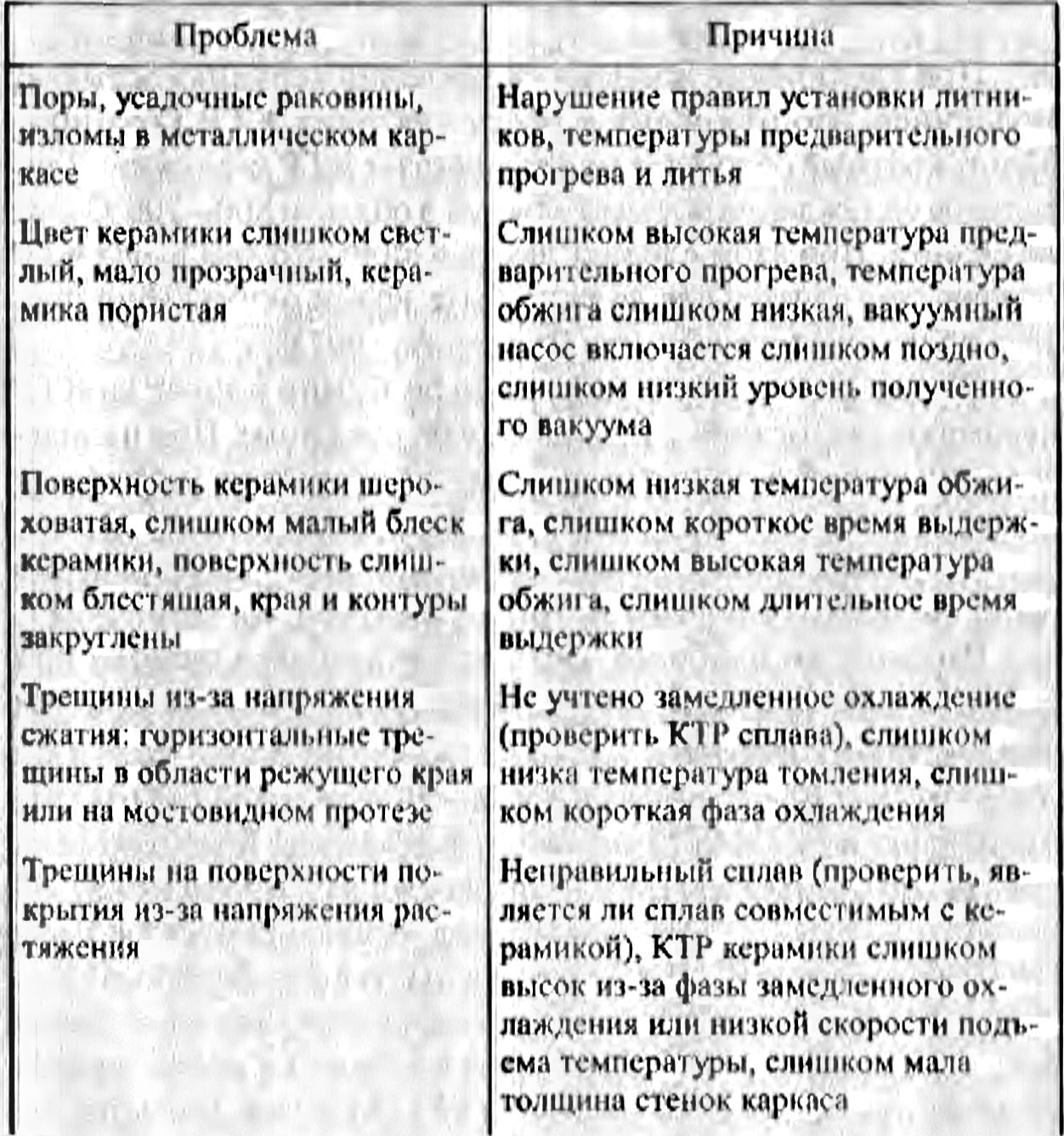
Существует
таблица наиболее часто встречающихся
ошибок при работе с различными
керамическими массами.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ
ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ
Правильно изготовленный металлический каркас не должен иметь острых углов во избежание откола керамики. Кроме того, керамика должна хорошо покрывать металлический каркас и все его вогнутые и выпуклые участки. Это обеспечивает устойчивую связь между каркасом и керамикой. Чем мягче изгибы металлического каркаса, тем лучше распределяются действующие на протез нагрузки, увеличивая прочность механического соединения керамики и металла. Наиболее уязвимым местом металлокерамической системы является пограничная зона между металлом и керамикой, где встречаются оба материала. Здесь не должно быть контактов с зубам и-антагонистами, Металлический каркас в этой области не должен иметь V-подобиых углов, а только закругленные края. Кроме того, необходимо место для создания треугольной формы керамической конструкции. Верхушка треугольника должна находиться на точке пересечения опаково-дент`Инной границы и металлической кромки. При таком оформлении опаковый слой не остается открытым и отсутствует опасность образования зубной бляшки вследствие появления пор при обжиге керамики. Все это в целом обеспечивает хороший эстетический результат работы.
Точное оформление вестибулярных краев зависит от вида подготовки зуба. При препарировании плеча в 90″ краевую область коронки можно покрыть керамикой. В других случаях делают небольшую металлическую гирлянду или коронку полностью облицовывают керамикой, После окончания моделнрованин каркаса и отливки его из сплава проводят припасовку коронок па рабочей гипсовой модели и тщательно обрабатывают его поверхность. Для шлифования металлического каркаса лучше всего использовать твердосплавные фрезы. Эта обработка нужна для устранения предыдущих ошибок. При работе фрезами следует избегать образования борозд или насечек, в которых в процессе обжига керамики могут скапливаться и застаиваться газы. Поэтому металлический каркас обрабатывают с помошью шлифовальных инструментов на керамической связке очень тщательно, плавно и в одном направлении. Из-за сильного давления на металл увеличивается риск появлении случайных сколов из-за образования пузырьков в этом месте.
Поверхность каркаса увеличивается благодаря пескоструйной обработке алюмоксидом. Одновременно каркас очищается от возможных загрязнений. Остатки песка после пескоструйной обработки могут быть удалены в паровой кастрюле или путем кипячения в дистиллированной воде. Этот этап подготовки каркаса считается очень важным, поскольку связан с риском загрязнения металла, следствием чего является образование трещин и пузырьков. Только когда есть уверенность, что каркас чистый, можно перейти к получению окисной пленки для обеспечения химического соединения металлического каркаса и керамической массы, которое вместе с механической ретенцией усиливает компрессионное схватывание металла и керамики, возникающее благодаря различным коэффициентам термического расширения этих материалов.
Окисный слой должен иметь однородный цвет. Если применяемый сплав быстро темнеет, его можно обработать 30% соляной кислотой, что способствует частичному растворению окислов. Единственный оксид, нерастворимый в соляной кислоте. — оксид цинка. Среди окислов, образующихся на металлическе>м каркасе, последний представляет для нас наибольший интерес. Он улучшает покрываемость металлического каркаса керамической массой. В незначительном количестве он присутствует и в опаковой массе. Для нейтрализации остатков соляной кислоты каркас промывается бикарбонатом натрия. Этот метод позволяет получить светлую металлическую поверхность, не снижающую при этом прочность химических связей.
Таблица 4
Ошибки при изготовлении металлокерамических протезов, их причины и способы устранения

Проблема получения прочного соединения между керамикой и металлическим каркасом тесно связана с соотношением между значением КТР металлического каркаса и режимом охлаждения металлокерамической конструкции после обжига Согласно стандарту ISO 9693, КТР, например, для керамической массы ИПС-Классих (ф. Ivoclar) указывается для области 25—500`C и измеряется мосле 2 и обжигов. В дальнейшем это значение должно быть указано на упаковке материала.
Массы ИПС-Юшссын предназначены для сплавов, имеющих КТР 13,7-15,5×10 ° К` при 25-500Х. В зависимости от типа и состава сплава на прочность соединения наряд}` с другими параметрами обжига влияет время охлаждения.
Таблица 5
Ал1 оритм решения возможных проблем при работе с керамической массой Duceram Plus
При увеличении времени охлаждения керамика остывает медленнее, что приводит к росту значения КТР керамики. Многократный обжиг также увеличивает КТР керамики. Длительное охлаждение осуществляется в области 800—700*С после обжига. При этом следует иметь в виду, что чем выше КТР сплава тем длительнее должно быть время охлаждении протеза после каждого обжига (Виллер А.. 1997).
Снижение скорости нагрева до 50*С/мнн влияет на КТР керамики аналогично длительному охлаждению. При использовании печей с другими системами открытия (например, ли(|гг) используются другие правила обжига.
Возможные ошибки, их причины и способы устранения были систематизированы А. Виллером (табл. 4).
Рассмотрим наиболее часто встречающиеся ошибки при работе с керамической массой Duceram Plus и выясним, чем они вызваны (табл. 5).
- Авторы
- Резюме
- Файлы
- Ключевые слова
- Литература
Зыкина М.А.
1
1 Волгоградский государственный медицинский университет
В России качеству стоматологической помощи всегда уделялось и уделяется большое внимание, поскольку она является важной составляющей качества жизни населения, так как у людей с частичным или полным отсутствием зубов, чаще всего возникают жалобы не только на нарушение функций жевания и речи, но и на эстетику. Уровень стоматологической помощи остается главным вопросом в деятельности государства по обеспечению здоровья нации. Но, несмотря на высокую квалифицированность врачей – стоматологов — ортопедов, наблюдается большое количество ошибок и осложнений при протезировании населения металлокерамическими протезами [9,10]. В данной статье будут рассмотрены возможные ошибки, которые может допустить врач – стоматолог — ортопед на различных этапах изготовления металлокерамических протезов, а также представлена классификация этих ошибок, в зависимости от характера осложнений, к которым они могут привести.
протезирование
металлокерамический протез
врачебная ошибка
1. Данилина Т.Ф., Наумова В.Н., Жидовинов А.В., Порошин А.В., Хвостов С.Н. Качество жизни пациентов с гальванозом полости рта//Здоровье и образование в XXI веке. 2012. Т. 14. № 2. С. 134.
2. Жидовинов А.В., Головченко С.Г., Денисенко Л.Н., Матвеев С.В., Арутюнов Г.Р. Проблема выбора метода очистки провизорных конструкций на этапах ортопедического лечения//Современные проблемы науки и образования. -2015. -№ 3.
3. Михальченко Д.В. Психофизиологические аспекты прогнозирования адаптации человека к ортопедическим стоматологическим конструкциям. Автореферат диссертации на соискание ученой степени кандидата медицинских наук/Волгоградский государственный медицинский университет. Волгоград, 1999
4. Михальченко Д.В., Гумилевский Б.Ю., Наумова В.Н., Вирабян В.А., Жидовинов А.В., Головченко С.Г.Динамика иммунологических показателей в процессе адаптации к несьёмным ортопедическим конструкциям//Современные проблемы науки и образования. 2015. № 4. С. 381.
5. Михальченко Д.В., Засядкина Е.В. Этические риски во взаимоотношениях врача стоматолога и пациента./Биоэтика. -2011. -Т. 2, № 8. -С. 42-43.
6. Михальченко Д.В., Михальченко А.В., Порошин А.В. Модифицированная методика оценки адаптации к ортопедическим стоматологическим конструкциям//Фундаментальные исследования. -2013. -№3 (часть 2). -С.342-345.
7. Михальченко Д.В., Михальченко А.В., Порошин А.В. Роль симуляционного обучения в системе подготовки врача-стоматолога на примере фантомного центра волгоградского медицинского университета//Фундаментальные исследования. -2013. -№ 3 (часть 1). -С. 126-128.
8. Михальченко Д.В., Порошин А.В., Шемонаев В.И., Величко А.С., Жидовинов А.В. Эффективность применения боров фирмы «Рус-атлант» при препарировании зубов под металлокерамические коронки//Волгоградский научномедицинский журнал. Ежеквартальный научнопрактический журнал. 2013. № 1. С. 45-46.
9. Фирсова И.В., Михальченко В.Ф., Михальченко Д.В. Врачебная тактика при диагностике предраковых заболеваний слизистой оболочки полости рта и красной каймы губ//Вестник Волгоградского государственного медицинского университета. -2013. -№ 1 (45). -С. 3 -6.
10. Mikhalchenko D.V., Zhidovinov A.V., Mikhalchenko A.V., Danilina T.F. Тhe local immunity of dental patients with oral galvanosis//Research Journal of Pharmaceutical, Biological and Chemical Sciences. -2014. -Vol. 5. -No. 5. -p. 712-717.
ВВЕДЕНИЕ
Протезирование зубов – сегодня достаточно распространенная процедура,[2,3,6]так образ жизни современного человека невозможно представить без красивой улыбки. Для восстановления зубов, наиболее часто применяются металлокерамические протезы. Они представляют собой прочнейший металлический каркас, покрытый тонким слоем керамики. Такой протез обладает высокими эстетическими свойствами: коронку порой сложно отличить от окружающих естественных зубов, а по прочности превышает их.[4]
При изготовлении протезов, нередко встречаются врачебные ошибки, что объясняется многоэтапностью и технологической сложностью этого процесса, требующих от врача высокого мастерства и безукоризненной точности выполнения.[5,10] Иногда, даже высококвалифицированные специалисты совершают ошибки на любом из этапов.[2]
Цель исследования: изучить, какие ошибки при изготовлении металлокерамических протезов может совершить врач-ортопед.
ОБЗОР ЛИТЕРАТУРЫ
Для более точного понимания проблемы нам необходимо разобраться с терминологией, что позволит более глубоко понять тему исследования.
Итак, начнем с определения термина металлокерамический протез. Металлокерамический протез – конструкция для замещения дефектов зубных рядов, каркас которой изготовлен их металла, покрытого тонким слоем керамической массы.
Теперь обратимся к понятию врачебная ошибка. По мнению Понкиной А.А., врачебная ошибка – это случившееся или эвентуальное событие (вид ятрогенного дефекта медицинской помощи), вызванное и характеризующееся невиновными действиями, бездействием или несвоевременным действием врача при оказании им пациенту медицинской помощи или медицинских услуг, результативно повлекшее за собой неблагоприятное для пациента событие.[8].
По мнению Копейкина следует четко разграничивать ошибки, допущенные при лечении, и осложнения в процессе и после лечения, не связанные с врачебными ошибками. К врачебным ошибкам следует относить непреднамеренные действия врача, которые могли нанести или невольно нанесли больному устранимый ущерб. Особого отношения требуют ошибки, допущенные в процессе протезирования и своевременно не исправленные. Проведенный анализ конфликтных ситуаций стоматологическом приеме показал, что около 75 % из их числа связаны именно с изготовлением дорогостоящих конструкций. При детальном рассмотрении каждой конкретной ситуации, все жалобы пациентов условно разделены на абсолютные (причины – несомненно врачебные ошибки) и относительные, связанные с неудовлетворенностью цветом искусственных зубов, длительным периодом адаптации к съемным конструкциям, несоответствием ожидаемого и конечного результата протезирования, необоснованности финансовой стоимости лечения и др. Соотношение абсолютных и относительных жалоб составляло 3 : 1. [4,10]
Врачебные ошибки могут возникать на любом этапе изготовления металлокерамических протезов. В зависимости от характера последствий различают:
1.Ошибки, не вызывающие клинические осложнений;
2.Ошибки, приводящие к обратимым клиническим осложнениям;
3.Ошибки, обусловливающие необратимые клинические осложнения (потеря опорного зуба или группы зубов, как опорных, так и антагонирующих, поражение пародонта).[5,9]
Рассмотрим некоторые этапы, и перечислим ошибки, которые могут возникнуть.
На этапе составления плана лечения, на основе тщательного всестороннего обследования больного и установлении диагноза, возможны следующие ошибки:
1.Неправильный выбор показаний к изготовлению металлокерамических мостовидных протезов:
2.Выбор неправильной конструкции мостовидных протезов;[4,5]
Например:
- Применение металлокерамических мостовидных протезов при наличии хронического верхушечного периодонтита является грубой врачебной ошибкой, которая может привести к обострению патологического процесса.
- Протезирование людей, с бруксизмом или глубоким прикусом, это может привести к сколу керамики;
- Изготовление металлокерамических протезов при больших дефектах зубных рядов также может привести к отколу фарфора от металлического каркаса.
3.Неправильное снятие оттисков.[10]
Второй этап, это препарирование твердых тканей зуба. Здесь могут возникнуть ошибки, такие как:
- травма или ожог пульпы при препарировании
- препарированием зубов с кариозным поражением твердых тканей, ранее пломбированных или препарированных зубов (в случаях повторного протезирования). Возможны осложнения в виде вторичного кариеса или некроза твердых тканей зубов под мостовидными протезами. Вторичный кариес может возникнуть при неполном удалении распада твердых тканей, подверженных кариесу, и в тех случаях, когда не проводится ревизия качества пломбы[5,8,9]
На этом этапе также возможны ошибки при создании формы и размеров культи, а именно:
- снятие большого количества твердых тканей или же наоборот, снято недостаточно тканей — коронка будет либо слишком тонкой, либо будет выступать за границы зубного ряда;
- неправильное создание конусности культи: при малой конусности могут возникнуть затруднения при наложении протеза или для наложения протеза потребуется большое усилие, что приводит к возникновению в каркасе металлокерамического протеза внутреннего напряжения и, вследствие этого, к отколу керамического покрытия. Малая конусность культи препарированного зуба может привести к недостаточно точному наложению протеза при фиксации, вследствие того что выход излишка цемента из опорной коронки затруднен. При чрезмерной конусности культя зуба приобретает клиновидную форму, что значительно ослабляет фиксацию протеза и может приводить к частым расцементировкам;
- Чрезмерное или недостаточное укорочение культи.[2]
На следующем этапе, при фиксации мостовидных протезов, неправильное замешивание цемента (густой консистенции или цемент средней густоты при большой (излишней) массе) ведет к недостаточному осаживанию коронок при фиксации и оголению пришеечной препарированной части зуба.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЯ
В результате проведенного нами обзора, можно заключить, что большая доля ошибок (75%)[4] приходится на те, которые совершил врач, а не из-за неправильного использования протезов и не соблюдения рекомендаций. И такие погрешности допускаются в основном при выборе конструкции и на этапе препарирования.
ВЫВОД
На основании всего вышеизложенного можно заключить, что врачебные ошибки иногда случаются в повседневной практике врача-стоматолога. В данной работе мы представили наиболее часто встречающиеся из них. И так как, врачебные погрешности в технике препарирования и тактические промахи на этапах протезирования могут приводить к различным осложнениям,[2] необходимо повышение квалификации врачей-ортопедов, что позволит добиться высоких результатов в протезировании, снизить количество повторных обращений пациентов, повысить качество зубного протезирования.
Библиографическая ссылка
Зыкина М.А. ВРАЧЕБНЫЕ ОШИБКИ ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКЕРАМИЧЕСКИХ ПРОТЕЗОВ // Международный студенческий научный вестник. – 2016. – № 2.
;
URL: https://eduherald.ru/ru/article/view?id=15882 (дата обращения: 29.01.2023).
Предлагаем вашему вниманию журналы, издающиеся в издательстве «Академия Естествознания»
(Высокий импакт-фактор РИНЦ, тематика журналов охватывает все научные направления)
Full Text
Актуальность.
Металлокерамические конструкции применяются с середины XX века и, несмотря на стремительное развитие зуботехнического материаловедения и современные технологии выполнения безметалловых конструкций, они по-прежнему широко используются в ортопедической стоматологии [1]. Данные конструкции основаны на принципе объединения прочности металлической основы, выполненной методом литья, что выгодно влияет на точность отлитого каркаса и эстетики керамической облицовки, что позволяет им приблизится к естественным зубам, а в некоторых случаях и превзойти их [2]. Значительное время сцепление стоматологической керамики и металлического каркаса оставалось серьезной проблемой, затрудняющее использование данного вида протезирования, его реализацию с большей эффективностью [3, 4]. В современной стоматологии синтропия основных видов соединения металлической поверхности каркаса и керамического покрытия положительно оказали влияние на технологические аспекты протезирования [5] . Однако, основываясь на данных научной литературы, большой процент случаев конфликтных ситуаций при лечении несъемными ортопедическими конструкциями связан с изготовлением металлокерамических зубных протезов (около 70%) [6].
На сегодняшний день данный вид комбинированных конструкций несъемного протезирования в ортопедической стоматологии остается наиболее оптимальным решения многих клинических случаев, поэтому считается необходимым рассмотрение и систематизация возможных ошибок, их причины при изготовлении металлокерамики с целью повышения качества ортопедического лечения в современных условиях.
Цель: повышение количества ортопедического лечения металлокерамическими конструкциями путем анализа ошибок и способов устранения на этапах их изготовления.
Материалы и методы:
Предметом исследования является систематизация ошибок на этапах изготовления металлокерамических конструкций зубных протезов на организационные, клинические, лабораторные, и формирование рекомендаций для сведению к минимуму ошибок на технических этапах выполнения реставрации зубными техниками.
Для решения поставленных задач в работе были учтены следующие аспекты:
- ГОСТ «О мерах по повышению эффективности оказания ортопедической стоматологической помощи населению» и требования «Металлокерамика стоматологическая для зубного протезирования», которым должна отвечать готовая конструкция, объединяя функциональные, высокоэстетические и биологические характеристики;
- Рассмотрение показаний и противопоказаний к применению металлокерамических конструкций, принципы препарирования с анатомо-физиологических и морфо- функциональных особенностей зубочелюстной системы
- Изучение ошибок и осложнений, возникающих в процессе изготовления металлокерамических протезов. Определение способов устранения неточностей, ошибок и осложнений на лабораторных этапах в зуботехнической лаборатории. систематизация на клинические,
Результаты исследования
Ошибки и осложнения, возникающие в процессе изготовления металлокерамических конструкций, условно делят на три группы: ошибки на клинических этапах, не являющиеся целью, ошибки на лабораторных этапах и ошибки на этапах литья. Ошибки на лабораторных этапах встречаются, как правило, на этапах моделирования и отливки каркаса, а также на этапах нанесения и обжига керамических масс. При изготовлении комбинированной разборной модели даже незначительные отклонения от последовательных этапов технологии приведут к серьезным производственным ошибкам.
Ошибки на этапе изготовления разборной модели:
- Неправильная установка штифта. Следствие: невозможность извлечения гипсового штампика после распила. Метод устранения: При выполнении этапа установки игольчатые штифты должны быть установлены с учётом параллельности оси штифта (зуба) и параллельны в разных плоскостях.
- Несоблюдение условий использования гипса необходимого класса по (ISO) приведет к непрочности модели. Заполнение слепка очень жидким супергипсом приводит к увеличению его усадки, а следовательно, к изготовлению узких коронок. Несоблюдение условий замешивания гипса для изготовления рабочей части модели. Метод устранения: При выполнении этапа замешивания гипса, необходимо производить замешивание гипса IV класса в вакуумном смесителе. Заливку гипса IV класса в отпечатки зубов челюсти необходимо проводить на вибрационном столике. Выполнение этих условий, обеспечит гомогенную структуру материала без включений пузырьков воздуха и прочность рабочей части комбинированной разборной модели
- Неустановленные ретенционные приспособления в области промежуточного дефекта зубного ряда приводят к отсутствию фиксации между несъемными сегментами в цоколе модели после распиливания. Метод устранения: К началу фазы «схватывания» гипса в области промежуточных и концевых участков модели необходимо установить специальные ретенционные приспособления для последующей фиксации несъемных сегментов в цоколе модели.
- Отсутствие изолирующей жидкости на рабочей части разборной модели в области фиксирующих штифтов привело к невозможности отделения гипсового штампика от цоколя модели. Метод устранения: После отвердевания гипса IV класса необходимо нанести на его поверхность, в области штифтов, изолирующую жидкость для разделения гипса IV класса от гипса III класса и дальнейшего легкого извлечения штампика из модели.
- Несоблюдение условий правильного распила рабочей части на сегменты приводит к нарушению целостности модели и невозможности изготовить металлический каркас несъемного протеза. Метод устранения: Необходимо гипсовую модель распиливать с помощью специального лобзика и пилок разного размера, толщины, длины; зуботехнического мотора и отрезных дисков с алмазным покрытием (диски различаются диаметром, толщиной, перфорацией).
- Ошибка при обработке штампика приводит к истончению основы штампика и последующий перелом. Неправильное нанесение компенсационного лака: широкие коронки — следствие чрезмерного нанесения слоев компенсационного лака. Узкие коронки при использовании очень тонкого слоя компенсационного лака или же вообще без лака, компенсирующего литейную усадку металлического сплава.
Ошибки при моделировании воскового каркаса МК конструкции:
- Деформация восковой композиции возможна в том случае, если на опорных зубах имеются поднутрения или недостаточная конусность опорных зубов.
- Неправильно установлена температура плавления воска.
- Зубной техник не производит контроль микрометром.
- Деформация восковой заготовки возможна при использовании для моделировки промежуточной части мостовидного протеза легкоплавкого эластичного нежесткого воска.
- Восковую заготовку снимают с модели только после присоединения распределяющего (объединяющего) питателя.
Ошибки на этапах литья, мешающие выполнить высококачественную работу, и их устранение:
- Баланс работы, Воск, как известно, дает собственную усадку, после того, как смоделировали каркас, необходимо: проверить его на баланс и укрепить конструкцию, то есть все фрагменты склеить липким воском. Многие техники отвозят свое литье в поликлиники, где есть литейные лаборатории, и при транспортировке может произойти деформация. Этого можно избежать, для чего необходимо подклеить края коронки к штампикам рабочей модели. Литейщик перед штифтовкой должен тоже проверить работу на баланс и, если таковой есть, исправить его. Только после этого приступать к штифтовке. После штифтовки конструкцию снять с модели, опять припасовать на модель и проверить на баланс. Если все в норме, приступить к формовке работы.
- Усадочная раковина. Причина 1. Она появляется в литках в том случае, если неправильно подобраны литниковые штифты по диаметру или по высоте. Если штифт тонкий или длинный, то кристаллизация металла начнется именно в нем, и тогда литник начнет тянуть в себя металл из прибыли и литка. Метод устранения: Чтобы этого избежать, надо четко помнить, что высота литника не должна превышать 5 мм, а диаметр на фронтальную группу — не больше 2 мм и на жевательную группу — не менее 3-4 мм. Прибыль, как компенсатор усадки, является тоже важным звеном в работе, поэтому диаметр восковой проволоки на прибыль должен быть не менее 6 мм. Причина 2. Перегрев металла. В этом случае усадочная раковина появляется в местах сепарации, то есть в межзубных поверхностях. Тогда при обработке каркаса происходит разлом конструкции, и место разлома как бы зашлаковано. Это происходит из-за того, что металл продолжает кипеть в форме и охлаждение и кристаллизация протекают неравномерно. Метод устранения: Внимательно следить за температурой металла.
- «Жемчужины»или перлы на рабочей поверхности металлических конструкций – не гладкая поверхность литья. Причина 1. Остатки увлажняющего агента. Причина 2. Паковочный материал замешан без или при недостаточном вакууме. Причина 3. Слишком высокая температура литья. Метод устранения: Первый момент — после штифтовки восковой композиции и установки на литниковый конус необходимо восковую композицию обезжирить, чтобы впоследствии формовочная масса равномерно и плотно покрыла заготовку. Для этого применяется специальная жидкость. Вторым моментом является правильная подготовка и замес формовочной массы. Сегодня имеется огромный арсенал формовочных материалов. Массу, практически любую, обязательно необходимо замешивать в вакуумном смесителе, тогда она становится однородной и без воздушных пузырьков, что обеспечивает чистую поверхность. Необходимо четко соблюдать инструкции, приложенные к формовочной массе, любое нарушение которых ведет к нежелательным последствиям. Заливка формовочной массы в опоку должна проводиться только на вибростолике. После того, как формовочная масса застыла, необходимо верхнюю пленку, которая образуется после кристаллизации формовочной массы, срезать, что улучшит газообмен при отливке нашей работы и качество отлитой заготовки.
- Литейная усадка. Причина 1. Если не пользоваться противоусадочными средствами, то литье обязательно даст литейную усадку даже при наличии хорошей формовочной массы.
Метод устранения: использовать компенсационный лак. Причина 2. Основную усадку металл дает по периметру окклюзионной поверхности и по режущему краю. Поэтому покрывной лак надо наносить с учетом этих особенностей. Метод устранения: Первый слой наносится на 2-3 мм ниже шейки зуба, а второй — от шейки зуба на всю поверхность культи. При большом пролете между зубами можно нанести третий слой по периметру окклюзионной поверхности или режущего края. Таким образом, лаком можно скомпенсировать объемную и литейную усадку.
Ошибки на этапах нанесения керамики и методы их устранения
— Выбор правильной температуры обжига керамики.
При выборе нужной температуры обжига нужно руководствоваться инструкцией производителя керамики. Далее при необходимости температуру следует откорректировать исходя из полученных результатов. Если видно, что керамика получилась молочного цвета и поверхность неоднородна, значит температура слишком низкая. Повышаем температуру на 10 градусов. Если коронка все еще мутная, значит следует повысить температуру еще на 10 градусов. Керамика должна слегка блестеть. Если углы оплыли или керамика стала слишком прозрачной – температура слишком высокая.
— Нанесение и обжиг опака. При правильной температуре после первого обжига поверхность должна быть блестящей.
— Трещины на поверхности. Причина 1. КТР сплава ниже допустимого. Метод исправления: Проверить, является ли сплав совместимым с данной керамикой. Причина 2. КТР керамики слишком высок из-за использования замедленного охлаждения или закалки. Метод устранения: Не использовать замедленное охлаждение и закалку: установить открывание камеры сразу после выдержки температуры обжига. Причина 3. Толщина стенок каркаса слишком мала. Метод устранения: Учитывать минимальную толщину стенок каркаса.
— Трещины из-за напряжения сжатия. Причина 1. Слишком высокий КТР сплава. Требуется замедленное охлаждение или закалка (томление): слишком короткая фаза охлаждения или слишком низкая температура закалки. Метод устранения: Проверить КТР сплава. Установить замедленное охлаждение или закалку с учетом требований производителя массы.
Причина 2. КТР сплава выше допустимого. Метод Устранения: Проверить, является ли сплав совместимым с данной керамикой.
— Керамика шероховатая, сероватая, непропеченная в глубине, неблестящая. Причина 1. Слишком короткое время выдержки. Метод устранения: Увеличить время выдержки в 1.5- 2 раза. Причина 2. Увеличение времени выдержки не дало результатов – недостаточная температура обжига. Метод устранения: Увеличить температуру обжига.
— Поверхность керамики слишком блестящая, края и контуры закруглены Причина 1. Слишком высокая температура обжига. Метод устранения: Снизить температуру обжига.
-Образование пузырей в керамике. Причина 1. Загрязнение металла или керамики из-за несоответствующих шлифовальных инструментов. Метод устранения: Использовать инструменты, предназначением только для обработки металла или керамики соответственно.
Причина 2. Завальцовка полостей на поверхности металла из-за использования тупых фрез.
Метод устранения: Заменить фрезу на новую. Тупые фрезы завальцовывают металл в местах обработки, образуя газонаполненные пустоты. Причина 3. Паста-опак нанесена слишком толстым слоем и подверглась недостаточной предсушке. Метод устранения: Увеличить время предварительной сушки. Причина 4. В слои керамики попали воздушные включения.
Метод устранения: Обеспечить тщательное промешивание керамической массы перед нанесением (особенно засохшей массы при нанесении второго дентина).
— Керамика молочного цвета, непрозрачная, пористая. Причина 1. Низкий уровень вакуума.
Метод устранения: Проверить исправность вакуумнасоса и герметичность соединений. Причина 2. Температура обжига слишком низкая (на 30˚С и более). Метод устранения: Убедитесь, что коэффициент ручной коррекции температуры соответствует паспортному и параметры программ обжига верны. Произвести тепловую настройку печи. Причина 3. Температура предварительного нагрева завышена. Метод устранения: Снизить температуру преднагрева. Причина 4. Вакуум достигается слишком поздно. Метод устранения: Установить включение вакуума при более низкой температуре.
Заключение.
Изготовление металлокерамических зубных протезов остаётся актуальным на сегодняшний день. Большой клинический опыт, отработанные технологии, надёжность и относительная простота изготовления дают им неоспоримые преимущества. Однако, анализ работы над возможными ошибками возникающих при их изготовлении, изучение способов их устранения и предотвращения показал на проблемные вопросы данного вида протезирования. С сожалением, приходится констатировать факт, что металлокерамические коронки и протезы не являются совершенными конструкциями и процент ошибок, возникающих и на клинических, и лабораторных этапах, остается достаточно высоким, несмотря на все современные возможности стоматологического материаловедения, ортопедической стоматологии и зуботехнического производства. От правильного планирования, грамотного проведения этапов изготовления металлокерамических протезов, с учетом всех профессиональных тонкостей, с четким и ясным представлением о выполняемой работе и в клинике, и в зуботехнической лаборатории, зависит качество сотрудничества врача — стоматолога и зубного мастера, эффективность проводимого ортопедического лечения и сведение, вышеизложенных в работе, ошибок к минимуму.
1.
Министерство образования и науки Самарской области
ГБПОУ «Самарский медицинский колледж им. Н. Ляпиной»
Наиболее часто встречающиеся ошибки при
изготовлении металлокерамических протезов
Выполнил студент группы № 1351
Сашинский Сергей Борисович
Научный руководитель
Айдарова Юлия Викторовна
Самара 2016
2.
Актуальность
Металлокерамика сейчас самый популярный вид
несъемного зубного протезирования:
металлокерамика наиболее близка по своим
физико-механическим свойствам к эмали
естественных зубов.
Эти виды протезов сочетают в себе преимущества
высокой точности цельнолитых
металлокерамических конструкций с весьма
высоким эстетическим эффектом керамического
покрытия. Она сочетает в себе надежность,
долговечность и прекрасные эстетические качества
3.
Объект исследования: металлокерамические
протезы.
Предмет исследования: изготовление
металлокерамических протезов.
4.
Цель исследования: определение наиболее часто
встречающихся ошибок металлокерамического
протезирования.
Задачи исследования:
1. Изучить научную медицинскую и специальную литературу по
теме исследования и дать определение основным понятиям.
2. Изучить технологию изготовления металлокерамических
протезов и выявить преимущества металлокерамики.
3. Выявить основные принципы технологических приемов
изготовления металлокерамических протезов и наиболее часто
встречающиеся ошбики при изготовлении металлокерамики на
базе зуботехнической лаборатории ООО «ПрофМедЦентр».
4. Проанализировать полученные результаты и сделать выводы.
5.
Методы исследования:
1. Аналитический.
2. Статистический.
3. Графический.
4 Метод наблюдения.
Практическая значимость: определяется
обобщением опыта по изучаемой проблеме,
результаты исследования позволят лучше
освоить технику изготовления
металлокерамических протезов.
6.
Сейчас эпоха металлических коронок навсегда ушла в
прошлое. С развитием технологий появилась
возможность облицовывать металлический каркас
коронки керамикой или фарфором — так появилась
металлокерамика.
7.
Но даже металлокерамические коронки имеют
недостатки. Несмотря на их прекрасный внешний вид,
в эстетическом отношении многие стоматологи все же
отдают предпочтение коронкам из цельного фарфора.
Фарфоровая часть металлокерамических коронок может
ломаться и скалываться.
8.
Многообразие клинических методов реставрации
сколов керамического покрытия свидетельствует об
актуальности данной проблемы и о сложности ее
решения.
9.
Экспериментальная часть
работы проводилась на базе
практики ООО
«ПрофМедЦентр» расположена
по адресу ул. Революционная,
д. 126 в Железнодорожном
районе г. Самара.
10.
Практическая работа
Изготовление металлокерамических коронок.
Лабораторные этапы:
1.Изготовление рабочей и вспомогательной модели
челюстей.
11.
2. Распил модели на сигменты и
гравировка штампиков.
3.Составление гипсовых моделей
челюстей в положении
центральной окклюзии,
фиксация моделей в окклюдатор.
12.
4. Изготовление восковой репродукции
каркаса металлокерамического
протеза.
4.
5.
6.
7.
5. На восковой или пластмассовой
заготовке колпачка моделируется
литниковая система и по
общепринятой методике конструкция
заменяется на металл.
13.
6.Припасовка каркаса
металлокерамического протеза и
обработка.
7. Дегазация.
14.
8. Нанесение керамических
масс.
Нанесение бондинга
Обжиг.
Вакуумный обжиг проводят при
температуре в интервале,
указанном в инструкции для
каждой соответствующей массы.
Первый этап техники наслоения
— нанесение опакового слоя на
поверхность
15.
Моделирование анатомической формы коронки с
поэтапным нанесением слоев:
дентинной массы,
обжиг
эмалевой и дентинной массы
обжиг
транспарентной массы.
обжиг
16.
9. Глазурование керамического покрытия.
Глазурование направлено на придание керамическому
покрытию блеска, характерного для эмали естественных
зубов
17.
Протез медленно выводят из печи и охлаждают до
комнатной температуры. Металлическую часть, не
имеющую керамического покрытия, полируют
обычным механическим способом, удаляют окалину
внутри коронки и передают протез в клинику.
18.
Заключение
Появление в стоматологии металокерамических коронок привело
к настоящему эстетическому прорыву в протезировании зубов.
Наконец, множество пациентов получили возможность скрыть
от посторонних глаз разрушение своих зубов, установив на
место испорченных зубов красивые и
устойчивые..искусственные.
Врачи-стоматологи в большинстве случаев рекомендуют именно
металлокерамические коронки, а пациенты остаются довольны
как их эстетическими параметрами, так и качеством. Как и сам
материал, использованный для изготовления коронок. Сегодня
металлокерамические коронки являются наиболее удачным
компромиссом между эстетикой, надежностью и стоимостью.
Но к сожалению ошибок при изготовлении и установке
металлокерамических коронок может быть очень много они
могут привести к сколам керамики, микротрещинам,
потемнением, скалывание керамического покрытия у режущего
края не только в процессе изготовления, но и в начале их
использования.
19.
Поэтому очень важно соблюдать все этапы изготовления
металлокерамики необходимо внимательно изучать
все допущенные ошибки так как даже самые
незначительные могут привести к полной переделки
протеза. Серьезной ошибкой приводят в последствии
к самым разнообразным осложнениям слизистой
оболочки полости рта, и могут причинить большой
вред здоровью пациента. поэтому так важно изучать и
анализировать все возможные ошибки при
изготовлении металлокерамики.
20.
Спасибо за внимание!
Антон Анискевич,
исполнительный директор компании Анис-Дент,
специалист по системе керамик «Profi»
Мы все знаем, что на конечный результат изготовления металлокерамических коронок и мостов влияют сразу несколько факторов: печь, сплав, способы обработки каркаса, нанесение опакера, технология наслоения, температура обжига и пр. Однако, очень часто сложно понять истинную причину трещин, пузырей или сколов.
Для удобства зубных техников мы провели анализ различных проблем при работе на керамике и в удобном виде представили способы их устранения. Таблица, представленная ниже, будет хорошим помощником для техника в его каждодневном труде.
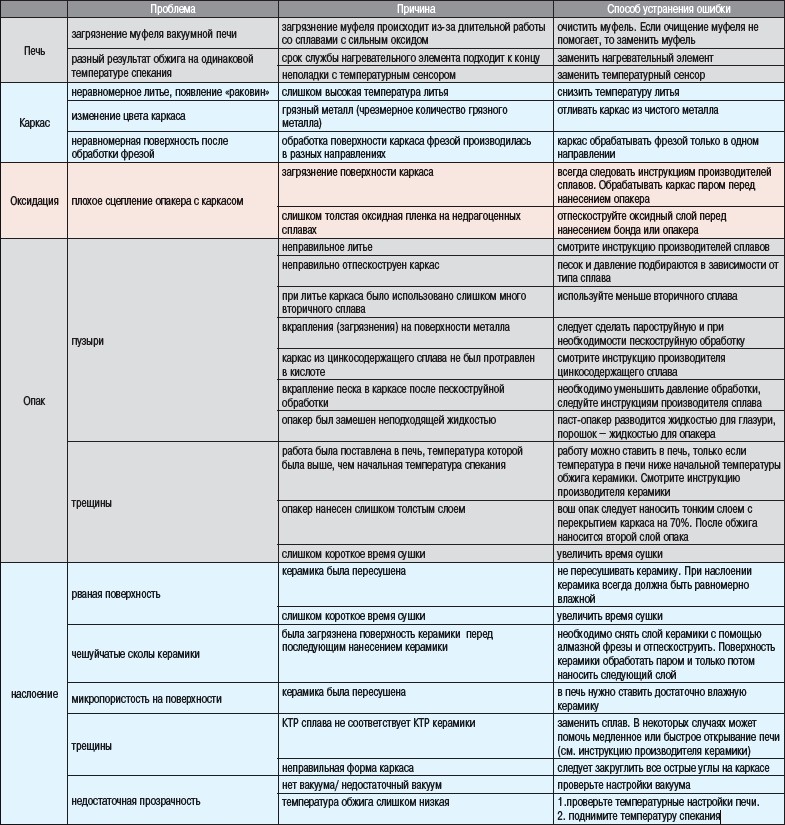
Отдельные вопросы, такие как калибровка печи, выбор правильной температуры спекания, нанесение и обжиг керамики были рассмотрены с иллюстрациями для лучшей наглядности и понимания:
1. Калибровка печи. Калибровка печи производится серебряной пробой. Очень важно калибровать свою печь не менее одного раза в полгода.
.jpg)
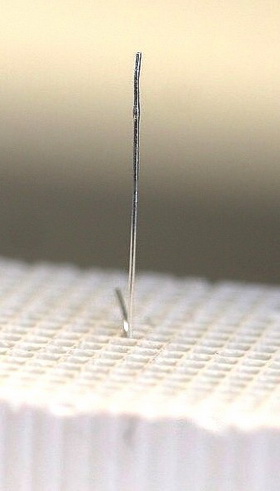
Рис. 1. Калибровка печи с помощью серебряной пробы
2. Выбор правильной температуры обжига керамики. При выборе нужной температуры обжига сперва руководствуйтесь инструкцией производителя керамики. Далее при необходимости температуру следует откорректировать исходя из полученных результатов.
Если Вы видите, что керамика получилась молочного цвета и поверхность неоднородна (Рис. 2, коронка номер 1), значит температура слишком низкая. Повышаем температуру на 10 градусов. Если коронка все еще мутная (Рис. 2, коронка номер 2), значит следует повысить температуру еще на 10 градусов. Керамика должна слегка блестеть как коронка под номером 3. Если углы оплыли или керамика стала слишком прозрачной – температура слишком высокая (Рис. 2, коронка номер 4 и 5).

Рис. 2. Внешний вид спеченной при разных температурах керамики
3. Нанесение и обжиг опака. При правильной температуре после первого обжига поверхность должна быть блестящей как на коронке по центру (Рис. 3).

Рис. 3. Поверхность опакера, спеченного при разных температурах
Примеры неправильного нанесения и обжига опака:

Рис. 4. Слишком высокая начальная температура спекания

Рис. 5. Слишком короткое время сушки

Рис. 6. Опакер был нанесен слишком толстым слоем
4. Проблемы при обжиге керамики. При обжиге керамики всегда следует помнить о совместимости КТР керамики и сплава, начальной температуре спекания, скорости набора температуры, вакууме, конечной температуре, времени сушки. Если мы поставим слишком короткое время сушки, то на поверхности керамики образуются сколы как на рис. 7.

Рис. 7. Слишком короткое время сушки
Если у печи есть проблема с вакуумом, то это обязательно отразится на прозрачности спеченной керамики (Рис. 8).

Рис. 8. Левый мост спекался при нормальном вакууме, правый при 50%
И очень частой причиной сколов и трещин является несовместимость КТР керамики и сплавов (Рис. 9).

Рис. 9. КТР сплава не соответствует КТР керамики
Для того, чтобы у техника не было проблем в работе с керамикой, необходимо следовать нескольким правилам: Во-первых, очень важно следить за состоянием своей печи. Загрязнение муфеля или сбой в работе вакуума может очень сильно отразиться на конечном результате работы. Также необходимо раз в полгода калибровать свою печь. Во-вторых, всегда нужно использовать сплавы, КТР которых подходят под КТР керамики. Старайтесь использовать меньше вторичного металла. В третьих, всегда смотрите инструкции производителей керамики и четко следуйте всем требованиям, которые там написаны. При этом конечная температура обжига может быть изменена в зависимости от получаемых результатов. Две печи разных производителей даже после калибровки могут иметь разную температуру внутри камеры (несмотря на то, что на экране будет показываться одинаковая температура). Правильной температурой спекания является не та, которая показана на экране печи, а та, при которой получается правильный результат. Соблюдая эти правила, а также используя таблицу, которая была представлена в данной статье, Вы будете меньше сталкиваться с какими-либо проблемами, связанными с работой на металлокерамике.
Статья предоставлена компанией «Анис-Дент»
Слайды и текст этой презентации
Слайд 1
Описание слайда:
Наиболее часто встречающиеся ошибки при изготовлении металлокерамических протезов
Выполнил студент группы № 1351
Сашинский Сергей Борисович
Научный руководитель
Айдарова Юлия Викторовна
Слайд 2
Описание слайда:
Актуальность
Металлокерамика сейчас самый популярный вид несъемного зубного протезирования: металлокерамика наиболее близка по своим физико-механическим свойствам к эмали естественных зубов.
Эти виды протезов сочетают в себе преимущества высокой точности цельнолитых металлокерамических конструкций с весьма высоким эстетическим эффектом керамического покрытия. Она сочетает в себе надежность, долговечность и прекрасные эстетические качества
Слайд 3
Описание слайда:
Объект исследования: металлокерамические протезы.
Объект исследования: металлокерамические протезы.
Предмет исследования: изготовление металлокерамических протезов.
Слайд 4
Описание слайда:
Цель исследования: определение наиболее часто встречающихся ошибок металлокерамического протезирования.
Задачи исследования:
1. Изучить научную медицинскую и специальную литературу по теме исследования и дать определение основным понятиям.
2. Изучить технологию изготовления металлокерамических протезов и выявить преимущества металлокерамики.
3. Выявить основные принципы технологических приемов изготовления металлокерамических протезов и наиболее часто встречающиеся ошбики при изготовлении металлокерамики на базе зуботехнической лаборатории ООО «ПрофМедЦентр».
4. Проанализировать полученные результаты и сделать выводы.
Цель исследования: определение наиболее часто встречающихся ошибок металлокерамического протезирования.
Задачи исследования:
1. Изучить научную медицинскую и специальную литературу по теме исследования и дать определение основным понятиям.
2. Изучить технологию изготовления металлокерамических протезов и выявить преимущества металлокерамики.
3. Выявить основные принципы технологических приемов изготовления металлокерамических протезов и наиболее часто встречающиеся ошбики при изготовлении металлокерамики на базе зуботехнической лаборатории ООО «ПрофМедЦентр».
4. Проанализировать полученные результаты и сделать выводы.
Слайд 5
Описание слайда:
Методы исследования:
1. Аналитический.
2. Статистический.
3. Графический.
4 Метод наблюдения.
Практическая значимость: определяется обобщением опыта по изучаемой проблеме, результаты исследования позволят лучше освоить технику изготовления металлокерамических протезов.
Методы исследования:
1. Аналитический.
2. Статистический.
3. Графический.
4 Метод наблюдения.
Практическая значимость: определяется обобщением опыта по изучаемой проблеме, результаты исследования позволят лучше освоить технику изготовления металлокерамических протезов.
Слайд 6
Описание слайда:
Сейчас эпоха металлических коронок навсегда ушла в прошлое. С развитием технологий появилась возможность облицовывать металлический каркас коронки керамикой или фарфором — так появилась металлокерамика.
Сейчас эпоха металлических коронок навсегда ушла в прошлое. С развитием технологий появилась возможность облицовывать металлический каркас коронки керамикой или фарфором — так появилась металлокерамика.
Слайд 7
Описание слайда:
Но даже металлокерамические коронки имеют недостатки. Несмотря на их прекрасный внешний вид, в эстетическом отношении многие стоматологи все же отдают предпочтение коронкам из цельного фарфора.
Но даже металлокерамические коронки имеют недостатки. Несмотря на их прекрасный внешний вид, в эстетическом отношении многие стоматологи все же отдают предпочтение коронкам из цельного фарфора.
Фарфоровая часть металлокерамических коронок может ломаться и скалываться.
Слайд 8
Описание слайда:
Многообразие клинических методов реставрации сколов керамического покрытия свидетельствует об актуальности данной проблемы и о сложности ее решения.
Многообразие клинических методов реставрации сколов керамического покрытия свидетельствует об актуальности данной проблемы и о сложности ее решения.
Слайд 9
Описание слайда:
Экспериментальная часть работы проводилась на базе практики ООО «ПрофМедЦентр» расположена по адресу ул. Революционная, д. 126 в Железнодорожном районе г. Самара.
Экспериментальная часть работы проводилась на базе практики ООО «ПрофМедЦентр» расположена по адресу ул. Революционная, д. 126 в Железнодорожном районе г. Самара.
Слайд 10
Описание слайда:
Практическая работа
Изготовление металлокерамических коронок.
Лабораторные этапы:
1.Изготовление рабочей и вспомогательной модели челюстей.
Слайд 11
Описание слайда:
2. Распил модели на сигменты и гравировка штампиков.
2. Распил модели на сигменты и гравировка штампиков.
3.Составление гипсовых моделей челюстей в положении центральной окклюзии,
фиксация моделей в окклюдатор.
Слайд 12
Описание слайда:
4. Изготовление восковой репродукции каркаса металлокерамического протеза.
4. Изготовление восковой репродукции каркаса металлокерамического протеза.
5. На восковой или пластмассовой заготовке колпачка моделируется литниковая система и по общепринятой методике конструкция заменяется на металл.
Слайд 13
Описание слайда:
6.Припасовка каркаса металлокерамического протеза и обработка.
6.Припасовка каркаса металлокерамического протеза и обработка.
7. Дегазация.
Слайд 14
Описание слайда:
8. Нанесение керамических масс.
8. Нанесение керамических масс.
Нанесение бондинга
Обжиг.
Вакуумный обжиг проводят при температуре в интервале, указанном в инструкции для каждой соответствующей массы.
Первый этап техники наслоения — нанесение опакового слоя на поверхность
Слайд 15
Описание слайда:
Моделирование анатомической формы коронки с поэтапным нанесением слоев:
Моделирование анатомической формы коронки с поэтапным нанесением слоев:
дентинной массы,
обжиг
эмалевой и дентинной массы
обжиг
транспарентной массы.
обжиг
Слайд 16
Описание слайда:
9. Глазурование керамического покрытия.
9. Глазурование керамического покрытия.
Глазурование направлено на придание керамическому покрытию блеска, характерного для эмали естественных зубов
Слайд 17
Описание слайда:
Протез медленно выводят из печи и охлаждают до комнатной температуры. Металлическую часть, не имеющую керамического покрытия, полируют обычным механическим способом, удаляют окалину внутри коронки и передают протез в клинику.
Протез медленно выводят из печи и охлаждают до комнатной температуры. Металлическую часть, не имеющую керамического покрытия, полируют обычным механическим способом, удаляют окалину внутри коронки и передают протез в клинику.
Слайд 18
Описание слайда:
Заключение
Появление в стоматологии металокерамических коронок привело к настоящему эстетическому прорыву в протезировании зубов. Наконец, множество пациентов получили возможность скрыть от посторонних глаз разрушение своих зубов, установив на место испорченных зубов красивые и устойчивые..искусственные.
Врачи-стоматологи в большинстве случаев рекомендуют именно металлокерамические коронки, а пациенты остаются довольны как их эстетическими параметрами, так и качеством. Как и сам материал, использованный для изготовления коронок. Сегодня металлокерамические коронки являются наиболее удачным компромиссом между эстетикой, надежностью и стоимостью. Но к сожалению ошибок при изготовлении и установке металлокерамических коронок может быть очень много они могут привести к сколам керамики, микротрещинам, потемнением, скалывание керамического покрытия у режущего края не только в процессе изготовления, но и в начале их использования.
Слайд 19
Описание слайда:
Поэтому очень важно соблюдать все этапы изготовления металлокерамики необходимо внимательно изучать все допущенные ошибки так как даже самые незначительные могут привести к полной переделки протеза. Серьезной ошибкой приводят в последствии к самым разнообразным осложнениям слизистой оболочки полости рта, и могут причинить большой вред здоровью пациента. поэтому так важно изучать и анализировать все возможные ошибки при изготовлении металлокерамики.
Поэтому очень важно соблюдать все этапы изготовления металлокерамики необходимо внимательно изучать все допущенные ошибки так как даже самые незначительные могут привести к полной переделки протеза. Серьезной ошибкой приводят в последствии к самым разнообразным осложнениям слизистой оболочки полости рта, и могут причинить большой вред здоровью пациента. поэтому так важно изучать и анализировать все возможные ошибки при изготовлении металлокерамики.
Слайд 20
Описание слайда:
Спасибо за внимание!
Дорогие друзья!
Хотим поделиться с вами полезной информацией на тему «Как избежать плохого прилегания коронок, изготовленных методом компьютерного фрезерования (СAD/CAM).»
Появление CAD/CAM технологий в стоматологии изменило традиционные методики работы стоматологов и зубных техников.
Когда стоматолог отправляет заказ на изготовление циркониевой коронки, каркаса, вкладки и т.д. он ожидает получить готовую работу, выполненную с высочайшей точностью. Бывает так, что ожидания не оправдываются, так как существуют факторы, которые необходимо учитывать при изготовлении коронок из оксида циркония.
В данной статье я подробно остановлюсь на наиболее частых причинах, которые могут привести к недостаточному качеству изготовленной коронки.
1. Ошибки при изготовлении исходной модели: 
Процесс производства любой циркониевой коронки, прежде всего, начинается с изготовления гипсовой модели или снятия оттиска. На этом этапе возможны следующие ошибки: шероховатая или неровная поверхность оттиска, поры, воздушные пузырьки, раковины, при использовании слишком гибких ложек, возможна деформация всего слепка. При изготовлении разборной или не разборной модели возможны ошибки на этапе замешивания, неправильно подобранные пропорции гипса и воды, и многие другие факторы.
В дальнейшем модель сканируется с помощью оптического 3D сканера (3D сканер DS-X -Shining3D). И все ошибки, совершенные на этапе изготовления модели, переносятся в цифровой формат (STL). Далее файл STL обрабатывается в специализированном ПО (Exocad). В результате ошибок на начальных этапах изготовления моделей, формируются неточности в компьютерной модели, и нужно отметить, что с каждым этапом изготовления модели эти неточности накапливаются.
2. Излишние действия с моделью (лучшее враг хорошего) – гипсовая модель может быть покрыта компенсационным лаком, воском, или гипс, используемый для изготовления модели, будет слишком белым. Все выше указанное затрудняет сканирование, и для улучшения качества сканирования необходимо использовать специальный антибликовый спрей (Scan Spray Yeti), который матирует поверхность гипсовой модели и при этом увеличивает дополнительную толщину, тем самым увеличивая минимальную погрешность.

Также, в случае поломки гипсовой модели можно использовать опаковые – моделировочные воски, не отражающие свет (CAD/CAM воск для сканирования, Yeti).
Прошу обратить внимание, что при изготовлении гипсовой модели не нужно пользоваться компенсационным лаком, так как пространство под цемент формируется самой программой для СAD моделирования. Поднутрения и поры можно закрыть CAD/CAM воском для сканирования, или не закрывать.
3. Устаревшая технология 3D сканирования и точность сканирования.
В настоящий момент самой распространенной технологией 3D сканирования, применяемой в стоматологии, является технология структурированного света (оптические 3D сканеры – Shining3D),  при которой на сканируемый объект с помощью проектора проецируется световая сетка, камеры 3D сканера фиксируют изменения формы сети и измеряют расстояние до каждой точки на сканируемом объекте.
при которой на сканируемый объект с помощью проектора проецируется световая сетка, камеры 3D сканера фиксируют изменения формы сети и измеряют расстояние до каждой точки на сканируемом объекте.
Таким образом, сканируется несколько точек, а не одна точка как при лазерном сканировании. Сканирование одного объекта занимает всего несколько секунд. Из выше сказанного следует, что главными преимуществами оптических сканеров являются точность и скорость сканирования. Самым быстрым оптическим 3D сканером на мировом рынке CAD/CAM технологий является стоматологический 3D сканер DS200+, компании Shining3D, эксклюзивным дистрибьютором которой в России является компания «Стоматорг». Скорость сканирования, например, полной дуги сканером DS200+ составляет всего 12 секунд, слепок же сканируется за 90 секунд. Это самый лучший результат среди оптических сканеров на рынке 3D сканирования.
Современные оптические сканеры используют технологию «Голубого луча», то есть проектор проецирует на сканируемый объект ультракороткие волны синего света, что является основным фактором, увеличивающим точность сканирования.
Большое значение имеет контроль над сканированием – функция предварительного просмотра сканируемой модели позволяет увидеть все зоны сканируемого объекта.
Для повышения точности сканирования необходимо точно позиционировать модель в 3D сканере и периодически проводить калибровку 3D сканера, так как на точность работы 3D сканера большое влияние оказывает вибрация.
4. Ошибки в процессе моделирования и подготовки стратегия фрезерования.
Для того, что бы изготовить точную трехмерную модель, необходимо учитывать зазоры для цемента, точность границ уступа на штампике и многое другое. Оптимальным специалистом для работы с программой по 3D моделированию является зубной техник. Так как только зубной техник, знает все тонкости технологических процессов в зуботехнической лаборатории, и понимает специфику 3D моделирования стоматологических реставраций. Оператор CAD программы должен пройти обучающие курсы по работе с ПО для моделирования (EXOCAD) и по работе с стоматологическими 3D сканерами (3D сканеры Shining3D). Все выше указанные обучающие курсы проходят на базе обучающего центра компании «Стоматорг». Так же необходимо понимать, что оператор, работающий на самом фрезерном станке, должен пройти курсы по обучению работе с программами, рассчитывающими этапы фрезерования изделия.
#stomatorg
С уважением, специалист по цифровым технологиям компании «Стоматорг», Игорь Блоков.