

Сварщиками не рождаются, а становятся в процессе мучительных тренировок, испытаний, и познаний азов электросварки. Каждый раз, преодолевая трудности на пути к изучению чего-либо, мы допускаем ряд ошибок, которые не совершаются впоследствии.
Не исключением тому является и ручная дуговая сварка, освоить которую может каждый желающий, приобретя недорогой инвертор. При этом полученных знаний с лихвой хватит для того, чтобы варить для себя, не обращаясь за помощью к специалистам.
В данной статье сайта mmasvarka.ru будут рассмотрены основные ошибки при сварке инвертором, а также рассказано, как их не допустить в дальнейшем. Статья ориентирована, прежде всего, на новичков сварочного дела.
Ошибки начинающего сварщика
Для большинства людей процесс сварки металлов кажется чем-то сложным и непознаваемым. Однако на самом деле, все достаточно просто. Стоит лишь взять в руки держатель с электродом, после чего становится понятно, что сварка, это всего лишь технологический процесс, который обладает своими особенностями.

Начиная только варить, новичками допускаются следующие ошибки:
Неправильная подготовка металла — варить ржавый и неочищенный от грязи металл, тяжело даже опытному сварщику, не говоря уже о том, кто впервые работает со сваркой. Наличие ржавчины на металле существенно ухудшает контакт, вследствие чего возникают трудности с розжигом дуги и сваркой металла вообще. Очистить металл от ржавчины можно болгаркой или металлической щеткой. Доводить его до блеска нет нужды, однако нормальный контакт между массой и электродом, все-таки должен быть обеспечен.

Неправильные настройки инвертора — качество сварочного шва зависит не только от умения варить электродом. Здесь многое зависит от правильности настроек сварочного инвертора, поэтому знания в этом, крайне необходимы. Даже начинающий сварщик должен понимать, какими электродами можно варить тонкий металл, какой ток при этом выставить, как правильно держать, и с какой скоростью вести электрод. Ответы на все данные вопросы вы сможете найти на сайте.
Техника безопасности при сварке инвертором
Пренебрежение собственной безопасностью — эту ошибку следовало бы вынести на самое первое место, как некое правило, нарушение которого попросту недопустимо. Вся любовь к электросварке будет сведена на «нет», когда вы получите сильный ожог или удар током, безвозвратно испортите собственное зрение. Поэтому к технике безопасности при сварке нужно относиться с особой ответственностью, и ни в коем случае не экономить на амуниции для этого. Лучше взять для изучения электросварки качественную маску «Хамелеон», чем все время «ловить зайчиков», не успев прикрыть глаза от стопроцентного ожога.

Чрезмерная уверенность — некоторые думают, что сварив несколько простеньких швов, можно приступать к более серьезным испытаниям. Они сразу же начинают варить трубы и баки для бани, ставить забор, который от одного удара ногой, рассыпается на части. Быть слишком уверенным в себе, когда это не так на самом деле, чревато неприятными последствиями, пускай даже без трав. Об этом стоит всегда помнить при обучении сварочному делу, поэтому спешка здесь должна быть исключена.

Сварка, это не только инвертор — при сварке различных конструкций из металла все время приходится что-то вымерять и подгонять по размеру. Например, для того, чтобы сварить тот же забор, нужно уметь пользоваться рулеткой, правильно считать до десяти, и уверенно держать в руках болгарку. Сварка металлоконструкций, связана не только с одним лишь инвертором и электродами. Поэтому все начинающие сварщики должны понимать, с чем они будут иметь дело в дальнейшем.

Перед началом сварочных работ новичку необходимо внимательно изучить правила безопасности. Таким образом, получится узнать много интересной и полезной информации об эксплуатации сварочного оборудования. Пренебрегать этим не следует, так как от этого напрямую зависит электробезопасность.
Выполнять сварочные работы необходимо в специальных перчатках и спецодежде, выполненной из негорючего материала. Все это является обязательным правилом, поскольку в результате использования инвертора можно запросто получить ожоги на коже.
Немаловажно использовать для таких работ прочную обувь. Ни в коем случае нельзя вправлять штаны внутрь сапог или расстёгивать пуговицы на кофте, так как частички раскалённого металла могут легко залететь под одежду.
Типичные ошибки начинающих сварщиков
Стоит знать, из-за использования длинных переносок мощность сварочного аппарата значительно снижается. Если другого выбора нет, то нужно разматывать полностью весь кабель.
Предварительно сварщику нужно убедиться, что электроды сухие и если нужно, осуществить их прокаливание. Отсыревшими электродами гораздо сложнее разжигать сварочную дугу. На упаковке написан режим, в котором должна производиться прокалка электродов. Для этого можно воспользоваться пеналом либо специальной печью.

Перед использованием маски «Хамелеон» её нужно вначале настроить. При этом учитывать следует величину сварочного тока и вид сварочных работ. В инструкции, прилагающейся к маске, написано вся интересующая информация. Лучше заранее убедиться в исправности светофильтра. Стоит не забыть перевести маску из положения зачистки.
Какие электроды лучше всего использовать сварщикам-новичкам
Начинающим сварщикам рекомендуется начинать сварочные работы с использованием рутиловых электродов МР3-С. Новичкам нежелательно применять электроды УОНИ либо варианты из старых запасов дедушек.

Новичку важно вначале научиться чувствовать сварку и осуществить пробные наплавки металла. Только после этого допускается испытывать свои знания и умения на сваривании каких-либо ответственных изделий.
Первые попытки рекомендуется выполнять на толстой металлической пластине удобных размеров. Сначала металл зачищается при помощи болгарки, а после этого накладывается валик в нижнем положении под углом. Правша наносит шов слева направо, а левша — справа налево.
Нужно научиться чувствовать разницу между величиной сварочного тока при манипуляциях с электродом. После чего направляется валик, соблюдая колебательные поперечные движения. Важно чтобы валик был ровным и имел равномерные чешуйки.

Требуется придерживаться короткой дуги. Это значит, что расположение электрода не должно превышать расстояние 3 мм от сварочной ванны. В данном случае немаловажно чувствовать величину тока и скорость.
Клемма заземления крепится поближе к месту сварки. При этом электрод плотно зажимается в держаке. После выполнения сварочных работ стоит сжигать электрод, оставив не меньше 10 см.
Как узнать – где металл, а где шлак
Новичку стоит научиться понимать, где металл, а где шлак. Через маску шлак имеет вид тёмных пятен. Когда сварочные работы будут завершены, требуется осторожно убрать шлак с помощью специального молоточка. Лучше при этом, чтобы маска была опущена.
Сварочный электрод зажигается, как спичка, либо легким постукиванием. Бывает такое, что электрод прилипает и после этого не зажигается. Нужно аккуратно убрать обмазку руками, поскольку в этом варианте сгорает стержень.

Нельзя стучать электродом, так как может отлететь обмазка больше требуемого, и стержень останется голым. Тогда риск залипания электрода лишь увеличится.
Когда начинающий сварщик со всем этим научится справляться, можно попробовать нанести вертикальные валики. Для этого прихватывается пластина к столбу и накладывается вертикальный шов.
Делается это снизу вверх. При использовании рутиловых электродов сварка выполняется в отрыв. Если и этот этап сварщик прошёл успешно, то он может пробовать приниматься за монтаж забора.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.

Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.

 Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.

Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
 Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».

Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
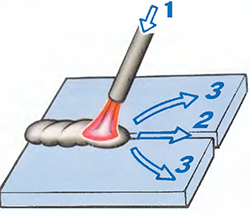 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
 Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.

 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
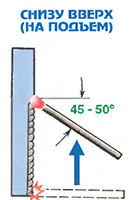
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!

Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Сварка
металлов – это технологический процесс, обладающий некоторыми
особенностями, и его познание достигается в результате тренировок,
испытаний и преодоления трудностей. Суть процесса заключается в
нагревании сплава электрической дугой, происходит деформация металла, и
частицы электрода проникают в его строение.
Чрезмерная
уверенность приводит к неприятным последствиям, поэтому необходимо
обучаться сварочному делу очень внимательно. Серьезные работы можно
проводить после ознакомления с теоретическими знаниями и прохождения
практических занятий. Перед началом работы важно выполнить
предварительные пробные швы на отдельной металлической пластине и
проверить настройку оборудования, толщину электрода, чтобы не испортить
изделие.
Начинающие сварщики совершают следующие ошибки, которые важно не допускать и бороться с ними:
1.
Неподготовленная поверхность для сварки, имеющая грязь, ржавчину,
окалину и другие загрязнения ухудшает розжиг дуги, процесс сварки и
происходит непровар шва, распространенный дефект. Поэтому необходимо
очистить поверхность болгаркой или металлической щеткой для нормального
контакта.
2.
Несоблюдение техники безопасности просто недопустимо. Во время работы
необходимо использовать защитные средства от ожога, удара током,
отравления. Маска «Хамалеон», изготовленная из современных материалов,
удобна в эксплуатации, защищает глаза и лицо. Стекло автоматически
настраивается на световые изменения, что позволяет мастеру работать
длительное время без переутомления. Если автоматическая функция у других
моделей отсутствует необходимо перенастраивать перед каждой новой
работой. Важно приобрести и использовать специальные перчатки (краги) из
грубой ткани, одежду из негорючего, плотного материала, застегнутую на
все пуговицы, качественную обувь на толстой подошве, чтобы защититься от
брызг сварки.
3.
Неправильная настройка инвертора, современного электронного аппарата
постоянного и переменного тока, в результате образуются прожог, трещины.
Регулятор мощностей позволяет выставлять ток для сварки стальных
металлов разной толщины и плотности. Он дает возможность получить
качественный шов новичкам, без опыта и проводить работы самому на даче
или в частном доме. Большинство марок этих аппаратов работают от сети
220В, некоторые от 380В, имеют металлический корпус с вентиляционными
отверстиями, ремень для удобной переноски и передвижения. Они отличаются
компактными размерами, легким весом и популярны среди профессиональных
мастеров.
4.
Залипание электрода к поверхности является распространенной проблемой
среди новичков в сварочном деле. Самыми распространенными причинами
являются:
-
Электроды
отсырели (обмазка из специального порошка), находясь в помещении с
высокой влажностью и без герметичной упаковки. У продукции нет срока
годности и при соблюдении условий хранения (сухое, теплое место)
возможно использовать их в течение 20 лет. -
Отсутствие
предварительной прокалки для электродной продукции, которая обязательна
и рекомендована производителем, указывается на упаковке. Для этой
процедуры используются печь или пенал для прокалки, которые можно
приобрести. -
Плохое
качество электродов зависит от производителя. У нас вы можете выбрать
качественные электроды известных и надежных брендов, по марке,
назначению (для разных по составу сплавов), производителю, по типу
покрытия и использовать в различных условиях. -
Неправильный розжиг электрода, возможно избежать, если стукнуть им по металлу и быстро отвести в сторону, чтобы сохранить дугу.
5.
Неверно подобранный электрод для сварки способствует образованию
некачественного шва, образованию пор заполненных разными газами, которые
не успели выделиться на поверхность. Важно выбрать электрод
соответствующего диаметра, чтобы он не прожигал металл, правильно
удерживать его и медленно, плавно вести во время работы для получения
ровного, хорошо проваренного шва.
6. Правильный выбор диаметра и марки сврочной проволоки. Приобрести ее можно разного диаметра в
катушках, а толщина должна соответствовать возможностям сварочного
аппарата. Виды проволоки отличаются химическим составом, строением,
содержанием легирующего компонента и используется в качестве соединений
создаваемых конструкций. Правильный выбор даст положительный результат
сварки, которая получится прочной и прослужит долго.
7.
Сварочная горелка не соответствует виду работ и диаметру проволоки.
Горелка инверторного аппарата имеет вид пистолета с кнопкой на рукоятке
для управления процессом горения. Приобретая горелку, необходимо
учитывать ее мощность, предел силы тока, длину шланга и диаметр. Газовые
горелки полуавтоматического типа мобильны и используются в различных
условиях.
8.
Держатель электродов выбран неверно и появляются проблемы в
использовании. От правильно выбранной конструкции зависит качество
соединений, производительность труда, удобство и безопасность сварщика
во время работы. Выберите универсальный или специализированный
держатель, и сделайте сварочный процесс комфортным.
9.
Проблема разбрызгивания расплавленного металла, возникающая при сварке.
Удаление брызг проводится механическими методами (шлифовка, срубание)
или используются специальные средства в виде пасты, спрея, жидкости в
труднодоступных местах, которые обладают защитными свойствами от
налипания брызг.
10.
Перепады напряжения в сети губительно сказываются на сварке. В этом
случае электрод затухает и внезапно возгорается, в результате получается
некачественная сварка. Чтобы избежать этой проблемы, используйте
специальные устройства (стабилизаторы, реле контроля, источники
бесперебойного питания).
11.
Отсутствие профилактического осмотра оборудования, приводит к поломкам и
сокращает эксплуатационный срок. Важно своевременно проводить замену
частей горелки (сопло обеспечивающее хороший поток газа), обрезать и
установить каналы для проволоки, обеспечив отличную работу.
Многих
ошибок можно избежать, если использовать современное, исправное
оборудование, высококачественные материалы, дополнительные аксессуары от
проверенных и надежных производителей, способные улучшить рабочий
процесс. Делайте оптимальный выбор и получайте гарантию на товар.
Сварка инвертором для начинающих должна включать в себя не только практическую работу, но также изучение основ данного процесса, включая и особенности подготовки (выбор инвентаря, инструмента, защитных элементов и прочее).
Если раньше помимо трансформаторов и выпрямителей для выполнения сварочных работ другого оборудования не было, то сегодня ввиду широкого разнообразия агрегатов разных типов и целевого назначения необходимо иметь соответствующий уровень подготовки и обладать достаточным объемом знаний для эффективной работы с техникой такого рода.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.

Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Смотрим видео, производим подготовительные работы с полуавтоматом:
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.
Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Решая вопрос, как научиться варить сварочным электрическим инвертором, следует знать о нюансах работы этого агрегата. Например, чаще всего на корпусе указывается соответствие свариваемого материала величине рабочего тока в конкретных условиях.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода. Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Смотрим видео, с чего начинается работа:
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы. Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения

Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Если электрод располагается под очень небольшим углом относительно поверхности материала, то ванной в этом случае управлять очень сложно, учитывая, что сила дуги направлена по направлению сварного шва.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Правильная схема подключения обеспечит долговечность сварочного шва, а также высокое качество соединения элементов конструкции, относительно которых применялась сварка. Рекомендуемый угол наклона электрода – 30 градусов. Во время работы не следует забывать о необходимости постоянного контроля выполнения сварочного соединения.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.

Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.

Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок). Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.

Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
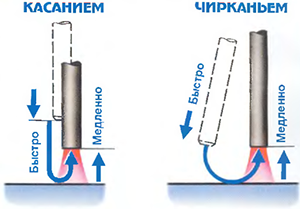
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.
Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.

Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
✅ Дата публикации статьи: 2019-10-12| 📌 Категория: Полезные советы | 👁 106 просмотров
Сварщиками не рождаются, а становятся в процессе мучительных тренировок, испытаний, и познаний азов электросварки. Каждый раз, преодолевая трудности на пути к изучению чего-либо, мы допускаем ряд ошибок, которые не совершаются впоследствии.
Не исключением тому является и ручная дуговая сварка, освоить которую может каждый желающий, приобретя недорогой инвертор. При этом полученных знаний с лихвой хватит для того, чтобы варить для себя, не обращаясь за помощью к специалистам.
В данной статье сайта mmasvarka.ru будут рассмотрены основные ошибки при сварке инвертором, а также рассказано, как их не допустить в дальнейшем. Статья ориентирована, прежде всего, на новичков сварочного дела.
Ошибки начинающего сварщика
Для большинства людей процесс сварки металлов кажется чем-то сложным и непознаваемым. Однако на самом деле, все достаточно просто. Стоит лишь взять в руки держатель с электродом, после чего становится понятно, что сварка, это всего лишь технологический процесс, который обладает своими особенностями.
Начиная только варить, новичками допускаются следующие ошибки:
Неправильная подготовка металла — варить ржавый и неочищенный от грязи металл, тяжело даже опытному сварщику, не говоря уже о том, кто впервые работает со сваркой. Наличие ржавчины на металле существенно ухудшает контакт, вследствие чего возникают трудности с розжигом дуги и сваркой металла вообще. Очистить металл от ржавчины можно болгаркой или металлической щеткой. Доводить его до блеска нет нужды, однако нормальный контакт между массой и электродом, все-таки должен быть обеспечен.
Неправильные настройки инвертора — качество сварочного шва зависит не только от умения варить электродом. Здесь многое зависит от правильности настроек сварочного инвертора, поэтому знания в этом, крайне необходимы. Даже начинающий сварщик должен понимать, какими электродами можно варить тонкий металл, какой ток при этом выставить, как правильно держать, и с какой скоростью вести электрод. Ответы на все данные вопросы вы сможете найти на сайте.
Техника безопасности при сварке инвертором
Пренебрежение собственной безопасностью — эту ошибку следовало бы вынести на самое первое место, как некое правило, нарушение которого попросту недопустимо. Вся любовь к электросварке будет сведена на «нет», когда вы получите сильный ожог или удар током, безвозвратно испортите собственное зрение. Поэтому к технике безопасности при сварке нужно относиться с особой ответственностью, и ни в коем случае не экономить на амуниции для этого. Лучше взять для изучения электросварки качественную маску «Хамелеон», чем все время «ловить зайчиков», не успев прикрыть глаза от стопроцентного ожога.
Чрезмерная уверенность — некоторые думают, что сварив несколько простеньких швов, можно приступать к более серьезным испытаниям. Они сразу же начинают варить трубы и баки для бани, ставить забор, который от одного удара ногой, рассыпается на части. Быть слишком уверенным в себе, когда это не так на самом деле, чревато неприятными последствиями, пускай даже без трав. Об этом стоит всегда помнить при обучении сварочному делу, поэтому спешка здесь должна быть исключена.
Сварка, это не только инвертор — при сварке различных конструкций из металла все время приходится что-то вымерять и подгонять по размеру. Например, для того, чтобы сварить тот же забор, нужно уметь пользоваться рулеткой, правильно считать до десяти, и уверенно держать в руках болгарку. Сварка металлоконструкций, связана не только с одним лишь инвертором и электродами. Поэтому все начинающие сварщики должны понимать, с чем они будут иметь дело в дальнейшем.
Перед началом сварочных работ новичку необходимо внимательно изучить правила безопасности. Таким образом, получится узнать много интересной и полезной информации об эксплуатации сварочного оборудования. Пренебрегать этим не следует, так как от этого напрямую зависит электробезопасность.
Выполнять сварочные работы необходимо в специальных перчатках и спецодежде, выполненной из негорючего материала. Все это является обязательным правилом, поскольку в результате использования инвертора можно запросто получить ожоги на коже.
Немаловажно использовать для таких работ прочную обувь. Ни в коем случае нельзя вправлять штаны внутрь сапог или расстёгивать пуговицы на кофте, так как частички раскалённого металла могут легко залететь под одежду.
Типичные ошибки начинающих сварщиков
Стоит знать, из-за использования длинных переносок мощность сварочного аппарата значительно снижается. Если другого выбора нет, то нужно разматывать полностью весь кабель.
Предварительно сварщику нужно убедиться, что электроды сухие и если нужно, осуществить их прокаливание. Отсыревшими электродами гораздо сложнее разжигать сварочную дугу. На упаковке написан режим, в котором должна производиться прокалка электродов. Для этого можно воспользоваться пеналом либо специальной печью.
Перед использованием маски «Хамелеон» её нужно вначале настроить. При этом учитывать следует величину сварочного тока и вид сварочных работ. В инструкции, прилагающейся к маске, написано вся интересующая информация. Лучше заранее убедиться в исправности светофильтра. Стоит не забыть перевести маску из положения зачистки.
Какие электроды лучше всего использовать сварщикам-новичкам
Начинающим сварщикам рекомендуется начинать сварочные работы с использованием рутиловых электродов МР3-С. Новичкам нежелательно применять электроды УОНИ либо варианты из старых запасов дедушек.
Новичку важно вначале научиться чувствовать сварку и осуществить пробные наплавки металла. Только после этого допускается испытывать свои знания и умения на сваривании каких-либо ответственных изделий.
Первые попытки рекомендуется выполнять на толстой металлической пластине удобных размеров. Сначала металл зачищается при помощи болгарки, а после этого накладывается валик в нижнем положении под углом. Правша наносит шов слева направо, а левша — справа налево.
Нужно научиться чувствовать разницу между величиной сварочного тока при манипуляциях с электродом. После чего направляется валик, соблюдая колебательные поперечные движения. Важно чтобы валик был ровным и имел равномерные чешуйки.
Требуется придерживаться короткой дуги. Это значит, что расположение электрода не должно превышать расстояние 3 мм от сварочной ванны. В данном случае немаловажно чувствовать величину тока и скорость.
Клемма заземления крепится поближе к месту сварки. При этом электрод плотно зажимается в держаке. После выполнения сварочных работ стоит сжигать электрод, оставив не меньше 10 см.
Как узнать – где металл, а где шлак
Новичку стоит научиться понимать, где металл, а где шлак. Через маску шлак имеет вид тёмных пятен. Когда сварочные работы будут завершены, требуется осторожно убрать шлак с помощью специального молоточка. Лучше при этом, чтобы маска была опущена.
Сварочный электрод зажигается, как спичка, либо легким постукиванием. Бывает такое, что электрод прилипает и после этого не зажигается. Нужно аккуратно убрать обмазку руками, поскольку в этом варианте сгорает стержень.
Нельзя стучать электродом, так как может отлететь обмазка больше требуемого, и стержень останется голым. Тогда риск залипания электрода лишь увеличится.
Когда начинающий сварщик со всем этим научится справляться, можно попробовать нанести вертикальные валики. Для этого прихватывается пластина к столбу и накладывается вертикальный шов.
Делается это снизу вверх. При использовании рутиловых электродов сварка выполняется в отрыв. Если и этот этап сварщик прошёл успешно, то он может пробовать приниматься за монтаж забора.
Сварка
металлов – это технологический процесс, обладающий некоторыми
особенностями, и его познание достигается в результате тренировок,
испытаний и преодоления трудностей. Суть процесса заключается в
нагревании сплава электрической дугой, происходит деформация металла, и
частицы электрода проникают в его строение.
Чрезмерная
уверенность приводит к неприятным последствиям, поэтому необходимо
обучаться сварочному делу очень внимательно. Серьезные работы можно
проводить после ознакомления с теоретическими знаниями и прохождения
практических занятий. Перед началом работы важно выполнить
предварительные пробные швы на отдельной металлической пластине и
проверить настройку оборудования, толщину электрода, чтобы не испортить
изделие.
Начинающие сварщики совершают следующие ошибки, которые важно не допускать и бороться с ними:
1.
Неподготовленная поверхность для сварки, имеющая грязь, ржавчину,
окалину и другие загрязнения ухудшает розжиг дуги, процесс сварки и
происходит непровар шва, распространенный дефект. Поэтому необходимо
очистить поверхность болгаркой или металлической щеткой для нормального
контакта.
2.
Несоблюдение техники безопасности просто недопустимо. Во время работы
необходимо использовать защитные средства от ожога, удара током,
отравления. Маска «Хамалеон», изготовленная из современных материалов,
удобна в эксплуатации, защищает глаза и лицо. Стекло автоматически
настраивается на световые изменения, что позволяет мастеру работать
длительное время без переутомления. Если автоматическая функция у других
моделей отсутствует необходимо перенастраивать перед каждой новой
работой. Важно приобрести и использовать специальные перчатки (краги) из
грубой ткани, одежду из негорючего, плотного материала, застегнутую на
все пуговицы, качественную обувь на толстой подошве, чтобы защититься от
брызг сварки.
3.
Неправильная настройка инвертора, современного электронного аппарата
постоянного и переменного тока, в результате образуются прожог, трещины.
Регулятор мощностей позволяет выставлять ток для сварки стальных
металлов разной толщины и плотности. Он дает возможность получить
качественный шов новичкам, без опыта и проводить работы самому на даче
или в частном доме. Большинство марок этих аппаратов работают от сети
220В, некоторые от 380В, имеют металлический корпус с вентиляционными
отверстиями, ремень для удобной переноски и передвижения. Они отличаются
компактными размерами, легким весом и популярны среди профессиональных
мастеров.
4.
Залипание электрода к поверхности является распространенной проблемой
среди новичков в сварочном деле. Самыми распространенными причинами
являются:
-
Электроды
отсырели (обмазка из специального порошка), находясь в помещении с
высокой влажностью и без герметичной упаковки. У продукции нет срока
годности и при соблюдении условий хранения (сухое, теплое место)
возможно использовать их в течение 20 лет. -
Отсутствие
предварительной прокалки для электродной продукции, которая обязательна
и рекомендована производителем, указывается на упаковке. Для этой
процедуры используются печь или пенал для прокалки, которые можно
приобрести. -
Плохое
качество электродов зависит от производителя. У нас вы можете выбрать
качественные электроды известных и надежных брендов, по марке,
назначению (для разных по составу сплавов), производителю, по типу
покрытия и использовать в различных условиях. -
Неправильный розжиг электрода, возможно избежать, если стукнуть им по металлу и быстро отвести в сторону, чтобы сохранить дугу.
5.
Неверно подобранный электрод для сварки способствует образованию
некачественного шва, образованию пор заполненных разными газами, которые
не успели выделиться на поверхность. Важно выбрать электрод
соответствующего диаметра, чтобы он не прожигал металл, правильно
удерживать его и медленно, плавно вести во время работы для получения
ровного, хорошо проваренного шва.
6. Правильный выбор диаметра и марки сврочной проволоки. Приобрести ее можно разного диаметра в
катушках, а толщина должна соответствовать возможностям сварочного
аппарата. Виды проволоки отличаются химическим составом, строением,
содержанием легирующего компонента и используется в качестве соединений
создаваемых конструкций. Правильный выбор даст положительный результат
сварки, которая получится прочной и прослужит долго.
7.
Сварочная горелка не соответствует виду работ и диаметру проволоки.
Горелка инверторного аппарата имеет вид пистолета с кнопкой на рукоятке
для управления процессом горения. Приобретая горелку, необходимо
учитывать ее мощность, предел силы тока, длину шланга и диаметр. Газовые
горелки полуавтоматического типа мобильны и используются в различных
условиях.
8.
Держатель электродов выбран неверно и появляются проблемы в
использовании. От правильно выбранной конструкции зависит качество
соединений, производительность труда, удобство и безопасность сварщика
во время работы. Выберите универсальный или специализированный
держатель, и сделайте сварочный процесс комфортным.
9.
Проблема разбрызгивания расплавленного металла, возникающая при сварке.
Удаление брызг проводится механическими методами (шлифовка, срубание)
или используются специальные средства в виде пасты, спрея, жидкости в
труднодоступных местах, которые обладают защитными свойствами от
налипания брызг.
10.
Перепады напряжения в сети губительно сказываются на сварке. В этом
случае электрод затухает и внезапно возгорается, в результате получается
некачественная сварка. Чтобы избежать этой проблемы, используйте
специальные устройства (стабилизаторы, реле контроля, источники
бесперебойного питания).
11.
Отсутствие профилактического осмотра оборудования, приводит к поломкам и
сокращает эксплуатационный срок. Важно своевременно проводить замену
частей горелки (сопло обеспечивающее хороший поток газа), обрезать и
установить каналы для проволоки, обеспечив отличную работу.
Многих
ошибок можно избежать, если использовать современное, исправное
оборудование, высококачественные материалы, дополнительные аксессуары от
проверенных и надежных производителей, способные улучшить рабочий
процесс. Делайте оптимальный выбор и получайте гарантию на товар.
Удобнее всего сваривать тонкий металл аргонодуговой сваркой. С помощью инверторов TIG можно создать узкие швы с минимальным тепловложением. Быстро варить тонкий металл получится полуавтоматом MIG. Но когда под рукой есть только инвертор РДС и требуется соединить две листовые заготовки малого сечения, могут возникнуть трудности. Рассмотрим распространенные ошибки начинающих сварщиков при работе с тонким металлом, а также советы и оборудование ММА, которые помогут справиться с такой задачей.
- Область применения сварки тонкого металла электродом
- Сложности при сварке тонкого металла
- Выбор сварочного аппарата
- Выбор электродов
- Настройки аппарата для сварки тонкого металла
- Советы по технике сварки тонкого металла электродом
- Выбор сварочной маски
- Как заварить тонкий металл с зазором
Область применения сварки тонкого металла электродом
В быту умение сваривать тонколистовое железо может понадобиться при изготовлении бака для летнего душа или сборки другой емкости. Если у вас есть автомобиль и ремонт кузова хочется выполнить самому, то варить тонкий металл придется при замене порогов, арок, низа дверей или кромки багажника. Сварка выхлопной системы автомобиля (резонатор, глушитель, гофра и пр.) часто требуется при замене одного из элементов, поскольку без доработок редко все становится так, чтобы не бить о корпус при вибрации.
Тонкостенные круглые трубы используются у некоторых в старых домах для уличного водопровода (полив огорода и пр.), Квадратные и профильные трубы с тонким сечением стенок применяются при сооружении теплиц, навесов, козырьков. Имея аппарат РДС и научившись варить тонкий металл самостоятельно, можно сэкономить средства и не нанимать мастера.
Сложности при сварке тонкого металла
Под тонким металлом подразумевается толщина стали 0.8-1.5 мм. Более тонкие заготовки покрытым электродом варить просто нереально. Да и сечение 0.8 мм сможет грамотно проварить и не испортить деталь только опытный сварщик. Основными ошибками начинающих сварщиков при работе с тонкостенными заготовками выступают:
- Наплывы с другой стороны соединения. Если присадочного металла от электрода будет слишком много, под собственным весом он начнет проваливаться. В результате с лицевой стороны шов окажется в меру гладким, а с обратной — будут огромные валики. Если это произойдет внутри трубы, по которой протекает жидкость, возможно существенное уменьшение пропускной способности. Для ровной пластины, которая прикладывается к другой плоскости это критично, и придется долго счищать наплывы болгаркой. Ошибка со стороны сварщика заключается в медленном ведении дуги.
- Прожоги. Тонкий металл быстрее прогревается, поэтому следующей одной из распространенных ошибок сварщиков-новичков являются прожоги. Они делают стык негерметичным, снижают прочность соединения, портят внешний вид конструкции. Среди причин происходящего — неправильный выбор силы тока, медленное ведение дуги.
- Непроваренные участки. Желая предотвратить прожоги, некоторые выставляют слишком маленький ток на сварочном аппарате. В результате электрод не прогревает изделие, а накладывает металл сверху. При небольшой нагрузке на излом соединение распадается. Внешне непроваренные участки выглядят плохо. Кроме неверного выбора силы тока, ошибка заключается в слишком быстром ведении дуги.
- Деформация изделия. Железо толщиной 1-1.5 мм может сильно покоробиться при сварке покрытыми электродами. Это происходит из-за термического воздействия и линейного расширения. Ошибки сварщика заключаются в неправильном подборе силы тока, медленном наложении шва, нарушении порядка провара длинных участков.
- Перерасход материалов. Сварка тонкого металла ведется на малых сварочных токах, поэтому дуга получается очень короткая — небольшой отрыв и она гаснет. Некоторым трудно возбуждать дугу при таких условиях, требуется часто стучать кончиком электрода о поверхность изделия и буквально ловить дугу, что ведет к осыпанию обмазки. Оголенный кончик прилипает, поэтому его приходится сжигать на черновой заготовке, а это перерасход.
Большинство начинающих сварщиков получают ожоги роговицы при сварке тонкого металла, поскольку пытаются прихватить стороны без маски. Дело в том, что чем меньше сила тока, тем менее яркая электрическая дуга. При таких условиях трудно разглядеть линию соединения через темный светофильтр и точно поставить прихватки. После сварки без маски сильно болят глаза, может возникнуть ощущение «песка» под веками, краснеют сосуды в глазном яблоке.
Выбор сварочного аппарата
Чтобы получилось сварить две тонкостенные стороны изделия в домашних условиях, требуется грамотный подбор инвертора РДС. Не каждая модель подойдет для такой задачи. При выборе аппарата ММА обращайте внимание на минимальное значение сварочного тока. При покупке большинство смотрит только на максимальный порог, чтобы определить, какой толщины заготовки сможет «пропечь» инвертор. Когда же предстоит часто варить тонколистовую сталь, значение имеет нижний диапазон силы тока.

Варить тонкий металл покрытыми электродами легче, если использовать инвертор ММА с дополнительными функциями «Форсаж дуги» и «Антиприлипание», а также «Горячий старт». Такими тремя режимами оснащен например БАРСВЕЛД Mini ARC-160 , идеально подходящий для сварки тонколистовой стали.
Дополнительные функции
Например, для работы с сечением 0.8 мм требуется опускать ток до минимальных значений 10-20 А. Но не все инверторы РДС способны на это. У некоторых нижний порог ограничен 30 А.
Функция позволяет автоматически менять силу сварочного тока, чтобы исключить затухание электрической дуги. Например, вы установили значение 40 А и ведет сварку. Поднеся кончик электрода слишком близко, дуга может погаснуть. В такой момент аппарат «чувствует» сокращение воздушного зазора и кратковременно добавляет еще 10 А (в сумме с первоначальной настройкой получается 50 А).
Этого достаточно, чтобы дуга не погасла, а сварщик выровнял расстояние между электродом и изделием. Как только положение стабилизировалось, инвертор сам скидывает ток до базовых 40 А (или любого другого, который вы установили на страте). Поэтому прожоги исключаются. Функция пригодится как при сварке тонкой стали, так и работе без опоры для рук, когда труднее контролировать воздушный зазор.
«Антиприлипание» (Antistick)
Функция помогает экономить расходники при сварке тонкого металла. Поскольку дуга короткая, прилипание кончика стержня к поверхности изделия неизбежно. Когда это происходит, требуется пошатывание электрода в стороны, чтобы отсоединить его от заготовки. Это содействует отпадению покрытия. После необходимо сжигание кончика на черновой заготовке, что замедляет работу и ведет к перерасходу электродов.
Когда кончик прилип, инвертор отключает сварочный ток от кабелей. Сварщик легко отсоединяет электрод, не разрушая обмазку. Как только цепь разомкнута, аппарат восстанавливает подачу тока и можно без промедления продолжить сварку.
«Горячий старт» (Hot Start)
Поджигать дугу при сварке электродом тонкого металла сложнее, ввиду малой силы тока. Требуется активно стучать по поверхности изделия и ловить электрический разряд небольшой высоты. Чуть удалили кончик от поверхности и дуга погасла. Чтобы упростить первый поджиг, когда электрод холодный, пригодится функция Hot Start. Режим дает повышенное напряжение при старте и ту же убавляет его до безопасного, когда дуга зажжена. Экономится время, варить проще, меньше раздражаешься.
Важно! При выборе инвертора ММА для сварки тонкого железа, обращайте внимание на наличие всех трех функций в аппарате. Бывает так, что в оборудовании есть только один дополнительный режим, например «Антиприлипание». В таком случае модель сильно проигрывает тем, у которых есть все три вспомогательные функции.
Практика показывает, что сварка тонкого железа происходит более качественно, когда используются аппараты, выдающие постоянный ток. В характеристиках такого оборудования должен быть прописан род тока DC. Подойдут модели AC/DC, способные переключаться между переменным и постоянным током.
Выбор электродов
Прежде всего отметим, что для сварки тонколистового металла важно правильно выбрать диаметр электрода. Стержни 4-5 мм создадут чрезмерное сопротивление и не дадут дуге нормально гореть на малых токах. Поэтому при сварке тонколистовой стали используют электроды диаметром 1.6-3 мм. Чем тоньше металл, тем меньше диаметр стержня.
Далее следует обращать внимание на характеристики электродов. Возьмем к примеру Барсвелд ОЗС-12 ⌀ 2,0 мм (Premium). У них рутиловое покрытие, обеспечивающее:
- легкий первичный и повторный поджиг;
- отсутствие диэлектрического кончика на конце при затухании (удобно для повторного использования спустя время);
- красивый шов;
- легкую сварку по ржавому или погрунтованному металлу;
- низкое разбрызгивание присадочного металла;
- мягкое горение дуги.

Купив ОЗС-12 ⌀ 2,0 мм (Premium), получится варить тонкий металл постоянным или переменным током в любом пространственном положении. Шлак после сварки удаляется очень легко. Хорошими электродами для работы с листовым железом будут АНО-21 ⌀ 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ⌀ 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм.
Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется «козырек». К такому эффекту склонны расходники с основным типом покрытия. Наличие козырька усложняет повторный поджиг дуги, поскольку требуется более сильное постукивание, чтобы разрушить кончик обмазки и обеспечить контакт токопроводящего стержня с изделием.
Если с даты выпуска электродов прошло более 4-х месяцев, рекомендуем их предварительно прокалить. В домашних условиях это можно сделать в электродуховке, разогрев ее до температуры 170-200 градусов. Тогда из обмазки удалится лишняя влага, при сварке дуга не будет сильно трещать и разбрызгивать металл, шов получится аккуратнее.
Настройки аппарата для сварки тонкого металла
Поскольку свариваемый металл тонкий, важно настроить инвертор ручной дуговой сварки на обратную полярность. Это означает, что разъем кабеля электрододержателя вставляется в гнездо со значком «плюс», а кабель массы подключается к гнезду «минус». Благодаря обратной полярности тепло электрической дуги концентрируется на кончике электрода, а не на изделии. Происходит такое по законам физики, поскольку электроны движутся от «минуса» к «плюсу». При обратной полярности тонкий металл меньше перегревается, что помогает сократить количество прожогов и температурных деформаций.
Начинающий сварщик должен уметь правильно выставить силу тока при сварке покрытым электродом тонкого металла. Предлагаем рекомендации по настройке инвертора в таблице.
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 0.8 | 1.6 | 10-20 |
| 1.0 | 2.0-2.5 | 25-35 |
| 1.2 | 2.5 | 40-50 |
| 1.5 | 2.5-3.0 | 45-60 |
Советы по технике сварки тонкого металла электродом
Итак, рассмотрим технику сварки тонкого металла на практике и дадим ряд полезных советов от реальных сварщиков. Используем инверторный сварочный аппарат РДС с постоянным током и выставляем силу тока по значениям, приведенным в нашей таблице. Чтобы листовую конструкцию не повело, советуем зафиксировать ее струбцинами. Разделка кромок при сварке тонкого железа до 4 мм не выполняется.
Расположите соединяемые стороны деталей максимально близко друг к другу. Зазор здесь не нужен. Если конструктивно допустимо соединение внахлест, используйте это — не будет прожогов и проваливания валика вниз.
Далее следуйте нашим рекомендациям:
-
Разжигайте дугу на черновой заготовке и лишь затем приступайте к сварке. Так не придется стучать по изделию, на лицевой стороне конструкции не будет следов от контакта дуги.
-
Держите дугу не строго по центру соединения, а на одной из сторон заготовки. Это поможет избежать прожога в самом начале работы.
-
Быстро ведите электрод с минимальными поперечными колебательными движениями.
-
Старайтесь держать кончик электрода как можно ближе к поверхности заготовки. Дуга будет четче, присадочный металл легче перенесется, будет нормальный провар. Но короткая дуга требует навыка («набитой руки»), поэтому потренируйтесь на черновом изделии с аналогичным сечением.
-
Чтобы предупредить проваливание металла с обратной стороны шва, используйте подложку. Железный стол не подойдет — изделие прилипнет. Лучше всего подкладывать пластину из графита или меди.
-
Если прожоги возникают несмотря на минимальный сварочный ток, ведите шов прерывистой дугой. Проварили 5 мм и убрали кончик электрода из сварочной ванны на секунду. Затем снова возбудили дугу и проварили 5 мм. Это замедляет процесс, зато дает остыть наплавленному металлу.
-
Электрод держите под углом 30-45 градусов. Прямой угол по отношению к изделию усиливает прогрев и содействует прожогам.
Когда настройки аппарата РДС не позволяют снизить силу тока еще больше, используйте балластный реостат. Если работа разовая и приобретение баластника нерентабельно, подсоедините сталистую пружину в цепь массы, расположив ее между зажимом и изделием. Переставляя зажим массы по виткам пружины получится регулировать силу тока за счет сопротивления.
Чтобы минимизировать температурные деформации, соблюдайте порядок провара длинных швов. Например, при сварке крупной емкости (бак для душа, топливный бак автомобиля), начинайте варить с конца стыка, ведя шов на себя. Проваривайте по 8-10 см и продвигайтесь вперед. Новый шов заканчивается на начале предыдущего. Каждый короткий провар будет выгибать поверхность внутрь, но за счет большого количества швов такие «волны» будут едва заметны, чем один большой прогиб плоскости при сварке сплошным швом слева направо.

Выбор сварочной маски

Как мы упоминали в начале, при сварке на малых токах свет от дуги менее яркий, поэтому плохо видно линию стыковки. Из-за недостаточности освещенности можно даже наложить шов мимо. Тонкий металл варить покрытыми электродами удобнее в масках-хамелеон с диапазоном затемнения 4-8 DIN или 9-13 DIN.
В отличие от маски с обычным светофильтром, в хамелеоне можно точно навести кончик электрода на место соединения. Это сокращает количество «зайчиков», помогает сохранить чистой лицевую поверхность изделия. Регулировка силы затемнения от 4 до 8 DIN облегчает настройку под разную силу малого сварочного тока.
Рекомендуем купить маску БАРСВЕЛД МС 307 с АСФ-707 с диапазоном 5-8 и 9-13 DIN, обладающую большим смотровым окном 98х87 мм. Благодаря этому сохраняется хороший обзор во всех пространственных положениях. Технология Full Color передает все в натуральных цветах и новичку будет легче отличить расплавленный шлак обмазки электрода от жидкого металла. Цена маски чуть больше 5000 рублей, что делает ее довольно доступной даже для бытовой сварки в гараже или на даче.
Как заварить тонкий металл с зазором
Задача сильно усложняется, когда между соединяемыми сторонами есть зазор в 1-3 мм. В таком случае дуга дополнительно «съедает» стенки заготовки и заварить стык очень трудно.
Здесь требуется снизить силу тока на 20% от той, что была при сварке этого же сечения, но без зазора. Первоначальная цель — просто соединить две стороны перемычкой, создав из присадочного металла «мостик». Затем сварочный ток можно увеличить и перекрыть шов для лучшего провара.
Сварка ведется короткой дугой с перерывами. Откладывайте «полки» на боках, зажигая дугу на одной из сторон и подводя кончик электрода к краю. Когда нарастите бока, соедините стороны. Продолжайте сварку прерывистой дугой. Процесс медленный и кропотливый.
Второй вариант сварить тонкий металл с зазором — разместить в щель дополнительный металл. Когда нет подходящего элемента под рукой, большинство опытных сварщиков используют огарок электрода, отбив с него обмазку. Прихватите стержень в месте стыковки и варите обычным способом. Наличие такой вставки не даст провалиться присадочному металлу и возьмет часть температуры на себя.
Приспособления для сварки

Сварочные электроды

Средства защиты сварщика

Ответы на вопросы: сварка тонкого металла электродом
В каком пространственном положении шва удобнее варить тонкий металл?
Оптимальное положение для сварки тонкостенного железа — нижнее. Капли присадочного металла лучше задерживаются на поверхности, при плотной стыковке сторон можно быстро положить шов.
Какой минимальной толщины металл можно сварить покрытым электродом?
Сварить листовое железо, например кузовной металл 0.8 мм, реально РДС сваркой и обычным инвертором, но требуется предварительная практика. Без опыта прожгете много дыр. Сталь 0.6 мм варится только аргонодуговой сваркой.
Возможен ли двусторонний провар тонкого металла?
Да, возможен. Сперва прерывистой дугой аккуратно проварите заднюю сторону, после чего бегло наложите шов на лицевую часть изделия. Соединение в таком случае станет гораздо прочнее на излом.
Электрод диаметром 2.0 мм очень тонкий и им трудно точно попадать на стык при сварке с отрывом, что делать?
Некоторые опытные сварщики дополнительно придерживают кончик электрода второй рукой через защитную перчатку, чтобы точнее направлять его на линию соединения. СИЗ должны быть достаточно толстыми, защищая от высокой температуры.
При сварке «кузовщины» электродом в шве образуются поры, что делать?
Попробуйте прокалить электроды в духовке. Измените угол наклона электрода, сократите длину электрической дуги. Если пару пор осталось — не страшно, они счистятся при шлифовке, закроются грунтовкой, герметичность здесь не нужна.

Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время