
Правильных ответов не менее 97%
Для быстрого поиска по странице нажмите Ctrl+F и в появившемся окошке напечатайте слово запроса (или первые буквы)
Качество товара (услуги) – это …
совокупность характеристик, которые позволяют ей выполнять
способность полностью удовлетворить ожидания потребителя
+способность удовлетворять установленным и предполагаемым потребностям
функции (соответствовать описанию)
Цикл Шухарта-Деминга включает …
этапы: планирование, организация, мотивация и контроль
11 этапов, в том числе: 1-маркетинг, 11- утилизация
+этапы: Plan (Планируй) – Do (Внедряй) – Check (Проверь) – Act (Действуй с учетом внедрения)
Неверно, что в 8 принципов управления качеством входит принцип …
постоянного улучшения процессов
принятия решений на основе фактов
+комплексного подхода к решению проблем
Принцип … относится к 8 принципам управления качеством
комплексного подхода к решению проблем
сохранения конкурентных преимуществ
+взаимовыгодных отношений с поставщиками
минимальных издержек
Неверно, что подсистема … входит в число 5 основных подсистем СМК
обучения
мотивации
+контроля
… — это стадия жизненного цикла продукта, которую принято считать последней
Описание продукта после его снятия с производства
Реализация и распределение продукции
+Утилизация после использования
Профиль желаемого качества включает характеристики, которые …
потребитель желает видеть в продукте
+являются неожиданными для потребителя, т.е. идут сверх запрашиваемых им характеристик
желательно добавить к новому продукту
… профиль качества, — это профиль качества, включающий характеристики, которые потребитель считает само собой разумеющимися
Требуемый
Желаемый
+Базовый
… метод определения показателей качества основан на использовании информации, получаемой путем подсчета числа определенных событий и/или предметов
Расчетным
Органолептическим
+Регистрационным
… метод определения показателей качества основан на использовании информации, получаемой с помощью теоретических или эмпирических зависимостей
Органолептическим
Регистрационным
+Расчетным
… метод оценки уровня качества продукции основан на сравнении показателя качества оцениваемого вида продукции с соответствующим базовым показателем
Расчетный
Относительный
+Дифференцированный
Значение индекса воспроизводимости технологического процесса Cр при повышении управляемости процесса …
зависит от других факторов
уменьшается
+увеличивается
Увеличение дисперсии выборки результатов технологического процесса свидетельствует о том, что управляемость процесса …
возрастает
не меняется
+уменьшается
Ошибкой первого рода является …
ошибочное признание бракованной продукции годной
любое ошибочное составление плана статистического контроля
+ошибочное признание годной продукции бракованной
Ошибкой второго рода является …
любое ошибочное решение по итогам статистического контроля
ошибочное признание годной продукции бракованной
+ошибочное признание бракованной продукции годной
изображает такой инструмент качества, как …
гистограмма
диаграмма рассеивания
+контрольная карта
… — это данные, достаточные для построения гистограммы при известной выборке
Максимальное и минимальное значение и их разница (размах)
Парные сочетания «значение – количество значений в выборке»
Ширина столбца, суммарная высота столбцов
+Ширина столбца, количество вхождений в каждый
Контрольным листком называют …
любой документ, содержащий результаты контроля;
регистр, предназначенный для регистрации данных, выходящих за контрольные нормативы
+регистр, подготовленный для сбора данных определенного вида
В соответствии с контрольной картой технологический процесс удовлетворителен, если результаты контроля …
не приближаются к границам допустимых значений
остаются вне пределов допустимых значений
+не выходят за границы допустимых значений
Стандарт …
устанавливает требования, обязательные для исполнения, а технический регламент — характеристики, использование которых является добровольным
и технический регламент — это взаимозаменяемые понятия
+устанавливает характеристики, использование которых является добровольным, а технический регламент – требования, обязательные для исполнения
Существуют …
государственные стандарты и стандарты предприятий
государственные и международные стандарты
+стандарты предприятий и организаций, национальные и международные стандарты
Принцип … является теоретической базой стандартизации
взаимозаменяемости
системности
+предпочтительности
Неверно, что существует такой научно-технический принцип стандартизации, как …
обеспечение функциональной взаимозаменяемости
взаимоувязка стандартов
+дополнительная функциональная надежность
Основное преимущество процессного подхода состоит в том, что он позволяет …
повысить управляемость предприятия в целом
построить оптимальную организационную структуру
+преодолеть функциональные барьеры и ориентировать организацию на потребителя
«…» — это характерный признак, который может отсутствовать у процесса
Стоимость (или ценность) «выхода» у процесса выше стоимости «входа»
У процесса всегда есть владелец
+у процесса всегда есть внешний потребитель
Сеть процессов на предприятии должна содержать …
в общей сложности не более 12 процессов
основные процессы, количество которых на предприятии <= 5+-2, и вспомогательные процессы, количество которых на предприятии <= 7±2
+основные процессы, количество которых на предприятии <= 7+-2, и вспомогательные процессы, количество которых на предприятии <= 5±2
… — это таблица, в которой отмечается участие сотрудников в выполнении работ по процессу
Матрица участия
Схема процесса
+Матрица ответственности
Стандарт ИСО 9004:2000 …
содержит основные положения и словарь, а ИСО 9001:2000 — нет
содержит рекомендации по внедрению процессного подхода, а ИСО 9001:2000
+нацеливает организацию на эффективность, а ИСО 9001:2000 — на результативность
Число обязательных документированных процедур, проведения которых требует стандарт ИСО 9001:2000, равно …
3
+6
0
1
Система «кайдзен» …
свойственна только японскому стилю управления и никак не связана с инновациями
это то же самое, что и инновация
+означает постепенное совершенствование, а инновация – значительное преобразование
Ошибки первого рода (англ. type I errors, α errors, false positives) и ошибки второго рода (англ. type II errors, β errors, false negatives) в математической статистике — это ключевые понятия задач проверки статистических гипотез. Тем не менее, данные понятия часто используются и в других областях, когда речь идёт о принятии «бинарного» решения (да/нет) на основе некоего критерия (теста, проверки, измерения), который с некоторой вероятностью может давать ложный результат.
Определения
Пусть дана выборка  из неизвестного совместного распределения , и поставлена бинарная задача проверки статистических гипотез:
из неизвестного совместного распределения , и поставлена бинарная задача проверки статистических гипотез:
где — нулевая гипотеза, а — альтернативная гипотеза. Предположим, что задан статистический критерий
,
сопоставляющий каждой реализации выборки одну из имеющихся гипотез. Тогда возможны следующие четыре ситуации:
-
Распределение
выборки соответствует гипотезе , и она точно определена статистическим критерием, то есть . -
Распределение
выборки соответствует гипотезе , но она неверно отвергнута статистическим критерием, то есть . -
Распределение
выборки соответствует гипотезе , и она точно определена статистическим критерием, то есть . -
Распределение
выборки соответствует гипотезе , но она неверно отвергнута статистическим критерием, то есть .
Во втором и четвертом случае говорят, что произошла статистическая ошибка, и её называют ошибкой первого и второго рода соответственно. 1)2)
| Верная гипотеза | |||
|---|---|---|---|
|
|
|
||
|
Результат
применения критерия |
|
верно принята |
неверно принята
(Ошибка второго рода) |
|
|
неверно отвергнута
(Ошибка первого рода) |
верно отвергнута |
О смысле ошибок первого и второго рода
Из определения выше видно, что ошибки первого и второго рода являются взаимно-симметричными, то есть если поменять местами гипотезы и , то ошибки первого рода превратятся в ошибки второго рода и наоборот. Тем не менее, в большинстве практических ситуаций путаницы не происходит, поскольку принято считать, что нулевая гипотеза соответствует состоянию «по умолчанию» (естественному, наиболее ожидаемому положению вещей) — например, что обследуемый человек здоров, или что проходящий через рамку металлодетектора пассажир не имеет запрещённых металлических предметов. Соответственно, альтернативная гипотеза обозначает противоположную ситуацию, которая обычно трактуется как менее вероятная, неординарная, требующая какой-либо реакции.
С учётом этого ошибку первого рода часто называют ложной тревогой, ложным срабатыванием или ложноположительным срабатыванием — например, анализ крови показал наличие заболевания, хотя на самом деле человек здоров, или металлодетектор выдал сигнал тревоги, сработав на металлическую пряжку ремня. Слово «положительный» в данном случае не имеет отношения к желательности или нежелательности самого события.
Термин широко используется в медицине. Например, тесты, предназначенные для диагностики заболеваний, иногда дают положительный результат (т.е. показывают наличие заболевания у пациента), когда на самом деле пациент этим заболеванием не страдает. Такой результат называется ложноположительным.
В других областях обычно используют словосочетания со схожим смыслом, например, «ложное срабатывание», «ложная тревога» и т.п. В информационных технологиях часто используют английский термин false positive без перевода.
Из-за возможности ложных срабатываний не удаётся полностью автоматизировать борьбу со многими видами угроз. Как правило, вероятность ложного срабатывания коррелирует с вероятностью пропуска события (ошибки второго рода). То есть: чем более чувствительна система, тем больше опасных событий она детектирует и, следовательно, предотвращает. Но при повышении чувствительности неизбежно вырастает и вероятность ложных срабатываний. Поэтому чересчур чувствительно (параноидально) настроенная система защиты может выродиться в свою противоположность и привести к тому, что побочный вред от неё будет превышать пользу.
Соответственно, ошибку второго рода иногда называют пропуском события или ложноотрицательным срабатыванием — человек болен, но анализ крови этого не показал, или у пассажира имеется холодное оружие, но рамка металлодетектора его не обнаружила (например, из-за того, что чувствительность рамки отрегулирована на обнаружение только очень массивных металлических предметов).
Слово «отрицательный» в данном случае не имеет отношения к желательности или нежелательности самого события.
Термин широко используется в медицине. Например, тесты, предназначенные для диагностики заболеваний, иногда дают отрицательный результат (т.е. показывают отсутствие заболевания у пациента), когда на самом деле пациент страдает этим заболеванием. Такой результат называется ложноотрицательным.
В других областях обычно используют словосочетания со схожим смыслом, например, «пропуск события», и т.п. В информационных технологиях часто используют английский термин false negative без перевода.
Степень чувствительности системы защиты должна представлять собой компромисс между вероятностью ошибок первого и второго рода. Где именно находится точка баланса, зависит от оценки рисков обоих видов ошибок.
Вероятности ошибок (уровень значимости и мощность)
Вероятность ошибки первого рода при проверке статистических гипотез называют уровнем значимости и обычно обозначают греческой буквой (отсюда название -errors).
Вероятность ошибки второго рода не имеет какого-то особого общепринятого названия, на письме обозначается греческой буквой (отсюда -errors). Однако с этой величиной тесно связана другая, имеющая большое статистическое значение — мощность критерия. Она вычисляется по формуле . Таким образом, чем выше мощность, тем меньше вероятность совершить ошибку второго рода.
Обе эти характеристики обычно вычисляются с помощью так называемой функции мощности критерия. В частности, вероятность ошибки первого рода есть функция мощности, вычисленная при нулевой гипотезе. Для критериев, основанных на выборке фиксированного объема, вероятность ошибки второго рода есть единица минус функция мощности, вычисленная в предположении, что распределение наблюдений соответствует альтернативной гипотезе. Для последовательных критериев это также верно, если критерий останавливается с вероятностью единица (при данном распределении из альтернативы).
В статистических тестах обычно приходится идти на компромисс между приемлемым уровнем ошибок первого и второго рода. Зачастую для принятия решения используется пороговое значение, которое может варьироваться с целью сделать тест более строгим или, наоборот, более мягким. Этим пороговым значением является уровень значимости, которым задаются при проверке статистических гипотез. Например, в случае металлодетектора повышение чувствительности прибора приведёт к увеличению риска ошибки первого рода (ложная тревога), а понижение чувствительности — к увеличению риска ошибки второго рода (пропуск запрещённого предмета).
Примеры использования
Радиолокация
В задаче радиолокационного обнаружения воздушных целей, прежде всего, в системе ПВО ошибки первого и второго рода, с формулировкой «ложная тревога» и «пропуск цели» являются одним из основных элементов как теории, так и практики построения радиолокационных станций. Вероятно, это первый пример последовательного применения статистических методов в целой технической области.
Компьютеры
Понятия ошибок первого и второго рода широко используются в области компьютеров и программного обеспечения.
Компьютерная безопасность
Наличие уязвимостей в вычислительных системах приводит к тому, что приходится, с одной стороны, решать задачу сохранения целостности компьютерных данных, а с другой стороны — обеспечивать нормальный доступ легальных пользователей к этим данным (см. компьютерная безопасность). Moulton (1983, с.125) отмечает, что в данном контексте возможны следующие нежелательные ситуации:
-
когда авторизованные пользователи классифицируются как нарушители (ошибки первого рода)
-
когда нарушители классифицируются как авторизованные пользователи (ошибки второго рода)
Фильтрация спама
Ошибка первого рода происходит, когда механизм блокировки/фильтрации спама ошибочно классифицирует легитимное email-сообщение как спам и препятствует его нормальной доставке. В то время как большинство «антиспам»-алгоритмов способны блокировать/фильтровать большой процент нежелательных email-сообщений, гораздо более важной задачей является минимизировать число «ложных тревог» (ошибочных блокировок нужных сообщений).
Ошибка второго рода происходит, когда антиспам-система ошибочно пропускает нежелательное сообщение, классифицируя его как «не спам». Низкий уровень таких ошибок является индикатором эффективности антиспам-алгоритма.
Пока не удалось создать антиспамовую систему без корреляции между вероятностью ошибок первого и второго рода. Вероятность пропустить спам у современных систем колеблется в пределах от 1% до 30%. Вероятность ошибочно отвергнуть валидное сообщение — от 0,001 % до 3 %. Выбор системы и её настроек зависит от условий конкретного получателя: для одних получателей риск потерять 1% хорошей почты оценивается как незначительный, для других же потеря даже 0,1% является недопустимой.
Вредоносное программное обеспечение
Понятие ошибки первого рода также используется, когда антивирусное программное обеспечение ошибочно классифицирует безвредный файл как вирус. Неверное обнаружение может быть вызвано особенностями эвристики, либо неправильной сигнатурой вируса в базе данных. Подобные проблемы могут происходить также и с антитроянскими и антишпионскими программами.
Поиск в компьютерных базах данных
При поиске в базе данных к ошибкам первого рода можно отнести документы, которые выдаются поиском, несмотря на их иррелевантность (несоответствие) поисковому запросу. Ошибочные срабатывания характерны для полнотекстового поиска, когда поисковый алгоритм анализирует полные тексты всех хранимых в базе данных документов и пытается найти соответствия одному или нескольким терминам, заданным пользователем в запросе.
Большинство ложных срабатываний обусловлены сложностью естественных языков, многозначностью слов: например, «home» может обозначать как «место проживания человека», так и «корневую страницу веб-сайта». Число подобных ошибок может быть снижено за счёт использования специального словаря. Однако это решение относительно дорогое, поскольку подобный словарь и разметка документов (индексирование) должны создаваться экспертом.
Оптическое распознавание текстов (OCR)
Разнообразные детектирующие алгоритмы нередко выдают ошибки первого рода. Программное обеспечение оптического распознавания текстов может распознать букву «a» в ситуации, когда на самом деле изображены несколько точек.
Досмотр пассажиров и багажа
Ошибки первого рода регулярно встречаются каждый день в компьютерных системах предварительного досмотра пассажиров в аэропортах. Установленные в них детекторы предназначены для предотвращения проноса оружия на борт самолёта; тем не менее, уровень чувствительности в них зачастую настраивается настолько высоко, что много раз за день они срабатывают на незначительные предметы, такие как ключи, пряжки ремней, монеты, мобильные телефоны, гвозди в подошвах обуви и т.п. (см. обнаружение взрывчатых веществ, металлодетекторы).
Таким образом, соотношение числа ложных тревог (идентифицикация благопристойного пассажира как правонарушителя) к числу правильных срабатываний (обнаружение действительно запрещённых предметов) очень велико.
Биометрия
Ошибки первого и второго рода являются большой проблемой в системах биометрического сканирования, использующих распознавание радужной оболочки или сетчатки глаза, черт лица и т.д. Такие сканирующие системы могут ошибочно отождествить кого-то с другим, «известным» системе человеком, информация о котором хранится в базе данных (к примеру, это может быть лицо, имеющее право входа в систему, или подозреваемый преступник и т.п.). Противоположной ошибкой будет неспособность системы распознать легитимного зарегистрированного пользователя, или опознать подозреваемого в преступлении.3)
Массовая медицинская диагностика (скрининг)
В медицинской практике есть существенное различие между скринингом и тестированием:
-
Скрининг включает в себя относительно дешёвые тесты, которые проводятся для большой группы людей при отсутствии каких-либо клинических признаков болезни (например, мазок Папаниколау).
-
Тестирование подразумевает гораздо более дорогие, зачастую инвазивные, процедуры, которые проводятся только для тех, у кого проявляются клинические признаки заболевания, и которые, в основном, применяются для подтверждения предполагаемого диагноза.
К примеру, в большинстве штатов в США обязательно прохождение новорожденными процедуры скрининга на оксифенилкетонурию и гипотиреоз, помимо других врождённых аномалий. Несмотря на высокий уровень ошибок первого рода, эти процедуры скрининга считаются целесообразными, поскольку они существенно увеличивают вероятность обнаружения этих расстройств на самой ранней стадии.4))
Простые анализы крови, используемые для скрининга потенциальных доноров на ВИЧ и гепатит, имеют существенный уровень ошибок первого рода; однако в арсенале врачей есть гораздо более точные (и, соответственно, дорогие) тесты для проверки, действительно ли человек инфицирован каким-либо из этих вирусов.
Возможно, наиболее широкие дискуссии вызывают ошибки первого рода в процедурах скрининга на рак груди (маммография). В США уровень ошибок первого рода в маммограммах достигает 15%, это самый высокий показатель в мире.5) Самый низкий уровень наблюдается в Нидерландах, 1%.6)
Медицинское тестирование
Ошибки второго рода являются существенной проблемой в медицинском тестировании. Они дают пациенту и врачу ложное убеждение, что заболевание отсутствует, в то время как в действительности оно есть. Это зачастую приводит к неуместному или неадекватному лечению. Типичным примером является доверие результатам кардиотестирования при выявлении коронарного атеросклероза, хотя известно, что кардиотестирование выявляет только те затруднения кровотока в коронарной артерии, которые вызваны стенозом.
Ошибки второго рода вызывают серьёзные и трудные для понимания проблемы, особенно когда искомое условие является широкораспространённым. Если тест с 10%-ным уровнем ошибок второго рода используется для обследования группы, где вероятность «истинно-положительных» случаев составляет 70%, то многие отрицательные результаты теста окажутся ложными. (См. Теорему Байеса).
Ошибки первого рода также могут вызывать серьёзные и трудные для понимания проблемы. Это происходит, когда искомое условие является редким. Если уровень ошибок первого рода у теста составляет один случай на десять тысяч, но в тестируемой группе образцов (или людей) вероятность «истинно-положительных» случаев составляет в среднем один случай на миллион, то большинство положительных результатов этого теста будут ложными.7)
Исследования сверхъестественных явлений
Термин ошибка первого рода был взят на вооружение исследователями в области паранормальных явлений и привидений для описания фотографии или записи или какого-либо другого свидетельства, которое ошибочно трактуется как имеющее паранормальное происхождение — в данном контексте ошибка первого рода — это какое-либо несостоятельное «медиасвидетельство» (изображение, видеозапись, аудиозапись и т.д.), которое имеет обычное объяснение. 
См. также
8 июля 2021 г.
При проверке гипотез нулевая гипотеза — это гипотеза по умолчанию, которая утверждает, что между переменными нет статистической значимости. Исследователь проверяет нулевую гипотезу, чтобы увидеть, достаточно ли статистической значимости, чтобы опровергнуть ее, и это иногда приводит к ошибке типа 1 или типа 2. Если вы занимаетесь проверкой гипотез как частью своей работы, важно понимать, как ошибки типа 1 и типа 2 могут повлиять на ваши результаты.
В этой статье мы объясним, что такое ошибки типа 1 и типа 2, рассмотрим, как они могут возникнуть, обсудим их важность в исследованиях и приведем примеры, которые помогут вам понять эти концепции.
Ошибки типа 1 и типа 2 относятся к неправильным определениям нулевой гипотезы, но они различаются тем, что исследователь считает верным или ложным в отношении гипотезы. Ошибка 1-го типа, также называемая ложноположительной, возникает, когда исследователь отвергает нулевую гипотезу, которая является истинной, и решает, что существует статистически значимое различие, которого не существует. Ошибка типа 2 является обратной ошибкой типа 1. Также известная как ложный отрицательный результат, она возникает, когда исследователь не отвергает нулевую гипотезу, когда альтернативная гипотеза верна.
Например, в судебном деле нулевая гипотеза будет заключаться в том, что обвиняемый невиновен, пока его вина не будет доказана, а альтернативная гипотеза будет состоять в том, что он виновен. Есть четыре возможных исхода в отношении истинного характера дела:
-
Истинно отрицательный: признан невиновным в суде и невиновен на самом деле.
-
Ложное срабатывание: признан виновным в суде, но на самом деле невиновен.
-
Ложноотрицательный: признан невиновным в суде, но на самом деле виновен.
-
Истинно положительный: признан виновным в суде и фактически виновен
В приведенном выше примере второй и третий результаты являются ошибками типа 1 и типа 2 соответственно. В случае ложного срабатывания присяжные ошибочно отвергают нулевую гипотезу, утверждающую, что подсудимый невиновен. В случае ложноотрицательного результата они ошибочно не отвергают нулевую гипотезу.
Почему возникают ошибки первого рода?
Есть два фактора, которые обычно способствуют возникновению ошибок 1-го рода:
Шанс
Проверка гипотез никогда не бывает стопроцентной, поэтому всегда есть возможность сделать неверные выводы на основе имеющихся данных. Как правило, данные поступают из выборочной совокупности, относительно небольшой выборки лиц, предназначенных для обозначения более широкой демографической группы. Иногда данные, генерируемые выборочными совокупностями, искажают выводы, которые не обязательно отражают интересы всего населения. Это переменная, которую исследователи не могут контролировать, но они могут помочь смягчить ее, выбрав более крупные выборки.
Злоупотребление служебным положением
Иногда ошибки 1-го рода возникают из-за неправильной исследовательской практики. Например, исследователи могут неосознанно исказить результаты теста, завершив его слишком рано. Им может показаться, что у них достаточно данных, хотя стандартная практика рекомендует продолжить тест. В качестве альтернативы они могут сделать вывод, несмотря на то, что им не удалось достичь соответствующего уровня статистической значимости. Исследователи могут избежать выводов типа 1, связанных с злоупотреблением служебным положением, если будут следовать протоколам исследований и обеспечивать надежность своей практики.
Почему возникают ошибки второго рода?
Основным фактором, способствующим возникновению ошибок 2-го рода, является размер выборки. Чем больше размер выборки, тем больше вероятность обнаружения различий в статистическом тесте. Например, если вы хотите проверить, относятся ли студенты колледжа положительно или отрицательно к определенному продукту, группа из трех человек может выразить только два к одному разнообразию или вообще ничего не сказать. Для сравнения, выборка из 1000 человек с большей вероятностью вызовет широкий спектр мнений и, таким образом, более точно отразит большую часть населения.
Какова важность ошибок типа 1 по сравнению с ошибками типа 2?
Ошибки типа 1 и типа 2 являются значительными из-за последствий, которые они имеют в реальных приложениях. Ошибки типа 1 обычно приводят к ненужному использованию ресурсов без какой-либо выгоды. Например, если исследователь-медик совершает ошибку 1-го рода в отношении эффективности нового лечения, он может подтвердить ошибочность исследований и методов, что может привести к созданию лекарства, не приносящего облегчения.
Ошибки 2-го типа важны тем, что могут помешать выделению ресурсов и выполнению необходимых действий. Например, при скрининге пациента на наличие заболевания ложноотрицательный результат может свидетельствовать о том, что пациент здоров, хотя на самом деле он нуждается в медицинском вмешательстве.
Примеры ошибок типа 1 и типа 2
Рассмотрим эти примеры ошибок типа 1 и типа 2, чтобы помочь вам понять, что они из себя представляют:
Пример ошибки 1 рода
Медицинский исследователь проверяет эффективность домашнего средства от головной боли. Нулевая гипотеза состоит в том, что домашнее средство не влияет на головную боль, в то время как альтернативная гипотеза состоит в том, что оно лечит головную боль. Исследователь набирает выборку из 20 пациентов с хроническими головными болями и назначает лекарство половине из них в течение одного месяца. Половина, не получающая лекарство, продолжает страдать от хронических головных болей, в то время как у шести человек из оставшейся половины головные боли прекратились.
На основании вышеизложенного исследователь отвергает нулевую гипотезу. Однако, учитывая небольшое количество тех, кто испытал облегчение, могут возникнуть сомнения относительно того, было ли это лекарство или посторонний фактор, который улучшил состояние шести участников. Если эти шесть участников использовали другие средства от головной боли вместе с тестируемым средством, вполне вероятно, что исследователь совершил ошибку 1-го типа.
Пример ошибки 2 рода
Интернет-магазин хочет знать, могут ли изменения дизайна его веб-сайта помочь увеличить продажи. Нулевая гипотеза состоит в том, что изменения дизайна не влияют на продажи, а альтернативная гипотеза говорит об обратном. Продавец проводит A/B-тестирование, в ходе которого сравниваются две версии сайта, существующая версия и обновленная версия. Три дня мониторят продажи на основе существующей версии. Затем в течение следующих трех дней они представляют новую версию и смотрят, как она повлияет на продажи. По истечении шести дней они не видят значительных изменений в показателях продаж.
Однако возможно, что увеличение периодов наблюдения для каждой версии сайта привело бы к статистически значимой разнице. Если бы розничный продавец отслеживал продажи в течение одного месяца каждый и заметил увеличение продаж во втором месяце, он совершил бы ошибку второго рода, ошибочно приняв нулевую гипотезу.
Правильных ответов не менее 97%
Для быстрого поиска по странице нажмите Ctrl+F и в появившемся окошке напечатайте слово запроса (или первые буквы)
Качество товара (услуги) – это …
совокупность характеристик, которые позволяют ей выполнять
способность полностью удовлетворить ожидания потребителя
+способность удовлетворять установленным и предполагаемым потребностям
функции (соответствовать описанию)
Цикл Шухарта-Деминга включает …
этапы: планирование, организация, мотивация и контроль
11 этапов, в том числе: 1-маркетинг, 11- утилизация
+этапы: Plan (Планируй) – Do (Внедряй) – Check (Проверь) – Act (Действуй с учетом внедрения)
Неверно, что в 8 принципов управления качеством входит принцип …
постоянного улучшения процессов
принятия решений на основе фактов
+комплексного подхода к решению проблем
Принцип … относится к 8 принципам управления качеством
комплексного подхода к решению проблем
сохранения конкурентных преимуществ
+взаимовыгодных отношений с поставщиками
минимальных издержек
Неверно, что подсистема … входит в число 5 основных подсистем СМК
обучения
мотивации
+контроля
… — это стадия жизненного цикла продукта, которую принято считать последней
Описание продукта после его снятия с производства
Реализация и распределение продукции
+Утилизация после использования
Профиль желаемого качества включает характеристики, которые …
потребитель желает видеть в продукте
+являются неожиданными для потребителя, т.е. идут сверх запрашиваемых им характеристик
желательно добавить к новому продукту
… профиль качества, — это профиль качества, включающий характеристики, которые потребитель считает само собой разумеющимися
Требуемый
Желаемый
+Базовый
… метод определения показателей качества основан на использовании информации, получаемой путем подсчета числа определенных событий и/или предметов
Расчетным
Органолептическим
+Регистрационным
… метод определения показателей качества основан на использовании информации, получаемой с помощью теоретических или эмпирических зависимостей
Органолептическим
Регистрационным
+Расчетным
… метод оценки уровня качества продукции основан на сравнении показателя качества оцениваемого вида продукции с соответствующим базовым показателем
Расчетный
Относительный
+Дифференцированный
Значение индекса воспроизводимости технологического процесса Cр при повышении управляемости процесса …
зависит от других факторов
уменьшается
+увеличивается
Увеличение дисперсии выборки результатов технологического процесса свидетельствует о том, что управляемость процесса …
возрастает
не меняется
+уменьшается
Ошибкой первого рода является …
ошибочное признание бракованной продукции годной
любое ошибочное составление плана статистического контроля
+ошибочное признание годной продукции бракованной
Ошибкой второго рода является …
любое ошибочное решение по итогам статистического контроля
ошибочное признание годной продукции бракованной
+ошибочное признание бракованной продукции годной
изображает такой инструмент качества, как …
гистограмма
диаграмма рассеивания
+контрольная карта
… — это данные, достаточные для построения гистограммы при известной выборке
Максимальное и минимальное значение и их разница (размах)
Парные сочетания «значение – количество значений в выборке»
Ширина столбца, суммарная высота столбцов
+Ширина столбца, количество вхождений в каждый
Контрольным листком называют …
любой документ, содержащий результаты контроля;
регистр, предназначенный для регистрации данных, выходящих за контрольные нормативы
+регистр, подготовленный для сбора данных определенного вида
В соответствии с контрольной картой технологический процесс удовлетворителен, если результаты контроля …
не приближаются к границам допустимых значений
остаются вне пределов допустимых значений
+не выходят за границы допустимых значений
Стандарт …
устанавливает требования, обязательные для исполнения, а технический регламент — характеристики, использование которых является добровольным
и технический регламент — это взаимозаменяемые понятия
+устанавливает характеристики, использование которых является добровольным, а технический регламент – требования, обязательные для исполнения
Существуют …
государственные стандарты и стандарты предприятий
государственные и международные стандарты
+стандарты предприятий и организаций, национальные и международные стандарты
Принцип … является теоретической базой стандартизации
взаимозаменяемости
системности
+предпочтительности
Неверно, что существует такой научно-технический принцип стандартизации, как …
обеспечение функциональной взаимозаменяемости
взаимоувязка стандартов
+дополнительная функциональная надежность
Основное преимущество процессного подхода состоит в том, что он позволяет …
повысить управляемость предприятия в целом
построить оптимальную организационную структуру
+преодолеть функциональные барьеры и ориентировать организацию на потребителя
«…» — это характерный признак, который может отсутствовать у процесса
Стоимость (или ценность) «выхода» у процесса выше стоимости «входа»
У процесса всегда есть владелец
+у процесса всегда есть внешний потребитель
Сеть процессов на предприятии должна содержать …
в общей сложности не более 12 процессов
основные процессы, количество которых на предприятии <= 5+-2, и вспомогательные процессы, количество которых на предприятии <= 7±2
+основные процессы, количество которых на предприятии <= 7+-2, и вспомогательные процессы, количество которых на предприятии <= 5±2
… — это таблица, в которой отмечается участие сотрудников в выполнении работ по процессу
Матрица участия
Схема процесса
+Матрица ответственности
Стандарт ИСО 9004:2000 …
содержит основные положения и словарь, а ИСО 9001:2000 — нет
содержит рекомендации по внедрению процессного подхода, а ИСО 9001:2000
+нацеливает организацию на эффективность, а ИСО 9001:2000 — на результативность
Число обязательных документированных процедур, проведения которых требует стандарт ИСО 9001:2000, равно …
3
+6
0
1
Система «кайдзен» …
свойственна только японскому стилю управления и никак не связана с инновациями
это то же самое, что и инновация
+означает постепенное совершенствование, а инновация – значительное преобразование
В
практике большое распространение
получил так называемый допусковый
контроль,
суть которого состоит в определении
путем измерения или испытания значения
контролируемого параметра объекта и
сравнение полученного результата с
заданными граничными допустимыми
значениями. Частным случаем допускового
контроля является поверка средств
измерений, в процессе которой исследуется
попадание погрешностей средства
измерений в допустимые пределы. По
расположению зоны контролируемого
состояния различают допусковый контроль
состояний:
• ниже
допускаемого значения Х
< Хдн;
• выше
допускаемого значения Х
> Хдв;
• между
верхним и нижним допускаемыми значениями
Хдн< Х
< Хдв.
Результатом
контроля является не число, а одно из
взаимоисключающих утверждений:
• «контролируемая
характеристика (параметр) находится в
пределах допускаемых значений»,
результат контроля
— «годен»;
• «контролируемая
характеристика (параметр) находится за
пределами допускаемых значений»,
результат контроля
—»не
годен » или «брак».
Для
определенности примем, что решение
«годен» должно приниматься, если
выполняется условие Хдн
Х
Xвд,
где
X, Хдн, Xдв
— истинное значение и допускаемые
верхнее и нижнее значения контролируемого
параметра. На самом же деле с допускаемыми
значениями Хд и Хд сравнивается не
истинное значение Х (поскольку оно
неизвестно), а его оценка Хо, полученная
в результате измерений. Значение Х
отличается от Х на величину погрешности
измерения: Хо
= Хо+ А.
Решение «годен» при проведении
контроля принимается в случае выполнения
неравенства ХднХоХдв.
Отсюда следует, что при допусковом
контроле возможны четыре исхода.
-
Принято
решение «годен», когда значение
контролируемого параметра находится
в допускаемых пределах, т.е. имели место
события ХднХХдв
, ХднХоХдв.
Если известны плотности вероятностей
законов распределения f(X)
контролируемого параметра Х и погрешности
его измерения f(А),
то при взаимной независимости тих
законов и заданных допустимых верхнем
и нижнем значениях параметра вероятность
события «годен» .

2.
Принято решение «брак», когда
значение контролируемого параметра
находится вне пределов допускаемых
значений, т.е. имели место события Х
< Хдн или
Х >
Хдв и Хо< Хдн или Хо> Хдв. При оговоренных
допущениях вероятность события «негоден»
или «брак»

-
Принято
решение «брак», когда истинное
значение контролируемого параметра
лежит в пределах допускаемых значений,
т.е. Хо<Хдн или Хо>Хдв и Хдн
Х Хдв
и забракован исправный объект. В этом
случае принято говорить, что имеет
место ошибка
I рода. Ее
вероятность

4.
Принято решение «годен», когда
истинное значение контролируемого
параметра лежит вне пределов допускаемых
значений, т.е. имели место события Х
< Хдн или
Х>Хдв и ХднХо<Хдв
и неисправный объект признан годным. В
этом случае говорят, что произошла
ошибка
II рода,
вероятность которой

Очевидно,
что ошибки I
и
II родов
имеют разное значение для изготовителей
и потребителей (заказчиков) контролируемой
продукции
[26]. Ошибки
I рода ведут
к прямым потерям изготовителя, так как
ошибочное признание негодным в
действительности годного изделия
приводит к дополнительным затратам на
исследование, доработку и регулировку
изделия. Ошибки
II рода
непосредственно сказываются на
потребителе, который получает
некачественное изделие. При нормальной
организации отношений между потребителем
и производителем брак, обнаруженный
первым из них, приводит к рекламациям
и ущербу для изготовителя.
Рассмотренные
вероятности Рг, Рнг, Р1, и Р2 при массовом
контроле партии изделий характеризуют
средние доли годных, негодных,
неправильно забракованных и неправильно
пропущенных изделий среди всей
контролируемой их совокупности. Очевидно,
что Рг+Ргн+Р1+Р2=
1.
Достоверность
результатов допускового контроля
описывается различными показателями,
среди которых наибольшее распространение
получили вероятности ошибок
I (Р1
) и
II (Р2
) родов
и риски изготовителя и заказчика
(потребителя):
![]()
![]()
![]()
Одна
из важнейших задач планирования контроля
— выбор
оптимальной точности измерения
контролируемых параметров. При завышении
допускаемых погрешностей измерения
уменьшается стоимость средств измерений,
но увеличиваются вероятности ошибок
при контроле, что в конечном итоге
приводит к потерям. При занижении
допускаемых погрешностей стоимость
средств измерений возрастает,
вероятность ошибок контроля уменьшается,
увеличивает себестоимости выпускаемой
продукции. Очевидно, что существует
некоторая оптимальная точность,
соответствующая минимуму суммы потерь
от брака и стоимости контроля.
Приведенные
формулы позволяют осуществить
целенаправленный поиск таких значений
погрешности измерения, которые бы при
заданных верхнем и нижнем значениях
контролируемого параметра обеспечили
бы допускаемые значения вероятностей
ошибок
I и
II родов
(Р1д и Р2д
) или
соответствующих рисков. Этот поиск
производится путем численного или
графического интегрирования. Следовательно,
для рационального выбора точностных
характеристик средств измерений,
используемых при проведении контроля,
каждом конкретном случае должны быть
заданы допускаемые значения Р1д и Р2д.
3.7.
Метод импульсной рефлектометрии для
контроля протяженных объектов.
Метод
импульсной рефлектометрии, называемый
также методом
отраженных импульсов
или локационным
методом, базируется на распространении
импульсных сигналов в двух- и многопроводных
системах.
Сущность
метода импульсной рефлектометрии
заключается в следующих операциях:
-
Зондировании
трубопроводной системы импульсами
напряжения. -
Приеме импульсов,
отраженных от места повреждения и
неоднородностей волнового сопротивления. -
Выделении отражений
от места повреждений на фоне помех
(случайных и отражений от неоднородностей
трубопроводов). -
Определении
расстояния до повреждения по временной
задержке отраженного импульса
относительно зондирующего.
Упрощенная
структурная схема измерений с помощью
импульсного рефлектометра приведена
на рисунке 3.
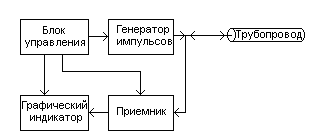
Рис.3. Упрощенная
структурная схема измерений.
С
генератора импульсов зондирующие
импульсы подаются в трубопровод.
Отраженные импульсы поступают с
трубопровода в приемник, в котором
производятся необходимые преобразования
над ними. С выхода приемника преобразованные
сигналы поступают на графический
индикатор. Все блоки импульсного
рефлектометра функционируют по сигналам
блока управления. На графическом
индикаторе рефлектометра воспроизводится
рефлектограмма трубопровода — реакция
трубопровода на зондирующий импульс.
Образование
рефлектограммы трубопровода легко
проследить по диаграмме, приведенной
на рисунке 4. Здесь осью ординат является
ось расстояния, а осью абсцисс — ось
времени.
В левой
части рисунка показан трубопровод из
двух секций с согласующим устройством
и коротким замыканием, а в нижней части
— рефлектограмма этого трубопровода.
Анализируя рефлектограмму трубопровода,
оператор получает информацию о наличии
или отсутствии в ней повреждений и
неоднородностей.

Рис.4. Пример
рефлектограммы с двумя неоднородностями
в трубопроводе.
Например, по
приведенной рефлектограмме можно
сделать несколько выводов:
-
На рефлектограмме,
кроме зондирующего импульса, есть
только два отражения: отражение от
согласующего устройства и отражение
от короткого замыкания. Это свидетельствует
о хорошей однородности трубопровода
от начала до согласующего устройства
и от согласующего устройства до короткого
замыкания. -
Выходное
сопротивление рефлектометра согласовано
с волновым сопротивлением трубопровода,
так как переотраженные сигналы, которые
при отсутствии согласования располагаются
на двойном расстоянии, отсутствуют. -
Повреждение имеет
вид короткого замыкания, так как
отраженный от него сигнал изменил
полярность. -
Короткое замыкание
полное, так как после отражения от него
других отражений нет. -
Линия имеет большое
затухание, так как амплитуда отражения
от короткого замыкания много меньше,
чем амплитуда зондирующего сигнала.
Если
выходное сопротивление рефлектометра
не согласовано с волновым сопротивлением
трубопровода, то в моменты времени 2*
tм,
4* tм
и т.д. будут наблюдаться переотраженные
сигналы от согласующего устройства,
убывающие по амплитуде, а в моменты
времени 2*
tх,
4*tх
и т.д. — переотражения от места короткого
замыкания.
Основную
сложность и трудоемкость при методе
отраженных импульсов представляет
выделение отражения от места повреждения
на фоне помех.
Важное
значение для метода импульсной
рефлектометрии имеет отношение между
напряжением и током введенной в систему
электромагнитной волны, которое одинаково
в любой точке трубопровода. Это
соотношение:
Z
= U/I
имеет размерность
сопротивления и называется волновым
сопротивлением трубопровода.
При использовании метода импульсной
рефлектометрии в трубопроводную систему
контроля посылают зондирующий импульс
и измеряют интервал tх — время двойного
пробега этого импульса до места
повреждения (неоднородности волнового
сопротивления). Расстояние до места
повреждения рассчитывают по выражению:
Lx
= tx*V/2
,
где
V
— скорость распространения импульса в
трубопровода.
Отношение
амплитуды отраженного импульса Uо к
амплитуде зондирующего импульса Uз
обозначают коэффициентом отражения p:
p
= Uo/Uз = (Z1
— Z)
/ (Z1
+ Z),
где:
Z
— волновое сопротивление трубопровода
до места повреждения (неоднородности),
Z1
— волновое сопротивление трубопровода
в месте повреждения (неоднородности).
Отраженный
сигнал появляется в тех местах
трубопровода, где волновое сопротивление
отклоняется от своего среднего значения:
согласующие устройства, изгибах
трубопроводов, в месте обрыва, короткого
замыкания и т.д.
Если
выходное сопротивление импульсного
рефлектометра отличается от волнового
сопротивления измеряемого трубопровода,
то в месте подключения рефлектометра
к трубопровода возникают переотражения.
Переотражения
— это отражения от входного сопротивления
рефлектометра отраженных сигналов,
которые пришли к месту подключения
рефлектометра из трубопровода.
В
зависимости от соотношения входного
сопротивления рефлектометра и волнового
сопротивления трубопровода изменяется
полярность и амплитуда переотражений,
которая может оказаться соизмеримой с
амплитудой отражений. Поэтому перед
измерением рефлектометром обязательно
нужно выполнить операцию согласования
выходного сопротивления рефлектометра
с волновым сопротивлением трубопровода.
Примеры
рефлектограммы трубопровода с
переотражением без согласования
выходного сопротивления с трубопроводом
и с согласованием приведены на рис. 5 и
6:

Рис.5. Рефлектограмма
трубопровода в отсутствие согласования.
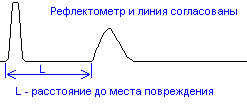
Рис.6. Рефлектограмма
трубопровода при согласовании.
При
распространении вдоль трубопровода
импульсный сигнал затухает. Затухание
трубопровода определяется ее геометрической
конструкцией и выбором материалов для
проводников и изоляции и является
частотно-зависимым. Следствием
частотной зависимости является изменение
зондирующих импульсов при их распространении
по трубопроводу: изменяется не только
амплитуда, но и форма импульса —
длительности фронта и среза импульса
увеличиваются («расплывание”
импульса). Чем длиннее трубопроводная
система, тем больше “расплывание” и
меньше амплитуда импульса. Это затрудняет
точное определение расстояния до
повреждения.
Примеры
рефлектограмм трубопроводов без
затухания и с затуханием показаны на
рисунке 7.


Рис.7. Влияние
затухания трубопровода на вид
рефлектограммы в отсутствие согласования.
Для
более точного измерения необходимо
правильно, в соответствии с длиной и
частотной характеристикой затухания
трубопровода, выбирать параметры
зондирующего импульса в рефлектометре.
Критерием правильного выбора является
минимальное «расплывание» и
максимальная амплитуда отраженного
сигнала.
Если при подключенном
трубопроводе на рефлектограмме
наблюдается только зондирующий импульс,
а отраженные сигналы отсутствуют, то
это свидетельствует о точном согласовании
выходного сопротивления рефлектометра
с волновым сопротивлением трубопровода,
отсутствии повреждений и наличии на
конце трубопровода нагрузки равной
волновому сопротивлению трубопровода
(Рис.8).

Рис.8. Рефлектограмма
при идеальном согласовании.
Вид
отраженного сигнала зависит от характера
повреждения или неоднородности. Например,
при обрыве отраженный импульс имеет ту
же полярность, что и зондирующий, а при
коротком замыкании отраженный импульс
меняет полярность (Рис.9).

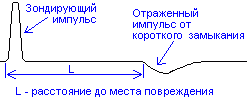
Рис.9. Рефлектограммы
при обрыве и коротком замыкании.
В
идеальном случае, когда отражение от
повреждения полное и затухание
отсутствует, амплитуда отраженного
сигнала равна амплитуде зондирующего
импульса.
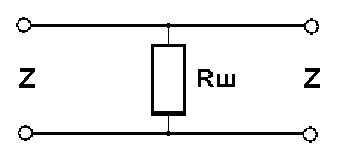
Рассмотрим два
случая эквивалентных схем повреждений,
которые наиболее часто встречаются на
практике: шунтирующая
утечка
и продольное
сопротивление.
Пусть
место повреждения трубопровода
представляет собой
шунтирующую утечку
Rш:
С изменением
сопротивления утечки от нуля (соответствует
короткому замыканию) до бесконечности
(соответствует исправности трубопровода),
при положительном зондирующем импульсе
отраженный импульс имеет отрицательную
полярность и изменяется по амплитуде
от максимального значения до нулевого,
в соответствии с выражением:
p=
(Z1
— Z)
/ (Z1
+ Z)
= — Z
/ (Z+2*Rш),
где:
Rш
— сопротивление шунтирующей утечки,
Z1
— волновое сопротивление трубопровода
в месте повреждения, определяется
выражением:
Z1
= (Z*R
ш) / (Z
+ Rш)
Так,
например, при коротком замыкании (Rш=0)
получаем:
p
= -1
В
этом случае сигнал отражается полностью
с изменением полярности.
При отсутствии
шунтирующей нагрузки (Rш=![]()
)
имеем:
p
= 0
Сигнал
не отражается вообще.
При
изменении Rш
от 0 до
амплитуда отраженного сигнала уменьшается
от максимального значения до нулевого,
сохраняя отрицательную полярность (см.
рисунок).
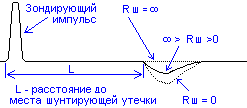
Рис.10. Рефлектограмма
при наличии шунта.
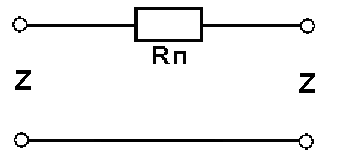
Если
эквивалентная схема места повреждения
трубопровода имеет вид включения
продольного сопротивления (например,
нарушение спайки), то с изменением
величины продольного сопротивления
отраженный импульс изменяется по
амплитуде, оставаясь той же полярности
что и зондирующий импульс.
Выражение для коэффициента отражения
при наличии включения продольного
сопротивления
будет иметь вид:
p
= (Z1
— Z)
/ (Z1
+ Z)
= 1 / (1+2*Z/Rп),
где:
Rп
— продольное сопротивление,
Z1
— волновое сопротивление трубопровода
в месте включения продольного повреждения,
определяемое выражением:
Z1
= Rп + Z
В
случае обрыва жилы (Rп=
)
получаем
коэффициент отражения:
р = 1.
Это
означает, что сигнал отражается полностью
без изменения полярности.
При нулевом
значении продольного сопротивления
(Rп=0)
имеем:
р = 0
С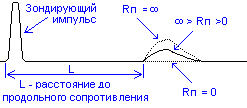
игнал
не отражается вообще.
При
изменении Rп
от
до
0 отраженный сигнал уменьшается по
амплитуде от максимального значения
до нулевого, без изменения полярности.
Рис.11. Рефлектограмма
— влияние продольного сопротивления.
Разрешающая
способность —
это минимальное расстояние между двумя
неоднородностями волнового сопротивления
при котором отраженные от них сигналы
еще наблюдаются как отдельные сигналы.
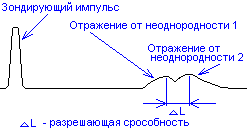
Рис.12. Рефлектограмма
— отражение от двух близких неоднородностей.
На рисунке 11
отраженные от двух неоднородностей
импульсы еще наблюдаются раздельно.
Зондирующие импульсы
распространяются в кабельных линиях
по определенным волновым каналам.
Импульсный
сигнал распространяется в трубопроводе
с определенной скоростью, которая
зависит от типа диэлектрика и определяется
выражением:
![]()
где
с
— скорость света,
g
— коэффициент укорочения электромагнитной
волны в трубопровода,
ε
— диэлектрическая проницаемость материала
изоляции трубопровода.
Коэффициент
укорочения
показывает, во сколько раз скорость
распространения импульса в трубопроводе
меньше скорости распространения в
воздухе.
В любом рефлектометре
перед измерением расстояния нужно
установить коэффициент укорочения.
Точность измерения расстояния до места
повреждения зависит от правильной
установки коэффициента укорочения.
По соотношению величин
отражения от повреждения и напряжения
помех все отражения можно разделить на
простые
и сложные.
Простое
повреждение — это такое повреждение
кабельной трубопровода, при котором
амплитуда отражения от места повреждения
больше амплитуды помех.
Сложное
повреждение — это такое повреждение,
для которого амплитуда отражения от
места повреждения меньше или равна
амплитуде помех.
По
источникам возникновения помехи бывают
асинхронные
(аддитивные)
и синхронные.
Асинхронные
помехи
не связаны с зондирующим сигналом и
неоднородностями кабельной трубопровода
и вызваны наводками от соседних кабельных
трубопроводов, от оборудования, транспорта
и различной аппаратуры.
Пример рефлектограммы трубопровода с
асинхронными помехами показан на рисунке
13.
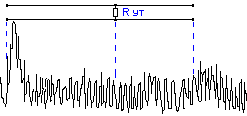
Рис.13. Рефлектограмма
трубопровода с асинхронными помехами.
На рефлектограмме
асинхронные помехи полностью закрывают
отражение от повреждения. Это отражение
невозможно рассмотреть на фоне помех.
Эффективными
методами отстройки от асинхронных помех
являются аналоговая
фильтрация
и цифровое
накопление сигнала.
Сущность цифрового
накопления
заключается в том, что одну и туже
рефлектограмму считывают несколько
раз и вычисляют среднее значение. В
связи с тем, что асинхронные помехи
носят случайный характер, после цифрового
накопления их уровень значительно
снижается.
Пример
предыдущей рефлектограммы трубопровода,
«очищенной» в результате цифрового
накопления рефлектометром, приведен
на рисунке.
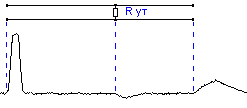
Рис.14. Рефлектограмма
с асинхронными помехами после цифровой
очистки.
На
этой рефлектограмме можно легко выделить
сигнал, отраженный от места утечки.
Синхронные
помехи связаны с зондирующим сигналом
и являются отражениями зондирующего
сигнала от неоднородностей волнового
сопротивления трубопровода (отражения
от согласующих устройств, неоднородностей
трубопроводов технологического характера
и др.).
В принципе трубопроводы
не предназначены для передачи коротких
импульсных сигналов, используемых при
методе импульсной рефлектометрии.
Поэтому этим системам контроля
трубопроводов присуще большое количество
синхронных помех. Пример рефлектограммы
трубопровода с синхронными помехами
показан на рисунке.
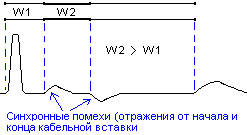
Рис.11. Рефлектограмма
трубопровода с синхронными помехами.
Синхронные
помехи можно существенно уменьшить
посредством сравнения
или
дифференциального
анализа.
При сравнении
накладывают
рефлектограммы двух трубопроводов
(неповрежденного и поврежденного),
проложенных по одной трассе.
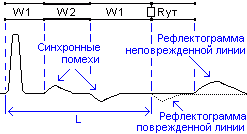
Наложение
двух рефлектограмм позволяет быстро
обнаружить начальную точку их различия,
по которой и определяют расстояние L до
повреждения.
При
дифференциальном
анализе рефлектограммы поврежденного
и неповрежденного трубопроводов
вычитают, как показано на рисунке ниже
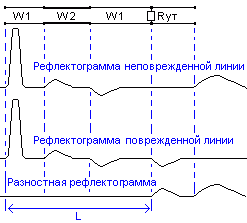
Из
рисунка видно, что при вычитании все
синхронные помехи компенсируются. По
разностной рефлектограмме легко
обнаружить отражение от места повреждения
и определить расстояние L
до него.
При
измерении качества трубопровода методом
импульсной рефлектометрии асинхронные
и синхронные помехи присутствуют на
рефлектограмме одновременно.
Асинхронные
помехи (кроме помех импульсного
характера), как правило, имеют одинаковые
величины, независимо от того, с какого
конца кабельной трубопровода ведется
измерение рефлектометром.
Синхронные
помехи при измерении с разных концов
кабеля имеют различную величину, в
зависимости от многих факторов: длины
кабельной трубопровода, затухания
импульсных сигналов, удаленности места
повреждения и мест неоднородностей
волнового сопротивления трубопровода,
точности согласования выходного
сопротивления импульсного рефлектометра
с волновым сопротивлением трубопровода
и других факторов. Поэтому отраженный
сигнал от одной и той же неоднородности
может иметь различные величины при
измерении с разных концов трубопровода.
Если
хотя бы предположительно известно, к
какому концу кабельной трубопровода
ближе может быть расположено место
повреждения, то для измерений нужно
выбирать именно этот конец кабельной
трубопровода. В других случаях желательно
проводить измерения последовательно
с двух концов трубопровода.
Следует учитывать, что даже такие
повреждения как «короткое замыкание»
и «обрыв», дающие максимальные
отражения зондирующего сигнала, не
всегда можно легко обнаружить на фоне
помех. Например, при большом затухании
и больших неоднородностях волнового
сопротивления трубопровода амплитуда
отражения от удаленного повреждений
типа “короткое замыкание” или “обрыв”
зачастую бывает меньше, чем отражения
от близко расположенных неоднородностей
волнового сопротивления. Поэтому такие
повреждения являются сложным для
обнаружения.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Вопрос 1. Виды диаграмм Паретто: диаграммы …
- Ответ: по результатам деятельности и по причинам
Вопрос 2. Деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных величин с установленными требованиями к этим параметрам, — это:
- Ответ: контроль качества
Вопрос 3. Групповым методом повышения качества является:
- Ответ: «мозговой штурм»
Вопрос 4. «Потребитель должен получать только годные изделия, т.е. изделия, соответствующие стандартам. Основные усилия должны быть направлены на то, чтобы негодные изделия (брак) были бы отсечены от потребителя», — является основной идеей фазы развития управления качеством, которая называется фазой …
- Ответ: выходного контроля готовой продукции
Вопрос 5. С точки зрения TQM организация является:
- Ответ: поставщиком, а работающий — потребителем
Вопрос 6. Вторичная потребность в материальных ресурсах — это потребность на уровне …
- Ответ: узлов
Вопрос 7. Установление соответствия основных причин нарушения процесса, выявленных с помощью диаграммы сродства является задачей инструмента управления, который называется диаграммой …
- Ответ: связей
Вопрос 8. «Потребитель должен получать только годные изделия. Отбраковка сохраняется. Но основные усилия следует сосредоточить на управлении производственными процессами, обеспечивая увеличение процента выхода годных изделий», — такова основная идея фазы:
- Ответ: управления
Вопрос 9. Практическая реализация системы КANBAN в производстве обеспечивается циклами:
- Ответ: КANBAN-отбора и КANBAN-производства
Вопрос 10. Характеристикой ROP является:
- Ответ: независимость материалов друг от друга
Вопрос 11. Предполагает ответ на вопрос: «Воспринимают ли люди свою работу как нечто отличное от работы других участников команды при достижении общих целей своей работы?» — такой фактор распределения полномочий, как:
- Ответ: удар
Вопрос 12. Теоретические и прикладные проблемы оценки качества объектов (изделий, услуг, процессов, систем) изучаются наукой, называемой:
- Ответ: квалиметрией
Вопрос 13. Идея трилогии обеспечения качества, в которой выделены три аспекта стратегического планирования качества в организации: планирование качества, улучшение качества, управление качеством, — принадлежит:
- Ответ: Джурану
Вопрос 14. Первичная потребность в материальных ресурсах — это потребность на уровне …
- Ответ: комплектующих изделий и материалов
Вопрос 15. Метод оценки качества, основанный на использовании единичных показателей, чтобы определить, по каким из них достигнут уровень базового образца и значения каких наиболее отличаются от базовых, называется:
- Ответ: дифференциальным
Вопрос 16. Инструкция на производство в системе КANBAN является:
- Ответ: Р-картой
Вопрос 17. Первой фазой эволюции управления качеством явилась фаза:
- Ответ: выходного контроля готовой продукции
Вопрос 18. Предложил «Справочник по качеству» как основной документ системы обеспечения качества предприятия:
- Ответ: Месинг
Вопрос 19. Графическое изображение, наглядно показывающее соотношение каких-либо величин, называется:
- Ответ: диаграммой
Вопрос 20. Бумажный бланк, на котором заранее напечатаны параметры, соответственно которым можно заносить данные с помощью пометок или простых символов, называется:
- Ответ: контрольным листком
Вопрос 21. Форд применил сборочный конвейер и создал отдельную, независимую от производства, службу …
- Ответ: технического контроля
Вопрос 22. Наиболее распространенной формой управления с привлечением к участию сотрудников является/являются:
- Ответ: самоуправляемые рабочие команды
Вопрос 23. Требования к производству о необходимости «правильной» спецификации деталей и готового продукта при следующих условиях: а) при «правильном» их количестве, б) в «правильное» время, в) без брака, — лежат в основе системы:
- Ответ: JIT
Вопрос 24. Связаны с совершенством конструктивно-технологических решений продукции, обуславливающих высокую производительность труда при изготовлении, ремонте и техническом обслуживании, показатели:
- Ответ: технологичности
Вопрос 25. Графический инструмент, позволяющий зрительно оценить закон распределения статистических данных, называется:
- Ответ: гистограммой
Вопрос 26. Отражает по горизонтали деятельность компании и представляет собой совокупность взаимосвязанных интегрированных процессов, обеспечивая финальные результаты, соответствующие интересам компании, процесс:
- Ответ: деловой
Вопрос 27. По теории Левина закрепление нового порядка в процессе внедрения изменений означает:
- Ответ: «замораживание»
Вопрос 28. Усиление позитивных факторов при внедрении изменений называется:
- Ответ: подталкиванием
Вопрос 29. Потребность в материальных ресурсах на плановый период независимо от того, находятся ли запасы на складе или в виде производственных заделов, — это потребность …
- Ответ: брутто
Вопрос 30. Способ обучения, соответствующий категории людей группы А, характеризуется тем, что …
- Ответ: работнику сразу же предоставляется возможность выполнять конкретную работу в соответствии с его предыдущим опытом
Вопрос 31. К внутренним потребителям относятся:
- Ответ: пользователи результатов бизнеса компании
Вопрос 32. Третьей фазой эволюции управления качеством явилась фаза:
- Ответ: менеджмента качества
Вопрос 33. Отражают затраты на разработку, изготовление и эксплуатацию продукции показатели качества:
- Ответ: экономические
Вопрос 34. Характеризуют способность продукции к сохранению работоспособности при соблюдении определенных условий эксплуатации и технического обслуживания (выражают свойства безотказности, долговечности, ремонтопригодности, сохраняемости) показатели:
- Ответ: надежности
Вопрос 35. По теории Левина существует стадий осуществления изменений:
- Ответ: 3
Вопрос 36. Время поставки материальных ресурсов зависит от таких видов деятельности, как:
- Ответ: оформление заказов и транспортировка
Вопрос 37. Второй способ обучения, соответствующий категории людей группы В, характеризуется тем, что …
- Ответ: обучающиеся много наблюдают и думают
Вопрос 38. В случаях когда известен определенный период выполнения заказа и соответственно потребность в материалах по количеству и срокам, для определения потребности в материалах, используется метод:
- Ответ: детерминированный
Вопрос 39. Инструмент, позволяющий распределить усилия для разрешения возникающих проблем и выявить основные причины, с которых нужно начинать действовать, называется диаграммой …
- Ответ: Парето
Вопрос 40. В условиях системы КANBAN начинается изготовление конкретного образца продукции только тогда, когда:
- Ответ: на него есть определенный заказчик
Вопрос 41. В структуре процесса производства готовая продукция является:
- Ответ: выходом
Вопрос 42. Третий способ обучения, соответствующий категории людей группы С, характеризуется тем, что …
- Ответ: работник часто задает себе вопрос: «Почему делается именно так?» и не заинтересован в применении на практике своих знаний
Вопрос 43. Главным недостатком концепции «общества потребления» является:
- Ответ: непонимание ограниченности природных ресурсов земли
Вопрос 44. Характеристикой MRP является:
- Ответ: уверенность в партнерах
Вопрос 45. Сравнение работающим постоянно ожидаемого вознаграждения с фактически полученным в результате выполнения работы оценивается:
- Ответ: удовлетворенностью работой
Вопрос 46. Логическое представление шаг за шагом процедуры или процесса называется:
- Ответ: схемой потоков
Вопрос 47. В 70-х гг. XIX в. в оружейном производстве (заводы Сэмюэля Кольта) родилась идея:
- Ответ: стандартного качества
Вопрос 48. Тренировки, на которых обучают людей достигать стандартных характеристик, а также советы, которые помогают людям улучшать (превышать) стандартные характеристики, являются основными особенностями …
- Ответ: наставничества
Вопрос 49. Происходит техническое и технологическое воплощение идеи проектируемого продукта на фазе процесса разработки (проектирования), которая называется проектированием:
- Ответ: системным
Вопрос 50. Планируемая и систематически осуществляемая деятельность в рамках системы качества, необходимая для создания уверенности в должном качестве объекта (продукции, процесса, системы), — это:
- Ответ: обеспечение качества
Вопрос 51. Существует два подхода детерминированного расчета потребности в материалах:
- Ответ: аналитический и синтетический
Вопрос 52. Стиль «циклов», используемый при управлении человеческими ресурсами в условиях TQM, характеризуется тем, что …
- Ответ: клиент находится в центре внимания
Вопрос 53. По теории Левина нарушение равновесия между позитивными и негативными факторами в процессе внедрения изменений происходит на стадии:
- Ответ: «размораживания»
Вопрос 54. Предполагает ответ на вопрос: «Ощущают ли люди возможность самоопределения в процессе выполнения своей работы?» — такой фактор распределения полномочий, как:
- Ответ: выбор
Вопрос 55. Новые тенденции в политике вознаграждений предусматривают награждение …
- Ответ: тех, которые идут на риск, а не тех, которые его избегают
Вопрос 56. Программы эффективного использования энергоресурсов промышленности подразделяются на три группы:
- Ответ: организационные мероприятия, усовершенствования, модернизация технологического процесса
Вопрос 57. TQM рассматривает работников компании как:
- Ответ: интеллектуальный потенциал
Вопрос 58. Концепция «Ноль дефектов» появилась на фазе эволюции управления качеством, которая называется фазой:
- Ответ: менеджмента качества
Вопрос 59. Подготовка к решению проблемы, исследование ситуации, реализация намеченных изменений, закрепление изменений, — это:
- Ответ: цикл улучшения качества
Вопрос 60. Инструмент управления, позволяющий выявить основные нарушения процесса путем объединения родственных устных данных, называется диаграммой …
- Ответ: сродства
Вопрос 61. Система, рассчитывающая потребности в материалах и предлагающая выдачу заказов по восстановлению запасов исходя из основной спецификации продукта, плана производства, охватывая тем самым основную часть вопросов планирования современного производства, называется:
- Ответ: MRP
Вопрос 62. Четвертой фазой эволюции управления качеством явилась фаза:
- Ответ: планирования качества
Вопрос 63. На каждый процент снижения материальных затрат приходится роста прибыли:
- Ответ: 12%
Вопрос 64. Предполагает ответ на вопрос: «Воспринимают ли люди свою работу как искусство?» — такой фактор распределения полномочий, как:
- Ответ: компетенция
Вопрос 65. Ассоциируется с картой, осуществляющей запрос (требование) предыдущей стадии производства на работу или материалы, необходимые в данный момент времени, система:
- Ответ: КANBAN
Вопрос 66. «Петля качества» включает этапов:
- Ответ: 11
Вопрос 67. Под качественным изделием понимается изделие, требования к которому определил и зафиксировал в нормах производитель, а потребитель вправе либо купить предложенный продукт, либо отвергнуть его, — таково основное содержание концепции:
- Ответ: стандартизованного качества
Вопрос 68. Представляет собой методы и виды деятельности, используемые для удовлетворения требований к качеству и ориентированные на устранение недостатков на всех стадиях «петли качества», —
- Ответ: управление качеством
Вопрос 69. Техническое и технологическое воплощение идеи проектируемого продукта реализуется конкретными значениями переменных для каждого этапа продукта на фазе процесса разработки (проектирования), которая называется проектированием:
- Ответ: параметрическим
Вопрос 70. Карта отбора и передачи в системе КANBAN — это:
- Ответ: С-карта
Вопрос 71. Модель Всеобщего контроля качества (TQС) предложил:
- Ответ: А. Фейгенбаум
Вопрос 72. Связаны со способностью изделия к выражению красоты в предметно-чувственной форме (отражают свойства гармоничности, оригинальности, информационной выразительности, рациональности формы и т.п.) показатели:
- Ответ: эстетические
Вопрос 73. Предложил функцию потерь качества, разработал методику планирования промышленных экспериментов:
- Ответ: Тагути
Вопрос 74. Второй фазой эволюции управления качеством явилась фаза:
- Ответ: управления
Вопрос 75. Общество, целью существования которого является удовлетворение человеческих потребностей, называется обществом …
- Ответ: потребления
Вопрос 76. Основой для расчета потребности в материалах являются математико-статистические методы, дающие ожидаемую потребность, при использовании метода:
- Ответ: стохастического
Вопрос 77. Распределение полномочий является процессом, который усиливает внутреннюю мотивацию сотрудников. При его проведении необходимо учитывать следующие четыре фактора:
- Ответ: удар, компетенцию, целесообразность, выбор
Вопрос 78. Включает в себя планирование, выполнение, контроль и корректирующее действие (PDCA) цикл:
- Ответ: Деминга
Вопрос 79. Характеризуют приспособленность продукции к антропометрическим, физиологическим, психофизиологическим и психологическим свойствам потребителя, проявляющимся в системе «Человек — Изделие — Окружающая среда», показатели:
- Ответ: эргономические
Вопрос 80. Для выявления причин нарушения технологического процесса в тех случаях, когда очевидные его нарушения трудно обнаружимы, используются диаграммы …
- Ответ: Исикавы
Вопрос 81. Для оценки качества, когда можно установить суммарный полезный эффект от эксплуатации или потребления продукции и суммарные затраты на создание и эксплуатацию продукции, используется показатель:
- Ответ: интегральный
Вопрос 82. Место концепции «ноль дефектов» заняла концепция «удовлетворенного потребителя» на фазе эволюции управления качеством, которая называется фазой:
- Ответ: планирования качества
Вопрос 83. Совокупность характеристик объекта, относящихся к его способности удовлетворять обусловленные или предполагаемые потребности, называется:
- Ответ: качеством
Вопрос 84. Потребность в материальных ресурсах за вычетом наличия запасов на складе и в производстве — потребность …
- Ответ: нетто
Вопрос 85. Продукция отечественного или зарубежного производства, подобная сравниваемому изделию, обладающая сходством функционального назначения и условий применения, является:
- Ответ: аналогом
Вопрос 86. Инструмент управления, применяемый для оценки сроков и целесообразности проведения работ в соответствии со стрелочной диаграммой с целью их корректировки в ходе выполнения, называется диаграммой …
- Ответ: процесса осуществления программы
Вопрос 87. Компания, работающая в условиях TQM, является компанией интенсивного труда:
- Ответ: умственного
Вопрос 88. В настоящее время мерой качества изделий служит степень удовлетворенности потребителя изделием, определяемая как: { Качество } = { Удовлетворенность потребителя } =
- Ответ: { Ценность } / { Стоимость }
Вопрос 89. В Объединенной Европе государственная политика в области качества товаров и услуг воплощена в концепции, называемой:
- Ответ: гармонизированной
Вопрос 90. Как правило, для отображения дискретных изменений значений случайной величины применяют:
- Ответ: полигоны
Вопрос 91. Количество циклов улучшения качества равно:
- Ответ: 4
Вопрос 92. Отражает деятельность компании по вертикали и соответствует ее структуре взаимодействия руководителей, отделов, подразделений и служащих компании процесс:
- Ответ: функциональный
Вопрос 93. Ослабление негативных факторов при внедрении изменений, чтобы автоматически позитивные факторы стали доминировать в большей или меньшей степени, называется:
- Ответ: вытеснением
Вопрос 94. Потребность в материалах определяется на основе опыта работников при использовании метода:
- Ответ: эвристического
Вопрос 95. Определяют основные функциональные свойства продукции и обуславливают диапазон ее применяемости показатели:
- Ответ: назначения
Вопрос 96. Инструмент управления, обеспечивающий систематический путь разрешения существенной проблемы, центральной идеи, или удовлетворения нужд потребителей, представленных на различных уровнях, называется диаграммой …
- Ответ: древовидной
Вопрос 97. Относительная характеристика, являющаяся результатом сравнения совокупности значений показателей качества продукции с соответствующей совокупностью базовых значений этих показателей, называется:
- Ответ: уровнем качества
Вопрос 98. Комплексная система, ориентированная на постоянное улучшение качества продукции с целью удовлетворения запросов потребителя, обеспечивающая минимизацию производственных затрат и поставки продукции точно в срок, называется:
- Ответ: всеобщим управлением качества
Вопрос 99. На этапе исследования ситуации цикла повышения качества осуществляется изучение:
- Ответ: ожиданий потребителя, процесса создания продукции
Вопрос 100. Планирование требуемых материалов с учетом излишка складских его запасов получило название:
- Ответ: ROP
Вопрос 101. Программу «Ноль дефектов» предложил:
- Ответ: Ф. Кросби
Вопрос 102. Существуют два вида ревизии энергозатрат:
- Ответ: предварительный и детальный
Вопрос 103. Деятельность, устанавливающая требования к качеству и применению отдельных составляющих систем качества (при этом предполагается определение конкретных показателей качества по всем направлениям деятельности фирмы), — это:
- Ответ: планирование качества
Вопрос 104. Предполагает ответ на вопрос: «Знают ли люди свою работу как искусство?» — такой фактор распределения полномочий, как:
- Ответ: целесообразность
Вопрос 105. Совокупность взаимосвязанных ресурсов и деятельности, которые преобразуют вход в соответствующий выход, называется:
- Ответ: процессом
Вопрос 106. В структуре процесса производства совокупность взаимосвязанных ресурсов (кадры, оборудование, методы изготовления, стандарты) и деятельности является:
- Ответ: самим процессом
Вопрос 107. К внешним потребителям относятся:
- Ответ: промежуточные потребители
Вопрос 108. Выполняется отдельным инструментом процесс:
- Ответ: индивидуальный
Вопрос 109. Количественно или качественно установленные требования к характеристикам (свойствам) объекта, дающие возможность их реализации и проверки, называются:
- Ответ: показателями качества
Вопрос 110. В структуре процесса производства материалы и информация являются:
- Ответ: входом
Вопрос 111. Инструмент управления, позволяющий спланировать оптимальные сроки выполнения всех необходимых работ для скорейшей и успешной реализации поставленной цели, называется диаграммой …
- Ответ: стрелочной
Вопрос 112. Групповой метод ранжирования установления приоритетов и голосования по списку соображений, который может быть получен разными путями, называется методом:
- Ответ: номинальной группы
Вопрос 113. Придумал «круг качества», предложил диаграммы «причины — следствие», разработал концепцию управления качеством, в котором участвует весь коллектив предприятия:
- Ответ: К. Исикава
Вопрос 114. По формуле MPS= (SV+TI+TS) *A*F/3 рассчитывается:
- Ответ: соответствие любой должности требованиям мотивации
Вопрос 115. Третичная потребность в материальных ресурсах — это потребность на уровне …
- Ответ: устройств
Вопрос 116. Стиль «пирамид», используемый при управлении человеческими ресурсами в условиях TQM, характеризуется тем, что …
- Ответ: взаимосвязь между подразделениями минимальная
Вопрос 117. Приспосабливаемость процесса к изменениям условий за счет внешних и внутренних причин является:
- Ответ: гибкостью
Вопрос 118. Четвертый способ обучения, соответствующий категории людей группы D, характеризуется тем, что …
- Ответ: обучающиеся хотят сразу все попробовать и учатся на своих ошибках
Вопрос 119. Первым этапом «петли качества» является:
- Ответ: обеспечение качества маркетинга
Вопрос 120. Японская система планирования и увеличения производительности базируется на пяти «нулях» в организации производства и предполагает отсутствие:
- Ответ: дефектов, запасов, времени подготовки производства, остановок, бумаги
Вопрос 121. «…» — это характерный признак, который может отсутствовать у процесса
- Ответ: у процесса всегда есть внешний потребитель
Вопрос 122. Неверно, что подсистема … входит в число 5 основных подсистем СМК
- Ответ: контроля
Вопрос 123. … метод определения показателей качества основан на использовании информации, получаемой с помощью теоретических или эмпирических зависимостей
- Ответ: Расчетным
Вопрос 124. Ошибкой второго рода является …
- Ответ: ошибочное признание бракованной продукции годной
Вопрос 125. … профиль качества, — это профиль качества, включающий характеристики, которые потребитель считает само собой разумеющимися
- Ответ: Базовый
Вопрос 126. … метод определения показателей качества основан на использовании информации, получаемой путем подсчета числа определенных событий и/или предметов
- Ответ: Регистрационным
Вопрос 127. Основное преимущество процессного подхода состоит в том, что он позволяет …
- Ответ: преодолеть функциональные барьеры и ориентировать организацию на потребителя
Вопрос 128. Ошибкой первого рода является …
- Ответ: ошибочное признание годной продукции бракованной
Вопрос 129. … метод оценки уровня качества продукции основан на сравнении показателя качества оцениваемого вида продукции с соответствующим базовым показателем
- Ответ: Дифференцированный
Вопрос 130. Стандарт …
- Ответ: устанавливает характеристики, использование которых является добровольным, а технический регламент – требования, обязательные для исполнения
Вопрос 131. Увеличение дисперсии выборки результатов технологического процесса свидетельствует о том, что управляемость процесса …
- Ответ: уменьшается
Вопрос 132. изображает такой инструмент качества, как …
- Ответ: контрольная карта
Вопрос 133. Принцип … является теоретической базой стандартизации
- Ответ: предпочтительности
Вопрос 134. Стандарт ИСО 9004:2000 …
- Ответ: нацеливает организацию на эффективность, а ИСО 9001:2000 — на результативность
Вопрос 135. … — это стадия жизненного цикла продукта, которую принято считать последней
- Ответ: Утилизация после использования
Вопрос 136. Число обязательных документированных процедур, проведения которых требует стандарт ИСО 9001:2000, равно …
- Ответ: 6
Вопрос 137. Контрольным листком называют …
- Ответ: регистр, подготовленный для сбора данных определенного вида
Вопрос 138. Неверно, что существует такой научно-технический принцип стандартизации, как …
- Ответ: дополнительная функциональная надежность
Вопрос 139. Принцип … относится к 8 принципам управления качеством
- Ответ: взаимовыгодных отношений с поставщиками
Вопрос 140. Сеть процессов на предприятии должна содержать …
- Ответ: основные процессы, количество которых на предприятии
Вопрос 141. Система «кайдзен» …
- Ответ: означает постепенное совершенствование, а инновация – значительное преобразование
Вопрос 142. Существуют …
- Ответ: стандарты предприятий и организаций, национальные и международные стандарты
Вопрос 143. … — это таблица, в которой отмечается участие сотрудников в выполнении работ по процессу
- Ответ: Матрица ответственности
Вопрос 144. Цикл Шухарта-Деминга включает …
- Ответ: этапы: Plan (Планируй) – Do (Внедряй) – Check (Проверь) – Act (Действуй с учетом внедрения)
Вопрос 145. В соответствии с контрольной картой технологический процесс удовлетворителен, если результаты контроля …
- Ответ: не выходят за границы допустимых значений
Вопрос 146. … — это данные, достаточные для построения гистограммы при известной выборке
- Ответ: Ширина столбца, количество вхождений в каждый
Вопрос 147. Значение индекса воспроизводимости технологического процесса Cр при повышении управляемости процесса …
- Ответ: увеличивается
Вопрос 148. Качество товара (услуги) – это …
- Ответ: способность удовлетворять установленным и предполагаемым потребностям
Вопрос 149. Неверно, что в 8 принципов управления качеством входит принцип …
- Ответ: комплексного подхода к решению проблем
Вопрос 150. Профиль желаемого качества включает характеристики, которые …
- Ответ: являются неожиданными для потребителя, т.е. идут сверх запрашиваемых им характеристик
Управление качеством. Тест с ответами
1. Виды диаграмм Паретто: диаграммы …
• по результатам деятельности и по причинам
2. Деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных величин с установленными требованиями к этим параметрам, — это:
• контроль качества
3. Групповым методом повышения качества является:
• «мозговой штурм»
4. «Потребитель должен получать только годные изделия, т.е. изделия, соответствующие стандартам. Основные усилия должны быть направлены на то, чтобы негодные изделия (брак) были бы отсечены от потребителя», — является основной идеей фазы развития управления качеством, которая называется фазой …
• выходного контроля готовой продукции
5. С точки зрения TQM организация является:
• поставщиком, а работающий — потребителем
6. Вторичная потребность в материальных ресурсах — это потребность на уровне …
• узлов
7. Установление соответствия основных причин нарушения процесса, выявленных с помощью диаграммы сродства является задачей инструмента управления, который называется диаграммой …
• связей
8. «Потребитель должен получать только годные изделия. Отбраковка сохраняется. Но основные усилия следует сосредоточить на управлении производственными процессами, обеспечивая увеличение процента выхода годных изделий», — такова основная идея фазы:
• управления
9. Практическая реализация системы КANBAN в производстве обеспечивается циклами:
• КANBAN-отбора и КANBAN-производства
10. Характеристикой ROP является:
• независимость материалов друг от друга
11. Предполагает ответ на вопрос: «Воспринимают ли люди свою работу как нечто отличное от работы других участников команды при достижении общих целей своей работы?» — такой фактор распределения полномочий, как:
• удар
12. Теоретические и прикладные проблемы оценки качества объектов (изделий, услуг, процессов, систем) изучаются наукой, называемой:
• квалиметрией
13. Идея трилогии обеспечения качества, в которой выделены три аспекта стратегического планирования качества в организации: планирование качества, улучшение качества, управление качеством, — принадлежит:
• Джурану
14. Первичная потребность в материальных ресурсах — это потребность на уровне …
• комплектующих изделий и материалов
15. Метод оценки качества, основанный на использовании единичных показателей, чтобы определить, по каким из них достигнут уровень базового образца и значения каких наиболее отличаются от базовых, называется:
• дифференциальным
16. Инструкция на производство в системе КANBAN является:
• Р-картой
17. Первой фазой эволюции управления качеством явилась фаза:
• выходного контроля готовой продукции
18. Предложил «Справочник по качеству» как основной документ системы обеспечения качества предприятия:
• Месинг
19. Графическое изображение, наглядно показывающее соотношение каких-либо величин, называется:
• диаграммой
20. Бумажный бланк, на котором заранее напечатаны параметры, соответственно которым можно заносить данные с помощью пометок или простых символов, называется:
• контрольным листком
21. Форд применил сборочный конвейер и создал отдельную, независимую от производства, службу …
• технического контроля
22. Наиболее распространенной формой управления с привлечением к участию сотрудников является/являются:
• самоуправляемые рабочие команды
23. Требования к производству о необходимости «правильной» спецификации деталей и готового продукта при следующих условиях: а) при «правильном» их количестве, б) в «правильное» время, в) без брака, — лежат в основе системы:
• JIT
24. Связаны с совершенством конструктивно-технологических решений продукции, обуславливающих высокую производительность труда при изготовлении, ремонте и техническом обслуживании, показатели:
• технологичности
25. Графический инструмент, позволяющий зрительно оценить закон распределения статистических данных, называется:
• гистограммой
26. Отражает по горизонтали деятельность компании и представляет собой совокупность взаимосвязанных интегрированных процессов, обеспечивая финальные результаты, соответствующие интересам компании, процесс:
• деловой
27. По теории Левина закрепление нового порядка в процессе внедрения изменений означает:
• «замораживание»
28. Усиление позитивных факторов при внедрении изменений называется:
• подталкиванием
29. Потребность в материальных ресурсах на плановый период независимо от того, находятся ли запасы на складе или в виде производственных заделов, — это потребность …
• брутто
30. Способ обучения, соответствующий категории людей группы А, характеризуется тем, что …
• работнику сразу же предоставляется возможность выполнять конкретную работу в соответствии с его предыдущим опытом
31. К внутренним потребителям относятся:
• пользователи результатов бизнеса компании
32. Третьей фазой эволюции управления качеством явилась фаза:
• менеджмента качества
33. Отражают затраты на разработку, изготовление и эксплуатацию продукции показатели качества:
• экономические
34. Характеризуют способность продукции к сохранению работоспособности при соблюдении определенных условий эксплуатации и технического обслуживания (выражают свойства безотказности, долговечности, ремонтопригодности, сохраняемости) показатели:
• надежности
35. По теории Левина существует стадий осуществления изменений:
• 3
36. Время поставки материальных ресурсов зависит от таких видов деятельности, как:
• оформление заказов и транспортировка
37. Второй способ обучения, соответствующий категории людей группы В, характеризуется тем, что …
• обучающиеся много наблюдают и думают
38. В случаях когда известен определенный период выполнения заказа и соответственно потребность в материалах по количеству и срокам, для определения потребности в материалах, используется метод:
• детерминированный
39. Инструмент, позволяющий распределить усилия для разрешения возникающих проблем и выявить основные причины, с которых нужно начинать действовать, называется диаграммой …
• Парето
40. В условиях системы КANBAN начинается изготовление конкретного образца продукции только тогда, когда:
• на него есть определенный заказчик
41. В структуре процесса производства готовая продукция является:
• выходом
42. Третий способ обучения, соответствующий категории людей группы С, характеризуется тем, что …
• работник часто задает себе вопрос: «Почему делается именно так?» и не заинтересован в применении на практике своих знаний
43. Главным недостатком концепции «общества потребления» является:
• непонимание ограниченности природных ресурсов земли
44. Характеристикой MRP является:
• уверенность в партнерах
45. Сравнение работающим постоянно ожидаемого вознаграждения с фактически полученным в результате выполнения работы оценивается:
• удовлетворенностью работой
46. Логическое представление шаг за шагом процедуры или процесса называется:
• схемой потоков
47. В 70-х гг. XIX в. в оружейном производстве (заводы Сэмюэля Кольта) родилась идея:
• стандартного качества
48. Тренировки, на которых обучают людей достигать стандартных характеристик, а также советы, которые помогают людям улучшать (превышать) стандартные характеристики, являются основными особенностями …
• наставничества
49. Происходит техническое и технологическое воплощение идеи проектируемого продукта на фазе процесса разработки (проектирования), которая называется проектированием:
• системным
50. Планируемая и систематически осуществляемая деятельность в рамках системы качества, необходимая для создания уверенности в должном качестве объекта (продукции, процесса, системы), — это:
• обеспечение качества
51. Существует два подхода детерминированного расчета потребности в материалах:
• аналитический и синтетический
52. Стиль «циклов», используемый при управлении человеческими ресурсами в условиях TQM, характеризуется тем, что …
• клиент находится в центре внимания
53. По теории Левина нарушение равновесия между позитивными и негативными факторами в процессе внедрения изменений происходит на стадии:
• «размораживания»
54. Предполагает ответ на вопрос: «Ощущают ли люди возможность самоопределения в процессе выполнения своей работы?» — такой фактор распределения полномочий, как:
• выбор
55. Новые тенденции в политике вознаграждений предусматривают награждение …
• тех, которые идут на риск, а не тех, которые его избегают
56. Программы эффективного использования энергоресурсов промышленности подразделяются на три группы:
• организационные мероприятия, усовершенствования, модернизация технологического процесса
57. TQM рассматривает работников компании как:
• интеллектуальный потенциал
58. Концепция «Ноль дефектов» появилась на фазе эволюции управления качеством, которая называется фазой:
• менеджмента качества
59. Подготовка к решению проблемы, исследование ситуации, реализация намеченных изменений, закрепление изменений, — это:
• цикл улучшения качества
60. Инструмент управления, позволяющий выявить основные нарушения процесса путем объединения родственных устных данных, называется диаграммой …
• сродства
61. Система, рассчитывающая потребности в материалах и предлагающая выдачу заказов по восстановлению запасов исходя из основной спецификации продукта, плана производства, охватывая тем самым основную часть вопросов планирования современного производства, называется:
• MRP
62. Четвертой фазой эволюции управления качеством явилась фаза:
• планирования качества
63. На каждый процент снижения материальных затрат приходится роста прибыли:
• 12%
64. Предполагает ответ на вопрос: «Воспринимают ли люди свою работу как искусство?» — такой фактор распределения полномочий, как:
• компетенция
65. Ассоциируется с картой, осуществляющей запрос (требование) предыдущей стадии производства на работу или материалы, необходимые в данный момент времени, система:
• КANBAN
66. «Петля качества» включает этапов:
• 11
67. Под качественным изделием понимается изделие, требования к которому определил и зафиксировал в нормах производитель, а потребитель вправе либо купить предложенный продукт, либо отвергнуть его, — таково основное содержание концепции:
• стандартизованного качества
68. Представляет собой методы и виды деятельности, используемые для удовлетворения требований к качеству и ориентированные на устранение недостатков на всех стадиях «петли качества», —
• управление качеством
69. Техническое и технологическое воплощение идеи проектируемого продукта реализуется конкретными значениями переменных для каждого этапа продукта на фазе процесса разработки (проектирования), которая называется проектированием:
• параметрическим
70. Карта отбора и передачи в системе КANBAN — это:
• С-карта
71. Модель Всеобщего контроля качества (TQС) предложил:
• А. Фейгенбаум
72. Связаны со способностью изделия к выражению красоты в предметно-чувственной форме (отражают свойства гармоничности, оригинальности, информационной выразительности, рациональности формы и т.п.) показатели:
• эстетические
73. Предложил функцию потерь качества, разработал методику планирования промышленных экспериментов:
• Тагути
74. Второй фазой эволюции управления качеством явилась фаза:
• управления
75. Общество, целью существования которого является удовлетворение человеческих потребностей, называется обществом …
• потребления
76. Основой для расчета потребности в материалах являются математико-статистические методы, дающие ожидаемую потребность, при использовании метода:
• стохастического
77. Распределение полномочий является процессом, который усиливает внутреннюю мотивацию сотрудников. При его проведении необходимо учитывать следующие четыре фактора:
• удар, компетенцию, целесообразность, выбор
78. Включает в себя планирование, выполнение, контроль и корректирующее действие (PDCA) цикл:
• Деминга
79. Характеризуют приспособленность продукции к антропометрическим, физиологическим, психофизиологическим и психологическим свойствам потребителя, проявляющимся в системе «Человек — Изделие — Окружающая среда», показатели:
• эргономические
80. Для выявления причин нарушения технологического процесса в тех случаях, когда очевидные его нарушения трудно обнаружимы, используются диаграммы …
• Исикавы
81. Для оценки качества, когда можно установить суммарный полезный эффект от эксплуатации или потребления продукции и суммарные затраты на создание и эксплуатацию продукции, используется показатель:
• интегральный
82. Место концепции «ноль дефектов» заняла концепция «удовлетворенного потребителя» на фазе эволюции управления качеством, которая называется фазой:
• планирования качества
83. Совокупность характеристик объекта, относящихся к его способности удовлетворять обусловленные или предполагаемые потребности, называется:
• качеством
84. Потребность в материальных ресурсах за вычетом наличия запасов на складе и в производстве — потребность …
• нетто
85. Продукция отечественного или зарубежного производства, подобная сравниваемому изделию, обладающая сходством функционального назначения и условий применения, является:
• аналогом
86. Инструмент управления, применяемый для оценки сроков и целесообразности проведения работ в соответствии со стрелочной диаграммой с целью их корректировки в ходе выполнения, называется диаграммой …
• процесса осуществления программы
87. Компания, работающая в условиях TQM, является компанией интенсивного труда:
• умственного
88. В настоящее время мерой качества изделий служит степень удовлетворенности потребителя изделием, определяемая как: { Качество } = { Удовлетворенность потребителя } =
• { Ценность } / { Стоимость }
89. В Объединенной Европе государственная политика в области качества товаров и услуг воплощена в концепции, называемой:
• гармонизированной
90. Как правило, для отображения дискретных изменений значений случайной величины применяют:
• полигоны
91. Количество циклов улучшения качества равно:
• 4
92. Отражает деятельность компании по вертикали и соответствует ее структуре взаимодействия руководителей, отделов, подразделений и служащих компании процесс:
• функциональный
93. Ослабление негативных факторов при внедрении изменений, чтобы автоматически позитивные факторы стали доминировать в большей или меньшей степени, называется:
• вытеснением
94. Потребность в материалах определяется на основе опыта работников при использовании метода:
• эвристического
95. Определяют основные функциональные свойства продукции и обуславливают диапазон ее применяемости показатели:
• назначения
96. Инструмент управления, обеспечивающий систематический путь разрешения существенной проблемы, центральной идеи, или удовлетворения нужд потребителей, представленных на различных уровнях, называется диаграммой …
• древовидной
97. Относительная характеристика, являющаяся результатом сравнения совокупности значений показателей качества продукции с соответствующей совокупностью базовых значений этих показателей, называется:
• уровнем качества
98. Комплексная система, ориентированная на постоянное улучшение качества продукции с целью удовлетворения запросов потребителя, обеспечивающая минимизацию производственных затрат и поставки продукции точно в срок, называется:
• всеобщим управлением качества
99. На этапе исследования ситуации цикла повышения качества осуществляется изучение:
• ожиданий потребителя, процесса создания продукции
100. Планирование требуемых материалов с учетом излишка складских его запасов получило название:
• ROP
101. Программу «Ноль дефектов» предложил:
• Ф. Кросби
102. Существуют два вида ревизии энергозатрат:
• предварительный и детальный
103. Деятельность, устанавливающая требования к качеству и применению отдельных составляющих систем качества (при этом предполагается определение конкретных показателей качества по всем направлениям деятельности фирмы), — это:
• планирование качества
104. Предполагает ответ на вопрос: «Знают ли люди свою работу как искусство?» — такой фактор распределения полномочий, как:
• целесообразность
105. Совокупность взаимосвязанных ресурсов и деятельности, которые преобразуют вход в соответствующий выход, называется:
• процессом
106. В структуре процесса производства совокупность взаимосвязанных ресурсов (кадры, оборудование, методы изготовления, стандарты) и деятельности является:
• самим процессом
107. К внешним потребителям относятся:
• промежуточные потребители
108. Выполняется отдельным инструментом процесс:
• индивидуальный
109. Количественно или качественно установленные требования к характеристикам (свойствам) объекта, дающие возможность их реализации и проверки, называются:
• показателями качества
110. В структуре процесса производства материалы и информация являются:
• входом
111. Инструмент управления, позволяющий спланировать оптимальные сроки выполнения всех необходимых работ для скорейшей и успешной реализации поставленной цели, называется диаграммой …
• стрелочной
112. Групповой метод ранжирования установления приоритетов и голосования по списку соображений, который может быть получен разными путями, называется методом:
• номинальной группы
113. Придумал «круг качества», предложил диаграммы «причины — следствие», разработал концепцию управления качеством, в котором участвует весь коллектив предприятия:
• К. Исикава
114. По формуле MPS= (SV+TI+TS) *A*F/3 рассчитывается:
• соответствие любой должности требованиям мотивации
115. Третичная потребность в материальных ресурсах — это потребность на уровне …
• устройств
116. Стиль «пирамид», используемый при управлении человеческими ресурсами в условиях TQM, характеризуется тем, что …
• взаимосвязь между подразделениями минимальная
117. Приспосабливаемость процесса к изменениям условий за счет внешних и внутренних причин является:
• гибкостью
118. Четвертый способ обучения, соответствующий категории людей группы D, характеризуется тем, что …
• обучающиеся хотят сразу все попробовать и учатся на своих ошибках
119. Первым этапом «петли качества» является:
• обеспечение качества маркетинга
120. Японская система планирования и увеличения производительности базируется на пяти «нулях» в организации производства и предполагает отсутствие:
• дефектов, запасов, времени подготовки производства, остановок, бумаги
121. «…» — это характерный признак, который может отсутствовать у процесса
• у процесса всегда есть внешний потребитель
122. Неверно, что подсистема … входит в число 5 основных подсистем СМК
• контроля
123. … метод определения показателей качества основан на использовании информации, получаемой с помощью теоретических или эмпирических зависимостей
• Расчетным
124. Ошибкой второго рода является …
• ошибочное признание бракованной продукции годной
125. … профиль качества, — это профиль качества, включающий характеристики, которые потребитель считает само собой разумеющимися
• Базовый
126. … метод определения показателей качества основан на использовании информации, получаемой путем подсчета числа определенных событий и/или предметов
• Регистрационным
127. Основное преимущество процессного подхода состоит в том, что он позволяет …
• преодолеть функциональные барьеры и ориентировать организацию на потребителя
128. Ошибкой первого рода является …
• ошибочное признание годной продукции бракованной
129. … метод оценки уровня качества продукции основан на сравнении показателя качества оцениваемого вида продукции с соответствующим базовым показателем
• Дифференцированный
130. Стандарт …
• устанавливает характеристики, использование которых является добровольным, а технический регламент – требования, обязательные для исполнения
131. Увеличение дисперсии выборки результатов технологического процесса свидетельствует о том, что управляемость процесса …
• уменьшается
132. изображает такой инструмент качества, как …
• контрольная карта
133. Принцип … является теоретической базой стандартизации
• предпочтительности
134. Стандарт ИСО 9004:2000 …
• нацеливает организацию на эффективность, а ИСО 9001:2000 — на результативность
135. … — это стадия жизненного цикла продукта, которую принято считать последней
• Утилизация после использования
136. Число обязательных документированных процедур, проведения которых требует стандарт ИСО 9001:2000, равно …
• 6
137. Контрольным листком называют …
• регистр, подготовленный для сбора данных определенного вида
138. Неверно, что существует такой научно-технический принцип стандартизации, как …
• дополнительная функциональная надежность
139. Принцип … относится к 8 принципам управления качеством
• взаимовыгодных отношений с поставщиками
140. Сеть процессов на предприятии должна содержать …
• основные процессы, количество которых на предприятии <= 7+-2, и вспомогательные процессы, количество которых на предприятии <= 5±2
141. Система «кайдзен» …
• означает постепенное совершенствование, а инновация – значительное преобразование
142. Существуют …
• стандарты предприятий и организаций, национальные и международные стандарты
143. … — это таблица, в которой отмечается участие сотрудников в выполнении работ по процессу
• Матрица ответственности
144. Цикл Шухарта-Деминга включает …
• этапы: Plan (Планируй) – Do (Внедряй) – Check (Проверь) – Act (Действуй с учетом внедрения)
145. В соответствии с контрольной картой технологический процесс удовлетворителен, если результаты контроля …
• не выходят за границы допустимых значений
146. … — это данные, достаточные для построения гистограммы при известной выборке
• Ширина столбца, количество вхождений в каждый
147. Значение индекса воспроизводимости технологического процесса Cр при повышении управляемости процесса …
• увеличивается
148. Качество товара (услуги) – это …
• способность удовлетворять установленным и предполагаемым потребностям
149. Неверно, что в 8 принципов управления качеством входит принцип …
• комплексного подхода к решению проблем
150. Профиль желаемого качества включает характеристики, которые …
• являются неожиданными для потребителя, т.е. идут сверх запрашиваемых им характеристик
77_100 сдача 2021 в новом СДО
Первым этапом «петли качества» является …
маркетинг+
подготовка производства
закупки
Суть системы управления качеством можно свести к …
предотвращению ошибочных действий+
регламенту деятельности
промежуточному контролю на каждом этапе
Существуют следующие виды стандартов: …
государственные стандарты; международные стандарты+
государственные стандарты; стандарты предприятий
стандарты предприятий и организаций; национальные стандарты; международные стандарты
В Российской Федерации используется …
добровольная форма подтверждения соответствия
обязательная форма подтверждения соответствия в виде принятия декларации о соответствии
добровольно-обязательная форма подтверждения соответствия+
такая форма подтверждения соответствия, как обязательная сертификация
Ошибкой второго рода является …
любое ошибочное решение по итогам статистического контроля
ошибочное признание годной продукции бракованной
ошибочное признание бракованной продукции годной+
Согласно системе «Кайдзен» руководители подразделений …
сразу передают предложения сотрудников для изучения в экспертную комиссию
передают предложения сотрудников высшему руководству
изучают предложения сотрудников и каждому отдельному предложению уделяют необходимое внимание+
В соответствии с Федеральным законом «О техническом регулировании» официальное признание органом по аккредитации компетентности физического или юридического лица выполнять работы в определенной области оценки соответствия называется …
аккредитацией+
патентованием
декларированием
декларацией
При внедрении системы «Кайдзен» предприятие позиционирует себя как …
изменчивое
неидеальное+
идеальное
Увеличение дисперсии выборки результатов технологического процесса свидетельствует о том, что управляемость процесса …
уменьшается+
возрастает
не меняется
Показатели … связаны с совершенством конструктивно-технологических решений продукции, обуславливающих высокую производительность труда при изготовлении, ремонте и техническом обслуживании
стандартизации и унификации
надежности
технологичности+
Скоординированная деятельность по руководству и управлению организацией применительно к качеству, направленная на выполнение требований к качеству, – это основная идея …
управления качеством+
улучшения качества
сертификации
Добавлено через 33 секунды
Фактор, обеспечивающий конкурентоспособность продукции, влияющий на финансово-экономический, кадровый, маркетинговый и производственно-технологический потенциал и в конечном итоге на прибыль, – это …
ресурсы
информация
качество+
К преимуществам, которые дает применение системы «Кайдзен», следует отнести …
увеличение объема продаж
усиление роста компании+
увеличение объема производства+
стабилизацию всех показателей
… – это данные, достаточные для построения гистограммы при известной выборке
Ширина столбца и суммарная высота столбцов
Ширина столбца и количество вхождений в каждый интервал+
Парные сочетания «значение – количество значений в выборке»
Максимальное и минимальное значения и их разница (размах)
В структуре процесса производства готовая продукция является …
выходом+
входом
сырьем
В комплексе вопросов управления качеством принято выделять три основных раздела: …
маркетинг, контроль качества, сертификация+
метрология, стандартизация, сертификация
статистика, стандартизация, сертификация
… метод оценки уровня качества продукции основан на сравнении показателя качества оцениваемого вида продукции с соответствующим базовым показателем
Дифференцированный+
Расчетный
Относительный
Сравнивая понятия «стандарт» и «технический регламент», можно утверждать, что …
стандарт устанавливает характеристики, использование которых является добровольным, а технический регламент – требования, обязательные для исполнения+
стандарт устанавливает требования, обязательные для исполнения, а технический регламент – характеристики, использование которых является добровольным
это взаимозаменяемые понятия
Социальный аспект качества можно рассматривать с позиции …
влияния определенных национальных черт на стандарты требований, предъявляемых к качеству, образ мышления в области качества
качества удовлетворения индивидуальных потребностей в сфере развития и познания, а также в сфере трудовой деятельности за счет повышения самовыражения и степени полезности труда
формирования благоприятной социальной среды и повышения социального статуса государства за счет высокого качества образованности и интеллектуального развития людей+
… – это стадия жизненного цикла продукта, которую принято считать последней
Реализация и распределение продукции
Утилизация после использования+
Описание продукта после его снятия с производства
Планируемая и систематически осуществляемая деятельность в рамках системы качества, необходимая для создания уверенности в должном качестве объекта (продукции, процесса, системы), – это …
обеспечение качества+
стандартизация
улучшение качества
Добавлено через 1 минуту
Профиль желаемого качества включает характеристики, которые …
желательно добавить к новому продукту
потребитель желает видеть в продукте
являются неожиданными для потребителя, т.е. идут сверх запрашиваемых им характеристик+
Согласно принципу Всеобщего управления качеством принятие решений совершается на основе …
опыта
фактов+
интуици
Идеальное значение сигма равняется …
0
1
0,0001
6+
Теоретической базой стандартизации является принцип …
предпочтительности
взаимозаменяемости
системности+
Показатели качества, которые отражают затраты на разработку, изготовление и эксплуатацию продукции, – …
экономические показатели+
показатели назначения
показатели надежности
Первой фазой эволюции управления качеством явилась фаза …
выходного контроля готовой продукции+
обеспечение качества за счет разработки новых видов продукции
качества, основанного на статистическом регулировании
В структуре процесса производства совокупность взаимосвязанных ресурсов (кадры, оборудование, методы изготовления, стандарты) и деятельности является …
самим процессом+
организованной деятельностью
исследованием
Концепция Всеобщего управления качеством (TQM) рассматривает работников компании как …
необходимый элемент компании+
интеллектуальный потенциал компании
не самый существенный элемент производства
В условиях применения системы менеджмента качества КANBAN изготовление конкретного образца продукции начинается только тогда, когда …
на него есть определенный заказчик+
произведена оценка и анализ затрат на качество
проведена успешная рекламная компания
__________________
Делаю любые дисциплины [email protected]
8 961 083 38 88 пишите,помогу
Ошибка первого рода, приводящая к неиспользованию фактически годного СИ, вызывает прямые экономические потери.
[c.169]
При очень жестком критерии уровня значимости исключается ошибка второго рода, но есть риск допустить ошибку первого рода. И наоборот, при недостаточно жестком критерии возрастает опасность появления ошибки второго рода и снижается вероятность ошибок первого рода.
[c.66]
Xi — результат отдельного наблюдения из совокупности (объема) п наблюдений К = — значение контрольного норматива, т. е. такое значение контролируемой характеристики, с которым сравнивается значение X для принятия решения о соответствии (несоответствии) требованиям технической документации а — ошибка первого рода, т. е. вероятность отрицательной оценки конструкции машины по рассматриваемому признаку ремонтопригодности в условиях, когда истинное его значение равно приемочному значению, Хд = 3 — ошибка второго рода, представляющая собой вероятность положительной оценки конструкции машины по рассматриваемому признаку, в то время как его истинное значение Х равно браковочному уровню = Хр.
[c.279]
Определение. Ошибкой первого рода, обозначаемой через
[c.198]
Ошибка первого рода. Аппаратура принимается, когда т < Мт- Вероятность этой ошибки зависит от того, насколько мало истинное значение т. Вероятность приемки очень плохой аппаратуры крайне мала. У совокупности с т, меньшим Мт, вероятность быть принятой выше. Максимальная вероятность такой ошибки представляет собой риск заказчика (потребителя) р.
[c.261]
Оба риска не могут быть устранены, если решение должно быть принято в какие-то разумные сроки. Поскольку Мч — минимально допустимая величина среднего времени между отказами, ошибка первого рода считается наиболее серьезной, и ее обычно стараются сделать как можно менее вероятной. Ошибка,
[c.261]
Вероятность совершить ошибку первого рода, т. е забраковать верную гипотезу, обозначают через а. В практике научных исследований ее величину обычно принимают равной а = 0,05. Реже принимают а = 0,1 и а = 0,01. Вероятность совершить ошибку второго рода обозначают через (1 Величину
[c.51]
Но отвергается Ошибочное решение (ошибка первого рода) Правильное решение
[c.52]
Под ошибкой первого рода понимают признание исправного объекта неисправным, а под ошибкой второго рода понимается пропуск неисправности, когда неисправный объект признается годным к дальнейшей эксплуатации.
[c.74]
Связь границ принятия решения с вероятностями ошибок первого и второго рода. При распознавании могут быть ошибки двоякого рода. Ошибка, относяш,аяся к диагнозу Dj (принимается решение о наличии диагноза D , когда в действительности объект принадлежит диагнозу Di), называется ошибкой первого рода. Ошибка, относящаяся к диагнозу D2 (принимается решение в пользу диагноза D , когда справедлив диагноз D ), называется ошибкой второго рода.
[c.20]
Обозначим вероятность ошибки первого рода а, второго рода р. Допустим, что имеются условия (4.8) и (4.9) и принимается решение в пользу диагноза D . Вероятность того, что это решение будет справедливым, равна 1 — [5. Вероятность принадлежности объекта с данной реализацией признаков к диагнозу Di составляет а. С другой стороны, в силу соотношения (4.9), вероятность диагноза D3, по крайней мере, в А раз больше, чем диа-
[c.20]
В этом равенстве —стоимость ошибки первого рода (вместо действительного состояния Di алгоритм указывает состояние D2), i2— стоимость ошибки второго рода. Если Dj—исправное состояние, D2— наличие дефекта, то ошибка первого рода означает ложную тревогу, ошибка второго рода — пропуск дефекта.
[c.81]
Вероятность отвергнуть правильную гипотезу, т.е., как говорят, совершить ошибку первого рода, называется уровнем значимости критерия q. Вероятность ошибки второго рода Р, т.е. вероятность принятия неверной гипотезы, связана с понятием мощности критерия. Мощность критерия — вероятность отбросить неверную гипотезу равна 1 -Р.
[c.463]
Х или Х > Х и Х < Х < Х и забракован исправный объект. В этом случае принято говорить, что имеет место ошибка первого рода. Ее вероятность
[c.186]
Очевидно, что ошибки первого и второго рода имеют разное значение для изготовителей и потребителей (заказчиков) контролируемой продукции. Ошибки первого рода ведут к прямым потерям изготовителя, так как ошибочное признание негодным в действительности годного изделия приводит к дополнительным затра-
[c.186]
Таким образом, в связи с неоднозначностью требований к фотоколориметрам и к допускаемой погрешности измерений химического состава существенно возрастает вероятность ошибки первого рода признать по результатам поверки негодным средство измерений, которое можно использовать для выполнения химико-аналитических измерений. Одновременно нетрудно найти случаи, когда условия поверки допускают возможность противоположной ошибки например, не заметить непригодность рН-метра для определенных измерений при проведении его поверки по методике Госстандарта МИ 173—79.
[c.26]
При выполнении требований работы [41] предельная погрешность, которая может остаться незамеченной для вероятности ошибки первого рода 0,2 и второго — 0,05, не превышает контролируемой величины. Можно полагать, что для контроля продукции в одной лаборатории это требование к точности определения содержаний, находящихся на нижней границе диапазона измерений, достаточно обосновано. В ходе межлабораторного эксперимента по стандартизации методики анализа или аттестации СО с участием ряда лабораторий при том же значении можно достаточно надежно установить меньшую концентрацию или ту же, но с меньшей погрешностью.
[c.42]
Критерии (55) — (57) с доверительной вероятностью не менее 0,9 позволяют вскрыть неверность проверяемых гипотез, как только фактические величины (а ), и Д превысят уровень нормированных значений. Вероятность ошибки первого рода при использовании указанных критериев зависит от числа рассматриваемых результатов воспроизведения аттестованных характеристик СО при К = 100 вероятность ошибки первого рода приближается к 10 % и при АС = 150 — к 5 %.
[c.180]
Во избежание ошибки второго рода необходимо ввести суженный допуск на сортировку, называемый иногда производственным допуском, в результате чего будет полностью устранена опасность попадания к потребителю изделий с размерами, выходящими за границы предписанного допуска. Вместе с тем, производственный допуск значительно увеличит ошибку первого рода, т. е. повысит трудность изготовления, так как определенная доля годной продукции будет ошибочно признана негодной.
[c.569]
Более экономичными и технически оправданными являются случаи (рис. П.215, е и г), в которых показано, что предписанные допуски сокращаются на величину 2с или с, учитывающую возможные выходы размеров деталей за границы приемочного допуска при приемке неточными измерительными средствами. В этом случае практически ошибка второго рода также равна нулю, а ошибка первого рода значительно меньше, чем при работе по схемам рис. 11.215, а и б.
[c.570]
Поскольку проверка гипотезы основывается на опытных данных, то при принятии рещения всегда возможны ошибки. Отвергая в действительности верную гипотезу, мы совершаем ошибку первого рода. Вероятность ошибки первого рода называется уровнем значимости и составляет < =1—а. Принимая в действительности неверную гипотезу, мы совершаем ошибку второго рода. Вычислить ее вероятность, вообще говоря, невозможно, поскольку для этого нужно рассмотреть все прочие возможные гипотезы, являющиеся альтернативой обсуждаемой гипотезы. Можно лишь утверждать, что при уменьшении ошибки первого рода ошибка второго рода увеличивается, поэтому не имеет смысла брать слишком высокие значения доверительных вероятностей.
[c.123]
Рассмотрим ощибки, возможные при постановке диагноза по допустимому нормативу Яд, найденному таким методом. Если текущее значение параметра лежит в диапазоне от номинального до допустимого, то объект считается исправным. При этом возникают ошибки первого рода ( пропуск отказа ), когда в качестве исправных принимается часть а фактически неисправных объектов из распределения /г (Я) (рис. 4.10), у которых, отказы наступают при значениях параметра меньше Яд. Не трудно видеть.
[c.71]
ЧТО вероятность ошибки первого рода будет равна а— /2(Л)с1П.
[c.71]
Статистическая проверка гипотез доверительные интервалы. К статистической гипотезе относится всякое предположение о виде закона или о типе распределения X, о вероятности того или иного события, о величине какого-либо параметра и пр. Проверка гипотез осуществляется на основе статистик, называемых критериями. Критерий проверяемой (нулевой) гипотезы Яо дает возможность построить правило, позволяющее отвергнуть или принять эту гипотезу, основываясь на выборке х ,. . ., Критерий определяет критическое множество, попадание в которое означает необходимость отвергнуть гипотезу. Такая процедура не дает ее логического доказательства или опровержения. Здесь возможны четыре случая гипотеза Яо верна и принимается согласно критерию гипотеза Но неверна и отвергается согласно критерию гипотеза Я о верна, но отвергается согласно критерию (ошибка первого рода) гипотеза Но неверна, но принимается согласно критерию (ошибка второго рода).
[c.391]
Недостаточная точность измерений приводит к тому, что часть годной продукции бракуют (ошибка первого рода) в то же время по той же причине другую часть фактически негодной продукции принимают как годную (ошибка второго рода).
[c.130]
Проверка гипотез производится на основе установленного уровня значимости — малой вероятности (0,05 или 0,01) и критической области, попадание в которую имеет вероятность, равную уровню значимости. Последний представляет собой вероятность допустить ошибку первого рода, т.е. отвергнуть правильную гипотезу.
[c.482]
Первое направление связано с недостоверностью заключений, вырабатываемых в системе контроля работоспособности изделия. Недостоверность заключений появляется из-за ошибок контроля первого и второго рода, связанных, в основном, с неполнотой контроля, погрешностями измерений и нестабильностью параметров. Из-за этих ошибок возникает два вида неправильных заключений— изделие не допустить к работе и отправить в ремонт , в то время, когда в действительности изделие фактически исправное (ошибка первого рода) и изделие допустить к работе , в то время, когда в действительности оно неисправное (ошибка второго рода).
[c.26]
Для нормальных законов распределения контролируемого параметра и погрешности измерений в окрестностях точки АХ/ах= = 3 и Ое /ох=0,15, т. е. прн ак=7-10 , рк=0,15, рх=0,9973 ( =0,0027), частные производные равны ( ,д)а=255, а дга) = =0,21 (длг)а =4-10- , а (апостериорную вероятность ложного заключения о дефектности изделия (qra) влияет только ошибка первого рода, а на апостериорную вероятность ложного заключения о годности изделия — практически только ошибка второго рода.
[c.98]
Как отмечалось выше (разд. 3.6), ошибки контроля второго рода (вероятности, Р%, ) вызывают скрытые отказы, а ошибки первого рода (вероятности а2, Ярд. — ложное забракование, эквивалентное явным отказам. И те и другие ошибки приводят к дополнительным экономическим потерям в сфере применения изделий и их технического обслуживания. Поэтому при нормировании характеристик контроля, после определения с помощью указанных выше уравнений безотказности изделия их допускаемых
[c.159]
При этом возможны два вида ошибок ошибка первого рода, состоящая в том, что в силу случайного характера результатов изме-
[c.279]
При применении статистического приемочного контроля возможно два вида ошибок ошибка первого рода заключается в возможности отклонения годной партии с низким процентом брака ( ) только потому, что в выборку случайно попало много дефектных изделий. Вероятность такого ошибочного решения называется риском поставщика и обозначается а [c.545]
Величину а называют также ошибкой первого рода, определяя ошибку второго рода как = P /n 5 Я .
[c.51]
Уровень значимости а, определенный выше, называется также ошибкой первого рода. Вероятность р того, что по ошибке будет принято Яо, когда верна альтернативная гипотеза Я, называется ошибкой второго рода, а разность 1—р(0) — функцией мощности. Одной из задач теории статистических гипотез является построение критической области такого вида, чтобы функция мощности принимала возможно большие значения [86]. Область, состоящая из всех выборок /1, /2, tny. для которых удовлетворяется неравенство
[c.57]
Здесь / ( ) и /о(-)—плотности распределения случайной величины t при гипотезе Н = Н и при гипотезе Я= 0 = 0о соответственно Н — фиксированная гипотеза из множества возможных гипотез Я, причем Я1= 0 = 01 К о)—некоторое число, выбираемое из условия, чтобы ошибка первого рода была не большей, чем а.
[c.57]
Условная вероятность принятия решения о пригодности СИ к использованию на основании соблюдения неравенства (134) при фактическом соблюдении неравенства (133) количественно характеризует степе ньдостоверности контроля. Вероятность Р, непринятия его на том же основании при том же условии называют вероятностью ошибки первого рода, а вероятность Р,, принятия его при фактическом невыполнении неравенства (133), т. е. при условии выполнения неравенства
[c.169]
Здесь и в дальнейшем предполагается, что величина р не изменяется за время обработки партии деталей и не зависит от величины Pii t). Очевидно что величина риска изготовителя (ошибка первого рода) не, влияет на верЬятность выполнения задания по показателям качества она сказывается и должна учитываться при оценке надёжности технологических операций по параметрам производительности.
[c.198]
При статистической проверке гипотез возмолены четыре исхода (табл. 3.1), из них два ошибочных. Ошибка первого рода заключается в отбрасывании нулевой гипотезы в то время, когда она на самом деле верна. Ошибка второго рода заключается в принятии нулевой гипотезы в то время, когда она в действительности неверна.
[c.51]
Считая состояние Di исправныл , а состояние дефектным, легко понять, что ошибка первого рода является ложной тревогой , а ошибка второго рода пропуском дефекта .
[c.20]
Нейманом и Пирсоном показано, что принимая или отклоняя гипотезу Щ, можно совершить ошибки двух родов отклонить гипотезу Щ, когда она верна, т.е. 9 = 0о или принять гипотезу Щ, когда на самом деле верна противоположная гипотеза Щ, т.е. 9 = 01. Вероятность отклонить по выборочным испытаниям гипотезу Щ, ковда она верна, называют ошибкой первого рода или риском поставщика и обозначают через а. Вероятность принять по выборочным испытаниям гипотезу Но, когда на самом деле верна гипотеза Щ, называют ошибкой второго рода или риском заказчика и обозначают через р.
[c.263]
В первом случае погрешность измерения приводит к приемке части изделий, оцениваемых как лежащие в предписанном допуске, ио по действительным отклонениям, выходящим за его границы и, с другой стороны, к ошибочной забраковке некоторого количества изделий, действительные размеры которых лежат в допуске, но близко к его границам. Неправильную приемку негодных изделий иногда называют ошибкой второго рода или обозначают буквами БГ, что расшифровывается как брак в годных ошибочную забра-ковку годных изделий называют ошибкой первого рода или же обозначают ГБ, т. е. годные в браке .
[c.569]
Отклонениб гипотезы Но, когда она верна, называют ошибкой первого рода. Вероятность ошибки 1-го рода равна оо. При одном и том же значении а критическая область W может быть различно расположена в интервале изменения Q. Выбор критической области W осуществляют таким образом, чтобы обеспечить наибольшую вероятность отклонения проверяемой гипотезы Нц,. когда она ложна, т. е. верна альтернативная гипотеза Н [5] [c.277]
После выбора Ц1 задаются вероятностью Р = а ошибки первого рода, заключаюш,ейся в том, что при уровне центра настройки а —щ, не превышающем И] (а )< ) при отборе очередной выборки средняя X превысит верхнюю границу регулирования ИНЫМ словами, а— Р х >а+) есть вероятность события, прогн-воположного событию х, о+, а потому а=1 —Эга вероят-
[c.65]
Проверки анормальности результатов наблюдений основываются на двух предположениях результаты подчинены нормальному закону распределения отсутствуют систематические погрешности. Так как эти предположения выполняются не строго, реальный уровень засорения выборки анормальными результатами неизвестен, а их выявление выполняется по одной и той же выборке, то обнаружение анормального результата наблюдения является случайным событием и сопровождается ошибками классификации. Это означает в первом случае, что подозреваемый результат может быть ошибочно отброшен (это ошибка первого рода), во втором случае — ошнбоч[ю признан не анормальным (это ошибка второго рода). Появление таких ошибок приводит к искажению результатов и их точностных характеристик.
[c.54]
Независимо от выбора Н или Но существует конечное значение вероятности допустить ошибку, значение которой пропорционально площади заштрихованных областей 1 и 2. Вероятность выбора Ни когда верна гипотеза Но, называют ложной тревогой или ошибкой первого рода, она раппа площади под кривой в области 1. Если у = X, разделяющему ось абсцисс на две области, вероятность ложной тревоги
[c.336]
Очевидно, что ошибки первого и второго рода имеют разное значение для изготовителей и потребителей (заказчиков) контролируемой продукции. Ошибки первого рода ведут к прямым потерям изготовителя, так как ошибочное признание негодным в действительности годного изделия приводит к дополнительньщ затратам на исследование, доработку и регулировку изделия. Ошибки второго рода непосредственно сказываются на потребителе, который получает некачественное изделие. При нормальной организации отношений между потребителем и производителем брак, обнаруженный первым из них, приводит к рекламациям и ущербу изготовителя.
[c.180]
Консультации по учебе, на самой крупной бирже
студенческих работ !
Ответы на тесты по теме Управление качеством
Для более эффективного поиска следует вводить 2-3 ключевых слова из вопроса !!!
… метод определения показателей качества основан на использовании информации, получаемой путем подсчета числа определенных событий и/или предметов
Регистрационным
Основное преимущество процессного подхода состоит в том, что он позволяет …
преодолеть функциональные барьеры и ориентировать организацию на потребителя
Ошибкой первого рода является …
ошибочное признание годной продукции бракованной
… метод оценки уровня качества продукции основан на сравнении показателя качества оцениваемого вида продукции с соответствующим базовым показателем
Дифференцированный
Стандарт …
устанавливает характеристики, использование которых является добровольным, а технический регламент – требования, обязательные для исполнения
Число обязательных документированных процедур, проведения которых требует стандарт ИСО 9001:2000, равно …
6
Контрольным листком называют …
регистр, подготовленный для сбора данных определенного вида
Неверно, что существует такой научно-технический принцип стандартизации, как …
дополнительная функциональная надежность
Принцип … относится к 8 принципам управления качеством
взаимовыгодных отношений с поставщиками
Сеть процессов на предприятии должна содержать …
основные процессы, количество которых на предприятии <= 7+-2, и вспомогательные процессы, количество которых на предприятии <= 5±2
В структуре процесса производства совокупность взаимосвязанных ресурсов (кадры, оборудование, методы изготовления, стандарты) и деятельности является:
самим процессом
К внешним потребителям относятся:
промежуточные потребители
Выполняется отдельным инструментом процесс:
индивидуальный
Количественно или качественно установленные требования к характеристикам (свойствам) объекта, дающие возможность их реализации и проверки, называются:
показателями качества
В структуре процесса производства материалы и информация являются:
входом
Программу «Ноль дефектов» предложил:
Ф. Кросби
Существуют два вида ревизии энергозатрат:
предварительный и детальный
Деятельность, устанавливающая требования к качеству и применению отдельных составляющих систем качества (при этом предполагается определение конкретных показателей качества по всем направлениям деятельности фирмы), — это:
планирование качества
Предполагает ответ на вопрос: «Знают ли люди свою работу как искусство?» — такой фактор распределения полномочий, как:
целесообразность
Совокупность взаимосвязанных ресурсов и деятельности, которые преобразуют вход в соответствующий выход, называется:
процессом
Управление качеством. Тест с ответами
1. Виды диаграмм Паретто: диаграммы …
• по результатам деятельности и по причинам
2. Деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных величин с установленными требованиями к этим параметрам, — это:
• контроль качества
3. Групповым методом повышения качества является:
• «мозговой штурм»
4. «Потребитель должен получать только годные изделия, т.е. изделия, соответствующие стандартам. Основные усилия должны быть направлены на то, чтобы негодные изделия (брак) были бы отсечены от потребителя», — является основной идеей фазы развития управления качеством, которая называется фазой …
• выходного контроля готовой продукции
5. С точки зрения TQM организация является:
• поставщиком, а работающий — потребителем
6. Вторичная потребность в материальных ресурсах — это потребность на уровне …
• узлов
7. Установление соответствия основных причин нарушения процесса, выявленных с помощью диаграммы сродства является задачей инструмента управления, который называется диаграммой …
• связей
8. «Потребитель должен получать только годные изделия. Отбраковка сохраняется. Но основные усилия следует сосредоточить на управлении производственными процессами, обеспечивая увеличение процента выхода годных изделий», — такова основная идея фазы:
• управления
9. Практическая реализация системы КANBAN в производстве обеспечивается циклами:
• КANBAN-отбора и КANBAN-производства
10. Характеристикой ROP является:
• независимость материалов друг от друга
11. Предполагает ответ на вопрос: «Воспринимают ли люди свою работу как нечто отличное от работы других участников команды при достижении общих целей своей работы?» — такой фактор распределения полномочий, как:
• удар
12. Теоретические и прикладные проблемы оценки качества объектов (изделий, услуг, процессов, систем) изучаются наукой, называемой:
• квалиметрией
13. Идея трилогии обеспечения качества, в которой выделены три аспекта стратегического планирования качества в организации: планирование качества, улучшение качества, управление качеством, — принадлежит:
• Джурану
14. Первичная потребность в материальных ресурсах — это потребность на уровне …
• комплектующих изделий и материалов
15. Метод оценки качества, основанный на использовании единичных показателей, чтобы определить, по каким из них достигнут уровень базового образца и значения каких наиболее отличаются от базовых, называется:
• дифференциальным
16. Инструкция на производство в системе КANBAN является:
• Р-картой
17. Первой фазой эволюции управления качеством явилась фаза:
• выходного контроля готовой продукции
18. Предложил «Справочник по качеству» как основной документ системы обеспечения качества предприятия:
• Месинг
19. Графическое изображение, наглядно показывающее соотношение каких-либо величин, называется:
• диаграммой
20. Бумажный бланк, на котором заранее напечатаны параметры, соответственно которым можно заносить данные с помощью пометок или простых символов, называется:
• контрольным листком
21. Форд применил сборочный конвейер и создал отдельную, независимую от производства, службу …
• технического контроля
22. Наиболее распространенной формой управления с привлечением к участию сотрудников является/являются:
• самоуправляемые рабочие команды
23. Требования к производству о необходимости «правильной» спецификации деталей и готового продукта при следующих условиях: а) при «правильном» их количестве, б) в «правильное» время, в) без брака, — лежат в основе системы:
• JIT
24. Связаны с совершенством конструктивно-технологических решений продукции, обуславливающих высокую производительность труда при изготовлении, ремонте и техническом обслуживании, показатели:
• технологичности
25. Графический инструмент, позволяющий зрительно оценить закон распределения статистических данных, называется:
• гистограммой
26. Отражает по горизонтали деятельность компании и представляет собой совокупность взаимосвязанных интегрированных процессов, обеспечивая финальные результаты, соответствующие интересам компании, процесс:
• деловой
27. По теории Левина закрепление нового порядка в процессе внедрения изменений означает:
• «замораживание»
28. Усиление позитивных факторов при внедрении изменений называется:
• подталкиванием
29. Потребность в материальных ресурсах на плановый период независимо от того, находятся ли запасы на складе или в виде производственных заделов, — это потребность …
• брутто
30. Способ обучения, соответствующий категории людей группы А, характеризуется тем, что …
• работнику сразу же предоставляется возможность выполнять конкретную работу в соответствии с его предыдущим опытом
31. К внутренним потребителям относятся:
• пользователи результатов бизнеса компании
32. Третьей фазой эволюции управления качеством явилась фаза:
• менеджмента качества
33. Отражают затраты на разработку, изготовление и эксплуатацию продукции показатели качества:
• экономические
34. Характеризуют способность продукции к сохранению работоспособности при соблюдении определенных условий эксплуатации и технического обслуживания (выражают свойства безотказности, долговечности, ремонтопригодности, сохраняемости) показатели:
• надежности
35. По теории Левина существует стадий осуществления изменений:
• 3
36. Время поставки материальных ресурсов зависит от таких видов деятельности, как:
• оформление заказов и транспортировка
37. Второй способ обучения, соответствующий категории людей группы В, характеризуется тем, что …
• обучающиеся много наблюдают и думают
38. В случаях когда известен определенный период выполнения заказа и соответственно потребность в материалах по количеству и срокам, для определения потребности в материалах, используется метод:
• детерминированный
39. Инструмент, позволяющий распределить усилия для разрешения возникающих проблем и выявить основные причины, с которых нужно начинать действовать, называется диаграммой …
• Парето
40. В условиях системы КANBAN начинается изготовление конкретного образца продукции только тогда, когда:
• на него есть определенный заказчик
41. В структуре процесса производства готовая продукция является:
• выходом
42. Третий способ обучения, соответствующий категории людей группы С, характеризуется тем, что …
• работник часто задает себе вопрос: «Почему делается именно так?» и не заинтересован в применении на практике своих знаний
43. Главным недостатком концепции «общества потребления» является:
• непонимание ограниченности природных ресурсов земли
44. Характеристикой MRP является:
• уверенность в партнерах
45. Сравнение работающим постоянно ожидаемого вознаграждения с фактически полученным в результате выполнения работы оценивается:
• удовлетворенностью работой
46. Логическое представление шаг за шагом процедуры или процесса называется:
• схемой потоков
47. В 70-х гг. XIX в. в оружейном производстве (заводы Сэмюэля Кольта) родилась идея:
• стандартного качества
48. Тренировки, на которых обучают людей достигать стандартных характеристик, а также советы, которые помогают людям улучшать (превышать) стандартные характеристики, являются основными особенностями …
• наставничества
49. Происходит техническое и технологическое воплощение идеи проектируемого продукта на фазе процесса разработки (проектирования), которая называется проектированием:
• системным
50. Планируемая и систематически осуществляемая деятельность в рамках системы качества, необходимая для создания уверенности в должном качестве объекта (продукции, процесса, системы), — это:
• обеспечение качества
51. Существует два подхода детерминированного расчета потребности в материалах:
• аналитический и синтетический
52. Стиль «циклов», используемый при управлении человеческими ресурсами в условиях TQM, характеризуется тем, что …
• клиент находится в центре внимания
53. По теории Левина нарушение равновесия между позитивными и негативными факторами в процессе внедрения изменений происходит на стадии:
• «размораживания»
54. Предполагает ответ на вопрос: «Ощущают ли люди возможность самоопределения в процессе выполнения своей работы?» — такой фактор распределения полномочий, как:
• выбор
55. Новые тенденции в политике вознаграждений предусматривают награждение …
• тех, которые идут на риск, а не тех, которые его избегают
56. Программы эффективного использования энергоресурсов промышленности подразделяются на три группы:
• организационные мероприятия, усовершенствования, модернизация технологического процесса
57. TQM рассматривает работников компании как:
• интеллектуальный потенциал
58. Концепция «Ноль дефектов» появилась на фазе эволюции управления качеством, которая называется фазой:
• менеджмента качества
59. Подготовка к решению проблемы, исследование ситуации, реализация намеченных изменений, закрепление изменений, — это:
• цикл улучшения качества
60. Инструмент управления, позволяющий выявить основные нарушения процесса путем объединения родственных устных данных, называется диаграммой …
• сродства
61. Система, рассчитывающая потребности в материалах и предлагающая выдачу заказов по восстановлению запасов исходя из основной спецификации продукта, плана производства, охватывая тем самым основную часть вопросов планирования современного производства, называется:
• MRP
62. Четвертой фазой эволюции управления качеством явилась фаза:
• планирования качества
63. На каждый процент снижения материальных затрат приходится роста прибыли:
• 12%
64. Предполагает ответ на вопрос: «Воспринимают ли люди свою работу как искусство?» — такой фактор распределения полномочий, как:
• компетенция
65. Ассоциируется с картой, осуществляющей запрос (требование) предыдущей стадии производства на работу или материалы, необходимые в данный момент времени, система:
• КANBAN
66. «Петля качества» включает этапов:
• 11
67. Под качественным изделием понимается изделие, требования к которому определил и зафиксировал в нормах производитель, а потребитель вправе либо купить предложенный продукт, либо отвергнуть его, — таково основное содержание концепции:
• стандартизованного качества
68. Представляет собой методы и виды деятельности, используемые для удовлетворения требований к качеству и ориентированные на устранение недостатков на всех стадиях «петли качества», —
• управление качеством
69. Техническое и технологическое воплощение идеи проектируемого продукта реализуется конкретными значениями переменных для каждого этапа продукта на фазе процесса разработки (проектирования), которая называется проектированием:
• параметрическим
70. Карта отбора и передачи в системе КANBAN — это:
• С-карта
71. Модель Всеобщего контроля качества (TQС) предложил:
• А. Фейгенбаум
72. Связаны со способностью изделия к выражению красоты в предметно-чувственной форме (отражают свойства гармоничности, оригинальности, информационной выразительности, рациональности формы и т.п.) показатели:
• эстетические
73. Предложил функцию потерь качества, разработал методику планирования промышленных экспериментов:
• Тагути
74. Второй фазой эволюции управления качеством явилась фаза:
• управления
75. Общество, целью существования которого является удовлетворение человеческих потребностей, называется обществом …
• потребления
76. Основой для расчета потребности в материалах являются математико-статистические методы, дающие ожидаемую потребность, при использовании метода:
• стохастического
77. Распределение полномочий является процессом, который усиливает внутреннюю мотивацию сотрудников. При его проведении необходимо учитывать следующие четыре фактора:
• удар, компетенцию, целесообразность, выбор
78. Включает в себя планирование, выполнение, контроль и корректирующее действие (PDCA) цикл:
• Деминга
79. Характеризуют приспособленность продукции к антропометрическим, физиологическим, психофизиологическим и психологическим свойствам потребителя, проявляющимся в системе «Человек — Изделие — Окружающая среда», показатели:
• эргономические
80. Для выявления причин нарушения технологического процесса в тех случаях, когда очевидные его нарушения трудно обнаружимы, используются диаграммы …
• Исикавы
81. Для оценки качества, когда можно установить суммарный полезный эффект от эксплуатации или потребления продукции и суммарные затраты на создание и эксплуатацию продукции, используется показатель:
• интегральный
82. Место концепции «ноль дефектов» заняла концепция «удовлетворенного потребителя» на фазе эволюции управления качеством, которая называется фазой:
• планирования качества
83. Совокупность характеристик объекта, относящихся к его способности удовлетворять обусловленные или предполагаемые потребности, называется:
• качеством
84. Потребность в материальных ресурсах за вычетом наличия запасов на складе и в производстве — потребность …
• нетто
85. Продукция отечественного или зарубежного производства, подобная сравниваемому изделию, обладающая сходством функционального назначения и условий применения, является:
• аналогом
86. Инструмент управления, применяемый для оценки сроков и целесообразности проведения работ в соответствии со стрелочной диаграммой с целью их корректировки в ходе выполнения, называется диаграммой …
• процесса осуществления программы
87. Компания, работающая в условиях TQM, является компанией интенсивного труда:
• умственного
88. В настоящее время мерой качества изделий служит степень удовлетворенности потребителя изделием, определяемая как: { Качество } = { Удовлетворенность потребителя } =
• { Ценность } / { Стоимость }
89. В Объединенной Европе государственная политика в области качества товаров и услуг воплощена в концепции, называемой:
• гармонизированной
90. Как правило, для отображения дискретных изменений значений случайной величины применяют:
• полигоны
91. Количество циклов улучшения качества равно:
• 4
92. Отражает деятельность компании по вертикали и соответствует ее структуре взаимодействия руководителей, отделов, подразделений и служащих компании процесс:
• функциональный
93. Ослабление негативных факторов при внедрении изменений, чтобы автоматически позитивные факторы стали доминировать в большей или меньшей степени, называется:
• вытеснением
94. Потребность в материалах определяется на основе опыта работников при использовании метода:
• эвристического
95. Определяют основные функциональные свойства продукции и обуславливают диапазон ее применяемости показатели:
• назначения
96. Инструмент управления, обеспечивающий систематический путь разрешения существенной проблемы, центральной идеи, или удовлетворения нужд потребителей, представленных на различных уровнях, называется диаграммой …
• древовидной
97. Относительная характеристика, являющаяся результатом сравнения совокупности значений показателей качества продукции с соответствующей совокупностью базовых значений этих показателей, называется:
• уровнем качества
98. Комплексная система, ориентированная на постоянное улучшение качества продукции с целью удовлетворения запросов потребителя, обеспечивающая минимизацию производственных затрат и поставки продукции точно в срок, называется:
• всеобщим управлением качества
99. На этапе исследования ситуации цикла повышения качества осуществляется изучение:
• ожиданий потребителя, процесса создания продукции
100. Планирование требуемых материалов с учетом излишка складских его запасов получило название:
• ROP
101. Программу «Ноль дефектов» предложил:
• Ф. Кросби
102. Существуют два вида ревизии энергозатрат:
• предварительный и детальный
103. Деятельность, устанавливающая требования к качеству и применению отдельных составляющих систем качества (при этом предполагается определение конкретных показателей качества по всем направлениям деятельности фирмы), — это:
• планирование качества
104. Предполагает ответ на вопрос: «Знают ли люди свою работу как искусство?» — такой фактор распределения полномочий, как:
• целесообразность
105. Совокупность взаимосвязанных ресурсов и деятельности, которые преобразуют вход в соответствующий выход, называется:
• процессом
106. В структуре процесса производства совокупность взаимосвязанных ресурсов (кадры, оборудование, методы изготовления, стандарты) и деятельности является:
• самим процессом
107. К внешним потребителям относятся:
• промежуточные потребители
108. Выполняется отдельным инструментом процесс:
• индивидуальный
109. Количественно или качественно установленные требования к характеристикам (свойствам) объекта, дающие возможность их реализации и проверки, называются:
• показателями качества
110. В структуре процесса производства материалы и информация являются:
• входом
111. Инструмент управления, позволяющий спланировать оптимальные сроки выполнения всех необходимых работ для скорейшей и успешной реализации поставленной цели, называется диаграммой …
• стрелочной
112. Групповой метод ранжирования установления приоритетов и голосования по списку соображений, который может быть получен разными путями, называется методом:
• номинальной группы
113. Придумал «круг качества», предложил диаграммы «причины — следствие», разработал концепцию управления качеством, в котором участвует весь коллектив предприятия:
• К. Исикава
114. По формуле MPS= (SV+TI+TS) *A*F/3 рассчитывается:
• соответствие любой должности требованиям мотивации
115. Третичная потребность в материальных ресурсах — это потребность на уровне …
• устройств
116. Стиль «пирамид», используемый при управлении человеческими ресурсами в условиях TQM, характеризуется тем, что …
• взаимосвязь между подразделениями минимальная
117. Приспосабливаемость процесса к изменениям условий за счет внешних и внутренних причин является:
• гибкостью
118. Четвертый способ обучения, соответствующий категории людей группы D, характеризуется тем, что …
• обучающиеся хотят сразу все попробовать и учатся на своих ошибках
119. Первым этапом «петли качества» является:
• обеспечение качества маркетинга
120. Японская система планирования и увеличения производительности базируется на пяти «нулях» в организации производства и предполагает отсутствие:
• дефектов, запасов, времени подготовки производства, остановок, бумаги
121. «…» — это характерный признак, который может отсутствовать у процесса
• у процесса всегда есть внешний потребитель
122. Неверно, что подсистема … входит в число 5 основных подсистем СМК
• контроля
123. … метод определения показателей качества основан на использовании информации, получаемой с помощью теоретических или эмпирических зависимостей
• Расчетным
124. Ошибкой второго рода является …
• ошибочное признание бракованной продукции годной
125. … профиль качества, — это профиль качества, включающий характеристики, которые потребитель считает само собой разумеющимися
• Базовый
126. … метод определения показателей качества основан на использовании информации, получаемой путем подсчета числа определенных событий и/или предметов
• Регистрационным
127. Основное преимущество процессного подхода состоит в том, что он позволяет …
• преодолеть функциональные барьеры и ориентировать организацию на потребителя
128. Ошибкой первого рода является …
• ошибочное признание годной продукции бракованной
129. … метод оценки уровня качества продукции основан на сравнении показателя качества оцениваемого вида продукции с соответствующим базовым показателем
• Дифференцированный
130. Стандарт …
• устанавливает характеристики, использование которых является добровольным, а технический регламент – требования, обязательные для исполнения
131. Увеличение дисперсии выборки результатов технологического процесса свидетельствует о том, что управляемость процесса …
• уменьшается
132. изображает такой инструмент качества, как …
• контрольная карта
133. Принцип … является теоретической базой стандартизации
• предпочтительности
134. Стандарт ИСО 9004:2000 …
• нацеливает организацию на эффективность, а ИСО 9001:2000 — на результативность
135. … — это стадия жизненного цикла продукта, которую принято считать последней
• Утилизация после использования
136. Число обязательных документированных процедур, проведения которых требует стандарт ИСО 9001:2000, равно …
• 6
137. Контрольным листком называют …
• регистр, подготовленный для сбора данных определенного вида
138. Неверно, что существует такой научно-технический принцип стандартизации, как …
• дополнительная функциональная надежность
139. Принцип … относится к 8 принципам управления качеством
• взаимовыгодных отношений с поставщиками
140. Сеть процессов на предприятии должна содержать …
• основные процессы, количество которых на предприятии <= 7+-2, и вспомогательные процессы, количество которых на предприятии <= 5±2
141. Система «кайдзен» …
• означает постепенное совершенствование, а инновация – значительное преобразование
142. Существуют …
• стандарты предприятий и организаций, национальные и международные стандарты
143. … — это таблица, в которой отмечается участие сотрудников в выполнении работ по процессу
• Матрица ответственности
144. Цикл Шухарта-Деминга включает …
• этапы: Plan (Планируй) – Do (Внедряй) – Check (Проверь) – Act (Действуй с учетом внедрения)
145. В соответствии с контрольной картой технологический процесс удовлетворителен, если результаты контроля …
• не выходят за границы допустимых значений
146. … — это данные, достаточные для построения гистограммы при известной выборке
• Ширина столбца, количество вхождений в каждый
147. Значение индекса воспроизводимости технологического процесса Cр при повышении управляемости процесса …
• увеличивается
148. Качество товара (услуги) – это …
• способность удовлетворять установленным и предполагаемым потребностям
149. Неверно, что в 8 принципов управления качеством входит принцип …
• комплексного подхода к решению проблем
150. Профиль желаемого качества включает характеристики, которые …
• являются неожиданными для потребителя, т.е. идут сверх запрашиваемых им характеристик