

Широк, разнообразен и порой непознаваем спектр глазурных дефектов, иногда совершенно случайно глазурный брак дает интересный декоративный результат, но чаще боль, разочарование и зубовный скрежет. При этом к одному и тому же дефекту могут вести несколько извилистых или прямых путей. Подробно обо всех писать не буду, только о наиболее часто встречающихся. Так же прошу заметить, что здесь по умолчанию дефекты при обжиге в электрических печах. В газовых или дровяных печах опыта обжига не имею.
Сборка
Первый дефект в моём топе. Сборка – это местные скопления глазури. В одних местах глазурь собирается крупными каплями, а в других её нет.
Здесь и далее буду писать, что приводит к дефекту и после тире, как это устранить:
Пыль комнатная, керамическая, гипсовая, тальковая, меловая и т.д. – механическое удаление влажной губкой.
Слишком толстый слой глазури – наносить слой тоньше.
Слишком сухая поверхность черепка – увлажнить.
Слишком много или мало связующего – следить за рекомендациями производителя, знать необходимую информацию и экспериментировать с пропорциями.
Слишком долго хранящаяся глазурь – использовать свежую.
Слишком тонкий помол – использовать другую глазурь / другую массу.
Разная толщина слоя – наносить правильно, либо поменять способ нанесения.
Недожог утиля – дожигать.
Нанесение на сырой черепок – делать утильный обжиг.
Недожог – дожигать.
Сборку можно побороть перепокрытием той же или другой глазурью, срабатывает не всегда.
Накол
Накол, это следующий дефект, который разделяет первое место со сборкой в моём неофициальном рейтинге, — это маленькие отверстия в глазурном слое порой до самого черепка.
Повышенное газовыделение из массы – утиль на более высокую температуру или боле длительную выдержку на конечной.
Появление воздушных полостей при нанесении глазури на черепок – добавить в глазурь присадки, изменить способ нанесения.
Дефекты черепка, например, маленькие кратеры при литье в некачественную или сильно изношенную гипсовую форму – следить за качеством поверхности черепка.
Толстый слой глазури – тоньше слой.
Недожог – дожигать.
Как и в случае со сборкой можно покрыть изделия заново и обжечь.
Непрокрас или сухая глазурь
Ну и замыкает тройку лидеров, по моему мнению, непрокрас, или как еще называют сухая глазурь. Где-то глазурь лежит плотнее, где-то наоборот получаются проплешины, не оголяющие при этом черепок. Причина здесь чаще всего одна – неравномерное нанесение глазури на черепок.
Повышайте навыки нанесения глазури кистью, используйте облегчающие нанесение присадки, как например, Монокол или тот же глицерин. Пользуйтесь более легкими в нанесении глазурями, используйте другие методы нанесения, при этом следя за рекомендованной производителем плотностью глазури, для того или иного типа нанесения. Еще можно покрыть изделие заново той же или другой глазурью, но это не всегда получается хорошо.
Цек
Цек, или нежелательное кракле, или волосяные трещины или паутинка. Сетка мелких трещин в слое глазури. Для посуды, особенно на поверхностях, контактирующих непосредственно с пищей не допустимо.
Главная причина — несогласованность КТР черепка и глазури. Читайте спецификации масс и глазурей, выбирайте или глазурь с КТР ниже или массу с КТР выше.
Слишком толстый слой – делайте слой тоньше.
Слишком быстрое остывание – измените график, остывания, не форсируйте охлаждение, используйте печи с хорошей футеровкой.
Так же можно добавить необходимые минеральные модификаторы, дольше обжигать, обжигать на указанную температуру, нанести сверху другую глазурь и пережечь.
Разрыв изделия после глазурного обжига
Как правило, это происходит при остывании изделия, но бывает и отложенный эффект, когда изделие может разорвать или на следующий день или дня через два, или при резком изменении температуры изделия, например, налили в сосуд холодную или горячую жидкость.
Несогласованностью КТР черепка и глазури – подобрать массу и глазури с подходящими параметрами.
Несогласованностью глазурей – подобрать другие глазури или модифицировать имеющиеся, приведя их в соответствие.
Слишком быстрое остывание – остужать медленнее.
Так же можно дольше обжигать, или перейти на другую.
Пузыри и кратеры
Глазурь вспенивается на поверхности черепка, какие-то пузырьки лопаются, какие-то нет, какие-то проламываются уже на остывшем изделии.
Грязь в массе или глазури – следить за чистотой.
Пережог – не пережигать, уменьшить температуру, выдержку, садку печи.
Слишком быстрый нагрев – изменить график нагрева печи.
Слишком быстрое остывание в пределах от 1100 до 800 градусов – изменить график обжига.
Слишком толстый слой – делать слой тоньше.
Прыщи – плотные вздутия на поверхности, чем-то похоже на пузыри и кратеры, но причина в загрязнении поверхности черепка органикой или остатков химически связанной воды в массе. Лечится более долгой выдержкой в пределах температур от 850 до 1050 градусов, повышением температуры обжига утиля.
Отскок глазури
Отскок – это отслаивание глазури от черепка при остывании или через некоторое время после остывания.
Слишком быстрый нагрев – изменить график обжига.
Многослойное глазурование – тоньше слой.
Слишком быстрое остывание – охлаждать медленнее, выгружать изделия после достижения ими комнатной температуры.
Глазурь по пигменту или ангобу – модифицировать ангоб или глазурь, убрать или поменять пигмент, сделать слой пигмента тоньше.
Можно так же увеличить общее время обжига.
Засоры
Отдельным абзацем хочу выделить такой дефект как засорка частицами огнеприпаса или крышкой печи. В печах «нырялках» (с вертикальной загрузкой) с футировкой из легковеса, плиты составляющие крышку находятся в постоянном температурном движении, они, как и сами расширяются и сужаются при нагреве и остывании, так и металлический обод, который их стягивает.
Тут придумывайте сами, как будете побеждать. Накрывайте лещадкой верхнюю полку, при утильно-политом обжиге ставьте утиль на верхнюю полку, а политые изделия на нижние, следите за чистотой лещадок, поменяйте печь и т.д.
Заключение
И так основные дефекты я перечислил, сюда можно было бы еще добавить: пятна, мушки, сколы по краям, различные засорки, слипыши, матовость или глянцевость, недостаточный разлив и т.д.
В начале блока о дефектах я писал о непознаваемости. Так порой невозможно понять, почему случился тот или иной дефект и где же вы ошиблись. Например, недавно я глазуровал окунанием партию утиля из одной и той же партии массы, из одного и того же обжига, одной и той же глазурью. И вот где-то появилось вспенивание, а где-то нет. Я знаю, что у меня температура вверху и справа выше, и там на изделии появились кратеры, но вот на первой полке они появились на некоторых изделиях тоже. Магия, да и только.

Garry Nikopol
Керамист-художник
Антон Анискевич,
исполнительный директор компании Анис-Дент,
специалист по системе керамик «Profi»
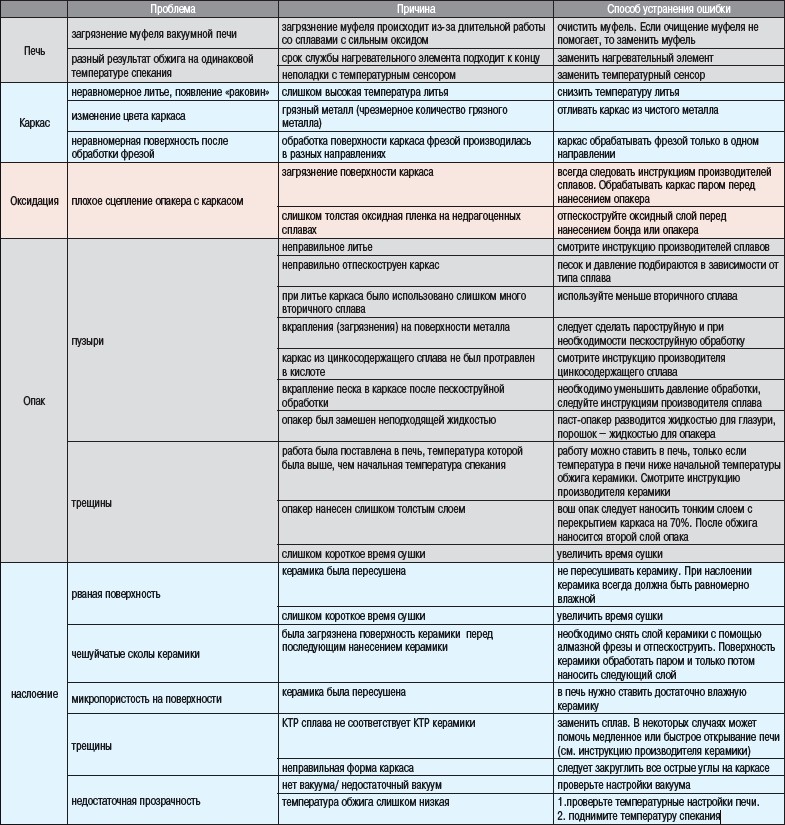
Мы все знаем, что на конечный результат изготовления металлокерамических коронок и мостов влияют сразу несколько факторов: печь, сплав, способы обработки каркаса, нанесение опакера, технология наслоения, температура обжига и пр. Однако, очень часто сложно понять истинную причину трещин, пузырей или сколов.
Для удобства зубных техников мы провели анализ различных проблем при работе на керамике и в удобном виде представили способы их устранения. Таблица, представленная ниже, будет хорошим помощником для техника в его каждодневном труде.
Отдельные вопросы, такие как калибровка печи, выбор правильной температуры спекания, нанесение и обжиг керамики были рассмотрены с иллюстрациями для лучшей наглядности и понимания:
1. Калибровка печи. Калибровка печи производится серебряной пробой. Очень важно калибровать свою печь не менее одного раза в полгода.
.jpg)
Рис. 1. Калибровка печи с помощью серебряной пробы
2. Выбор правильной температуры обжига керамики. При выборе нужной температуры обжига сперва руководствуйтесь инструкцией производителя керамики. Далее при необходимости температуру следует откорректировать исходя из полученных результатов.
Если Вы видите, что керамика получилась молочного цвета и поверхность неоднородна (Рис. 2, коронка номер 1), значит температура слишком низкая. Повышаем температуру на 10 градусов. Если коронка все еще мутная (Рис. 2, коронка номер 2), значит следует повысить температуру еще на 10 градусов. Керамика должна слегка блестеть как коронка под номером 3. Если углы оплыли или керамика стала слишком прозрачной – температура слишком высокая (Рис. 2, коронка номер 4 и 5).

Рис. 2. Внешний вид спеченной при разных температурах керамики
3. Нанесение и обжиг опака. При правильной температуре после первого обжига поверхность должна быть блестящей как на коронке по центру (Рис. 3).

Рис. 3. Поверхность опакера, спеченного при разных температурах
Примеры неправильного нанесения и обжига опака:

Рис. 4. Слишком высокая начальная температура спекания

Рис. 5. Слишком короткое время сушки

Рис. 6. Опакер был нанесен слишком толстым слоем
4. Проблемы при обжиге керамики. При обжиге керамики всегда следует помнить о совместимости КТР керамики и сплава, начальной температуре спекания, скорости набора температуры, вакууме, конечной температуре, времени сушки. Если мы поставим слишком короткое время сушки, то на поверхности керамики образуются сколы как на рис. 7.

Рис. 7. Слишком короткое время сушки
Если у печи есть проблема с вакуумом, то это обязательно отразится на прозрачности спеченной керамики (Рис. 8).

Рис. 8. Левый мост спекался при нормальном вакууме, правый при 50%
И очень частой причиной сколов и трещин является несовместимость КТР керамики и сплавов (Рис. 9).

Рис. 9. КТР сплава не соответствует КТР керамики
Для того, чтобы у техника не было проблем в работе с керамикой, необходимо следовать нескольким правилам: Во-первых, очень важно следить за состоянием своей печи. Загрязнение муфеля или сбой в работе вакуума может очень сильно отразиться на конечном результате работы. Также необходимо раз в полгода калибровать свою печь. Во-вторых, всегда нужно использовать сплавы, КТР которых подходят под КТР керамики. Старайтесь использовать меньше вторичного металла. В третьих, всегда смотрите инструкции производителей керамики и четко следуйте всем требованиям, которые там написаны. При этом конечная температура обжига может быть изменена в зависимости от получаемых результатов. Две печи разных производителей даже после калибровки могут иметь разную температуру внутри камеры (несмотря на то, что на экране будет показываться одинаковая температура). Правильной температурой спекания является не та, которая показана на экране печи, а та, при которой получается правильный результат. Соблюдая эти правила, а также используя таблицу, которая была представлена в данной статье, Вы будете меньше сталкиваться с какими-либо проблемами, связанными с работой на металлокерамике.
Статья предоставлена компанией «Анис-Дент»
Дефекты обжига, причины возникновения
Дефекты изделия, возникающих при обжиге, являются причиной получения безвозвратного брака, определяют качество продукции и сортность. Рассматривая дефекты обжига, необходимо разграничивать дефекты, появляющиеся после утельного и политого обжига. К дефектам утельного обжига относят недожог, пережог и трещинноватость. Появление поверхностных трещин обязано образованию трещин Гриффитса (зародышей трещин) в результате возникающих напряжений в материале. Во избежание появления опасных напряжений охлаждение фаянса в утельном обжиге проводят значительно медленнее, чем в политом. Недостаточная степень утельного обжига фаянса проявляется в повышенной открытой пористости изделий (недожог), для который наблюдается плохой разлив глазури при политом обжиге и такой дефект, как сухость краев. Возможно также частичное расстекловывание (кристаллизация) глазури. Для предотвращения кристаллизации необходимо интенсинове охлаждение глазурованных изделий в политом обжиге до температуры 800 оС, при которой нарастающая вязкость глазури препятствует образованию центров кристаллизации и росту кристаллов. Далее для снятия напряжений, возникающих в черепке в связи с полиморфными превращениями кварца, скорость охлаждения изделий до 450 оС необходимо уменьшить.
Основное вид брака фаянсовых изделий – цек глазурного слоя – следствие разницы ТКЛР черепка и глазури. Однако этот дефект также может возникнуть из-за недожога черепка в утельном обжиге. Чрезмерно высокие температуры утельного обжига, а также излишне продолжительная выдержка в конце периода нагревания вызывают резкое снижение пористости изделий, при этом могут возникнуть плешины и сухость краев глазури в процессе политого обжига.
Как уже отмечалось, обжиг фаянсовых изделий проводят в окислительной газовой среде. Взаимодействие оксида углерода (в случае восстановительной печной атмосферы) с поверхностью обжигаемых глазурованных изделий приводит к осаждению углерода, образующегося при его разложении, в порах изделий. Закопченность изделий и поглощение ими углерода обусловливают, в свою очередь, скатывание глазури (сборка)при ее закреплении во 2 обжиге. Особые требования к печной атмосфере предъявляются в том случае, когда в красках для подглазурной росписи содержатся оксиды переходных металлов (железа, хрома, марганца, меди и т.д.). Присутствие продуктов неполного сгорания топлива приводят к изменению цвета таких красок за счет изменения валентности металлов и частичного их восстановления.
Кроме того, можно сказать, что состав печной атмосферы определяет также склонность к образованию наколов. Вспучивание глазури и повышенное количество наколов образуются в присутствии в печных газах водяного пара, оксидов углерода, водорода и сернистого газа, причем действие последнего особенно пагубно влияет на качество глазурного слоя. Пережог глазурованных изделий приводит к вскипанию глазури (образованию газовых пузырьков, поднимающихся к поверхности покрытия). Вздутия, не превышающие 0,1 мм, невидимые невооруженным глазом, имеют отличный от стеклофазы показатель преломления и способствуют глушению глазури. Одним из наиболее распространенных дефектов является задувка, т.е. засорение глазури чешуйка-ми окалины, отслаивающимися от металлических поддонов. При слишком резком охлаждении глазурованных изделий, усиливается отрицательно влияние большой разницы ТКЛР глазури и керамического черепка, содержащего свободный кварц, на целостность глазурного покрытия.
Возникновение дефектов обжига во многом зависит от толщины полуфабриката (толстостенные и монолитные изделия сложнее обжечь), минералогического состава массы (в частности от присутствия монтмориллонита), дисперсности массы и т.д. Особенное влияние оказывает перепад температур по сечению печи в зоне садки, который может достигать 150-200 оС/м. Для увеличения однородности температурного поля по высоте зоны подогрева туннельной печи существует несколько приемов:
— обеспечение герметичности входного затвора,
— поддержание на начальном участке печи минимального разрежения,
— применение перемешивающих вентиляторов,
— увеличение сечения зазоров в нижней части садки по отношению к ее верхней части,
— использование футеровки вагонеток с пониженной теплопроводностью и аккумулирующей способностью.
|
Наш опрос
Последние поступления
Интересные книги
Основные дефекты при обжиге
Пройдемся по основным дефектам при обжиге? (Некоторых добиваются специально).
⠀
И первый — цек. 🏜 А иначе — россыпь мелких трещин, остающихся на поверхности глазури. Представьте иссушенную землю, угловато растрескавшуюся, словно мозаика. И сожмите её в масштабе, чтобы трещины между кусочками стали не толще волоска. Это — цек.
⠀
А ещё есть кракле, что по сути тоже самое — трещинки в глазурном покрытии. Только вот кракле — эффект (так было задумано), а цек — дефект (возник случайно).
⠀
Отслаивание. 🏚 Помните, как в старых квартирах, давно покинутых, отходит от стен штукатурка? Где-то целыми пластами, где-то маленькими кусочками. Стоит только подковырнуть, и часть когда-то крепкой стены отвалится, открывая бетон. То же происходит и с глазурью при дефекте.
⠀
Плохой разлив. В дело вступает пончик, политым сверху шоколадом. 🍩 Сверху, там где шоколад, глазурь застывает подтеками. Снизу, где тесто — зона остается сухой.
⠀
Прыщи. Выглядят так же, как и звучат — плотными вздутиями. Внешне — очень близко к пористому шоколаду в разрезе плитки🍫. Пожалуй, такое сравнение даже приятнее. Случаются, если на поверхности остались органические вещества или капли конституционной воды.
⠀
Потёчность глазури. ☕️Это для нас — белая чашка с остатками кофе на дне. Весь кофе стёк и образовал более тёмную консистенцию в сравнении с остальной чашкой. А потом высох. Как и глазурь, если она такая жидкая, что не может задержаться на стенках.
⠀
Вспенивание. 🌊Как раз то, что вы представили. Получится, если обжиг проводился слишком долго.
⠀
Летелый край — сколы по краям. ⚡️
⠀
Сухость, матовость — проявляется в недостаточно ярком блеске глазури после обжига. А на ощупь глазурь — не гладкая и не скользкая.
⠀
Пятна — небольшие зоны, по цвету отличаются от основного изделия. Причина появления пятен – присутствие в изделии углерода (в норме он должен выгореть).
⠀
И мушки — 🦟 темные точки в результате попадания в глазурь железистых включений. Выглядят как маленькие плодово-ягодные мушки, слетевшиеся на яблоки, что долго лежат.
⠀
Следить за новостями можно в нашем Instagram и Яндекс Дзен!
Иногда керамика трескается при обжиге, и с этим ничего не поделаешь. Опытные керамисты, уже привыкли закладывать какой-то процент изделий «на брак», но всегда обидно, когда изделия не переживают обжиг.
И все же знать, почему трескается керамика, полезно.
Причин много. В пласт глины может «затесаться» невидимый глазу пузырек воздуха. И еще изделие может неравномерно просохнуть. Или не удается раскатать идеально ровный пласт глины, и этот перепад толщин в одном изделии и вызывает разрыв керамики в печи. И, наконец, случается излишнее натяжение в глине. Это когда еще сырое изделие стали переносить со стола на подставку для сушки и нечаянно в каком-то месте немного погнули. И глина запоминает деформацию и потом по линии этого изгиба может треснуть.
Чаще всего обжиг не переживают плоские тарелки большого диаметра, причем бывает, что трещины проявляются не на утильном обжиге, а уже на финальном, когда изделие покрыто глазурью.
К сожалению, так бывает, и это тоже полезный опыт. Остается набивать руку и все таки надеяться на лучшее. Ну или, на худой конец, осваивать кинцуги – искусство декоративного склеивания разбитой посуды.:)
Рейтинг
☆
☆
☆
☆
☆
0.0
(0 голосов)
💬
Комментировать
0
👍
Нравится
2