
1. Ошибки при зачистке

Подготовительный этап ремонта является крайне ответственным, но часто выпадает из зоны внимания мастеров. От того, как будет подготовлена ремонтная поверхность, зависит успех всего ремонта.
- При зачистке резины абразивным камнем обороты пневмодрели не должны превышать 2500–5000 в минуту. Инструмент с большим количеством оборотов можно применять только для обработки металлокорда специальными твердосплавными бурами. Использование высокооборотистой пневмодрели с абразивным камнем может вызвать расплавление верхнего слоя резины, и при дальнейшей эксплуатации шины подгоревшая резина начнет вести себя как пластилин: чем сильнее нагревается шина, тем мягче и слабее становится поврежденный участок. Признаком необратимых изменений в резине является появление дыма при зачистке.
- Не допускайте попадание конденсата и масла на зачищенную поверхность. При работе пневмоинструментом, особенно в холодное время года и в условиях повышенной влажности, происходит образование большого количества конденсата, смешанного с маслом. Чтобы обезопасить зачищенную поверхность, необходимо надевать на шлифмашинку отрезок велосипедной камеры для отвода отработанного воздуха за пределы рабочей зоны.
- Используйте для финишной зачистки под пластырь карбидные фрезы в форме полусферы. Они позволяют обработать резину быстрее и значительно равномернее, чем дисковые фрезы. Используя дисковые фрезы, вы постоянно рискуете оставить неровности, в которых под пластырем будет оставаться воздух.
- Зачищать место ремонта необходимо под углом не менее 120° в боковой зоне шины и 90° на беговой дорожке. Края пореза следует обрабатывать как можно тщательнее, не оставляя изломов и мест концентрации напряжения. Никогда не оставляйте под пластырем разрывов с необработанными краями. В таких местах проблемы возникают в первую очередь. Сперва лопнет декоративная резина, а затем протрется и пластырь.
- Всегда обеспечивайте сырой резине, используемой для косметического ремонта внешней стороны шины, возможность попасть внутрь пореза и соединиться с химическим слоем пластыря.
- При ремонте шин, в которые раньше был залит герметик проколов, или шин, которые накачивались путем воспламенения бензина, требуется полное удаление гермослоя в зоне ремонта.
2. Ошибки при обезжиривании

Всегда предварительно обезжиривайте ремонтную поверхность перед началом зачистки.
Это позволит сохранить фрезы чистыми, избавит вас от необходимости повторно обезжиривать ремонтную поверхность после зачистки и сохранит микротекстуру обработанного участка.
Не используйте в качестве обезжиривателя составы, которые потенциально могут ухудшить свойства клея (например, автомобильный бензин).
Обезжиривать место ремонта следует только специальным буферным очистителем, совместимым с клеем. Кроме своей непосредственной функции, буферный очиститель выполняет еще одну, вспомогательную: он размягчает верхний, грязный слой резины и облегчает работу скребком.
3. Неправильное использование клея
Отслоение пластыря по клеевому слою – это самая распространенная причина брака. Этот дефект чаще всего проявляется из-за нарушения правил работы с клеем:
Не используйте загустевший клей.
Загустение клея происходит при испарении растворителя, который разрыхляет верхний слой резины и облегчает проникновение клея внутрь. Таким образом, когда вы используете загустевший клей, следует понимать, что в нем уже недостаточно активных компонентов для эффективного сшивания пластыря с поверхностью шины. Поэтому хранить быстросохнущий клей лучше в холодильнике и доливать в расходную банку по мере необходимости. Расходная банка должна быть широкой и низкой, с узким горлышком.
Будьте осторожны со «старым» клеем.
При несоблюдении условий хранения клея (температура не выше +23°С, темное помещение) и в случае попадания в банку посторонних веществ происходит его сворачивание. Такой клей нельзя использовать для «холодной» вулканизации, однако он пригоден при «горячем» одноэтапном ремонте, когда под действием температуры и давления остаточная химическая активность клея резко возрастает.
Избежать старения и сворачивания клея можно, если кисточку из банки не использовать для промазывания пластырей перед установкой, так как их химический слой содержит вещества, вызывающие загустение клея.
Клей пересушен.
Часто случается так, что мастер откладывает промазанную клеем шину на просушку и забывает о ней, а в это время клей успевает пересохнуть.
В этом случае при установке не произойдет плотного прилегания пластыря к клею и химическая вулканизация будет протекать медленно и не по всей площади. Если ремонт выполняется двухэтапным «холодным» методом, то пересушенную ремонтную поверхность необходимо повторно промазать клеем. При одноэтапном методе эта мера не требуется, так как при нагревании пластыря под давлением пересохший клей активизируется и качество ремонта не снижается.
Клей недосушен.
В случае установки пластыря на непросохший клей, возможно его сползание от центра повреждения и, как следствие, появление вздутия на шине после ремонта.
Причин неравномерного высыхания клея может быть несколько:
- густой клей
- низкая температура воздуха
- холодная шина
- слишком толстый слой клея
- грубая зачистка ремонтной поверхности
- неравномерное нанесение клея из-за жесткой/изношенной кисти.*
* Наша компания проводит испытания материалов РОССВИК на совместимость с клеями ведущих производителей, представленных в России. По результатам многолетних наблюдений, с ремонтными материалами РОССВИК мы рекомендуем использовать клеи Maruni и Tip-top.
Для ремонта всех видов шин ведущие производители расходных материалов рекомендуют использовать тяжелые клеи, изготовленные на основе более активных растворителей. Клеи ROSSVIK, Maruni, Tip-Тop относятся к тяжелым негорючим клеям. Тяжелые клеи не боятся перегрева во время эксплуатации шины, они более густые и прочные.
Отличить легкий и горючий клей от тяжелого и теплостойкого можно по весу, материалу упаковки (тяжелый клей разливается только в металлические банки) и значку «огнеопасно» на этикетке.
Следует помнить, что при переходе на клей другого производителя необходимо найти правильный режим сушки.
4. Использование старых пластырей
Будьте внимательны при установке пластырей со следами старения и прикосновений. В местах касания химического слоя пластыря руками образуется потожировая пленка, которая снижает клейкость адгезива. Чтобы удалить эту пленку и «освежить» химический слой, достаточно пластырь перед установкой промазать клеем и просушить.
5. Использование пластырей с подвулканизированным химическим слоем.
Все расходные материалы для «холодной» вулканизации должны храниться в темном месте при температуре не выше 23°С .
Если не соблюдать рекомендованные условия хранения, химический слой будет быстро стареть и самовулканизироваться. Для проверки состояния химического слоя расходник нужно согнуть пополам. Химический слой должен слегка слипаться, а после разгибания чуть «волниться» на месте сгиба. Если есть сомнения в годности химического слоя, то такие пластыри следует устанавливать только одноэтапным методом на прослоечную резину, предварительно зачистив подвулканизированный химический слой текстурной щеткой.
6. Зашивание пореза нитками
Часто приходится выслушивать доводы шиноремонтников в пользу прошивания пореза нитками. Некоторые из них уверены в пользе шитья, так как при этом не возникает вздутий на шине после ремонта. Им мы предлагаем найти первопричину появления грыжи после установки пластыря.
В 90% случаев вздутия появляются при выполнении ремонта на С-образном вулканизаторе. Нагревательные элементы С-образного вулканизатора имеют плоскую и жесткую поверхность и слабо прижимают покрышку в зоне ремонта, поэтому сырая резина при зажимании вулканизатора проникает в порез и раздвигает его слабосжатые края. В итоге порез вулканизируется в раздвинутом состоянии и после ремонта на этом месте образуется вздутие грыжа.
В стремлении избежать вздутия ремонтники накладывают меньше сырой резины или уменьшают давление вулканизатора. В результате вулканизации при недостаточном давлении резина получается пористой и непрочной, а работу приходится переделывать.
Мы рекомендуем проводить ремонт на двухстоечном вулканизаторе «Термопресс», у которого такой проблемы не существует, так как порез перед вулканизацией уже зафиксирован пластырем, и обжим места ремонта происходит равномерно по всей площади профильного лекала без деформации каркаса шины.
Вывод
Перечисленные ошибки могут быть допущены любым шиноремонтником, но возможность нейтрализовать их последствия будет только у того, кто на последней стадии ремонта завулканизирует повреждение одновременно с пластырем, то есть применит одноэтапную технологию ремонта. И наоборот, при «холодной» двухэтапной вулканизации все перечисленные ошибки будут напрямую снижать качество ремонта и приведут к браку.
Смотрите также:
![]() Посмотреть видео:
Посмотреть видео:
«Ремонт беговой дорожки»
![]() Посмотреть видео:
Посмотреть видео:
«Ремонт бокового пореза термопластырем»
Основные ошибки при ремонте шин
Здесь собраны основные ошибки, приводящие к некачественному ремонту покрышек. Настоящая действительность богаче.
Заплата разрушена изнутри.
Причины:
1) Направление корда в заплате не соответствует направлению корда в шине.
Пример: ремонт радиальных шин диагональными пластырями и ремонт
диагональных шин радиальными пластырями.
2) Направление корда в заплате соответствует направлению корда в шине, но заплата установлена неверно. Указатель (стрелка) «к борту» направлен в другую сторону.
3) Ремонт неремонтопригодного повреждения. Повреждение слишком велико, либо находится в неремонтируемой зоне.
4) Неправильный подбор заплаты. Заплата слишком мала, либо содержит недостаточно слоев корда.
5) Неправильная установка заплаты. Установка пластыря не по центру повреждения. При ремонте боковины излишнее/недостаточное смещение пластыря к центральной протекторной части шины.
6) Процесс горячей вулканизации произведен с нарушениями. В канале остался воздух. Превышено время вулканизации или превышена максимальная температура вулканизации, структура резины разрушена.
Сырая резина после вулканизации отслаивается или трескается.
Причины:
1) Недостаток или переизбыток клея.
2) Слишком высокая, либо слишком низкая температура вулканизации (норма 149°C).
3) Неправильно рассчитанное время вулканизации. Переварка или недоварка как две крайности.
4) Придание недостаточной или излишней текстурности ремонтируемой поверхности.
5) Комбинирование материалов разных марок.
6) Недостаточная очистка и обезжиривание адгезивной поверхности.
7) Использование для зачистки резиновой поверхности высокооборотистого пневмоинструмента.
Коррозия металлокорда
Причина:
1) Повреждение не заполнено снаружи. Ремонт произведен только изнутри заплатой.
Вздутие
Причины:
1) Ремонт неремонтопригодного повреждения. Повреждение слишком велико, либо находится в неремонтируемой зоне.
2) Нарушена герметичность шины. Внутренний гермослой не восстановлен.
3) Процесс горячей вулканизации произведен с нарушениями. В канале остался воздух.
4) Не диагностированное расслоение корда шины.
Отслоение заплаты
Причины:
1) Не удален гермослой в предполагаемой зоне ремонта.
2) Адгезивная поверхность не обезжирена и/или плохо очищена.
3) Клей пересушен или недосушен.
4) Шина в процессе ремонта деформирована.
5) Комбинирование материалов разных марок.
6) Придание недостаточной или излишней текстурности ремонтируемой поверхности.
7) Заплата геометрически установлена неверно.
Дополнительно ко всем случаям относится использование просроченных материалов для ремонта шин.
Следуйте инструкциям компании TECH-Russia по ремонту шин.
http://www.tech-russia.ru
Виды брака (дефекты) РТИ
Существует множество дефектов при изготовлении резинотехнических изделий. Вот подборка самых распространенных из них, чаще всего встречающихся.
Компания Резинопласт 16 лет занимается производством рти и наши специалисты знают не только виды брака, но еще и как эти дефекты предотвратить. Обращайтесь к нам, если вам необходимо изготовить резиновые изделия.
| Дефекты изделий | Признаки недоброкачественных изделий | Причины возникновения дефектов |
| Посторонние включения. | Наличие в резине жестких материалов – кусочков металла, стекла, дерева и др. | Недостаточный контроль запускаемого в производство сырья. Неправильное хранение материалов и резиновых смесей в производстве Загрязненность производственных помещений |
| Разнокалиберность | Изделия имеют различную толщину | Неправильная закладка сырых заготовок в формы (размеры заготовки не соответствует гнезду) Избыток резиновой смеси и наличие большой выпрессовки Применение для одного и того же изделия заготовок с различной температурой Различная глубина гнезд формы и неправильная загрузка форм на плиты пресса |
| Непропрессовка | Наличие на поверхности изделий недостаточно запрессованных мест | Недостаточная пластичность смеси Пониженное гидравлическое давление Наличие прогиба плит Загрязненность поверхности сырых заготовок Неравномерное распределение серы в смеси Неправильность закладки заготовок в гнезда формы Подвулканизация смеси при ее изготовлении |
| Разнооттечность | Различная по цвету поверхность и появление темных полос и пятен | Неравномерное распределение красителей, серы и цинковых белил Применение каолина различных цветов Недостаточный режим вулканизации Избыток серы в смеси (увеличено по сравнению с рецептом) |
| Вмятины | Незначительные повреждения поверхности в виде небольших углублений, складок и др. | Применение сырых заготовок с дефектами Сокращение режима вулканизации Неправильная закладка заготовок в пресс-формы Применение форм с поврежденной поверхностью |
| Пузыри и расслаивания | Изделия имеют мелкие и крупные пузыри (расслаивание) | Неравномерное распределение порообразователей, серы и ускорителей Применение материалов с повышенной влажностью Прогиб плит пресса Недостаточное гидравлическое давление Повышенная температура вулканизации |
| Выцветание серы | На поверхности изделий белый налет | Неравномерное распределение серы Избыток серы в рецептуре Сокращение времени вулканизации |
| Нечеткость рисунка | На поверхности изделий неравномерный рисунок, в некоторых частях он отсутствует | Несвоевременная чистка форм и низкое качество ее проведения Слабый контроль за состоянием форм Износ рисунка на поверхности форм Применение неисправных форм |
| Различная величина изделий | Несоответствие лекалам готовых изделий | Изменение пластичности смеси в результате несоблюдения температурных режимов изготовления смеси Замена в рецептуре одних материалов другими Изменение размеров гнезд пресс-формы |
| Недовулканизация | Изделия не обладают достаточной эластичностью, после изгиба не восстанавливаются | Недостаток серы и ускорителей в рецептуре Малый режим вулканизации (по температуре или времени) |
| Раковины | Повреждение поверхности изделий в виде небольших углублений с рваными краями | Попадание воздуха в смесь при ее изготовлении (каландрование) Применение материалов, выделяющих газы или пары при температуре вулканизации (для непористых смесей) Неправильный подбор конфигурации сырых заготовок Неравномерное смешение материалов |
Дефекты в картинках
Поделиться статьёй:
Наиболее распространенный вид брака изделий при прессовой вулканизации — «недопрессовка» — возникает в результате следующих причин:
- неудовлетворительной по качеству резиновой смеси (жесткая, плохо растекающаяся смесь, с большим содержанием асбеста, талька и каолина, или слишком мягкая свежевальцованная смесь с большим количеством обрезков);
- недостаточного давления на заготовки, что вызывается малым удельным давлением на плите пресса;
- местного скопления воздуха в полости форм, возникающего вследствие неудовлетворительной конструкции формы; неудовлетворительной конфигурации заготовки; недостаточной по объему мготовки; отсутствия подпрессовки; слишком быстрой прессовки.
Наличие летучих веществ в смеси приводит к образованию пузырей, появляющихся преимущественно в нижней части изделия.

Повышенная влажность ингредиентов ведет к образованию пор в толще изделий и углублений на поверхности их. Неудовлетворительная очистка форм вызывает неровную шершавую и шероховатую поверхность изделий. Излишний объем заготовки ведет к большой выпрессовке и отклонению размера по высоте изделия.
Брак изделий из-за неправильной конфигурации формовых заготовок иллюстрируют такие примеры. На рис. 23 показан разрез части многоместной формы для крышек малых аккумуляторных баков, заготовка состоит из прямоугольного куска резины, к которому приклеен отрезок трубки. Если наружный диаметр трубки меньше гнезда формы (рис. 23,а), то зазор, образующийся между наружной поверхностью трубки и стенкой формы, позволяет воздуху свободно выходить из гнезда формы. Если же для заготовки применена трубка с более толстой стенкой, то зазор с момента вставки заготовки в форму (рис. 23,б) окажется закрытым. Сжатый в форме воздух вызовет в готовом изделии губчатость, пузыри или недопрессовку на концах трубок.
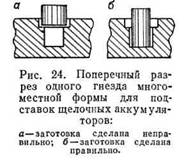
На рис. 24 приведен разрез одного гнезда многоместной формы для подставок щелочных аккумуляторов. Если шприцованная цилиндрическая заготовка имеет несколько больший диаметр (рис. 24,а), чем нижняя часть гнезда формы, то, несмотря на значительное увеличение заготовки, брак по недопрессовке низа изделия неизбежен.
Правильно выполненная заготовка должна иметь меньший диаметр, чем нижняя часть гнезда (рис. 24,б).
30 мая 2014
8676 просмотров
Основные ошибки при ремонте шин
Основные ошибки при ремонте шин
Здесь собраны основные ошибки, приводящие к некачественному ремонту покрышек. Настоящая действительность богаче.
Заплата разрушена изнутри.
Причины:
1) Направление корда в заплате не соответствует направлению корда в шине.
Пример: ремонт радиальных шин диагональными пластырями и ремонт
диагональных шин радиальными пластырями.
2) Направление корда в заплате соответствует направлению корда в шине, но заплата установлена неверно. Указатель (стрелка) «к борту» направлен в другую сторону.
3) Ремонт неремонтопригодного повреждения. Повреждение слишком велико, либо находится в неремонтируемой зоне.
4) Неправильный подбор заплаты. Заплата слишком мала, либо содержит недостаточно слоев корда.
5) Неправильная установка заплаты. Установка пластыря не по центру повреждения. При ремонте боковины излишнее/недостаточное смещение пластыря к центральной протекторной части шины.
6) Процесс горячей вулканизации произведен с нарушениями. В канале остался воздух. Превышено время вулканизации или превышена максимальная температура вулканизации, структура резины разрушена.
Сырая резина после вулканизации отслаивается или трескается.
Причины:
1) Недостаток или переизбыток клея.
2) Слишком высокая, либо слишком низкая температура вулканизации (норма 149°C).
3) Неправильно рассчитанное время вулканизации. Переварка или недоварка как две крайности.
4) Придание недостаточной или излишней текстурности ремонтируемой поверхности.
5) Комбинирование материалов разных марок.
6) Недостаточная очистка и обезжиривание адгезивной поверхности.
7) Использование для зачистки резиновой поверхности высокооборотистого пневмоинструмента.
Причина:
1) Повреждение не заполнено снаружи. Ремонт произведен только изнутри заплатой.
Причины:
1) Ремонт неремонтопригодного повреждения. Повреждение слишком велико, либо находится в неремонтируемой зоне.
2) Нарушена герметичность шины. Внутренний гермослой не восстановлен.
3) Процесс горячей вулканизации произведен с нарушениями. В канале остался воздух.
4) Не диагностированное расслоение корда шины.
Причины:
1) Не удален гермослой в предполагаемой зоне ремонта.
2) Адгезивная поверхность не обезжирена и/или плохо очищена.
3) Клей пересушен или недосушен.
4) Шина в процессе ремонта деформирована.
5) Комбинирование материалов разных марок.
6) Придание недостаточной или излишней текстурности ремонтируемой поверхности.
7) Заплата геометрически установлена неверно.
Дополнительно ко всем случаям относится использование просроченных материалов для ремонта шин.
Источник
Основные ошибки при ремонте шин
Основные ошибки при ремонте шин
Здесь собраны основные ошибки, приводящие к некачественному ремонту покрышек. Настоящая действительность богаче.
Заплата разрушена изнутри.
Причины:
1) Направление корда в заплате не соответствует направлению корда в шине.
Пример: ремонт радиальных шин диагональными пластырями и ремонт
диагональных шин радиальными пластырями.
2) Направление корда в заплате соответствует направлению корда в шине, но заплата установлена неверно. Указатель (стрелка) «к борту» направлен в другую сторону.
3) Ремонт неремонтопригодного повреждения. Повреждение слишком велико, либо находится в неремонтируемой зоне.
4) Неправильный подбор заплаты. Заплата слишком мала, либо содержит недостаточно слоев корда.
5) Неправильная установка заплаты. Установка пластыря не по центру повреждения. При ремонте боковины излишнее/недостаточное смещение пластыря к центральной протекторной части шины.
6) Процесс горячей вулканизации произведен с нарушениями. В канале остался воздух. Превышено время вулканизации или превышена максимальная температура вулканизации, структура резины разрушена.
Сырая резина после вулканизации отслаивается или трескается.
Причины:
1) Недостаток или переизбыток клея.
2) Слишком высокая, либо слишком низкая температура вулканизации (норма 149°C).
3) Неправильно рассчитанное время вулканизации. Переварка или недоварка как две крайности.
4) Придание недостаточной или излишней текстурности ремонтируемой поверхности.
5) Комбинирование материалов разных марок.
6) Недостаточная очистка и обезжиривание адгезивной поверхности.
7) Использование для зачистки резиновой поверхности высокооборотистого пневмоинструмента.
Причина:
1) Повреждение не заполнено снаружи. Ремонт произведен только изнутри заплатой.
Причины:
1) Ремонт неремонтопригодного повреждения. Повреждение слишком велико, либо находится в неремонтируемой зоне.
2) Нарушена герметичность шины. Внутренний гермослой не восстановлен.
3) Процесс горячей вулканизации произведен с нарушениями. В канале остался воздух.
4) Не диагностированное расслоение корда шины.
Причины:
1) Не удален гермослой в предполагаемой зоне ремонта.
2) Адгезивная поверхность не обезжирена и/или плохо очищена.
3) Клей пересушен или недосушен.
4) Шина в процессе ремонта деформирована.
5) Комбинирование материалов разных марок.
6) Придание недостаточной или излишней текстурности ремонтируемой поверхности.
7) Заплата геометрически установлена неверно.
Дополнительно ко всем случаям относится использование просроченных материалов для ремонта шин.
Источник
Ошибки при ремонте шин

Характерные ошибки, допускаемые при ремонте шин.
1. Зачистка ремонтной поверхности.
а) Многие начинающие шиноремонтники по незнанию и за неимением лучшего производят зачистку ремонтной поверхности абразивными камнями и высокооборотистым пневмоинструментом 20000 об/ мин. При такой скорости обработки верхний слой резины расплавляется и теряет прочность. Признаком необратимых изменений в резине является появление дыма при зачистке. При дальнейшей эксплуатации шины подгоревшая резина начинает вести себя как пластилин: чем сильнее нагревается шина, тем мягче и слабее становится подплавленный слой. При обработке резины скорость вращения не должна превышать 2500-5000 об/мин. Высокооборотистый пневмоинструмент с частотой вращения более 5000об/ мин для шероховки резины лучше не использовать. Пневмоинструмент со скоростью 20000 об/мин. применяются только для обработки металлокорда специальными твердосплавными бурами. (Схема применения инструмента на стр.29)
б) При работе пневмоинструмента, особенно в холодное время года и в условиях повышенной влажности, происходит образование большого количества конденсата, смешанного с маслом. Чтобы исключить попадание конденсатно-масляной взвеси на зачищенную поверхность, необходимо надевать на шлифмашинку отрезок велосипедной камеры для отвода отработанного воздуха за пределы рабочей зоны. Это позволит избежать разбрызгивания кон –денсата и раздувания резиновой пыли, и поможет сохранит ремонтную поверхность чистой.
в) В случае зачистки ремонтной зоны узкими дисковыми фрезами поверхность получается неровной и под пластырем всегда будет оставаться воздух, а при промазывании клеем получится неравномерно высыхающий слой. Для устранения этого недостатка зачистку внутри шины лучше производить карбидной фрезой в виде полусферы. При использовании полусферических фрез поверхность зачищается равномернее.
г) Несоблюдение рекомендуемых углов при разделке повреждения. Зачистку места ремонта нужно делать под углом не менее 120 в боковой зоне автошины и 90 на беговой дорожке. Зачищать края пореза следует как можно плавнее, не оставляя изломов и мест концентрации напряжений. Всегда обеспечивайте возможность сырой резине, используемой для наружного косметического ремонта затечь внутрь пореза и соединиться с пластырем. Никогда не оставляйте под пластырем узких щелей с необработанными краями! В таких местах проблемы возникнут в первую очередь,-сначала лопнет декоративная резина, а затем протрется и пластырь.
д) При ремонте шин, в которые ранее был залит так называемый герметик проколов, или они накачивались путем воспламенения бензина внутри шины, требуется полное удаление гермослоя в зоне ремонта из-за негативных изменений его свойств.
2. Обезжиривание ремонтной поверхности.
Причиной брака может стать использование в качестве обезжиривателя составов содержащих присадки, ухудшающих свойства клея(например, автомобильный бензин). Обезжиривать место ремонта следует специальным буферным очистителем, хорошо совместимым с клеем. Кроме понятной всем функции обезжиривания поверхности буферный очиститель выполняет еще одну функцию, сокрытую от глаз,- он размягчает верхний грязный слой резины, облегчая снятие его скребком. Всегда проводите предварительное обезжиривание ремонтной поверхности перед началом шероховки! Это позволит сохранить фрезы чистыми и избавит от необходимости повторного обезжиривания поверхности после зачистки,сохраняя тем самым микротекстуру поверхности.
3. Отслоение пластыря по клеевому слою(самая распространенная причина брака).
Причин может быть несколько:
а) Густой клей.
Загустение клея происходит при испарении растворителя, который при нанесении на поверхность шины должен вызывать разрыхление верхнего слоя резины, облегчая прохождение клея в глубину. Чем глубже клей проникает внутрь ремонтной поверхности, тем прочнее соединение. При использовании загустевшего клея, в котором недостаточно активного растворителя, микрокомпоненты клея не успевают проникнуть вглубь и остаются на поверхности. Не происходит образования переходного буферного слоя, в котором на молекулярном уровне происходит сшивание пластыря с поверхностью шины. Хранить быстросохнущий клей лучше в холодильнике и доливать в расходную банку по мере необходимости. Расходная банка должна быть широкой и низкой, с узким горлышком. Самыми удобными для этой цели являются банки от клея Maruni(Japan).
б) Свертывание клея. При несоблюдении условий хранения клея (18°С) и в случае попадания в банку посторонних веществ происходит его свертывание. Такой клей непригоден для установки пластырей “на холодную”, но его можно использовать при одноэтапном ремонте, когда под действием температуры и давления остаточная химическая активность клея резко возрастает. Избежать старения и сворачивания клея можно, если кисточку из банки не применять для промазки адгезивной резины, содержащей вещества, вызывающие вулканизацию клея.
в) Клей пересушен.
Ситуация, когда промазанную клеем шину откладывают на просушку и забывают о ней, а вспоминают, когда клей уже пересох,- знакома каждому. В этом случае при установке пластыря не происходит плотного соединения с клеем и химическая вулканизация протекает медленно и не по всей площади. Если ремонт выполняется двухэтапным “холодным” методом, то пересушенную ремонтную поверхность необходимо повторно промазать клеем. При одноэтапном методе эта предупредительная мера не требуется, так как при нагревании пластыря под давлением пересохший клей активизируется и качество ремонта не снижается.
г) Клей недосушен. В случае установки пластыря на непросохший клей возможно его сдвигание от центра повреждения, и как следствие, появление вздутия на шине после ремонта.Причин неравномерного высыхания клея может быть несколько:
- •густой клей
- •низкая температура воздуха;
- •холодная шина;
- •жесткая кисточка, не обеспечивающая
- равномерного нанесения клея;
- •грубая зачистка ремонтной поверхности.
И действительно, при ремонте автомобильных камер разница в качестве ремонта не столь ощутима, но при более ответственном ремонте шин такое несоответствие может стать причиной брака. Мы практикуем испытания расходников РОССВИК на совместимость с клеями ведущих производителей, представленных в России. К применению с расходниками РОССВИК можно рекомендовать клея Maruni и Tip-Top без снижения качества ремонта. Однако следует помнить, что при переходе на клей другого производителя необходимо найти правильный режим сушки. По итогам многолетних наблюдений, из числа рекомендуемых мы исключили клей ТЕСН по причине его недостаточной теплостойкости. Клей не выдерживает перегрева шины при высоких нагрузках и пластырь отходит по ослабленному клеевому слою. Для ремонта шин ведущие производители расходных материалов рекомендуют использовать тяжелые клеи, изготовленные на основе более активных растворителей и потому более густые и прочные. Клеи РОССВИК, Tip-Top и Maruni, относятся к тяжелым негорючим клеям с удельным весом 1,4. Отличить легкий горючий клей от тяжелого и теплостойкого можно по весу, материалу упаковки и значку “огнеопасно” на этикетке. Тяжелые клеи разливаются только в металлические банки из-за высокой активности растворителя, а легкие
могут быть разлиты и в пластиковую упаковку.
4. Использование старых и грязных пластырей
В случаях использования пластырей со следами старения и в местах касания руками адгезивного слоя пластыря, на этих участках возникает поверхностная потожировая пленка, снижающая клейкость. Для уничтожения этой пленки достаточно перед установкой пластыря освежить адгезив, промазав его клеем.
5.Использование пластырей с подвулканизированным адгезивом в результате нарушения условий и сроков хранения.
Ведущие производители расходных материалов для холодной вулканизации рекомендуют хранить их в темном месте при температуре не выше 18°С. При несоблюдении рекомендованного температурного режима возможны старение и подвулканизация химического слоя. Для проверки состояния адгезивного слоя изделие нужно согнуть пополам. Адгезив должен слегка слипаться, а после разгибания чуть “бугриться” на месте сгиба. Если есть сомнения в годности химического слоя, то такие пластыри следует устанавливать только одноэтапным способом на прослоечную резину, предварительно зачистив подвулканизированный пластырь.
Источник
Характерные ошибки, допускаемые при ремонте шин
1. Зачистка ремонтной поверхности.
- Многие начинающие шиноремонтники по незнанию и за неимением лучшего производят зачистку ремонтной поверхности абразивными камнями и высокооборотистыми шлифмашинками 20000 об/мин. При такой скорости обработки верхний слой резины расплавляется и теряет прочность. Признаком необратимых изменений в резине является появление дыма при зачистке. При дальнейшей эксплуатации шины подгоревшая резина начинает вести себя как пластилин: чем сильнее нагревается шина, тем мягче и слабее становится подплавленный слой. При обработке резины наждачными камнями скорость вращения не должна превышать 2500 об/мин, а при использовании карбидных фрез допустимо увеличение скорости до 5000 об/мин. Высокооборотистые шлифмашинки с частотой вращения более 5000об/мин для шероховки резины лучше не использовать. Шлифмашинки со скоростью 20000 об/мин. применяются только для обработки металлокорда специальными твердосплавными бурами.
- При работе пневмоинструмента, особенно в холодное время года и в условиях повышенной влажности, происходит образование большого количества конденсата, смешанного с маслом. Чтобы исключить попадание конденсатно-масляной взвеси на зачищенную поверхность, необходимо надевать на шлифмашинку кусок велосипедной камеры для отвода отработанного воздуха за пределы рабочей зоны. Это позволит избежать разбрызгивания кон — денсата и раздувания резиновой пыли, и поможет сохранит ремонтную поверхность чистой.
- В случае зачистки ремонтной зоны узкими дисковыми фрезами поверхность получается неровной и под пластырем всегда будет оставаться воздух, а при промазывании клеем получится неравномерно высыхающий слой. Для устранения этого недостатка зачистку внутри шины лучше производить карбидной фрезой в виде полусферы (для легковых шин — RH-102). При использовании полусферических фрез поверхность зачищается равномернее, но потребуется более мощная шлифмашинка со скоростью 2500-5000об/мин.
- Несоблюдение рекомендуемых углов при разделке повреждения. Зачистку места ремонта нужно делать под углом не менее 120 в боковой зоне автошины и 90 на беговой дорожке. Зачищать края пореза следует как можно плавнее, не оставляя изломов и мест концентрации напряжений. Всегда обеспечивайте возможность сырой резине, используемой для наружного косметического ремонта затечь внутрь пореза и соединиться с пластырем. Никогда не оставляйте под пластырем узких щелей с необработанными краями! В таких местах проблемы возникнут в первую очередь,- сначала лопнет декоративная резина, а затем протрется и пластырь.
- При ремонте шин, в которые ранее был залит так называемый герметик проколов, или они накачивались путем воспламенения бензина внутри шины, требуется полное удаление гермослоя в зоне ремонта из-за негативных изменений его свойств.
2. Обезжиривание ремонтной поверхности.
Причиной брака может стать использование в качестве обезжиривателя составов содержащих присадки, ухудшающих свойства клея(например, автомобильный бензин). Обезжиривать место ремонта следует специальным буферным очистителем, хорошо совместимым с клеем. Кроме понятной всем функции обезжиривания поверхности буферный очиститель выполняет еще одну функцию, сокрытую от глаз,- он размягчает верхний грязный слой резины, облегчая снятие его скребком.
Всеща проводите предварительное обезжиривание ремонтной поверхности перед началом шероховки! Это позволит сохранить фрезы чистыми и избавит от необходимости повторного обезжиривания поверхности после зачистки,сохраняя тем самым микротекстуру поверхности.
3. Отслоение пластыря по клеевому слою(самая распространенная причина брака).
Причин может быть несколько:
Загустение клея происходит при испарении растворителя, который при нанесении на поверхность шины должен вызывать разрыхление верхнего слоя резины, облегчая прохождение клея в глубину. Чем глубже клей проникает внутрь ремонтной поверхности, тем прочнее соединение. При использовании загустевшего клея, в котором недостаточно активного растворителя, микрокомпоненты клея не успевают проникнуть вглубь и остаются на поверхности. Не происходит образования переходного буферного слоя, в котором на молекулярном уровне происходит сшивание пластыря с поверхностью шины. Хранить быстросохнущий клей лучше в холодильнике и доливать в расходную банку по мере необходимости. Расходная банка должна быть широкой и низкой, с узким горлышком. Самыми удобными для этой целя являются банки от клея Maruni(Japan).
При несоблюдении условий хранения клея (18 С) и в случае попадания в банку посторонних веществ происходит его свертывание. Такой клей непригоден для установки пластырей «на холодную», но его можно использовать при одноэтапном ремонте, когда под действием температуры и давления остаточная химическая активность клея резко возрастает. Избежать старения и сворачивания клея можно, если кисточку из банки не применять для промазки адгезивной резины, содержащей вещества, вызывающие вулканизацию клея.
Ситуация, когда промазанную клеем шину откладывают на просушку и забывают о ней, а вспоминают, когда клей уже пересох,- знакома каждому. В этом случае при установке пластыря не происходит плотного соединения с клеем и химическая вулканизация протекает медленно и не по всей площади. Если ремонт выполняется двухэтапным «холодным» методом, то пересушенную ремонтную поверхность необходимо повторно промазать клеем. При одноэтапном методе эта предупредительная мера не требуется, так как при нагревании пластыря под давлением пересохший клей активизируется и качестве ремонта не снижается.
В случае установки пластыря на непросохший клей возможно его сдвигание от центра повреждения, и как следствие, появление вздутия на шине после ремонта.
Причин неравномерного высыхания клея может быть несколько:
2. низкая температура воздуха;
4. жесткая кисточка, не обеспечивающая равномерного нанесения клея;
5. грубая зачистка ремонтной поверхности.
И действительно, при ремонте автомобильных камер разница в качестве ремонта не столь ощутима, но при более ответственном ремонте шин такое несоответствие может стать причиной брака. Мы практикуем испытания расходников РОССВИК на совместимость с клеями ведущих производителей, представленных в России. К применению с расходниками РОССВИК можно рекомендовать клея Maruni и Tip-Top без снижения качества ремонта. Однако следует помнить, что при переходе на клей другого производителя необходимо найти правильный режим сушки.
По итогам многолетних наблюдений, из числа рекомендуемых мы исключили клей ТЕСН по причине его недостаточной теплостойкости. Клей не выдерживает перегрева шины при высоких нагрузках и пластырь отходит по ослабленному клеевому слою. Для ремонта шин ведущие производители расходных материалов рекомендуют использовать тяжелые клеи, изготовленные на основе более активных растворителей и потому более густые и прочные. Клей РОССВИК, Tip- Top и Maruni, относятся к тяжелым негорючим клеям с удельным весом 1,4. Отличить легкий горючий клей от тяжелого и теплостойкого можно по весу, материалу упаковки и значку «огнеопасно» на этикетке. Тяжелые клеи разливаются только в металлические банки из-за высокой активности растворителя, а легкие могут быть разлиты и в пластиковую упаковку.
4. Использование старых и грязных пластырей
В случаях использования пластырей со следами старения и в местах касания руками адгезивного слоя пластыря, на этих участках возникает поверхностная потожировая пленка, снижающая клейкость. Для уничтожения этой пленки достаточно перед установкой пластыря освежить адгезив, промазав его клеем.
5. Использование пластырей с подвулканизированным адгезивом в результате нарушения условий и сроков хранения.
Ведущие производители расходных материалов для холодной вулканизации рекомендуют хранить их в темном месте при температуре не выше 18°С. При несоблюдении рекомендованного температурного режима возможны старение и подвулканизация химического слоя. Для проверки состояния адгезивного слоя изделие нужно согнуть пополам. Адгезив должен слегка слипаться, а после разгибания чуть «бугриться» на месте сгиба. Если есть сомнения в годности химического слоя, то такие пластыри следует устанавливать только одноэтапным способом на прослоенную резину, предварительно зачистив подвулканизированный пластырь.
6. Жесткая ремонтная резина.
При ремонте сквозных повреждений следует помнить, что для ремонта беговой дорожки лучше использовать износостойкую резину с твердостью по Шору 60-65ед., а для ремонта в боковой зоне нужна высокоэластичная резина с твердостью не более 50 ед. При несоблюдении этих рекомендаций мягкая резина на беговой дорожке будет быстрее изнашиваться и даст пятно. А в случае использования жесткой резины при ремонте плеча и боковины, она просто начнет растрескиваться и отходить от шины.
7. Зашивание пореза нитками.
Часто приходиться выслушивать доводы шиноремонтников в пользу прошивания пореза нитками. Некоторые из них действительно уверены в пользе шитья, так как при этом якобы не возникает вздутий на шине после ремонта. Необходимо отметить, что вздутия, как правило, появляются только в случае выполнения ремонта на неприспособленном для этого С-образном вулканизаторе. Причина возникновения вздутий на месте ремонта заключается в следующем.
Толщина покрышки в зоне ремонта неодинакова, а значит, и сила сжатия в разных точках будет отличаться. Плоские нагревательные элементы С-образного вулканизатора, зажав покрышку в толстых местах, слабо прижимают ее в зоне пореза. Сырая резина под давлением проникает в порез и раздвигает его слабозажатые края, деформируя шину. В итоге порез вулканизируется в раздвинутом состоянии и после вулканизации на этом месте остается вздутие. В стремлении избежать раздвигания пореза, ремонтники накладывают меньше сырой резины или уменьшают давление вулканизатора. В результате из-за нехватки давления резина после вулканизации получается пористой и непрочной, и работу приходится переделывать.
При ремонте на двухстоечном вулканизаторе «Термопресс-1» проблемы раздвигания пореза просто не существует, так как порез перед вулканизацией уже закреплен пластырем и обжим места ремонта происходит равномерно по всей площади профильного лекала без деформации каркаса шины.
Источник
- 15 Ноя 2015
Мужики , надо было завулканизировать камеру.
Купил сырую резину в наличии имеется вулканизатор ещё советский типа небольших тисков с нагревателем.
Зачистил камеру, сырую резину смочил в бензине , сверху вырезал латку из старой камеры.. Весь этот бутерброд поместил под вулканизатор . Нагрелся он до 150 грд. в этом режиме грел минут 15 .
Но сырая резина так и не склеилась она становится какая-то рыхлая и не тянется, а простоя отрывается частями.
Пробовал с разным временем и температурой — результат один сырая резина не клеит, а становится рыхлой и отрывается частями.
Может ли быть что эта резина которую я купил не предназначена для вулканизации ?
- 15 Ноя 2015
Advent, Надо было купить копеешные заплатки для велокамер(желтое на черном) намазать желтое резиновым клеем наклеить на дырень и вулкануть. Желтое-это типа правильная сырая резина. Так даже продавцы часто рекомендуют ссылка скрыта от публикации / продаются в розницу на любом рынке. Совсем бедствуете? Что ты там купил под видом сырой резины надо смотреть.
- 15 Ноя 2015
В том и вопрос , а что бывает неправильная сырая резина ?
- 15 Ноя 2015
Advent, Теперь все бывает,даже неправильные пчелы. Тебе заклеить или победа важней?
- 15 Ноя 2015
А можно как-то отличить хорошую сырую резину от поддельной ?
- 15 Ноя 2015
Вернуться в СССР. Там хоть и мало чего было, но оно было правильное.
- 16 Ноя 2015
Advent сказал(а):
Зачистил камеру, сырую резину смочил в бензине , сверху вырезал латку из старой камеры.. Весь этот бутерброд поместил под вулканизатор . Нагрелся он до 150 грд. в этом режиме грел минут 15 .
Нужно было кусочек резины растворить в бензине типа клея, им намазать и потом латку. Температуру лучше 110. Плюс камера точно резиновая? Сейчас каучуки синтетические, поэтому с этим проблемы.
- 16 Ноя 2015
Илья Николаич сказал(а):
Сейчас каучуки синтетические, поэтому с этим проблемы.
Мне это на шиномонтаже объяснили так- есть резина нормальная, а есть китайская. На второй заплаты не держатся, лучше купить новую камеру
- 16 Ноя 2015
Ничего нигде не нужно растворять! Место зачистить, обезжирить ЧИСТЫМ бензином, наложить ЗАПЛАТКУ из СЫРОЙ ЛИСТОВОЙ РЕЗИНЫ , сверху положить на всякий случай, что бы не прилипла, кусок газеты и все в вулканизатор! Сырая резина листовая с обеих сторон покрыта защитной пленкой, перед применением пленку удалить!
- 16 Ноя 2015
Теоретик65 сказал(а):
Сырая резина листовая с обеих сторон покрыта защитной пленкой, перед применением пленку удалить!
Я зная как она выглядит, у меня ещё пол рулона с тех времён осталось. Потому и советую, что свежая вряд ли продаваться будет. Не встречалась вообще.
- 16 Ноя 2015
видимо камера из бутиловой резины
используй латку сырой резины из вышеупомянутой
или материалы TIP-TOP
- 16 Ноя 2015
Advent сказал(а):
Пробовал с разным временем и температурой
возьми еще лучше вариант. Был вулканизатор под дозу бензина. Заливаешь, зажигаешь и ни разу не подводил. Латку от камеры не бери — толстовата, от лисапеда возьми.
- 16 Ноя 2015
Advent сказал(а):
В том и вопрос , а что бывает неправильная сырая резина ?
У электриков спроси , у них правильная . А то что латки продают , это самовулканка под клей.
- 16 Ноя 2015
Всё таки похоже сырая резина у меня плохая, так как при нагреве она полюбому хоть как-то должна была схватиться ,
Всем спасибо, буду искать хорошую .
- 16 Ноя 2015
Advent сказал(а):
Всем спасибо, буду искать хорошую .
Мне все таки интересно:
Гонта сказал(а):
Тебе заклеить или победа важней?
?
- 16 Ноя 2015
на тачке всё время клею ранее упомянутой оранжевой заплаткой. Ну когда на гвоздь наеду. Главное потом с неё и с лица плёнку снять. А уж на велики и подавно. Не зависимо резина там или какая-то хрень вместо неё.
- 16 Ноя 2015
Илья Николаич сказал(а):
Я зная как она выглядит, у меня ещё пол рулона с тех времён осталось.
Ты проверяй её свойства хотя бы раз в год. А то у меня так же лежала в гараже завернутая в плёнке, а теперь даже бензином не размокает — самозатвердевает или от паров каких то.
- 16 Ноя 2015
Advent сказал(а):
В том и вопрос , а что бывает неправильная сырая резина ?
Бывает маслостойкая сырая резина. Применяется для изготовления прокладок, колец втулок, сальников. Для заплат непригодна.
lexa9131 сказал(а):
Я зная как она выглядит, у меня ещё пол рулона с тех времён осталось.
Ты проверяй её свойства хотя бы раз в год. А то у меня так же лежала в гараже завернутая в плёнке, а теперь даже бензином не размокает — самозатвердевает или от паров каких то.Факт! Сырая резина имеет срок годности, потом как бы самовулканизируется.
Теоретик65, сверху положить на всякий случай, что бы не прилипла, кусок газеты и все в вулканизатор!
А прокладкой между нагревателем и заплатой очень удобно использовать фольгу. И тепло проводит и убирается легко потом.
————————
П.С. Время вулканизации грубо определяем так: ложим на нагреватель сверху крупинки сахарного песка, начало плавления песка-окончание процесса .
- 16 Ноя 2015
Bazuev56 сказал(а):
между нагревателем и зарплатой
О чем мысли?
- 17 Ноя 2015
uam сказал(а):
Сладкое любит.
- 17 Ноя 2015
uam сказал(а):
между нагревателем и зарплатой
О чем мысли?Всего лишь ошибки в тексте..

- 18 Ноя 2015
Bazuev56 сказал(а):
ложим на нагреватель сверху крупинки сахарного песка, начало плавления песка-окончание процесса
Заплатка и Чупа-Чупс впридачу
а так, я клею велосипедным набором для ремонта камер
Проводим герметизацию с помощью сырой резины
Сырая резина изготавливается из каучука или содержащей его смеси, которые имеют такие важные свойства, как гибкость, износоустойчивость, термостойкость. Изделия из резины для герметизации производят с помощью вулканизации. Вулканизация представляет собой сложный физико-химический процесс, выполняемый в специально созданных условиях. Формирование резиновых изделий при этом процессе происходит под действием высокой температуры с помощью специального пресса и форм.
Герметизацию соединений производят с помощью следующих материалов:
- резина для герметизации;
- муфты холодной усадки;
- термоусадочные трубки.
Благодаря герметизации стыков предохраняются от увлажнения резьбовые соединения. Оперативно герметизировать соединения кабеля можно муфтой холодной усадки, не оставляющей после демонтажа каких-либо остатков в виде налипших частиц. Резиновые смеси – очень важный компонент, использующийся при ремонте автомобильных резиновых шин.
Особенности сырой резины
Сырую резину получают в качестве эластичного материала при вулканизации каучука с соблюдением температурного режима в диапазоне 110 – 180°С в течение заданного периода времени. При производстве резинотехнической смеси к натуральному или синтетическому каучуку добавляют специальные вещества для облегчения обработки материала и придания ему определенных свойств.
Компоненты, входящие в резиновые смеси:
- Каучук.
- Добавки, способствующие процессу вулканизации – сера в чистом виде или в комплексе с ускорителями.
- Ингредиенты, смягчающие твердость резины.
- Улучшающие технологические свойства будущей смеси наполнители, являющиеся твердыми веществами органического или неорганического происхождения и имеющие различную степень дисперсности.
- Красители и пигменты (липотон, цинковые белила и другие).
- Компоненты, увеличивающие устойчивость резины к действию солнечного света, радиации, озона, высокой температуры, кислорода и другим неблагоприятным факторам окружающей среды.
Состав и количество используемых ингредиентов определяются видом смеси и сферой ее применения. При изготовлении автомобильных шин и материалов для их ремонта большое значение имеет твердость резины, измеряемая дюрометром, изобретенным в 20-х годах двадцатого века А.Ф. Шором.
Изделия из сырой резины
Из сырой резины марки В14 производятся уплотнительные изделия, например кольца и прокладки. Они обладают устойчивостью к таким агрессивным средам, как щелочи, масла, ГСМ, выдерживают температуру от — 30°С до + 100°С. Резиновая смесь ИРП 1267 применяется в изготовлении изделий, имеющих высокую устойчивость к высоким и низким значениям температуры и отличные электроизоляционные свойства: манжет, про, колец, труб. Мембранное полотно представляет собой прорезиненную с двух сторон ткань. Ее применяют для изготовления плоских мембран, входящих в узлы транспортных средств, автомобильных карбюраторов, газового и топливного оборудования. Сырую резину, выпускаемую в рулонах, имеющих ширину 25 -150 мм и толщину 1,5 – 3 мм используют для ремонта таких неисправностей автомобильных покрышек, как повреждение протектора, боковой порез или грыжа.
Ремонт повреждения поверхности шины горячим способом:
- Резина нарезается полосками шириной 1 – 2 см.
- Материал подогревается до 50 — 55°С для облегчения запрессовки.
- В вулканизаторе при температуре 149°С и давлении 3 кг/см2 производится процесс вулканизации. Время выдержки определяется из расчета 10 мин. на полоски толщиной 3 мм.
При недостаточном давлении резина будет иметь пористую структуру. Для соединения материала с шиной используется термоклей. Двухкомпонентную смесь 858 А и В с повышенной твердостью используют для устранения повреждений резины на бортах машин способом холодной вулканизации, чтобы восстановить герметичность мест посадки на обод.
Этот вид ремонта производится следующим образом:
- Компоненты А и В берутся в равных количествах, тщательно смешиваются, чтобы получилась однородная смесь черного цвета.
- Полученная смесь раскатывается на листе слоем толщиной 3 мм и выдерживается 30 минут.
- Слой резины нарезается полосками и запрессовывается в обработанное место повреждения.
- Заканчивают запрессовку, когда раскатка будет готова к использованию.
- Уложенная резина раскатывается так, чтобы состав возвышался над поверхностью покрышки в поврежденном месте. В этом состоянии для окончания процесса вулканизации покрышку нужно выдержать 72 часа, обеспечив температуру в помещении в пределах 18 — 25°С.
- Обработка места повреждения на покрышке полусферой мелкой зернистости S2032, на протекторе – машинкой S 146B.
Материалы, использующиеся в холодной вулканизации
В технологии холодной вулканизации для вулканизатора, осуществляющего быстрый ремонт, используются ремонтные пластыри и химические средства – специальный клей и жидкость. Резина в этой технологии выполняет важную роль дублирующего слоя, которым укрепляются радиальные и диагональные пластыри. Одним из таких материалов является Maruni Floater Gum. Использование резиновой смеси увеличивает продолжительность эксплуатации пластыря, предохраняет его края от появления трещин. Смесь может храниться в течение двух лет после выпуска при 20°С. Ее аналогом является резиновая смесь Tip Top, окрашенная в синий цвет. Состоящие из двух компонентов бинарные смеси, не требующие горячей вулканизации, хорошо подходят для заполнения небольших полостей на внешней стороне шины и при незначительных дефектах в ее основании. К этим изделиям относится, например, аргентинская смесь Tirso Gomez. При ремонте шин должны использоваться соответствующие их виду типы смесей.Материалы для горячей вулканизацииКамерные смеси должны использоваться для ремонта камер. Они имеют высокую прочность на растяжение, твердость 50-60° (по шкале Шора А) — состоят преимущественно из натурального каучука. Смеси, предназначением которых является заполнение воронок повреждения, в том числе мест с отсутствием резины, применяются при методе горячей вулканизации и использованием специальной жидкости Thermopress Solution. Вулканизация их производится при температуре от 100 до 160°С, после нее твердость смеси составляет около 55°. Перед заполнением в воронку резина нагревается не более 80°С. При более высоком нагреве возможно пережигание резины и как следствие – потеря ею клейкости. Этот вид резины универсален для шин коммерческих, легковых и легкогрузовых автомобилей, у которых он применяется для ремонта ходовой и боковой частей. У грузовых шин им ремонтируют боковые части.
Примеры смесей этого типа:
- CT-2 от компании Ferdus. Применяют вместе с раствором Т, твердость прошедшего горячую вулканизацию материала составляет 62° при 20°С. Вулканизация производится при температуре 135 — 145°С.
- Filler Gum от японской компании Maruni. Используется с жидкостью Thermo Liquid. Вулканизация производится при температуре 140°С.
- MTR Rubber от немецкой компании Tip Top обладает высокой устойчивостью к повреждениям, истиранию. Твердость прошедшего вулканизацию материала 60 — 65° по таблице Шора А. Эту сырую резину используют при ремонте шин ОТR и грузовых.
При работе с шинами ОТR, предназначенных для эксплуатации в сложных условиях, резиновую смесь для ремонта подбирают индивидуально. При изготовлении по заказу ей придают необходимые свойства. Итальянская фирма TAP-RAP выпускает три вида ремонтных смесей:
- SR – для устранения боковых повреждений;
- TR – для ходовой части;
- S – буферной связки.
При использовании резиновых смесей учитываются их характеристики, исходя из которых выбирается температура и продолжительность вулканизации, а также значение твердости, которое материал получит после ее прохождения. Опираясь на характеристики, определяется и тип шин, для которого можно использовать конкретный вид смеси. Подбирая смесь правильно и принимая во внимание ее характеристики, можно избежать ошибок при выполнении вулканизации и ремонта.
Смеси, предназначенные для ремонта шин с восстановленным протектором
Смеси для восстановленных шин бывают следующих типов:
- Невулканизированная резина – применяется при наварке шин для легковых и грузовых автомобилей в вулканизационном прессе.
- Вулканизированная смесь – прошедшие вулканизацию готовые ленты для ремонта шин к грузовым и крупногабаритным автомобилям, имеющие достаточную твердость и устойчивость к факторам внешней среды.
- Праймер – смесь для вулканизирования шинного каркаса и протекторных лент. В ее составе нет ингредиентов, имеющих устойчивость к факторам, влияющим на шину извне.
- Боковая резина – применяемая при ремонте плечевой части шины с захватом края протектора, прошедшего вулканизацию.
- Резина, которой заполняется воронка повреждения. Обычно имеет вид шнура, составляющего в диаметре 8 – 10 мм. При их обработке используется экструдер. Некоторые смеси этого вида не содержат предотвращающих старение компонентов, так как ими можно выполнять только заполнение воронки, образовавшейся под протектором при повреждении шины.
Реверсия резиновой смеси
В процессе вулканизации необходимо придерживаться указанного времени и температуры, при работе с некоторыми материалами их превышение может привести к реверсии. Она заключается во вторичном распаде поперечных связей, проявляющемся вязкостью и пластичностью материала. Чтобы не допустить подобной ошибки, необходимо внимательно относится к параметрам сырой резины.В начале становления шинной промышленности специалистам, занимающимся ремонтом шин, приходилось самостоятельно подбирать состав резиновой смеси, учитывая при этом тип шины и вид повреждения.
Особенности процесса вулканизации
Сырую резину вулканизируют в автоклаве, специальных формах и других видах оборудования. Добавление в смесь ускорителей позволяет сократить продолжительность процесса и повысить качество материала. Особенно активные ускорители могут уменьшить длительность процесса в 20 раз. В нашей стране производятся в основном два вида ускорителей: дифенилгуанидин и более активный тиурам. Дифенилгуанидин представляет собой кристаллический порошок белого или желтого цвета. Тиурам – желтый порошок.При изготовлении деталей применяют прессование и вулканизацию сырой резины в прессформах открытого или литьевого вида с подогревом. Они могут быть армированными или не иметь армирования. Для большинства типов сырой резины время вулканизации при 145°С составляет от 15 до 50 минут.В пресс-формах изготавливают резиновые кольца, имеющие 0-образное сечение. Благодаря сложным физическим и химическим процессам молекулы каучука приобретают новую пространственную структуру с превращением пластичного каучука в материал, характеризующийся прочностью и эластичностью.
Способы вулканизации
Вулканизация может выполняться следующими способами:
- В котле воздействием острого пара;
- Перегретым паром;
- В аппарате воздействием острого пара;
- Открытым способом.
Ремонт поврежденной камеры с применением самовулканизирующихся материалов
Этот вид ремонта достаточно эффективен, выполняется за 3 — 5 минут. На участок, подлежащий ремонту, наносят клей, химические компоненты которого способствуют быстрой вулканизирующей реакции резины с вырезанным из сырой резины пластырем и надежному их соединению.
Специальная обработка поверхности материала усиливает адгезию и улучшает смачиваемость склеиваемой поверхности.
Она включает такие виды операций:
- Физические: шлифование, воздействие ультразвуком, ионная бомбардировка, нанесение растворителей, воздействие режущим инструментом.
- Химические: фосфатирование, травление, анодирование.
- Операции физического характера выравнивают поверхность и удаляют загрязнения. С помощью химических операций увеличивается количество точек адгезии с созданием благоприятных условий для взаимодействия материалов, также имеющего химическую природу.
При выполнении вулканизационных работ следует соблюдать осторожность, чтобы избежать следующих видов травм:
- Травмы рук при использовании в работе прессов и зачистных станков;
- Повреждения, полученные в результате взрыва парового вулканизационного аппарата;
- Ожоги от прикосновения к горячим элементам вулканизационных установок и контакте с вырвавшимся паром;
- Удары электрического тока при использовании электрооборудования;
- Отравление при вдыхании испарений растворителей и выделяющихся в процессе вулканизации сырой резины газов.