
Ошибки при изготовлении паянных мостовидный протезов
Протезирование паянными мостовидными протезами слагается из следующих друг за другом клинических и лабораторных этапов, на каждом из которых могут быть допущены ошибки.
Ошибки на клинических этапах:
Ошибки в выборе конструкции протеза и числа опорных зубов для него
Протезирование без анестезии
При определении центральной окклюзии
При припасовке искусственных коронок:
Длинные
Короткие
Широкие
Узкие
Завышают центральную окклюзию.
При проверке каркаса мостовидного протеза:
Форма промежуточной части
Отношение к слизистой альвеолярного отростка
При снятии слепков:
Подбор оттискной ложки
Выбор слепочного материала
Оценка слепка после выведения его из полости рта.
При фиксации мостовидного протеза на постоянный цемент:
Недопосадка мостовидного протеза
Удаление фиксирующего материала (оставление под промежуточной частью)
Ошибки на лабораторных этапах:
При отливке моделей
При изготовлении опорных коронок:
Не соответствие форме зуба
Экватор не выражен
Широкие
Узкие
Длинные
Короткие.
При моделировании промежуточной части:
Отношение к слизистой альвеолярного отростка и форма
При спайке частей протеза:
Смещение коронок.
Врачебные ошибки
Ошибки могут возникать на любом этапе изготовления мостовидных протезов. В зависимости от характера последствий различают:
Ошибки, не вызывающие клинические осложнений;
Ошибки, приводящие к обратимым клиническим осложнениям;
Ошибки, обусловливающие необратимые клинические осложнения (потеря опорного зуба или группы зубов, как опорных, так и антагонирующих, поражение пародонта)
С точки зрения последствий наиболее важен первый, основополагающий врачебный этапа составления плана лечения на основе тщательного всестороннего обследования больного и установлении диагноза. На этом этапе возможны:
Неправильный выбор показаний к изготовлению мостовидных протезов;
Выбор неправильной конструкции мостовидных протезов;
Нарушение этапности лечения.
Наиболее частые ошибки – расширение показаний к применению мостовидных протезов при больших дефектах зубных рядов и неправильный выбор количества опорных зубов. Нередко мостовидные протезы изготавливаются при отсутствии 4 боковых зубов (обоих премоляров, первого и второго моляра). В таких случаях может возникнуть функциональная травматическая перегрузка опорных зубов, которая с течением времени приводит к патологическим изменениям в тканях пародонта (нарушению кровообращения, резорбции костной ткани лунок, разрушению периодонта, расширению периодонтальной щели, деструктивным изменениям в нервных волокнах, поражению пульпы и верхушечного периодонта и др.), расшатыванию и потере зубов. Возможность перегрузки и усугубления тяжелых патологических изменений в тканях пародонта резко возрастает при глубоком снижающемся прикусе и поражении маргинального пародонта. Поэтому в этих случаях мостовидный протез противопоказан. Лишь в исключительных случаях при одностороннем включенном дефекте зубного ряда (если имеется интактный пародонт опорных зубов, физиологический прикус, искусственные антагонисты в виде съемного протеза) можно применить мостовидный протез. При этом целесообразно моделировать узкую жевательную поверхность промежуточной части мостовидного протеза, а для усиления опор подключить еще и боковой резец.
Серьезной врачебной ошибкой, приводящим к тяжелым осложнениям, является применение мостовидного протеза с опорой на боковой резец и второй премоляр при отсутствии клыка и первого премоляра. В подобных случаях возникает перегрузка опорных зубов, особенно более слабого бокового резца, которая через некоторое время после укрепления мостовидного протеза приводит к патологическим изменениям в тканях пародонта, расшатыванию и потере зубов. Тяжесть патологических изменений и скорость их развития возрастают с увеличением дефекта зубного ряда. Врачебные ошибки при определении количества опорных зубов в мостовидном протезе могут быть связаны так же с неправильной оценкой состояния тканей пародонта. Обычно они являются следствием недостаточно внимательного поверхностного обследования больного. В связи с тем, что при дистрофической форме пародонтоза зубы остаются устойчивыми даже при атрофии костной ткани лунок белее, чем на ½ их длины, при осмотре таких пациентов без рентгенологического обследования не редко дается не правильная оценка функционального состояния опорных зубов. Этому способствует и отсутствие выраженных воспалительных изменений в мягких тканях десны. В результате в мостовидный протез включается по одному зубу, ограничивающему включенный дефект с мезиальной и дистальной сторон, как при здоровом пародонте. При небольших дефектах зубных рядов после укрепления мостовидных протезов состояние пародонта некоторое время остается компенсированным. Но рано или поздно наступает декомпенсация в результате травматической перегрузки. Последняя приводит к усугублению патологического процесса, ускорению рассасывания костной ткани альвеолярного отростка, расшатыванию зубов и их удалению.
Декомпенсация и функциональная травматическая перегрузка зубов с тяжелыми последствиями наступают значительно быстрее при замещении больших по протяженности дефектов зубного ряда мостовидными протезами. Не правильная оценка состояния тканей пародонта и связанные с ней ошибки в выборе количества опорных зубов нередко имеют место и при воспалительно-дистрофической форме поражения маргинального пародонта. Для предупреждения подобных ошибок и тяжелых осложнений, связанных с ними, необходимо тщательно обследовать все зубы и окружающие их ткани не только клиническими методами, но и рентгенологически. Зубы с патологической подвижностью III степени и атрофией костной ткани лунок более чем на ½ их длины подлежат удалению. При подвижности I – II степени они могут быть сохранены и зашинированны. При определении количества опорных зубов мостовидного протеза целесообразно учитывать состояние опорных тканей зубов не только данной челюсти, но и антагонистов.
Много осложнений возникает при нерациональном применении мостовидных протезов у пациентов с патологией прикуса и при деформациях зубных рядов. Наиболее часто приводит к тяжелым осложнениям применение мостовидных протезов при больших двусторонних дефектах зубных рядов у больных с глубоким снижающимся прикусом. Особенно опасно такое лечение при сочетании глубокого снижающегося прикуса с пародонтозом, зубоальвеолярным удлинением на противоположной челюсти, бруксизмом и другими парафункциями, сопровождающимися смещениями нижней челюсти, а так же дисфункциями височно-нижнечелюстного сустава. Ортопедическое лечение такой патологии мостовидными протезами при отсутствии 4 или 4 боковых зубов (премоляров и двух моляров), когда высота нижнего отдела лица поднимается (восстанавливается) на 2 или 3оставшихся зубах с каждой стороны, рано или поздно приведет к усугублению их функциональной травматической перегрузки. В результате этого патологические процессы в тканях пародонта и, особенно, резорбция костной ткани альвеолярного отростка будут катастрофически быстро нарастать, что в свою очередь приведет к внедрению (вколачиванию) и расшатыванию опорных зубов, дальнейшему снижению высоты нижнего отдела лица, рецидиву и усугублению этой сложной патологии всей зубочелюстной системы (патология пародонта, жевательных мышц, височно-нижнечелюстных суставов, парестезии, лицевая боль, секреторные расстройства и др.)
Второй врачебной ошибкой этого же порядка является применение мостовидных протезов для нормализации соотношения передних зубов при прогеническом прикусе, сочетающемся с глубоким резцовым (обратным) перекрытием. В этом случае при изготовлении мостовидного протеза в переднем отделе верхней зубной дуги увеличивается высота нижнего отдела лица, а резцы и клыки моделируются с вестибулярным наклоном. Это допустимо лишь при наличии объективных условий. Протезирование проводится одновременно на всем протяжении зубного ряда, при достаточном количестве естественных опорных зубов. Если же в боковых отделах осталось мало опорных зубов, а высота поднимается на мостовидных протезах на значительную величину, может снова наступить снижение высоты в результате перегрузки опорных зубов. При этом передние зубы верхней челюсти окажутся в крайне неблагоприятных условиях: они будут воспринимать не только чрезмерную по величине, но и неадекватную по направлению окклюзионную нагрузку. Последняя будет передаваться не по оси зубов, а под углом к ней. Горизонтальный компонент силы приведет к вывиху передних верхних зубов и функциональной травматической перегрузке пародонта, особенно вестибулярных стенок лунок. В результате нарушения трофики пародонта произойдет резорбция костной ткани передних стенок лунок этих зубов. Они приобретут патологическую подвижность и отклоняться в сторону губы, что еще больше усилит перегрузку и усугубит патологические изменения в тканях пародонта.
Консольные несъемные протезы можно применять лишь при определенных условиях. Существует целый ряд противопоказаний к и их применению, т.к. несъемные протезы с односторонней опорой могут быть причиной функциональной перегрузки, расшатывания и потери опорных зубов. Перегрузка пародонта опорных зубов при пользовании консольными протезами связана с отрицательным действием рычага (опрокидывающего момента) при вертикальной нагрузке и вращательного момента при действии горизонтальной силы. В результате в тканях пародонта возникают патологические изменения, приводящие к расшатыванию и потере зубов.
Одна из серьезных врачебных ошибок – неправильное планирование конструкции протеза и расширение показаний к применению цельнолитых мостовидных протезов.
Применение цельнолитых мостовидных протезов при наличии хронического верхушечного переодонтита является грубой врачебной ошибкой, которая может привести к обострению патологического процесса. В этих случаях возникает необходимость снятия таких протезов, что довольно сложно. Изготовление металлокерамических протезов при больших дефектах зубных рядов может привести к отколу фарфора от металлического каркаса. Применение цельнолитых протезов при парадонтозе, особенно в развившейся стадии, весьма рискованно. Если возникнет необходимость удаления одного из опорных зубов, то снятие мостовидного протеза может привести к окончательному расшатыванию и потере второго опорного зуба.
Одним из осложнений при препарировании интактных зубов является травматический пульпит, который может быть следствием:
Травматического препарирования (плохой режущий инструмент, нецентрированный бор, разболтанный наконечник, непрерывность обработки зуба, сопровождающаяся резким перегревом, а следовательно, ожогом пульпы, отсутствие водяного и воздушного охлаждения, низкая скорость вращения режущего инструмента и др.)
Травмы пульпы при невозможности клинически правильно судить о топографии пульповой камеры в связи с аномалией размеров, формы, положения зуба в зубном ряду и ранее проведенным (при повторном протезировании) препарированием.
Отдельную группу составляют ошибки, обусловленные препарированием зубов с кариозным поражением твердых тканей, ранее пломбированных или препарированных зубов (в случаях повторного протезирования). Возможны осложнения в виде вторичного кариеса или некроза твердых тканей зубов под мостовидными протезами. Вторичный кариес может возникнуть при неполном удалении распада твердых тканей, подверженных кариесу, и в тех случаях, когда не проводится ревизия качества пломбы. Некроз пульпы под коронкой может быть следствием использования в качестве опоры зуба, ранее подвергшегося протезированию, без тщательной оценки его жизнеспособности. Нередко у ранее протезированных зубов, не вызывающих субъективных жалоб больных, в различной степени поражена пульпа, о чем свидетельствуют высокие знания, получаемые при электроодонтодиагностике (40 – 90 мкА). Для предупреждения этого осложнения перед повторным протезированием ранее препарирование зубы необходимо подвергнуть электроодонтодиагностике и в случае необходимости депульпировать.
Причиной вторичного кариеса зубов под мостовидными протезами могут быть и ошибки, не связанные с препарированием:
Ошибки при фиксации мостовидных протезов (густой консистенции цемент или цемент средней густоты при большой (излишней) массе
ведет к недостаточному осаживанию коронок при фиксации и оголению пришеечной препарированной части зуба)
Некачественные, широкие коронки как следствие ошибок при снятии оттисков (оттяжки) и получении моделей (чрезмерно толстый слой компенсационного лака, нанесение лака на пришеечную зону, гравировка модели и препарированного зуба), некачественное литье, механическое расширение коронки после усадки металла при припасовке на модели.
При препарировании зубов под мостовидные протезы независимо от состояния пульпы общим требованиям является правильное формирование культи протезируемых зубов. Ошибки могут наблюдаться при создании формы и размеров культи опорных зубов.
При чрезмерном укорочении опорного зуба в качестве осложнений часто могут наблюдаться расцементировка и плохая фиксация протеза. Возможен так же скол керамического покрытия, если при укороченной культе необходимую высоту восстанавливают за счет утолщенного слоя покрытия, а не металлического каркаса.
При недостаточном укорочении культи зуба возникает недостаточность окклюзионного пространства и, следовательно, локальная перегрузка протезированного зуба. При этом можно ожидать перегрузки пародонта опорного зуба или зуба-антагониста либо перелома опорного зуба.
При изготовлении мостовидных протезов наиболее важна конусность культи опорного зуба после препарирования. При малой конусности могут возникнуть затруднения при наложении протеза или для наложения протеза потребуется большое усилие, что приводит к возникновению в каркасе металлокерамического протеза внутреннего напряжения и, вследствие этого, к отколу керамического покрытия. Малая конусность культи препарированного зуба может привести к недостаточно точному наложению протеза при фиксации, вследствие того что выход излишка цемента из опорной коронки затруднен. По данным большинства специалистов, оптимальной принято считать конусность препарированного зуба, равную 5. При чрезмерной конусности культя зуба приобретает клиновидную форму, что значительно ослабляет фиксацию протеза и может приводить к частым расцементировкам.
Кроме того, препарирование зуба с образованием чрезмерной конусности может повлечь за собой соответствующую техническую ошибку – моделировку металлического каркаса опорной коронки конусовидной формы и, как следствие, скол керамического покрытия в отдалённые сроки после фиксации протезов из-за отсутствия металлической опоры для керамического покрытия при вертикальном направление сил жевательного давления.
Плохое проснятие контуров препарированного зуба возможно при использовании некачественного оттискного материала(следует проверять срок годности), а также при неправильном замешивании компонентов оттискных масс.
Ошибки, допущенные при моделировании и отливке каркасов мостовидных протезов, проявляется на этапе их припасовке.
Широкие коронки – следствие чрезмерного нанесения слоёв компенсационного лака.
Узкие коронки – следствие использования очень тонкого слоя компенсационного лака или моделировки без лака или других средств, компенсирующих литейную усадку металлического сплава.
Невозможность припасовки протеза наблюдается в случае деформации каркаса протеза при снятии восковой композиции с модели при штифтовке.
Штифтовку восковой репродукции металлического каркаса следует проводить на модели и только после присоединения распределяющего (объединяющего) питателя. Деформация восковой композиции возможна и в том случае, если на опорных зубах имеются поднутрения или недостаточна конусность опорных зубов, а также при использовании для моделировки промежуточной части мостовидного протеза легкоплавкого эластичного нежесткого воска.
Недоливы на коронках возникают из-за тонкой моделировки каркаса коронок.
Наиболее часто можно считать следующие ошибки:
Недостаточное обезжиривание восковой композиции перед формовкой в огнеупорную массу вызывает образование наплывов;
Очень тонкий слой обмазки или острые участки в формовочной массе приводят к её расколу при прогреве и попаданию в расплавленный металл, вследствие чего происходят образование пустот и раковин, недолив;
Неправильная штифтовка. Необходимы индивидуальный питатель, подводимый к каждой единице диаметром 2.5мм и распределительной (объединительный) питатель диаметром от 3.5мм, а также последующие летники, присоединяемые в основном к стержню, сечение которого должно быть увеличено до 5мм;
Слишком быстрый подъём температуры до 250 *С при прогреве муфиля без паузы приводит к возникновению трещин в формовочной массе;
Недостаточно прогретый или успевший остыть муфель вызывает недолив и образование пустот в литье;
Недостаточное расплавление металлического сплава или, наоборот, перегревание его, наличие инородных включений, загрязняющих сплав, являются причинами недолива, панцирности и других дефектов к каркасах;
Недостаточный момент вращения литьевой центрифуги служит причиной недолива.
Ошибки, выявляемые в клинике при припасовке металлокерамических протезов:
Несоответствие цвета протеза цвету естественных зубов связано прежде всего с подбором эталонов расцветки при искусственном освещении, сравнением неувлажненного эталона с цветом увлажнённого естественного зуба;
Тонкий слой керамического покрытия из-за недостаточного препарирования зуба или изготовления очень толстого каркаса;
Просвечивание металлического каркаса, изменяющего цвет покрытия;
Загрязнение порошка керамической массы в зуботехнической лаборатории при сильной запылённости рабочей комнаты;
Несоответствие формы протезов может быть следствием моделирования без учета зубов-антагонистов вне прикуса без артикулятора или при неправильной загипсовке в артикулятор и встречается, как правило, при восстановлении фронтального участка у больных с аномалийным прикусом.
Наиболее важным, значимым и характерным именно для металлокерамических протезов является осложнение в виде сколов и образования трещин в керамическом покрытии. В нём могут возникать дефекты в виде пузырей, идущих от поверхности металлического каркаса через все слои покрытия. Такие пузыри в отличие от микропустот, возникающих внутри того или иного слоя керамической массы, связанно не с ошибками при нанесении, конденсации, рифлении, высушивании или спекания керамической массы, а с неправильной подготовкой металлической поверхности литого каркаса.
Лабораторные ошибки
Ошибки при отливки модели:
1.При заполнении оттиска жидким гипсом, может привести к увеличению усадки модели. И вследствие этого могут получиться узкие коронки.
2. При заполнении оттиска густым гипсом, может привести к образованию пустот, раковин. Что приводит к широкой коронке. Вследствие этого модель может быть не четко отображенной.
Ошибки при моделировании коронок:
При моделировке нужно воссоздать точную анатомию зуба, но надо и учитывать то, что зуб и так имеет слабую анатомию. Нужно восстановить экватор зуба, и форма самого зуба. На толщину не превышающую, толщину металлической коронки.
1. Если не выразить экватор, то не будет контактов с апроксимальных сторон, будет пища попадать под десневой карман. Что может привести к воспалительным заболеваниям пародонта.
2. Высокая коронка приводит к завышению прикуса, нагрузка на опорный зуб может привести к периодонтиту. Изменение в височно-нижнечелюстном суставе.
3. Низкая коронка – нет контакта с зубами антагонистами. Давление пародонт, следовательно, воспаление пародонта, выпадение зубов опорных, вторичный кариес. Изменение в височно-нижнечелюстном суставе.
4. Широкая коронка – могут образовываться карманы, следовательно, происходит воспаление в парадонтальном кармане. Образование вторичного кариеса.
5. Узкая коронка – она просто не припасуется на культю зуба, нужно будет препарировать зуб, что не рекомендуется. Т.к. межзубные контакты будут нарушены.
Моделирование промежуточной части
Формы промежуточной части мостовидного протеза:
1 — касательная для передних зубов
2 — висячая при высоких клинических коронках зубов
3 — висячая при низких клинических коронках зубов
4 — седловидная цельнометаллическая
5,6 — висячая с облицовкой губной или губно-жевательной поверхности
7 — седловидная с облицовкой видимых поверхностей — жевательной и частично боковых искусственных зубов нижней челюсти.
Выделяют только три основные промежуточные части:
Касательная
Промывная
Седловидная
Основная ошибка может заключаться в том, что неправильно определяют форму промежуточной части в том или ином отделе челюсти
Неправильное определение ширины промежуточной части:
Широкая промежуточная часть – оказывает меньшее давление на пародонт опорных зубов, если шире естественных зубов то затрудняет очистку промывной части.
Узкая промежуточная часть — оказывает большее давление на пародонт опорных зубов, и может привезти к поломке протеза.
Ошибки при пайке протеза
Основная ошибка при пайке, а точнее при подготовке к пайке:
смещение коронок зуба. Это может произойти при склеивании частей мостовидного протеза липким воском.
Деформация коронок в процессе пайки – не соблюдение правил гипсовки (если коронки не набить гипсом).
В предыдущей статье была описана технология изготовления разборных моделей. К сожалению, во время работы многие техники, особенно студенты, допускают ошибки на этапах изготовления разборных моделей челюстей из супергипса. Далее мы остановимся на самых распространённых ошибках.
Неправильная установка штифтов в оттиске. Курьёзный случай случился, когда студентка вверх тормашками (наоборот) установила штифты.

Штифты установлены наоборот
По правде говоря, эта ошибка, т.е. данный способ используется некоторыми фирмами для изготовления специального стандартного цоколя для моделей, например, Model 2010 Profident.

Model 2010 Profident
Не соблюдена соосность штифта.
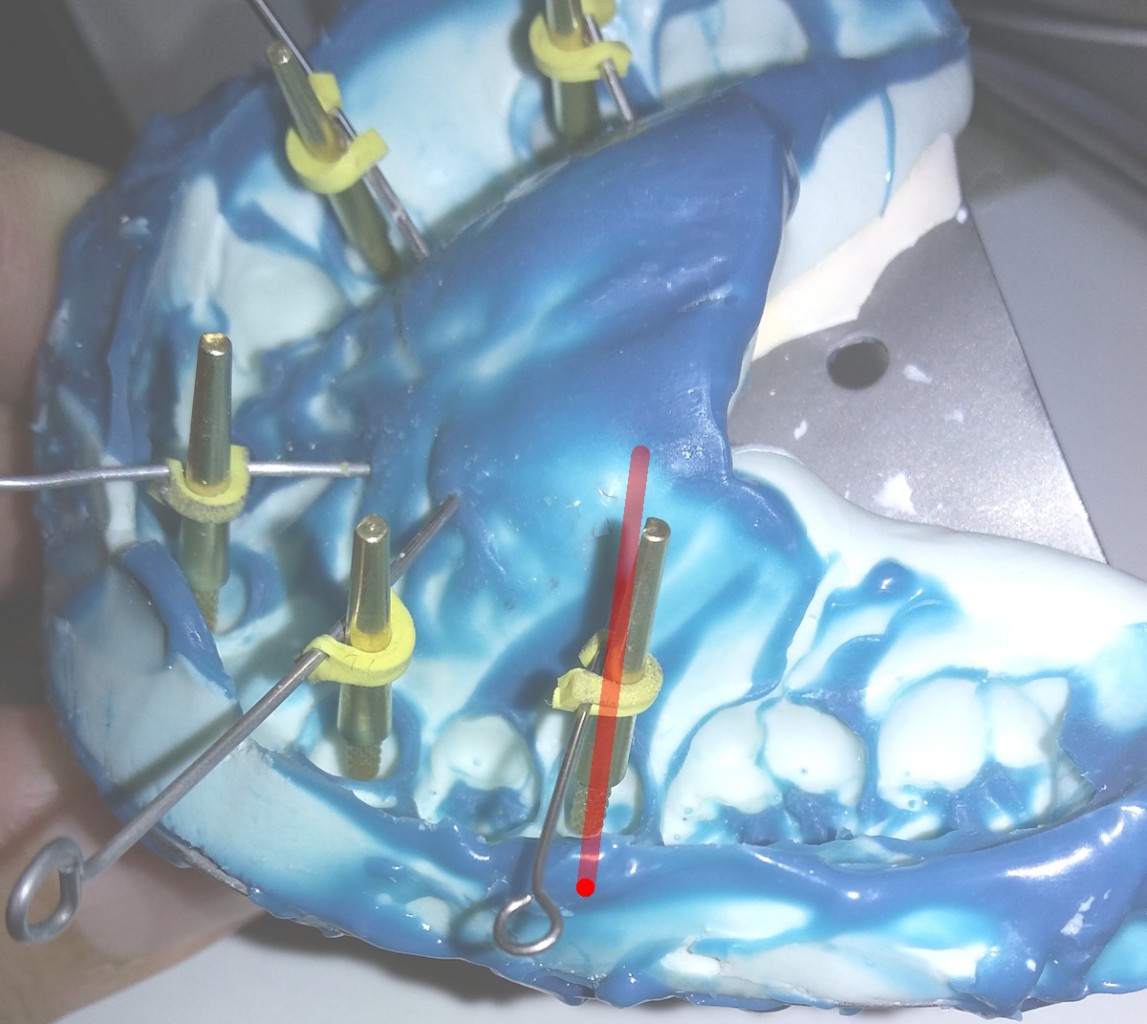
Несоблюдение оси штифта
От степени и стороны наклона штифта будет зависеть возможность снять штампик с модели. Если штифт будет наклонён в противоположную сторону от соседнего зуба, то при извлечении штампика, он будет упираться в соседний зуб.
Неправильная ось штампика
Поры на рабочей поверхности.
Поры на разборной гипсовой модели
После заливки рабочей части супергипсом не делаются специальные захваты, не устанавливаются гроверные шайбы или делаются в недостаточном количестве.

Отлитая рабочая часть
Данную ошибку можно устранить, выпилив пазы в основании рабочей части.

Выпиленные захваты на рабочей части модели
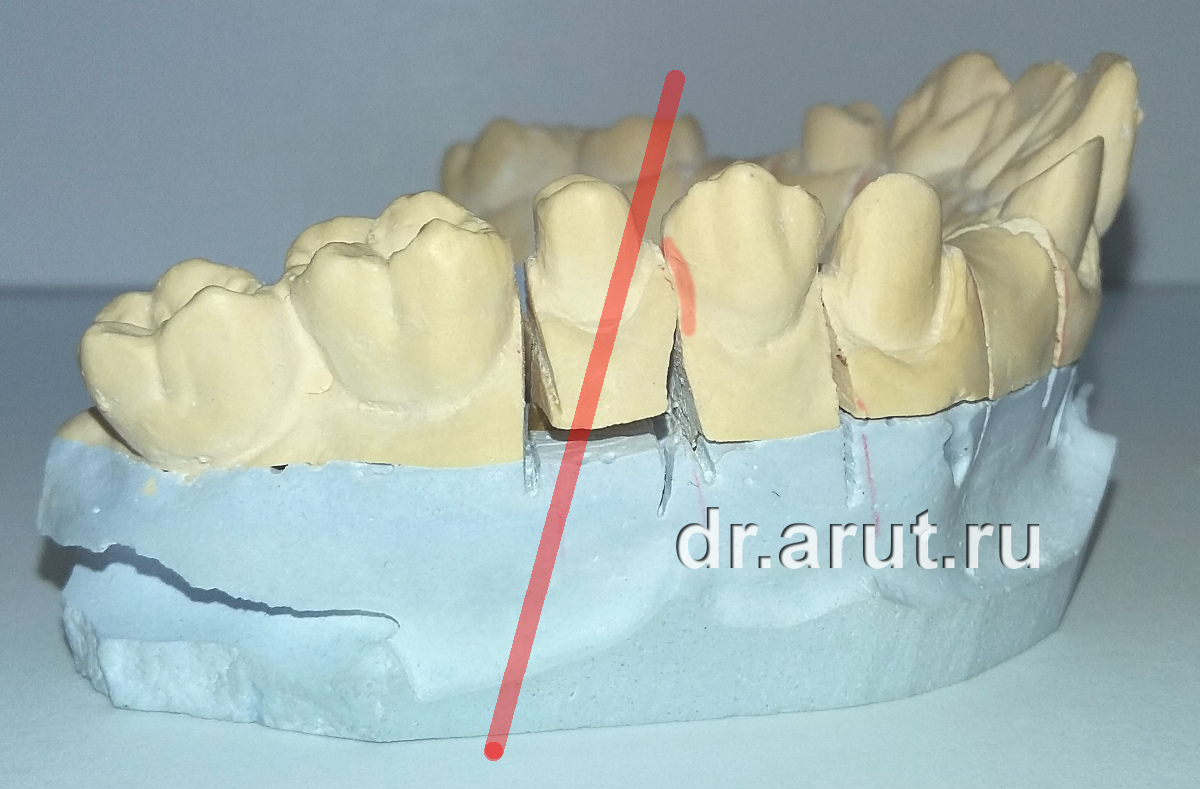
Неправильно произведён распил. Существуют различные варианты ошибок распила, критическими являются только два из них:
- Спилен уступ отпрепарированных зубов
- Спилены боковые стенки соседних зубов
Спиленные боковые поверхности соседних зубов
В этом случае модель необходимо заново отлить
После распила модели, извлекаются штампики и помещаются обратно, но при этом остаётся щель между штампиком и основанием модели.

Щель между штампом и цоколью модели
Данная проблема связана с попаданием кусочков гипса между штампиком и цоколем модели, а также в канал штифта. Устраняется чисткой участков соприкосновения, т.е. штампика, цоколя, канала штифта и самого штифта.
Отлом зубов. Если отломались зубы, которые не находятся в контакте с будущим протезом и не фиксируют окклюзию, то в данном случае можно игнорировать данную ошибку. Если отломались соседние зубы или зубы, фиксирующие окклюзию, но при этом зубы точно устанавливаются на своё место и практически не видна линия скола, то можно их приклеить цианакриловым или схожим по характеристикам клеем.
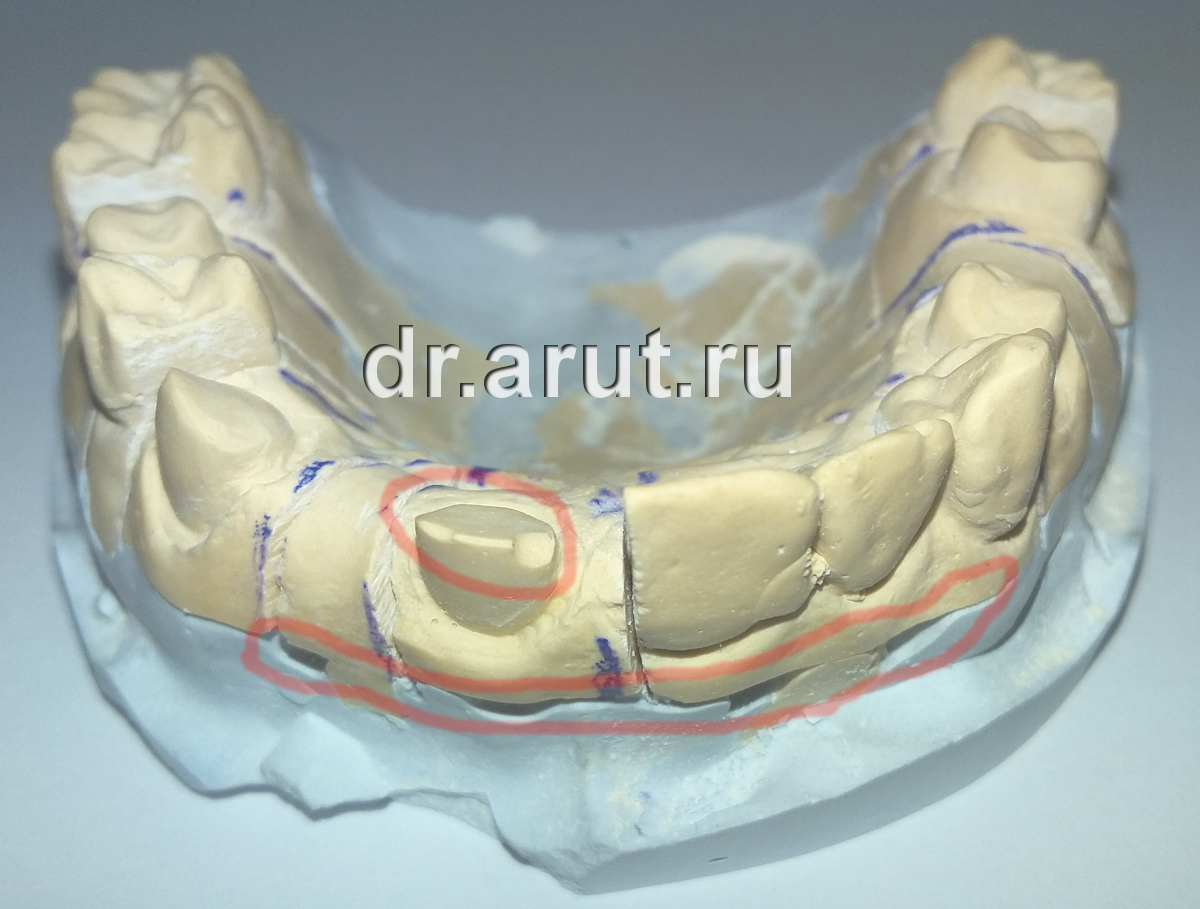
Штампик не отделяется от цоколя модели. Данная ошибка может быть по двум причинам:
- Не изолирован штампик от цоколя модели
- Сделаны захваты в области штампика

Отсутствие изоляции штампика от цоколи модели
Можно попытаться устранить данную ошибку, т.е. постараться с усилием извлечь штампик. В случае неудачи можно тонким фиссурным бором, расположив его перпендикулярно к оси зуба (штифта), в области соединения цоколя со штампиком, аккуратно спилить зоны захвата.
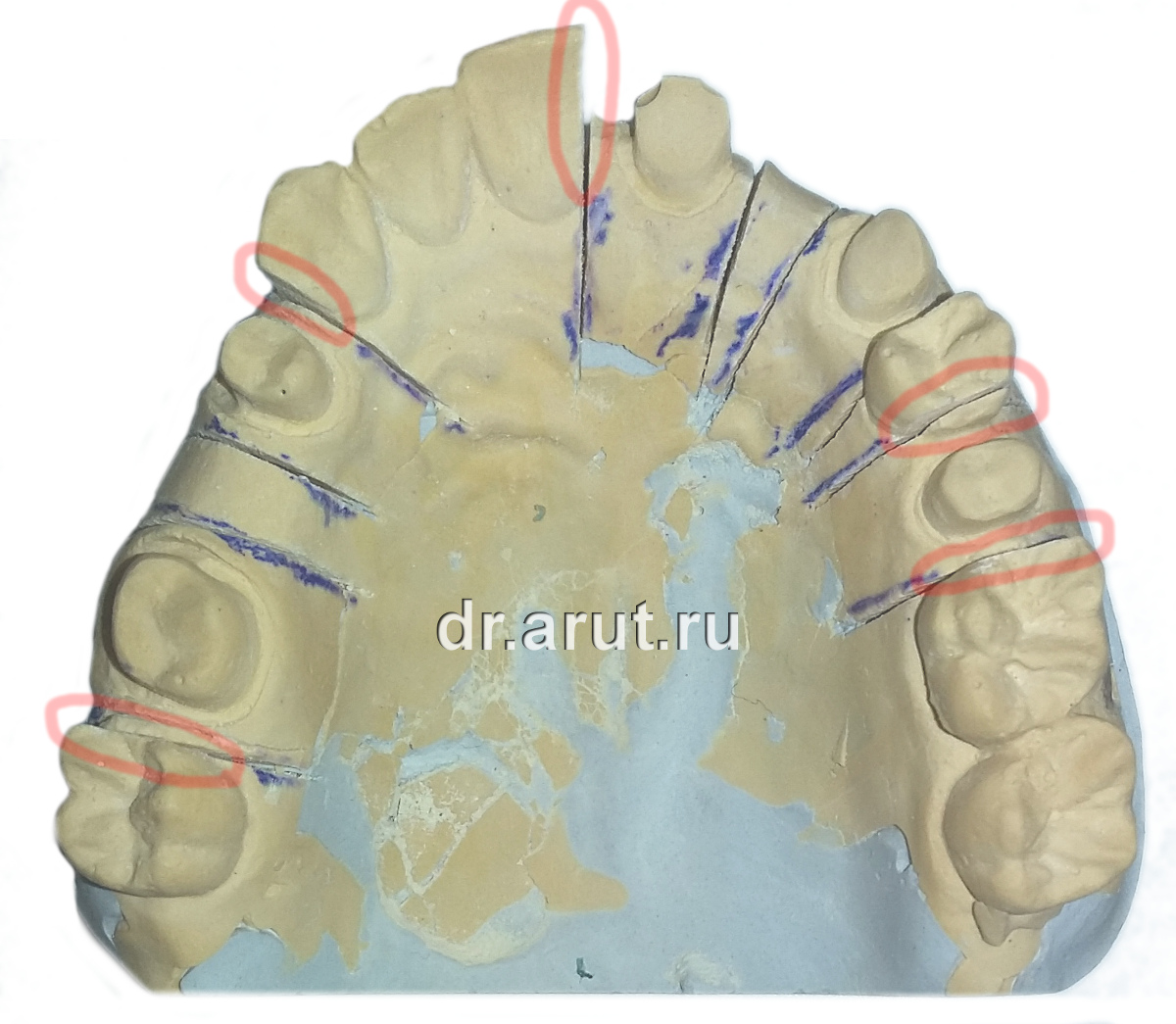
Одним из грубых ошибок при изготовлении разборных моделей является сошлифовывание уступа зуба.

Сошлифовывание уступа на штампике
В случае такой ошибки разборную модель необходимо изготовить заново, так как край коронки будет длиннее и коронка в полости рта до конца не оденется на зуб.
►
дефекты при литье резанных моделей из воска
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 31.01.2011 23:54:34
При литье медалей диаметром 100 мм. толщиной 11 мм. вес в золоте 750 пробы около 1000 гр., вырезанных из пурпурного воска на ЧПУ , наблюдаются дефекты у входа питателей в медаль , в виде нечёткого, искаженного рельефа. На осыпании формомассы при заливке не похоже, нет следов формомассы в металле, Может это смывание воском при вытопке? Уважаемые знатоки , что это такое и как с этим бороться? Развернуть ⇓ |
|
|
|
serg
Администратор Сообщений: 2032 |
Добавлено: 13.02.2011 08:41:08
Это не инерционность, это следствие сложного и разностороннего многостадийного процесса в многокомпонентной системе переменного состава. Сопровождаемого химическими реакциями (происходящими с выделением и поглощением тепла), различными физическими явлениями и фазовыми переходами, также влияющими на температурный баланс в числе прочего. |
||||
|
Offline
ЛС |
|

|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 14.02.2011 00:33:31 Сергей, насколько я понял вы просто советуете перейти на SRS Silk, (правда я не понял её преимуществ по конкретной проблеме, кроме предположения ,что её бадяжат) прогнать её на режимах
Я так думаю это стандартный режим для Silk. И вы уверенны что при этом эрозии формомассы не будет? Хорошо я готов провести очередной эксперимент .
можно ли это сделать в одной печи ( печь Вулкан со сливом воска , и принудительной вентиляцией и подсосом воздуха) |
||||||||
|
Offline
ЛС |
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 14.02.2011 00:52:24 Никита, если не сложно , сделай предложение по выпорам непосредственно для данного случая, но именно для этой сборки , фотографии которой здесь размещены. Литниковую систему менять не буду она проверена и откатана на симуляторе. |
|
|
|
serg
Администратор Сообщений: 2032 |
Добавлено: 14.02.2011 01:07:11
Я советую попробовать перейти на SRS Silk потому, что это самая лучшая из известных мне формомасс именно по таким параметрам, как объемная стабильность смеси при нагреве (прощающая больше ошибок при прокалке) и термическая устойчивость гипса к разложению (уменьшающая газовыделение и, вследствие этого, вероятность образования газовых пор при заливке металла). Это связано с использованием самых лучших (и дорогих) компонентов для ее изготовления, а также самым тщательным контролем качества полученной продукции (если партия по каким либо параметрам оказалась не столь удачной, она переходит в более дешевую категорию и уже не называется SRS Silk). Возможно, есть и другие материалы подобного уровня, я не буду категоричен, но если Вы попробуете с ней, мы будем говорить на одном языке и дискуссия будет вестись в одной системе координат, потому что в этом случае свойства и ожидаемые результаты мне более знакомы. Пока что получается так, что после дискуссии здесь, Вы говорите, что сделали все как Вам рекомендуют, но использовали ту же массу, с которой изначально возникли проблемы и свои режимы прокалки (не те, что тут обсуждались). Это ставит дискуссию в тупик на предмет прогнозирования дальнейших шагов. |
|
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 14.02.2011 02:25:41
Понял по формомасе , спасибо, согласен. По печи не совсем согласен , сливного поддона там нет есть конусная воронка , слив по крайней мере лёгкого воска происходит прилично и аккумулируется он вне печи в холодной зоне (выдвижной ящик) Условий вентиляции печи тоже достаточно — это включение выключение программно инжекционного вентилятора, да регулировка подсоса воздуха через сливной ящик. Ну да ладно разговор про печи — это отдельная тема, потом. |
|
|
|
serg
Администратор Сообщений: 2032 |
Добавлено: 14.02.2011 09:58:03 to mav1958: Я, возможно, не очень удачно назвал сливным поддоном то, что Вы называете конусной воронкой, но в любом случае в печах Вулкан эта металлическая штука расположена подо всеми опоками, подогревается снизу, как сковородка и генерирует мощные испарения воска в печи по всей своей площади. Именно поэтому в конце вытопки Вы получаете так мало воска в наружном ящичке (порядка 5-10%), настолько мало, что весь смысл вытопки с удалением воска наружу при данном техническом решении теряет смысл. Фактически Вы получаете то, от чего все пытаются уйти — сжигание воска прямо в печи (за вычетом этих незаметных и не влияющих на результат 5%). |
|
|
|
Никита
Модератор
Сообщений: 2760 |
Добавлено: 14.02.2011 17:45:02
Я все таки изменю литниковую систему на тот вариант, который бы использовал сам. В принципе выпоры точно так же подойдут к вашему варианту. Зеленым, это выпоры выходящие наружу, диаметр 0.3 леска покрытая легкоплавки воском… Леска потом сгорит. Ну и естественно чтобы лишнего воздуха при заливке не хапать, перед заливкой закрыть катышком из формомассы с силиконом.. можно вообще резиной силиконовой заткуть…(сырой) Ну в общем вот так бы делал литниковую систему в вашем случае, у меня на крест массивный из семерки были подобные выпоры наружные, но то был не кг, а в два раза меньше ))) Да, и формомасса у нас СатинКаст Экстрим, другими не пробуем. Силк поблизости не продается ))) |
||||
|
Offline
ЛС |
|
|
daniyura
Пользователь
Сообщений: 219 |
Добавлено: 14.02.2011 18:03:54 самое печальное для вас в этих советах то что вы не спрашиваете советчиков лили ли они целый килограмм да и еще в одно изделие.если нет то я бы к этим советам прислушивался скептически а то ваши эксперименты вам будут стоить дорого.реально такую вещь я бил бы штампом.если конечно есть заказы.надписи были бы идеальными и рисунки.а бляшку можно и отлить. |
|
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 14.02.2011 18:04:06 Спасибо Сергей, спасибо Никита, спасибо всем , принявшим активное участие в обсуждении, завтра купим в ЛАССО SILK , нарежем новую медаль и вперёд к новому эксперименту. По результатам доложусь. Ставлю всем в пример конструктивное и дружелюбное общение на нашем форуме. Город мастеров FOREVER. |
|
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 14.02.2011 18:12:04 daniyura, от полемики пока воздержусь. |
|
|
|
Никита
Модератор
Сообщений: 2760 |
Добавлено: 14.02.2011 18:44:41
to daniyura: Кстати модельный воск можно сделать, пустотелым, полость заполнить легкоплавким воском… из двух половинок вобщем. Все вытопится, выгорит за милу душу ))) |
|
|
|
marat117 
Пользователь Сообщений: 342 |
Добавлено: 14.02.2011 21:47:46 Хочу поделится своим опытом в больших обьемах. Я бы перед медалью поставил резервуар с тремя подпитками к медале,размер примерно в 30-35% обьема медали. Вытопка при 150С-часа 4-5 минимум,потом подъем по схеме массы.Струя металла сначала наполняет резервуар ,а снего идет питание медали.Вытопка однозначно вниз воронкой причем весь цикл,единственное ставлю на сетку чтобы был свободный выход и воска и газов.Да чуть не забыл-надо время для сушки опоки перед печами выдерживать очень строго,ну никак не меньше 3 часов для такого обьема. Удачи . А я в Россию, домой хочу… |
|
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 24.02.2011 00:59:58 Всем привет. Сегодня закончили очередной эксперимент. Результаты противоречивые. Но всё по порядку. Что изменили- поменяли формомассу на SILK , понизили температуру опоки с 640С до 500С. Режимы сушки и прокалки выполнили по рекомендации serg.
Да формомасса оказалась действительно крепкой, по крайней мере трещин и облоя по острым контурам не было. Бортики медали не разрушены как в прошлые эксперименты, по фон хоть и в меньшей степени все-таки убит.
Из побочных эффектов- не сошел воздух, температура воды и массы 22С время замеса, вакуумирования и т.д. по инструкции. По ощущениям 10038 масса была по сравнению с ХХХ гуще. ну да это устранимо разберёмся хотя такого никогда не было.
Как бы не понятно , лили на 640 /1030 такого ни разу не было а сейчас 500/1030 и нате вам пожалуйста. Студили 10 минут в аргоне и 10 на воздухе. Обычно студим на воздухе 20 минут. Ну и не понятно появление пузырей и кристализации поверхности Вот доложился , хотелось бы обменяться соображениями. |
||||
|
Offline
ЛС |
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 24.02.2011 03:14:25 Да вот ещё фото кристалической поверхности. |
|
|
|
Michelangelo
Пользователь Сообщений: 81 |
Добавлено: 24.02.2011 13:37:12 Это дендритовая структура, результат очень длинной кристализации от солидуса до ликвидуса. Кристаллы поглощают один другого и вырастают очень большие и принимают форму дендрита, похожего на ветки дерева (или червяка). Я бы сильно уменьшал температуру опоки, чтобы ускорить кристализацию. |
|
|
|
Michelangelo
Пользователь Сообщений: 81 |
Добавлено: 24.02.2011 13:55:41 В статье Eddie Bell «Identify the defects» есть описан случай, можеть быть связан с Вашей проблемой эрозии гипса. Далее цитата «There was a very nice paper at the Santa Fe Symposium last year reporting that minerals in water can prolong the setting time of investment by 6 or 7 minutes. A jeweler had been having spalling problems for a long time. They changed just about everything, including investment brands, and nothing helped. The day after returning from the symposium they switched to distilled water and the problem was solved». То есть гипсовая форма может быть не столь твердая, если для замеса использовалась не дистилировання вода, при заливке металла наиболее от зрозии пострадала самая нагруженная часть возле литника. Фото из статьи |
|
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 24.02.2011 15:04:30
Да дело то в том , что работаем исключительно на дистиллированной воде. Но прецедент интересен. |
||||
|
Offline
ЛС |
|
|
daniyura
Пользователь
Сообщений: 219 |
Добавлено: 24.02.2011 17:29:43 почему температура металла 1030градусов?Я льюсь при 850-870градусов и все нормально.Не кажется ли вам что вы завышаете?Из за етого и структура может рыхлой быть. |
|
|
|
mav1958
Пользователь
Сообщений: 170 |
Добавлено: 24.02.2011 18:16:12
А что льёте то . веса , размеры, фото? |
||||
|
Offline
ЛС |
|
|
daniyura
Пользователь
Сообщений: 219 |
Добавлено: 24.02.2011 18:33:20 на сколько я помню по справочникам температура от веса не зависит а только проба и цвет и то не намного.1030 это температура чистяка. |
|
|
У меня очень часто спрашивают про особенности работы с гипсом. Поэтому, я решил написать этот пост. Я не хочу делать очередной пост с мастер-классом, которых и так пруд пруди в интернете. И даже не буду рассказывать что можно делать из гипса. Из гипса можно делать всё. В этом посте я расскажу про некоторые секреты которые мы используем в своём производстве. Тема изготовления форм будет освещена в последующих постах.
Итак, с чего начать? Наверное с выбора марки гипса.
В зависимости от помола гипс подразделяется на группы: I — грубый помол, II — средний и III — тонкий. Предел прочности гипса определяется 12 марками на сжатие. Марки гипса следующие: Г-2, Г-3, Г-4, Г-5, Г-6, Г-7, Г-10, Г-13, Г-16, Г-19, Г-22, Г-25. Если честно, я все эти марки в продаже не встречал, и подозреваю, что не все они сейчас выпускаются, поэтому чтобы не морочить Вам голову, скажу сразу, Вам нужен Г-16, его ещё называют скульптурным, это самый мелкомолотый из распространенных марок. И если будет выбор, то берите лучше Самарского гипсового комбината. А вообще упрощенно весь гипс можно разделить на 3 разновидности. Это строительный — самый крупный помол, скульптурный — самый мелкий помол. И формовочный, но не заблуждайтесь, его не льют в формы, а из него их делают. Он красноватого оттенка, и используется для изготовления одноразовых форм, и является самым хрупким из всех марок, чтобы разбивая форму не повредить отливку.
Мы продаем гипс в пластиковой упаковке 1 кг. Вот так он выглядит.

Идем дальше, гипс — единственное вяжущее вещество, которое расширяется и нагревается при твердении, в нашем случае расширение гипса является положительным свойством, т.к. при этом он проникает в мельчайшие рельефы формы, при отливке деталей. Гипс не рекомендуется хранить длительное время. Предельным считается трехмесячный срок хранения. Установлено, что через 3 месяца гипс теряет прочность на 25-50%. Поэтому если у Вас где-то заваляся прошлогодний гипс, смело выкидывайте, не тратьте свое драгоценное время.
Далее готовим гипсовый раствор: сначала в ёмкость наливают необходимое количество воды, а затем насыпают гипс и быстро перемешивают. Раствор можно приготовить различной густоты. Для заливки в форму используют жидкий раствор (на 1 л. воды — 0,7 кг. гипса), для вытягивания используют средний или густой раствор (на 1 л. воды — 1,5-2 кг. гипса ). Большой объём лучше перемешать электро-миксером. Небольшое количество лучше перемешать лопаткой. Но главное не перестарайтесь, мешайте не более 1 мин., пока не исчезнут комки, иначе гипс потеряет свои свойста, и после полного высыхания будет рыхлым. Емкость лучше использовать пластиковую, для маленьких объёмов очень удобно использовать половинку резинового мяча. После схватывания гипса их легко чистить, слегка деформируя ёмкость. В этом случае остатки гипса крошатся и отходят сами. Гипс нужно приготавливать очень быстро и тут же использовать. Если начинающий твердеть гипсовый раствор опять перемешать с водой или просто долго перемешивать, гипс отмолаживается и перестаёт твердеть или схватываться. Применять его уже тогда нельзя.
Есть различные присадки для замедления или быстроты схватывания, но мы, ничего не используем в своем производстве, поэтому я в это углубляться не буду. И мы не знаем как эти присадки в дальнейшем «аукнутся». В нашем случае изделия гарантиванно получаются экологически чистыми. Кому необходимы присадки, ищите сами. Но есть один простой способ, как приготовить гипс без всяких присадок, чтобы раствор быстро не схватывался и оставалось больше времени для работы с ним. Во-первых, взять воду похолоднее, во-вторых, в ёмкость с водой нужно насыпать гипс, но не перемешивать, а дать ему пропитаться водой. Такой раствор можно будет использовать немного дольше.
Гипс схватывается очень быстро 3-7 минут. Но если Вам спешить некуда не вытаскиваете изделие из формы. Крепость через 1-1.5 часа увеличится в 2 раза, и Вы гарантированно извлечете изделие из формы не повредив его. Но если время поджимает, или Вам за короткий период нужны несколько отливок из одной формы, извлекать можно не раньше чем гипс нагреется, Вы это заметите, в зависимости от величины заливки, гипс нагревается до 60-70 градусов.
Но если Вы думаете что на этом всё, то не угадали. Схватывается то гипс быстро, но очень медленно просыхает.
Вот пример недельного изделия и 1-дневного.

Хоть фотография не лучшего качества, но заметно, что нос значительно белее губ. Процесс полного высыхания длится месяцами. Цвет меняется от грязно-серого до белоснежного. Изделие при этом издаёт звуки от глухого до звонкого. Ну и по мере выхода влаги, изделие становиться всё легче и легче. На следующих фотографиях производимые нами анатомические детали разной степени просушки.


Чтобы этот процесс проходил быстрее, помещение должно хорошо проветриваться, и быть с достаточно высокой температурой. Мы для этого соорудили вот такую сушильную комнату-камеру.

Будут ещё вопросы, спрашивайте в комментариях. С удовольствием поделюсь секретами.
Теоретические вопросы, на основе которых возможно выполнение целевых видов деятельности
1.Медицинский гипс. Его характеристика,
основные свойства. Классификация гипсов.
2.Показания и противопоказания к получению
гипсового оттиска.
3.Методика получения гипсового оттиска
с протезного ложа.
4.Возможные ошибки и осложнения при
работе с гипсом в полости рта и при
отливке моделей.
5.Цинкоксидэвгенольные оттискные массы.
Их характеристика. Показания и
противопоказания к их применению.
-
Написать формулы природного и
медицинского гипса в сравнении:
медицинский гипс, замешанный на воде. -
Вещества, изменяющие скорость
кристаллизации гипса, показания к их
использованию. -
Составить таблицу возможных ошибок и
осложнений при получении гипсового
оттиска и их профилактика. -
Требования к гипсовому оттиску
(конспект). -
Показания и противопоказания к
использованию цинкэвгенольной оттискной
массы, инструкция к применению (конспект). -
Записать классификацию гипсов.
Учебная информация, необходимая для изучения данной темы
:::
-
Штейнгарт М.З., Трезубов В.А., Макаров
К.А. Зубное протезирование / руководство
по стоматологическому материаловедению
– Москва, 1996.
– С.12-17. -
Шилова Г.Б., Почтарев А.А., Король М.Д.
Практикум по ортопедической стоматологии
– Полтава,
1996. – С. 20-24,
119-120. -
Щербаков
А.С., и др.
Ортопедическая стоматология –
СПб, 1997. –
С.
16-94. -
Жулев Е.Н. Материаловедение
в ортопедической стоматологии. –
Н. Новгород, Изд-во НГМА, 1997. – С.8
-11. -
Марков
Б.П., Лебеденко И.Е., Еричев В.В. Руководство
к практическим занятиям
по ортопедической стоматологии. –
Москва, 2001.
–
С.47-56. -
Аболмасов Н.Г., Аболмасов Н.Н., Бычков
В.А., А.Аль-Хакем. Ортопедическая
стоматология – Смоленск, 2000. – С.164-166. -
Дойников А.И., Синицин
В.Д. Зуботехническое
материаловедение –
М.:Медицина, 1986. –
С.103-112. -
Копейкин
В.Н., Демнер М.М.
Зубопротезная техника –
М.: Медицина,
1985. – С.116-128. -
Гернер М.М., Аронов Е.Г.,
Рофе А.Э. Материаловедение
по стоматологии – Москва,1962. –
С.109-115. -
Методические разработки по ортопедической
стоматологии к практическим занятиям,
Харьков, 2004.
Организационная структура практического занятия (кратки методические указания к работе на практическом занятии)
В начале занятия преподаватель проводит
перекличку студентов и назначает
дежурного, называет тему и цель занятия,
выясняет непонятные вопросы, которые
возникли у студентов при самоподготовке.
Затем преподаватель проводит
разбор учебных вопросов по теме, по
заданию УИРС, и методикам отработки
практических навыков в соответствии с
методической разработкой, путем активного
опроса всех студентов группы. Преподаватель
ориентируется на объем знаний, который
студенты приобрели при самостоятельном
изучении соответствующего материала
по учебникам, лекциям и методическим
указаниям для студентов, а также при
выполнении задания УИРС в альбомах-тетрадях
самоподготовки. Кроме того, преподаватель,
на свой выбор, может производить
проверку домашнего
задания в устной форме или письменной,
а так же в смешанной — устно-письменной
форме. При этом преподаватель использует
кроме учебных
вопросов текущего
занятия проблемно-ситуационные задачи
и вопросы тест-контроля.
После проверки подготовки
студентов к учебному занятию, преподаватель
самостоятельно, демонстрирует выполнение
практических заданий по теме занятия.
При этом преподаватель ориентируется
на количество практических навыкоь
предусмотренных для отработки студентами
по данной теме, а также уровень их
усвоения. Таким образом, в этом разделе
занятия конкретезируется следующие
вопросы: что студент должен уяснить?
Что знать? Что должен выполнять с помощью
преподавателя и что самостоятельно?
Практические навыки студенты
отрабатывают на фантомах челюстей,
фантом черепа, гипсовых моделях.
В процессе работы преподаватель
консультирует и оценивает самостоятельную
работу каждого студента группы и
разъясняет причины допущенных ошибок
и исправление неточностей при выполнении
практических заданий.
В конце занятия преподаватель
выставляет зачет за УИРС, оценку за
устный или письменный ответ; за тестовые
задания для самоконтроля и самокорекции
начального уровня знаний; за тестовые
задания для определения уровня усвоения
изучаемой темы; за самостоятельную
практическую работу, а также объявляет
тему следующего занятия и вопросы для
повторения.
:
К кристаллизующимся
оттискным материалам относятся материалы,
которые в процессе затвердевания
кристаллизуются. К ним относятся: гипс
и цинкоксидэвгеноловые пасты.
Гипс. Это природный материал,
образовавшийся путем выпадения его
в осадок из растворов, богатых сульфатными
солями или путем выветривания горных
пород. Гипс в природе встречается в виде
минерала – водной сернокислой соли
кальция СаSО4·2Н2О.
Природный гипс имеет кристаллическую
структуру. Кристаллы чистого гипса
прозрачные, бесцветные, но от наличия
различных примесей бывают желтоватой,
розовой, бурой и даже черной окраски. В
чистом виде гипс встречается редко.
Постоянными примесями являются
карбонаты, кварц, пирит и глинистые
вещества.
В ортопедической стоматологии применяют
обоженный или полуводный гипс
(СаSО4)2·2Н2О.
Для получения полуводного гипса
природный, очищенный от примесей,
гипс подвергают измельчению в
специальных дробильных установках, в
гипсовых мельницах до мелкого
однородного порошка. Затем измельченный
гипс загружают в варочные котлы (гипсовые
печи) и обжигают при температуре 140—190°
в течение 10—12 часов. Лучшие сорта гипса
получаются при температуре 170° при
обжиге в течение 12 часов. В зависимости
от температуры обжига, давления, времени
можно получить различные сорта гипса,
отличающиеся сроками затвердевания
и прочностью.
2 (СаSО4·2Н2О)
(СаSО4·2Н2О)
tº 140-190
(СаSО4)2·2Н2О
+ ЗН2О
-
В строительстве для штукатурных работ
применяется гипс, известный под
названием «алебастры». -
Медицинский гипс, которым мы пользуемся,
более тонкого помола.
Для получения медицинского гипса
природный подвергается специальной
термической обработке, в ходе которой
он из двухводного превращается в
полуводный. Применяются два способа
получения
зуботехнического гипса: а) в автоклаве
при повышенном давлении
(α-модификация), б) при нормальном
атмосферном давлении
(β-модификация).
α-модификация
получается при термической обработке
(124°С) и повышенном давлении (1,3 атм),
отличается большей плотностью и
прочностью, водопоглощаемость 40—45%.
β-полугидрат
получают при нормальном давлении и
температуре 165°С. Он менее плотный, но
имеет большую водопоглощаемость
(60—65%).
При перегреве гипса до 600°С получается
ангидрид, не способный
присоединять воду (СаSО).
Высокопрочный гипс получается при
использовании для термической обработки
природного гипса насыщенного пара
низкого давления. При этом образуется
α-модификация с показателями прочности
в 2–3 раза выше, чем у обычного гипса.
Специальный высокопрочный гипс,
полученный методом самозапаривания,
подкрашен в желтый цвет и выпускается
в герметичной упаковке, так как может
активно поглощать влагу из воздуха и
терять свои свойства.
Для зуботехнических
целей выпускают
гипс двух сортов: для слепков и для
моделей. Первый представляет собой
порошок такого тонкого помола, что 96%
гипса проходит через сито с 1600 отверстиями
на 1 см2.
Он часто бывает окрашен в розовый цвет
ализарином или пищевым жировым Суданом
«ж». Для улучшения вкуса к нему добавляют
0,03% мятного масла. В смеси с водой гипс
обладает способностью присоединять
воду, превращаясь вновь в двуводный и
затвердевая при этом. Схватывание
гипса наступает не ранее, чем через 1,6
минуты и заканчивается не позднее 5
минут. Гипс для моделей имеет более
крупный помол. Он полностью проходит
через сито с 900 отверстиями на 1 см2.
Срок схватывания: начало не ранее 4
минут, конец не позднее 6 минут.
3. Из наиболее тонкого помола гипс — это
мраморный гипс, просеивается через сито
с 4900 отверстиями на 1см2. Измельченный
на заводе гипс упаковывают в герметически
закрывающиеся металлические бочки
или плотные бумажные мешки во избежание
поглощения им влаги из воздуха. Хранить
гипс необходимо в сухом месте.
Скорость схватывания гипса зависит
от ряда факторов: температуры, степени
измельчения, способа замешивания,
качества гипса и присутствия в гипсе
примеси некоторых солей.
Влияние температуры. Повышение
температуры смеси до 30—37° приводит к
сокращению срока схватывания гипса.
Увеличение температуры от 37 до 50°
практически не влияет на скорость
схватывания. Выше 50° скорость схватывания
начинает падать, а после 100° процесс
схватывания не происходит. Время
схватывания гипса можно сократить
применением теплой воды.
Дисперсность.
Тонкость помола также оказывает влияние
на скорость схватывания. Чем выше
тонкость помола гипса, тем больше его
поверхность. Увеличение поверхности
соприкосновения двух химически
реагирующих веществ приводит к ускорению
процесса. Таким образом, чем больше
измельчен гипс, тем быстрее он схватывается.
Способ замешивания. Чем интенсивнее
перемешивание, тем полнее контакт между
полугидратом и водой, тем скорее протекает
процесс схватывания. Скорость схватывания
зависит также от количества взятой для
замешивания воды. Отсыревший гипс
содержит значительное количество
двугидрата, что приводит к удлинению
срока схватывания. Этот гипс можно
улучшить, прогревая его при температуре
150—170°. Во время нагревания гипс надо
непрерывно перемешивать.
Влияние солей. Скорость схватывания
гипса можно регулировать, добавляя к
смеси некоторые минеральные или
органические вещества. Вещества,
изменяющие скорость схватывания, могут
вноситься как в гипс, так и в воду,
применяемую для замешивания гипса.
Наиболее эффективны следующие ускорители:
сульфат калия К2SО4;
сульфат натрия Na2SО4;
хлористый натрий NaCl;
хлористый калий КСl:
алюмокалиевые квасцы К2SО4·Аl2(SО4)3·24Н2О;
нитрат калия КNO3.
Из них сульфат калия ускоряет схватывание
гипса в любых концентрациях, другие же
действую: в качестве ускорителей только
при концентрациях порядка нескольких
процентов. При увеличении концентрации
они могут задерживать схватывание.
Очень часто в качестве ускоряющего
агента применяют 2,5% раствор поваренной
соли. Их не следует применять при
изготовлении моделей, загипсовке в
кювету и пр. При отливке комбинированных
моделей, музейных экспонатов, наоборот
требуется большая прочность гипса.
Этого достигают добавлением ингибиторов,
к которым относятся: клей столярный,
2-3% раствор буры, 5—6% раствор сахара, 5%
раствор этилового спирта. Вещества,
изменяющие скорость кристаллизации,
можно вносить как в воду, применяемую
для замешивания, так и в гипс. Механизм
действия их пока полностью не ясен.
Гипс в ортопедической стоматологии
применяется почти на всех этапах
изготовления протезов различных
конструкций: для получения оттисков (в
последние годы для этих целей применяется
гораздо реже), изготовления моделей,
масок лица, паянии, при загипсовке в
окклюдатор или в пресс-форму для замены
воска на пластмассу и пр. Диапазон его
применения очень широк.
Гипс для оттисков должен отвечать
следующим требованиям:
-
быстро схватываться (2–5 минут) при
необходимой консистенции; -
незначительно изменять объем после
схватывания; -
точно воспроизводить рельеф твердых
и мягких тканей полости рта, -
извлекаться из полости рта без применения
больших усилий; -
не иметь неприятных вкусовых ощущений
и запаха.
3амешивание гипса.
( СаSО4)2·2Н2О
СаSО4)2·2Н2О
+ ЗН2О 2(СаSО4·2Н2О)
Согласно уравнению схватывания гипса
для гидратации 100 г полуводного гипса
необходимо затратить всего 18 г воды.
Однако для замешивания гипса воды
приходится брать значительно больше,
чем следует из уравнения, так как
получается слишком густая масса, не
пригодная к употреблению. Обычно на
120—150 г. гипса берут 100 мл воды. При этом
только около 20% воды химически связывается
с гипсом, а остальные 80% остаются в
свободном состоянии, заполняя пространство
между кристаллами образовавшегося
двугидрата. Если при замешивании взять
большой избыток воды, то замедляется
пересыщение раствора двугидратом и
центры кристаллизации образуются на
больших расстояниях, чем при малом
количестве воды. Это приводит к тому,
что гипс, замешанный с большим содержанием
воды, схватывается дольше, чем смесь с
более высоким соотношением гипса и
воды. Структура кристаллов двугидрата,
образованных при жидкой консистенции,
менее плотная. Между ними образуется
большое пространство, заполняемое
избыточной водой. После испарения этой
воды получается пористый гипс, имеющий
пониженную прочность. Таким образом,
жидкая консистенция дает непрочный, а
густая — прочный материал.
Расширение гипса при схватывании.
Из уравнения схватывания гипса можно
было бы сделать вывод, что удельный вес
двугидрата должен быть меньше, чем
полугидрата. Измерения же показывают,
что удельный вес полугидрата 2,75 г/см3,
а двугидрата 2,32 г/см3. Это означает,
что объем схватившейся массы гипса
больше, чем объем гипса и воды, взятых
для ее получения. Увеличение объема
обусловлено образованием воздушных
промежутков между кристаллами двугидратов
в ходе гидратации полугидрата. При
нормальных рабочих условиях линейное
расширение гипса колеблется в интервале
от 0,15 до 0,40%. При отклонениях от оптимальных
условий расширение достигает 1,15%. Процесс
расширения гипса происходит в основном
в первые часы после схватывания и
продолжается более медленно в течение
последующих 24 часов. Изменение объема
зависит от консистенции смеси. В густой
смеси кристаллы быстро переплетаются,
тесно прилегают друг к другу и при
дальнейшем своем росте приводят к
расширению массы. В жидкой смеси кристаллы
при росте не отталкиваются сильно друг
от друга, так как между ними имеются
значительные промежутки, которые
частично заполняются при росте кристаллов.
При густом замесе расширение проявляется
в большей степени, что обусловлено
отсутствием значительных межкристаллических
пустот и увеличением объема за счет
роста кристаллов.
Перемешивание смеси. Зуботехнический
гипс замешивается в резиновой чашке
при помощи шпателя. Извлечь схватившийся
гипс из такой чашки значительно легче,
чем из твердой. Обычно вначале отмеряют
необходимое для замешивания количество
воды, а затем присыпают порошок. Техника
замешивания имеет существенное значение
для получения качественной массы. _При
медленном, равномерном и осторожном
присыпании гипса к воде сухой гипс
полностью впитывает воду, равномерно
замокает и достаточно легкого
перемешивания, чтобы получить однородную
массу, дающую хорошую модель или слепок.
Если же гипс внести сразу большими
порциями, образуются комья, содержащие
внутри относительно сухую массу. В этом
случае требуется энергичное размешивание
для получения хорошей массы нужной
консистенции. При замешивании малого
количества гипса присыпку можно
производить медленно, но в случае
приготовления большого количества
массы это надо делать быстрее. Перемешивание
не должно длиться больше 1,4 минут. При
изменении интенсивности перемешивания
могут наблюдаться нежелательные явления:
возникают дополнительные центры
кристаллизации, схватывание протекает
очень быстро, увеличивается расширение,
прочность гипса уменьшается за счет
попадания в него воздуха. Корригировать
уже замешанную массу, т. е. изменять
консистенцию внесением гипса или воды,
нельзя. Добавление гипса к жидкой массе
приводит к неравномерному схватыванию.
Добавление воды к густой смеси ослабляет
гипс.
Прочность
схватившегося гипса
определяется пределом прочности при
растяжении, измеренной .в килограммах
на 1 см2.
Для слепочного гипса эта величина в
возрасте 1 дня составляет 6 кг/см2,
а для других сортов гипса не менее 8
кг/см2.
На прочность схватившегося гипса
оказывает влияние, как качество исходного
полугидрата, так и условия его замешивания.
Жидкие консистенции, излишнее
перемешивание, остаточная влага, быстрое
внесение гипса в воду — все это снижает
прочность гипса. После окончательного
схватывания прочность гипса постепенно
растет в течение 12—24 часов. Удаление
остаточной влаги улучшает качество
гипса. Прочность на удар влажного гипса
в 2 раза меньше просушенного. Сушку
гипсовой модели нельзя вести при
температуре выше 100°, так как при этом
может происходить дегидратация. В случае
необходимости прочность гипса может
быть увеличена погружением его после
высушивания в расплавленный стеарин
или кипящий 2% раствор буры. Погружение
в парафин не рекомендуется для моделей,
которые идут для изготовления
неметаллических базисов протезов.
Гипс как материал для моделей. По
слепку изготавливается гипсовая модель.
Слепок в течение небольшого времени
после удаления из полости рта не меняет
своих размеров. Поэтому желательно
отлить модель в течение часа, чтобы
избежать искажений, вызываемых при
высыхании гипса. При отливке моделей
свежеприготовленный гипс контактирует
с затвердевшим и они прочно сращиваются.
Это явление используется в зубопротезной
технике в ряде случаев, например при
загипсовке моделей в артикуляторе или
кювете. В случае же изготовления модели
сращивание гипса вызывает затруднения
при отделении модели от слепка. Сращивание
гипса модели с гипсом слепка устраняют
обработкой поверхности слепка
разделительными лаками: этрольным,
силиконовым, альгинатным и т. д., дающими
тонкою пленку. В качестве разделительного
вещества с успехом используется обычная
вода. Для этого слепок погружают в воду
на 7—10 минут.
Отливка моделей
из гипса по оттискам, снятым гипсом.
Склеенный оттиск помещают в холодную
воду не менее чем на 10 минут (до прекращения
появления пузырьков газа на поверхности
гипса). Насыщение (гипса оттиска водой
(особенно если оттиск был снят несколько
дней назад) необходимо для того, чтобы
при отливке модели новый жидкий гипс
не (проникал в поры высушенного оттиска
и не соединялся с ним. Вместо насыщения
оттиска водой, чтобы облегчить отделение
его от модели, поверхность оттиска можно
смазывать различными жирными веществами,
мыльным спиртом, раствором стеарина в
керосине или жидкими маслами. Обработанный
одним из указанных способов оттиск
готов к заливке гипсом. С этой целью в
резиновую чашку наливают воду и всыпают
гипс небольшими порциями до полного
насыщения воды. После этого гипс
размешивают шпателем, пока не получится
однородная сметанообразная масса.
Заготовленную массу небольшими порциями
наливают в оттиск, причем на это время
оттиск устанавливают на вибрационный
столик или берут в руку и постепенно
встряхивают. Это обеспечивает затекание
гипса во все углубления оттиска и
исключает образование в гипсе воздушных
пузырьков. Оттиск заполняют гипсом
несколько выше его краев. После этого
на стол наливают небольшую горку гипса.
Перевернув оттиск ложкой вверх, кладут
его на гипс, несколько сдавливая горку.
Потом шпателем обмазывают оттиск так,
чтобы края его были погружены в гипс.
Когда гипс несколько затвердеет, оттиск
с моделью снимают со стола и шпателем
удаляют гипс, выходящий за пределы
оттиска.
К отделению оттиска от модели приступают
после полного затвердения гипса. Сначала
снимают ложку, постукивая шпателем о
ручку ложки, потом край оттиска
окончательно освобождают от излишков
гипса и рычагообразными движениями
шпателя, установленного под край оттиска
или по линии излома или разреза, отделяют
куски гипса.
При отделении оттиска от модели вначале
нужно освободить зубы, чтобы их не
поломать, а затем оставшиеся части
оттиска удаляют легкими ударами молоточка
по оттиску. Для облегчения отделения
оттиска от модели желательно, чтобы
гипс оттиска и гипс модели был разного
цвета. Это может быть достигнуто окраской
воды перед замешиванием гипса для
оттиска или модели.
Супертвердые гипсы (α-полугидраты)
– Супергипс (Россия), Бегодур, Бегостоун,
Дуралит, Вел-Микс Стоун и Супра Стоун
(Германия), Фуджи Рок (Япония) – имеют
время затвердевания 8–10 мин, при этом
расширение во время затвердевания не
превышает 0,07–0,09%, прочность при давлении
через 1 ч после затвердевания составляет
30 Н/мм2, через 1 сут – 35–60 Н/мм2.
Применяются при изготовлении разборных,
комбинированных с обычным гипсом моделей
челюстей. Соотношение порошка и воды
составляет 100 г на 22–24 мл.
Синтетические супертвердые гипсы,
например Молдасинт (Германия)
характеризуются примерным коэффициентом
расширений через 2 ч. равным 0,1%. Соотношение
при замешивании – 100 г на 20–23 мл,
сопротивление сжатию – 48 Н/мм2.
Порошки супергипсов и вода строго
дозируются и замешиваются в вакуумных
смесителях (Вакурет-С. Юниор, Вамикс-2м,
Матова-СЛ). Формы заполняются ими на
вибростоликах (Вибромистер, Вибробой.
Вибробеби, КВ-16, КВ-36, КВ-56, все – Германия).
Это исключает пористость и недоливы
модели.
Гипс долгое время был основным материалом
для оттисков. Это объясняется его
доступностью и дешевизной. Кроме того,
он дает четкий отпечаток поверхности
тканей протезного ложа, безвреден, не
обладает неприятными вкусовыми качествами
и запахом, практически не дает усадки,
не растворяется в слюне, не набухает
при смачивании водой и легко отделяется
от модели при употреблении простейших
разделительных средств (вода, мыльный
раствор и др.).
Наряду с положительными качествами
гипс имеет и ряд недостатков, в результате
чего за последние годы стал вытесняться
другими материалами. Он хрупок, что
часто приводит к поломке оттиска при
выведении из полости рта, при этом мелкие
детали его, заполняющие пространство
между зубами, часто утрачиваются. Этот
недостаток гипса особенно проявляется
в случаях, когда имеет место дивергенция
и конвергенция зубов, их наклон в язычную
или небную стороны, а также при пародонтозе,
когда значительно величины размеры
внеальвеолярной части зубов. С помощью
гипса при известной сноровке можно
получить хороший анатомический оттиск,
но почти невозможно сделать функциональный
оттиск с беззубой челюсти, так как он
быстро отвердевает.
Гипс невозможно использовать для
получения оттисков при изготовлении
вкладок. К недостаткам относится
продолжительное время затвердевания,
отделения модели от слепка, что требует
определенного опыта и навыков,
невозможность повторного использования
и пр. Однако, не следует, забывать, что
гипс очень дешевый материал в условиях
массового протезирования его еще долгое
время будут применять.
Кроме гипса, к группе
кристаллизующихся относятся
цинкоксидэвгеноловые
пасты.
Впервые цинкоксидэвгеноловый оттискной
материал был описан в 1934 г. Россом, а в
1935 г. в США начали выпускать подобный
материал под названием «Паста Келли».
В настоящее время имеется большой выбор
этих оттискных масс, выпускаемых
различными промышленными фирмами: Репин
(Чехия), Дентол (Россия) и др.
Цинноксидэвгеноловые оттискные массы,
в частности Дентол, безвредны, не имеют
неприятных запахов, обладают большой
пластичностью, дающей возможность
получить точный рельеф поверхности
протезного ложа. Масса не растворяется
в слюне. Фаза пластичности у дентола
длится от 2 до 5 мин и позволяет оформить
край оттиска функциональными пробами.
Оттиск может сохраняться продолжительное
время после получения, не изменяясь в
объеме.
Введение в цинкоксидэвгеноловую массу
канифоли, вазелинового масла и других
добавок обеспечивает пластические
свойства массы и делает пригодной для
получения оттисков.
Наиболее распространен чешский «Репин»,
представляющий собой две алюминиевые
тубы с белой (основная) и желтой
(катализаторная) пастами. Основная паста
содержит окись цинка (80%) и инертные
масла. В состав катализаторной пасты
входят гвоздичное масло (эвгенол) — 15%,
канифоль и пихтовое масло – (65%),
наполнитель (тальк или белая глина) —
15%, ускоритель (хлористый магний) — 4%. Обе
пасты смешиваются в равном соотношении.
Реакция преципитации, происходящая
между эвгенолом и оксидом, приводит к
отвердению материала, которое ускоряется
при повышении интенсивности замешивания,
давления, влаги и температуры. Для
получения нужной массы пасты смешивают
до сметанообразной консистенции и
укладывают на слепочную ложку, которую
затем вводят в полость рта, прижимают
к челюсти, выдерживают в течение 1-2-3
минут и выводят. Пасту эту применяют в
основном для слепков с беззубых челюстей.
При этом получается четкий отпечаток
слизистой оболочки протезного ложа.
Отливку модели следует проводить в
течение первых суток, так как после
более длительного срока хранения оттиск
деформируется.
Однако при всех своих достоинствах
цинкоксидэвгеноловые пасты вытеснены
силиконовыми и полисульфидными оттискными
материалами и находят основное применение
в качестве временного фиксирующего
материала для несъемных протезов