

При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.

Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери 🙂 нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в
некоторой степени можно сравнить с процессом склеивания. Только здесь для
соединения деталей используется расплавленный металл. В качестве такового
выступает припой.

У него
довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
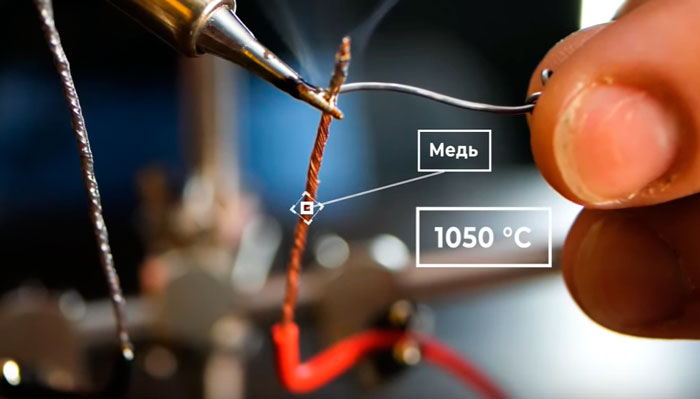
Например, у
меди этот показатель достигает 1050С. В то время как у оловянно-свинцового
припоя ПОС-61 он равняется всего 190С.
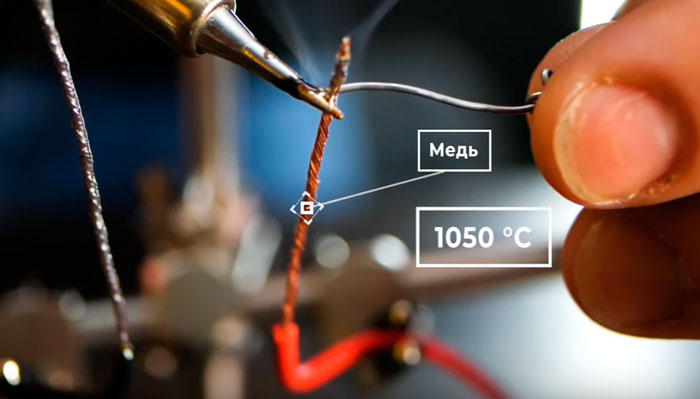

То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.

При этом
никогда не забывайте главное правило ремонтника – горячий паяльник выглядит
также, как и холодный.
Ошибка №2
Обстукивание и размахивание паяльником.
Ошибка №2
Обстукивание и размахивание паяльником.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.

Также с
размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он
может попасть в глаза, от этого еще могут пострадать и ваши дети.

Красивая
капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии
ее найдет и съест.
Ошибка №3
Работа без очков.
Ошибка №3
Работа без очков.

При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.

Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.



Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Ошибка №4
Применение паяльника не по назначению.
Ошибка №4
Применение паяльника не по назначению.

Запомните,
паяльник предназначен для пайки жил эл.проводки, светодиодной ленты,
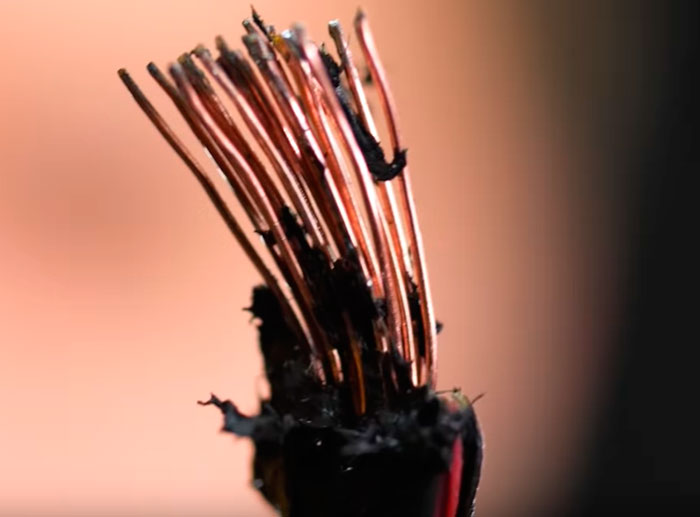
компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать
изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.

Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” 😊
Ошибка №5
Пайка под напряжением.
Ошибка №5
Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это
намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность
элемента. Однако с такими кнопочками часто путаешься в каком они состоянии,
отключенном или включенном.
Если на
вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей
части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”.
😊

Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.

Сперва
убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить
можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.

Ошибка №6
Неправильный подбор флюса.
Ошибка №6
Неправильный подбор флюса.

Почему
нельзя паять без флюса? Дело в том, что на любых деталях или проводах
присутствует, так называемая оксидная пленка, содержащая микроскопические
частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.

Некоторые
советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от
нее лучше.

По сути,
кислота это тот же самый флюс, но не простой, а активный. А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.

Это конечно
происходит не сразу, но через несколько месяцев место пайки может превратится в
кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы
несколько микрокапелек кислоты.
А она
проникает во все поры, и простое протирание тряпочкой не всегда спасает.
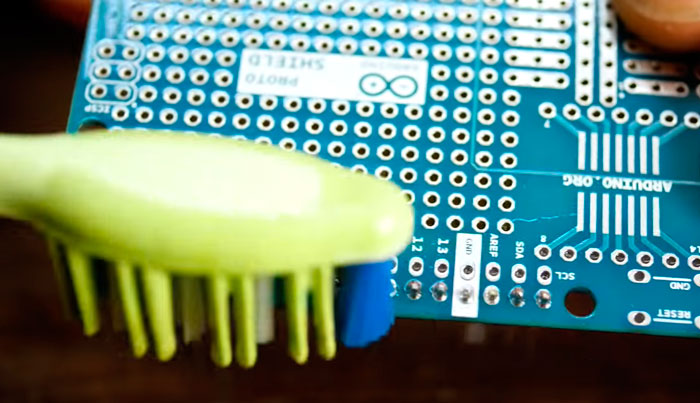
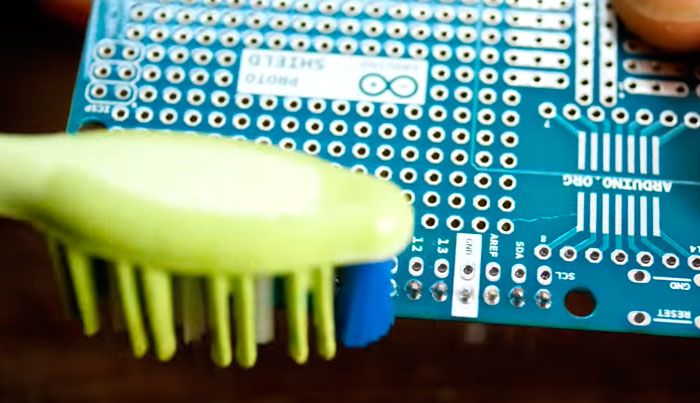
Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.

Работая со
старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется
соскрябывать все это дело ножиком.

Профессионалы
советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
- активные, содержащие кислоту
- нейтральные

Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами.

Кислота
помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать
короткое замыкание.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

Она выгорает
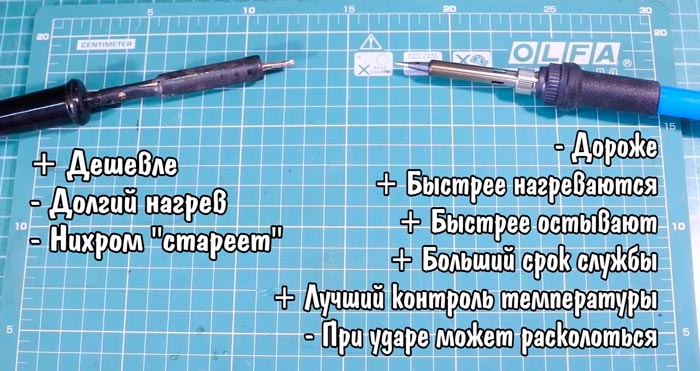
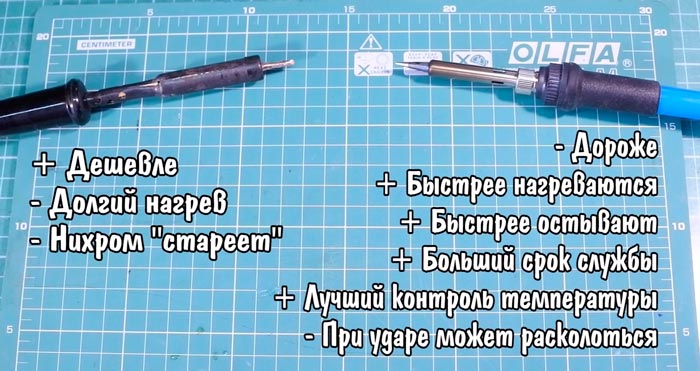
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.

Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.

Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

- отвертка
Для пайки
крупных компонентов.
- скошенная кромка
Для переноса
припоя.
- конус
Для средних
по размеру компонентов.
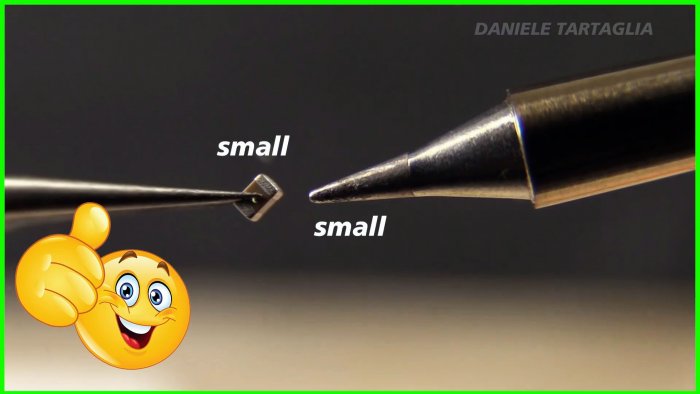
- игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Ошибка №8
Новый паяльник плохо паяет!
Ошибка №8
Новый паяльник плохо паяет!
Запомните,
что сразу после покупки или обработки напильником, блестящее медное жало паять
нормально не будет.

Для этого
его необходимо залудить до такого состояния, чтобы оно целиком было покрыто
ровным слоем припоя.

Только в
этом случае инструмент считается готовым к полноценной работе.
Ошибка №9
Низкая и высокая температура.
Ошибка №9
Низкая и высокая температура.
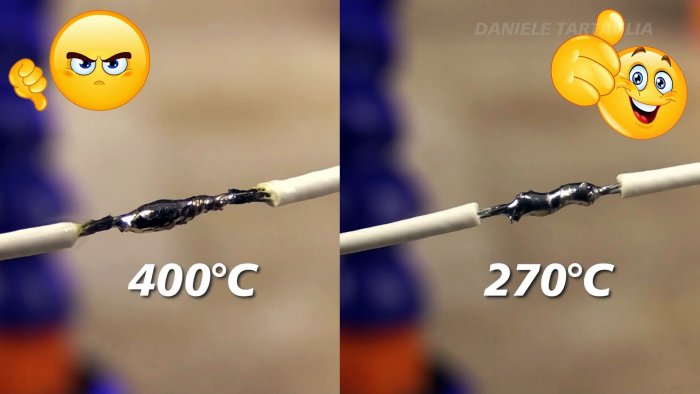
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.

Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.

С таким
нагревом хороший результат пайки будет гарантирован.
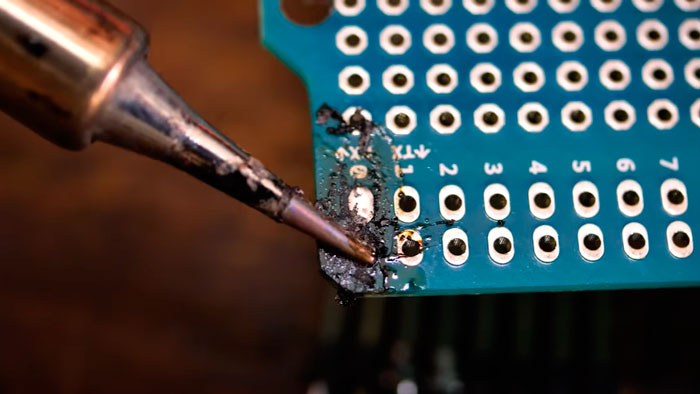
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.

Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.
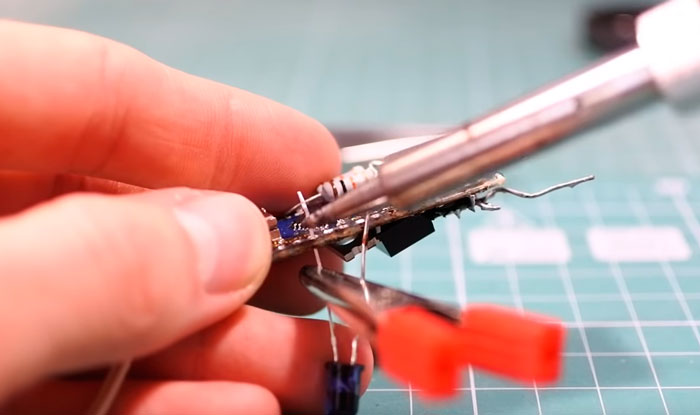
А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
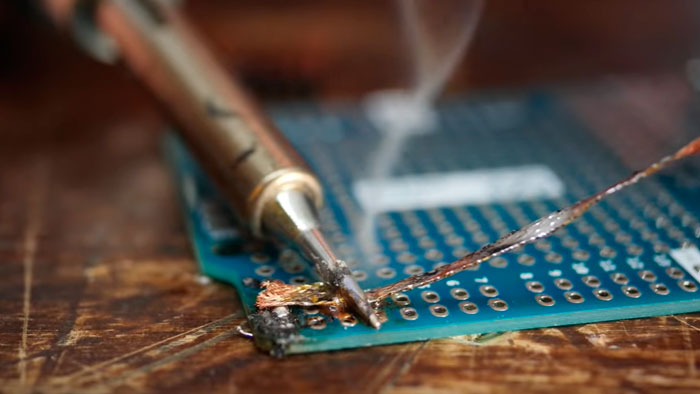
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).

Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
Пайка достаточно кропотливый процесс, всем тонкостям которого нужно учиться не один месяц. Дело не только в сложности зачистки и лужения, но и во множестве различных мелочей. Рассмотрим 11 советов, при использовании которых ваша техника пайки перейдет на новый уровень.
Используйте подставку

Даже если ваш паяльник можно положить на стол, и он не будет касаться столешницы жалом, все равно пользуйтесь подставкой. Существует риск, что вы случайно подтянете кабель, и просто прожжете его изоляцию. С подставкой это исключается.

Не чистите жало наждачкой

Жало очень хорошо очищает наждачная бумага, но она его портит. Используйте специальную проволочную губку. Достаточно протереть его с каждой стороны, и оно будет чистым. Не стоит тереть этим ершиком сильно.

Также хорошо чистит наконечник смоченная в воде губка. Она вообще не может ему навредить, поэтому это лучшая альтернатива.

Если ничего под рукой нет, то можно просто встряхнуть паяльником вниз, и весь припой свалится на стол. Способ менее эффективный, но работает.
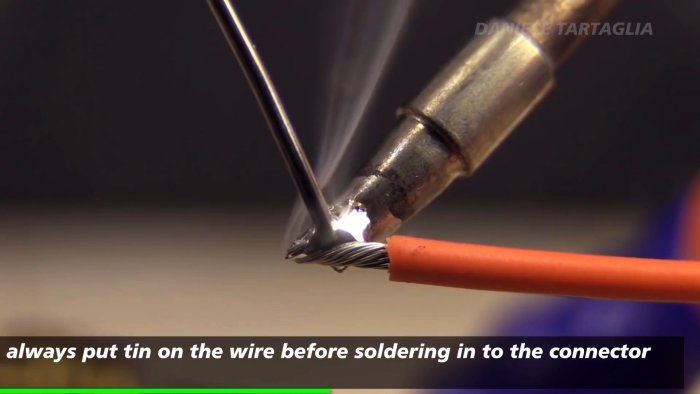
Не лудите провод припоем из жала

При переносе припоя с жала на провод ничего нормального не получится. Действовать надо по-другому. Разогрейте провод паяльником, и прикладывайте к нему олово, тогда оно отлично растечется.

При разогреве провода, на жале должен быть припой

Если просто приложить жало к жиле, то ввиду малой площади контакта та будет разогреваться долго. Просто нанесите сначала немного припоя на сам паяльник, и тогда тот послужит проводником тепла. Как следствие провод разогреется быстрее.

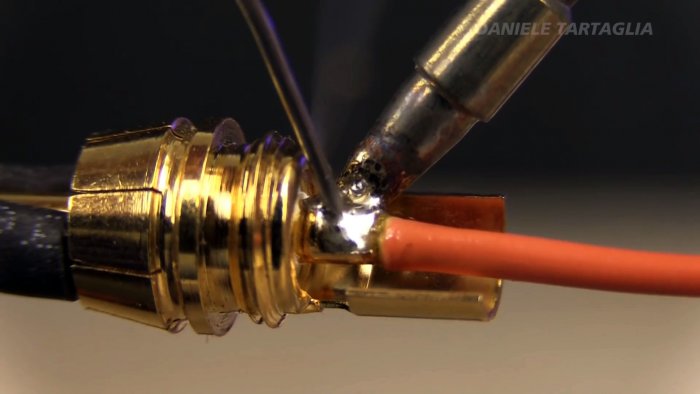
Сначала лудим, затем паяем
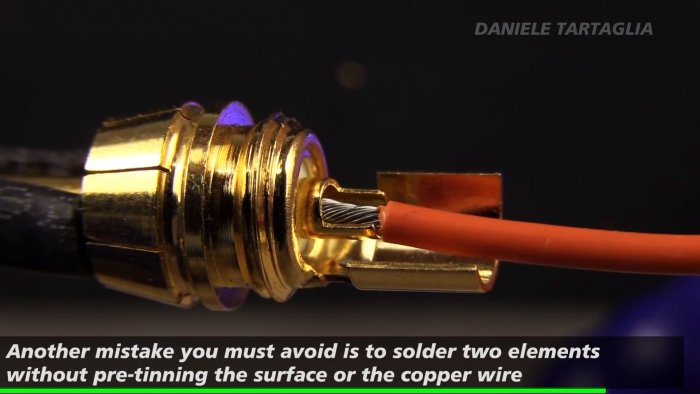
Чтобы спаять 2 провода, или жилу с разъемом, нужно сначала ее залудить. Затем на жало наносится немного олова, наконечник прислоняется к разъему, тот греется и потом все заливается расплавляемым припоем.
Аналогичная ситуация и при пайке провода к контакту. Нужно залудить обе поверхности, разогревая их. Затем они прикладываются друг к другу, греются и сами спаиваются уже без дополнительного олова.
Никогда не охлаждайте жало в воде
Если жало слишком нагрелось и нужно снизить его температуру, нельзя его опускать в холодную воду. В идеале дать ему остыть естественным образом. Чтобы ускорить процесс, можно отключить паяльник и протереть его грубой ветошью. Она возьмет на себя часть тепла.

Пайка с оксидной пленкой бесполезна
Не пытайтесь спаять детали, если на их поверхности имеется оксидная пленка. Она просто не даст олову прилипнуть. Ее нужно предварительно стереть абразивом.

Помешать пайке может не только заметная зеленая оксидная пленка, но и недавно появившаяся темная. В идеале всегда сначала протереть поверхность абразивом, а уже потом паять, особенно если это плата.


Не дышите дымом от припоя и флюса
Занимайтесь пайка на свежем воздухе или под вытяжкой. Как минимум поставьте вентилятор, чтобы он удалял дым в сторону от вашего лица, и вы не дышали этим концентратом. Он вреден для здоровья, поэтому ничего не паяйте в закрытом непроветриваемом помещении.

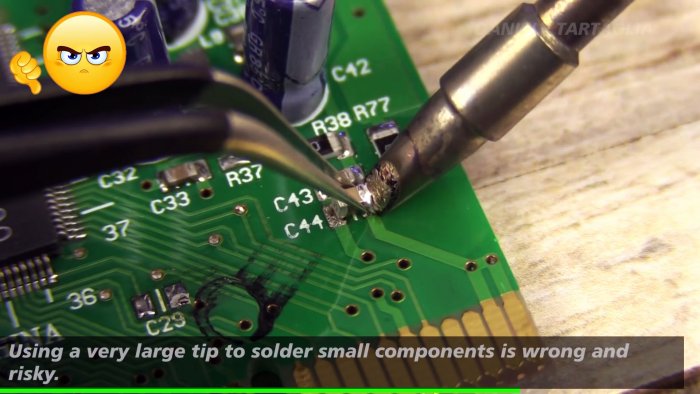
Для каждой работы должно быть свое жало
Не нужно стараться припаять мелкую деталь большим жалом и наоборот. В первом случае это будет неудобно, и вы обязательно что-то попутно расплавите или припаяете лишнее. Во втором случае качественной пайки не получится, так как детали не прогреются равномерно.

Контролируйте температуру

Если используется паяльник с регулировкой и термометром, то обязательно контролируйте температуру. Она должна быть такой, как нужно для конкретного припоя. Перегретое жало кроме олова попутно расплавит различные диэлектрические элементы, такие как изоляция, вставки, втулки.


Толщина припоя должна соответствовать размеру спаиваемых деталей
Если нужно припаять мелкую деталь, не используйте для этого толстый пруток припоя и наоборот. Его диаметр должен соответствовать масштабу работ.

Так же посмотрите лайфхак, как моментально очистить жало — https://sdelaysam-svoimirukami.ru/4480-kak-momentalno-ochistit-zhalo-payalnika.html
Смотрите видео
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
Области соединений:
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу “спаять” стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
Нельзя:
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после “пайки”
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
При подключении светодиодной ленты, креплении светодиодных лампочек, микроконтроллеров и радиодеталей не обойтись без такого полезного навыка, как пайка.
это высококачественный припой, обеспечивающий надежное и прочное контактное соединение.
Однако в этом нехитром деле есть множество нюансов, которые могут раз и навсегда испортить не только ремонтируемую деталь, но и сам паяльник. А иногда даже вызывают серьезные травмы.
Даже умелые мастера, впитавшие так называемую парочку канифоли с грудным молоком 🙂 нет, нет и даже забывают элементарные правила пайки. О том, как правильно паять светодиодную ленту, читайте в отдельной статье.
Давайте подробнее рассмотрим вопрос, как паять и к чему приводят такие ошибки.
Сварку в определенной степени можно сравнить со склеиванием. Только здесь для соединения деталей используется расплавленный металл. Сварка действует как таковая.

Он имеет довольно низкую температуру плавления. Кроме того, она ниже температуры плавления самой детали.
Например, в меди этот показатель достигает 1050 ° C. В то время как в оловянно-свинцовом припое ПОС-61 она всего 190С.

То есть, нагревая или капая на деталь такой металл, повредить ее проблематично.
Так каких же глупых ошибок нельзя делать при пайке?
Содержание
- Ошибка №1Не пытайтесь поймать падающий паяльник – пусть падает!
- Ошибка №2Обстукивание и размахивание паяльником.
- Ошибка №3Работа без очков.
- Ошибка №4Применение паяльника не по назначению.
- Ошибка №5Пайка под напряжением.
- Ошибка №6Неправильный подбор флюса.
- Ошибка №7Чистка жала.
- Ошибка №8Новый паяльник плохо паяет!
- Ошибка №9Низкая и высокая температура.
- Ошибка №10Излишки припоя.
Ошибка №1Не пытайтесь поймать падающий паяльник – пусть падает!
Однако каким бы дорогим ни был пол, рефлекторное движение по ловле упавшего орудия ни к чему хорошему не приведет.

При этом не забывайте главное правило мастера по ремонту: горячий паяльник выглядит так же, как и холодный.
Ошибка №2Обстукивание и размахивание паяльником.
Не пытайтесь стучать современным паяльником по столу. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.

Также не стоит слишком сильно стряхивать расплавленный припой с паяльника. Он может не только попасть вам в глаза, но и причинить вред вашим детям.

Красивая капля незаметно упадет где-нибудь на пол, и впоследствии ребенок найдет ее и съест.
Ошибка №3Работа без очков.

При сварке помните, что вы имеете дело с расплавленным металлом. И если капля олова, упавшая на руку, мало кого может напугать, то раскаленная нога, перепрыгнувшая радиодеталь, случайно попав в глаз, приводит к печальным последствиям.

Особенно опасна сварка на земле или под потолком. В этом случае нити могут соскочить со своего места, и банка «уколется» вам в глаз.
Поэтому в таких случаях старайтесь всегда носить и использовать защитные очки. Также не забывайте об органах дыхания.



Даже простая вентиляция помещения или небольшой USB-вентилятор Carlson на рабочем столе никогда не будут лишними.
Ошибка №4Применение паяльника не по назначению.

Помните, паяльник предназначен для пайки электрических проводов, светодиодных лент, радиодеталей или электронных плат. Они не могут плавить и снимать изоляцию с ПВХ-проводов.
Это не только не эстетично, но и портит сами вены. Расплавленный пластик попадает в провода и застревает в них.
Застоять эти вены нормально уже не удастся. Хотя у некоторых на этот счет совершенно иное мнение.
Кроме того, радиолюбительским паяльником не следует заваривать отверстия в пластиковых трубах и тем самым пытаться устранить в них протечки.

Используйте каждое устройство по прямому назначению, и у вас не будет проблем. Хотя, как гласит популярная примета: «Если вы связаны, ваш рот заклеен изолентой, и вы видите перед собой человека с паяльником, это, скорее всего, вызовет проблемы.” 😊
Ошибка №5Пайка под напряжением.
Казалось бы, какой дурак сваривает живую деталь? Однако многие люди действительно выполняют такую работу. Выключают встроенный микровыключатель на корпусе ремонтируемого устройства, забывая отключить питание от розетки.

Это сделано намеренно, чтобы быстро проверить работоспособность предмета сразу после ремонта. Однако с такими кнопками вы часто не понимаете, в каком состоянии они находятся, отключены или включены.
Если на вашей плате случайно появится напряжение и вы коснетесь прокола токопроводящей части, произойдет короткое замыкание и вы перейдете в режим «точечной сварки”. 😊
Кстати, этот момент касается не только сети 220В, но и всех элементов с питанием от встроенных аккумуляторов и аккумуляторов. Например, сотовые телефоны.
То же самое и с блоками питания с конденсаторами.
Сначала убедитесь, что они плоские, и только потом заходите внутрь. Разрядить можно нагрузкой — высокоомным резистором или лампочкой (понятнее).
Если вы забудете это сделать или отключите аккумулятор, ваше устройство может полностью и безвозвратно умереть во время этого ремонта.

Ошибка №6Неправильный подбор флюса.

Почему нельзя паять без флюса? Дело в том, что на любой детали или резьбе есть так называемая оксидная пленка, содержащая микроскопические частицы жира, пота, грязи и так далее
Иногда это не позволяет сварному шву нормально прилегать к поверхности.
При обработке с потоком изображение кардинально меняется.
Флюс не только способствует растворению этой пленки, но и не дает ей снова образовываться в процессе сварки. Благодаря этому олово самостоятельно обволакивает, пропитывает и проникает во все поры между прожилками.

Раньше наши бабушки и дедушки использовали аспирин вместо ручья. Почему нет? Канифоль — это абиетиновая кислота, а аспирин — это ацетилсалициловая кислота. Что, если не кислота для очистки оксидов?
Однако будьте в этом вопросе очень осторожны.

Некоторые рекомендуют использовать только кислотный припой в качестве флюса. Предположительно эффект лучше.

По сути, кислота — это тот же поток, но не простой, а активный. Это значит, что вместе с пленкой он отлично растворяет сами компоненты.

Это, конечно, происходит не сразу, но уже через несколько месяцев место пайки может превратиться в студень. Это происходит, если на поверхности остается хотя бы несколько микрокапель кислоты.
Причем проникает во все поры и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или зубную щетку, смоченную изопропанолом или спиртом.
При работе со старыми деталями, покрытыми толстым слоем грязи и оксида, не рекомендуется все соскабливать ножом.
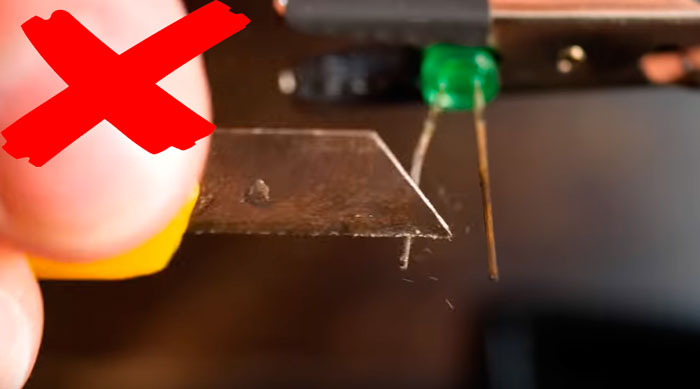
Профессионалы рекомендуют использовать ластик.
При пайке строго различать флюсы (канифоль, кстати, тоже флюс). Они есть:
- активный, кислый
- нейтральный

Однако все эти жидкости необходимо удалить с поверхности материала после сварки.
Осторожно обращайтесь с активными и не используйте их при работе со светодиодными лентами, электронными платами.

Кислота, помимо коррозии поверхности, способна проводить ток и, следовательно, непреднамеренно вызывать короткое замыкание.
Ошибка №7Чистка жала.
По истечении определенного времени работы жало любого паяльника покрывается нагаром. В первую очередь это касается работы с канифолью.

Он исчезнет и оставит неизгладимые следы. Старые советские паяльники изготавливались с нагревательным элементом из нихромовой проволоки и медным наконечником.

После этого «заражения» все было просто заархивировано. Но с новыми моделями этот трюк больше не работает.

У них есть керамический нагревательный элемент и распыляющий никелированный медный наконечник для лучшей адгезии к олову. Если пару раз пройтись по такому проколу наждачной бумагой или напильником, вы просто сотрете все чудо композиции.

После такой обработки вы сразу можете заказать себе новое устройство.
В связи с этим обстоятельством, казалось бы, необходимо сделать однозначный выбор в пользу медного инструмента. Однако с медью не все так просто.
При частой работе жала таких паяльников выгорает до такой степени, что через время необходимо покупать новые или полностью менять паяльник. В современных моделях такой проблемы нет.

Чтобы безопасно очистить наконечник нового образца, есть специальная губка.
Некоторые до сих пор этого не знают, но его нужно смочить.

При пайке удаляйте с нее весь нагар, и проблем с длительной работой инструмента не возникнет.

Правильно выбирайте жало при выборе паяльника. Диаметр наконечника должен быть на порядок больше диаметра проволоки, в противном случае температура наконечника сильно упадет при контакте с проводом и не сможет нагреть точку пайки.
Наиболее популярны 4 вида из них:

- отвертка
Для сварки крупногабаритных деталей.
- скошенный край
Для переноса припоя.
- конус
Для компонентов среднего размера.
- иголка
Для работы с мелкими деталями (диоды SMD).
Доступны высококачественные модели разных типов одновременно с разными формами.
Ошибка №8Новый паяльник плохо паяет!
Помните, что полированный медный наконечник обычно не припаивается сразу после покупки или хранения.

Для этого его нужно залудить в таком состоянии, чтобы он был полностью покрыт равномерным слоем припоя.

Только в этом случае инструмент считается готовым к полноценной работе.
Ошибка №9Низкая и высокая температура.
Если у вашего паяльника есть функция регулирования температуры, не устанавливайте более высокие значения для нагрева. При более низких температурах укусы держатся дольше.

Однако t не должно было уменьшаться слишком сильно. В противном случае припой перестанет плавиться нормально и прилипнет к поверхности.
Какую оптимальную температуру установить? Все зависит от используемого припоя. Перед каждым сварным швом ищите в Интернете его характеристики, а именно температуру плавления.
После этого смело прибавляйте к этому значению 50 градусов и выставляйте на паяльнике нужные числа. Для обычных сварных швов это значение составляет -200 ° C + 50 ° C.

При таком нагреве будет гарантирован хороший результат сварки.
Ошибка №10Излишки припоя.
Бывает, что при пайке электронных плат можно случайно переборщить с пайкой. Или место сварки элементарно перепутать.

Что делать в этом случае? Казалось бы, все просто. Достаточно нагреть место и удалить всю лишнюю банку.
Однако выполнять эту процедуру только одним паяльником не всегда безопасно. Дело в том, что такая чистка длится долго, и с каждым прикосновением к компоненту область пайки нагревается все больше и больше.
В конце концов, кусок доски пригорит, и следы просто растают.
Кто-то советует в этом месте по возможности прильнуть к «крокодилу», который должен взять на себя лишнее тепло.
Но что делать, если на плате нет места припоя, а несколько подряд?
Чтобы безопасно припаять длинную деталь, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с потоком внутри. Приложите его в желаемом месте, надавите на верх паяльником и медленно растяните.
В то же время он поглотит весь излишек припоя, освобождая место для припоя. Есть и специальные насосы для распайки, но это устройства для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных хватит косички. Таким образом, можно смонтировать медную оплетку из экранированного провода (антенного или кабеля РК ТВ).

Непосредственно перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
 В этой статье мы начнем работать с паяльником на практике. Узнаем о самых важных основах пайки и работе необходимых инструментов.
В этой статье мы начнем работать с паяльником на практике. Узнаем о самых важных основах пайки и работе необходимых инструментов.
В следующих статьях мы будем заниматься только самым важным — пайкой новых электронных компонентов. Но начнем с самого начала, т.е. с информации о самой пайке.
Наша цель — познакомиться с паяльником (особенно с его жалом), понаблюдать, как ведет себя расплавленный припой и как организовать свое рабочее место. Исходя из этого мы (пока) не будем стремиться к идеальным припоям.
Мягкая пайка
Во время этого процесса мы хотим соединить два металла с температурой плавления ниже, чем температура плавления соединенных металлов. Мягкая пайка работает при температуре до 450ºC, в электронике, однако, мы работаем ближе к 250ºC.
На практике: мы берем два металла (печатную плату и элемент или два элемента), а затем соединяем их расплавленным оловом.
Также стоит знать, что такое пайка. Это соединение металлов с помощью связующего, расплавленного до температуры более 450ºC (чаще всего до ~ 2000ºC). Здесь, например, вместо паяльников используются кислородно-ацетиленовые сварки, а самой связкой может быть, например, чистая медь. Конечно, такие связи намного прочнее, но в электронике они не используются. Эта технология используется, например, при соединении труб.
Пайка в три этапа
Помните, что процесс пайки можно упростить до трех этапов:
- прикладывая паяльник к элементу и паяльной плате,
- нагрев паяных поверхностей,
- плавление олова горячими элементами.
Самая большая, самая распространенная и наихудшая ошибка при пайке — это попытка припаять олово, нагревая олово на паяльнике, а затем перемещать его в точку пайки. Так делать не стоит!

Исключение составляют специальные мини-наконечники для пайки SMD-компонентов.
Что будем паять?
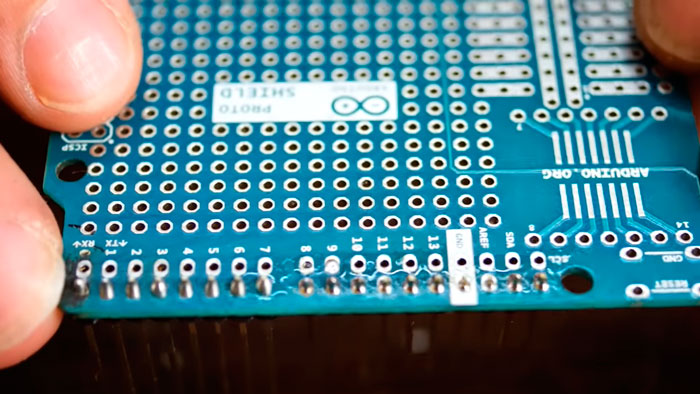
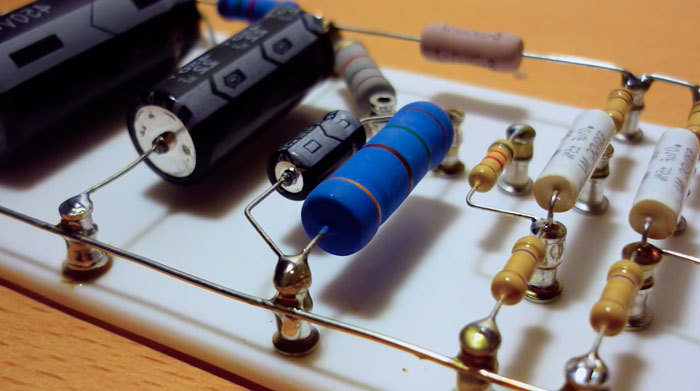
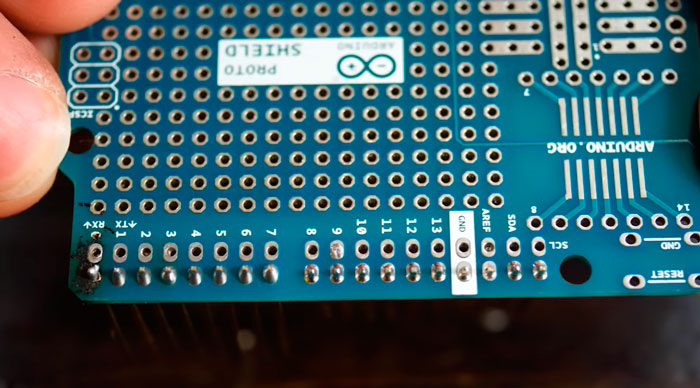
Как упоминалось во введении, цель этой статьи — познакомиться с паяльником. Поэтому паять электронные компоненты мы пока не будем. Мы позаботимся о оловянном покрытии колодок на платах.
Наша плата состоит из 4-х секций:
Соответственно:
- Зеленая секция — колодки, соединенные тройками,
- Оранжевая секция — колодки, соединенные в большой прямоугольник,
- Красная секция — колодки соединены в большой прямоугольник (без зазоров),
- Отсутствие цвета — круглые отверстия (для вставки элементов).
Первые 3 раздела внешне идентичны. Ведь серебристые накладки одинакового размера. Однако ключевым моментом здесь является их комбинация. Благодаря этому мы сможем проверить, как влияет площадь паяного места на весь процесс. К нему мы вернемся позже.
Настройка оборудования
Начнем с настройки третьей руки, универсального хвата. Благодаря ему можно будет удобно припаять элементы к плате. Лучше всего держать инструмент перед собой.
Для большей устойчивости третью руку можно прикрепить к столу (например, с помощью двустороннего скотча).
Из-за того, что при пайке мы оказываем небольшое давление на плату, все это должно быть хорошо скручено. Мы также предлагаем вам повернуть относительно тяжелую лупу назад. Она станет хорошим противовесом.
Первый контакт с паяльником
Настала пора первого контакта с паяльником. Установите станцию с подставкой для паяльника на стол с правой стороны. Такой вариант будет наиболее удобен для правшей. Главное, не тянуться к паяльнику по диагонали (будем избегать запутывания кабелей).
Прежде чем подключиться к источнику питания, стоит познакомиться с предельно простым интерфейсом нашей станции. На передней панели мы находим световой индикатор и большую ручку для выбора нужной температуры.
Светодиод горит только тогда, когда происходит нагрев паяльника! Когда паяльник не нагревается, светодиод гаснет.

Конечно, для начала нужно подключить сам паяльник к станции. Затем затяните гайку. Вероятность того, что мы его открутим в будущем, очень мала.

Также перед подключением к источнику питания снимите с наконечника защитную трубку. Она нужна только для транспортировки станции. А теперь самое время познакомиться и с паяльником. Самостоятельно делать это необязательно, достаточно посмотреть фото ниже.

Как видите, открутив гайку, можно снять защиту и вынуть жало. Делать это нужно аккуратно, чтобы не повредить белый уплотнитель. В будущем, когда вы начнете работать с более мелкими элементами, вы сможете купить более тонкое жало.

Теперь подключаем станцию к электричеству и включаем выключатель с правой стороны. Устанавливаем температуру от 250 до 300ºC и ждем, пока диод не перестанет светиться.
А пока обязательно смочите прилагаемую губку. Благодаря ей мы сможем легко очистить жало паяльника. Губка должна быть влажной, а не полностью мокрой!

Как лужить наконечник
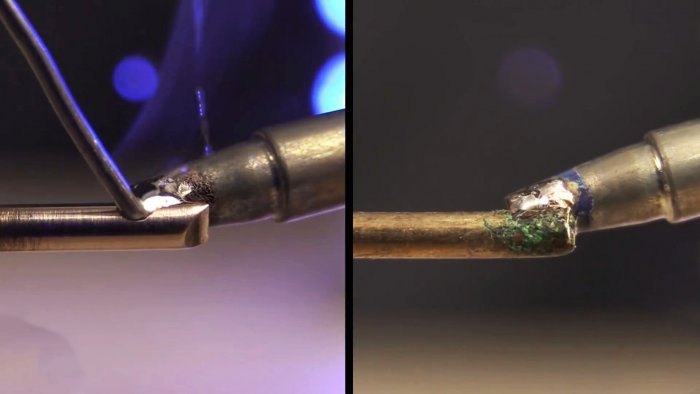
В Интернете можно найти различные способы ухода за жалом паяльника. Наша цель — сохранить его всегда красивым и сияющим. Лужение заключается в расплавлении большого количества олова на кончике паяльника и последующей его очистке губкой. После такой операции жало должно быть гладким и серебристым.
Жало не должно выглядеть так:

Жало покрыто специальным защитным слоем! Очистка жала ножом или наждачной бумагой приведет к необратимому его повреждению!
Теперь можно приступить к пайке.
Пайка — типичные ошибки
Мы еще не приступили к пайке элементов, а уже говорим об ошибках? Да, к сожалению, но на этом этапе вы можете сделать несколько ошибок. Самые распространенные из них:
- слишком мало олова,
- слишком много олова,
- пайка при слишком низкой температуре.
Как избежать вышеуказанных ошибок? Это совершенно очевидно (выберите правильную температуру и используйте оптимальное количество олова). Ищите золотую середину. Практикуйтесь!
Если вы уже совершили какую-либо из вышеперечисленных ошибок, не беспокойтесь. В следующих статьях мы также затронем тему устранения наиболее распространенных проблем при пайке!
Вывод
Эта статья получилась не очень длинной, хотя и пришлось описать фундаментальные основы пайки. В следующих статьях мы сосредоточимся на пайке элементов. Мы покажем вам, сколько олова использовать при пайке. Если вы думаете, что эти данные статьи не имеют смысла, то вы ошибаетесь! Скоро вы узнаете, где вам пригодятся знания из этого раздела!
В следующей статье мы припаяем недостающие элементы к нашей плате. Если у вас есть вопросы, не стесняйтесь комментировать. Обязательно будем решать проблемы вместе.
С Уважением, МониторБанк