
Poka-yoke (звучит как пока ёкэ) — забавный на слух японский термин, который обозначает один из инструментов бережливого производства. Оказывается, мы сталкиваемся с ним каждый день. Только на русском он звучит как «принцип нулевой ошибки» или «защита от дурака».
На английский poka-yoke дословно переводится как «avoid mistakes», т.е. «избегать ошибок». А на практике используется адаптированный перевод — mistake proofing или error proofing (защита от ошибок).
Poka-yoke — это методы и приспособления, которые помогают избежать ошибок или вовремя выявить их в процессе произодства при управлении проектом.
Устройства защиты от дурака предохраняют не просто от ошибок, а от ошибок, вызванных человеческим фактором:
- невнимательностью
- забывчивостью
- неосторожностью
- незнанием
- усталостью
- и даже саботажем.
Люди ошибаются, а poka-yoke приспособления не дают им допустить ошибку.
Принцип действия poka-yoke характеризуются:
- стопроцентным охватом проверки
- быстрой обратной связью
- низкой стоимостью и простотой.
Устройства poka-yoke работают по принципу pass no defect — не пропустить ни одного дефекта.
История создания методов poka-yoke
Poka-yoke призван устранить ошибки, основанные на человеческом факторе. Защита от ошибок использовалась на предприятиях в том или ином виде задолго до формирования концепции poka-yoke. Формализовали эту систему в Toyota.
Изобретатель методов poka-yoke — японский инженер Сигео Синго (1909-1990), эксперт в области производства и один из создателей производственной системы Toyota. Сигео Синго разработал подход Zero Quality Control (ZQC), или Zero Defects (ноль дефектов).
Zero defects метод основан на убеждении, что возникновению дефектов препятствует такой контроль производственного процесса, при котором дефект не возникнет, даже если машина или человек совершат ошибку.
Акцент контроля качества смещается с проверки готовой продукции на факт брака на предупреждение возникновения брака на каждом этапе производства.
При этом ключевая роль в предупреждении дефектов принадлежит производственному персоналу, который вовлечен в процесс обеспечения качества.
Poka-yoke или метод нулевой ошибки — один из ключевых аспектов ZQC. Система poka-yoke использует сенсоры или другие устройства, которые буквально не дают оператору совершить ошибку.
Они регулируют производственный процесс и предотвращают дефекты одним из двух способов:
- Система контроля — останавливает оборудование, когда возникает нарушение нормы, или блокирует заготовку зажимами, чтобы она не двигалась дальше по конвейеру, пока не будет обработана как требуется. Это более предпочтительная система, поскольку она не зависит от оператора.
- Система предупреждения — посылает оператору сигнал остановить машину или устранить проблему. Зависит от оператора, поэтому человеческий фактор не полностью исключен.
Poka-yoke не ищет виновных в ошибках, цель метода — найти и устранить слабые места в производственной системе, из-за которых ошибка стала возможной.
Уровни устройств poka-yoke
Способы защиты от дурака делятся на три уровня по возрастанию эффективности:
- 1-й уровень — обнаруживает несоответствие деталей или продукции. Система обнаруживает дефектную деталь, но не отбрасывает её.
- 2-й уровень — не допускает несоответствие. Система не дает обработать дефектную деталь на следующей стадии производственного процесса.
- 3-й уровень — конструкционная защита, например, изделие имеет такую конструкцию, что установить или собрать его непредусмотренным образом невозможно.
Принципы защиты от ошибок
Существует шесть принципов или методов защиты от ошибок. Они перечислены в порядке приоритета:
- Устранение: этот метод устраняет возможность ошибки путем редизайна продукта или процесса так, чтобы проблемная операция или деталь вообще больше не требовались.
Пример: упрощение продукта или соединение деталей, чтобы избежать дефектов продукта или сборки. - Замещение: чтобы повысить надежность, нужно заменить непредсказуемый процесс на более надежный.
Пример: Использование роботизации и автоматизации, чтобы предотвратить ошибки ручной сборки. Применение автоматических диспенсеров или аппликаторов для точной дозировки жидких материалов. - Предупреждение: инженеры-конструкторы должны разработать такой продукт или процесс, чтобы вообще невозможно было совершить ошибку.
Пример: Конструктивные особенности деталей, которые допускают только правильную сборку; уникальные разъемы для избежания неправильного подключения кабелей; симметричные детали, которые позволяют избежать неправильной установки. - Облегчение: Использование определенных методов и группирование шагов облегчают выполнение процесса сборки.
Пример: Визуальные элементы управления, которые включают цветовое кодирование, маркировку деталей. Промежуточный ящик, который визуально контролирует, чтобы все детали были собраны. Нанесение характеристик на детали. - Обнаружение: Ошибки обнаруживаются до того, как они перейдут на следующий производственный процесс, чтобы оператор мог быстро исправить проблему.
Пример: Сенсорные датчики в производственном процессе, которые определяют, что детали собраны неправильно. - Смягчение: Старание уменьшить влияние ошибок.
Пример: Предохранители для предотвращения перегрузки цепей в результате коротких замыканий.
Основные методы poka-yoke
Существует три типа методов защиты от ошибок: контактные методы, считывающие методы и методы последовательного движения.
Контактные методы
Определяют, контактирует ли деталь или продукт физически или энергетически с чувствительным элементом. Примером физического контакта может быть концевой переключатель, который прижимается и подает сигнал, когда его подвижные механизмы касаются изделия. Пример энергетического контакта — фотоэлектрические пучки, которые чувствуют, когда что-то не так в проверяемом объекте.
Лучшие контактные методы — это пассивные устройства, такие как направляющие штыри или блоки, которые не дают неправильно разместить заготовки на конвейере.
Считывающие методы
Следует использовать, когда рабочий процесс делится на фиксированное количество операций, или продукт состоит из фиксированного количества деталей. В соответствии с этим методом устройство считывает количество деталей и передает продукт на следующий процесс только, когда достигнуто нужное значение.
Методы последовательного движения
Определяют, выполнена ли операция в заданный период времени. Также могут использоваться, чтобы проверить, выполняются ли операции в правильной последовательности. В этих методах обычно используют сенсоры или устройства с фотоэлектрическими выключателями, подключенные к таймеру.
Типы чувствительных устройств
Существует три типа чувствительных устройств, применяемых для защиты от ошибок:
- сенсоры физического контакта
- сенсоры энергетического контакта
- сенсоры, которые определяют изменения физических условий.
Сенсоры физического контакта
Этот тип устройств работает по принципу физического касания детали или части оборудования. Обычно такое устройство посылает электронный сигнал в момент контакта. Вот некоторые примеры таких устройств:
- Концевые переключатели — подтверждают наличие и положение объектов, которые касаются маленького рычага на переключателе. Самые распространенные и недорогие устройства.
- Сенсорные переключатели — аналогичны концевым выключателям, но активируются легким прикосновением объекта к тонкой «антенне».
- Триметрон — это чувствительные игольчатые датчики, которые посылают сигналы для звукового оповещения или остановки оборудования, когда измерения объекта выходят за пределы допустимого диапазона.
Энергетические сенсорные датчики
В этих устройствах для выявления ошибки служит не физический, а энергетический контакт. Вот некоторые примеры:
- Бесконтактные переключатели — эти устройства используют лучи света для проверки прозрачных объектов, оценки сварных швов и проверки правильности цвета или размера объекта, прохождения объектов на конвейере, поставки и подачи деталей на конвейер.
- Лучевые датчики — похожи на бесконтактные переключатели, но для обнаружения ошибок используют лучи электронов.
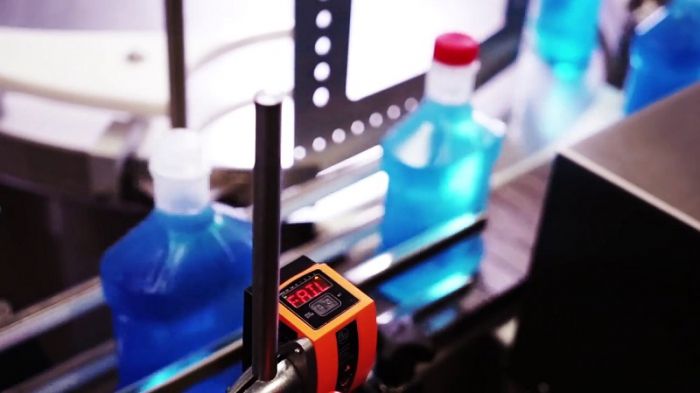
Сенсор проверяет наличие крышек на бутылках. Если крышка отсутствует или плохо закручена, бутылка автоматически убирается с конвейера.
К другим типам энергетических сенсорных устройств относятся:
- Волоконные датчики
- Датчики площади
- Датчики положения
- Датчики габаритов
- Датчики вибрации
- Датчики перемещения
- Датчики для обнаружения проходов металла
- Датчики цветовой маркировки
- Датчики контроля двойной подачи
- Датчики положения объекта сварки
Сенсоры, которые определяют изменения физических условий
Этот тип датчиков определяет изменение условий производства, таких как давление, температура или электрический ток. В пример можно привести датчики давления, термостаты, измерительные реле.
7 ключей к внедрению эффективной системы защиты от ошибок
Чтобы эффективно внедрить метод нулевой ошибки, нужно отталкиваться от следующих рекомендаций:
- Сформируйте команду для внедрения poka-yoke и всегда учитывайте мнение людей, которые непосредственно участвуют в производственном процессе. В этом случае успех вероятнее, чем при привлечении внешних технических экспертов.
- Используйте систематизирование потока ценности, чтобы определить, где нужно повысить стабильность процесса. Это позволит сосредоточиться на областях, которые будут влиять на непрерывный поток.
- Используйте систематизирование процесса внутри выбранной области, чтобы четко определить каждый шаг процесса.
- Применяйте простую методологию решения проблем, например, диаграмму причинно-следственных связей, чтобы определить коренные причины проблем внутри процесса. Так вы выявите те шаги процесса, которые требуют внедрения защиты от ошибок.
- Используйте самую простую работающую технологию poka-yoke. Во многих случаях такие простые устройства как направляющие штифты и концевые выключатели будут отлично справляться. Однако в других случаях понадобятся более сложные системы.
- Отдавайте предпочтение контролирующим, а не предупреждающим системам, поскольку контролирующие системы не зависят от оператора.
- Заведите стандартную форму для каждого устройства poka-yoke со следующими полями:
- проблема
- тревожный сигнал
- действия в случае чрезвычайной ситуации
- способ и частота подтверждения правильности работы
- способ проверки качества в случае поломки.
Poka-yoke устройства вокруг нас
Люди допускают ошибки не только на производстве, но и в процессе использования продуктов. Эти ошибки ведут, как минимум, к поломкам, как максимум, к возникновению серьезной опасности. Поэтому производители встраивают защиту от дурака в конструкцию своих изделий.
Poka-yoke в быту

Например, электрочайник отключится сам, когда вода закипит, благодаря датчику пара. Вы не забудете его выключить. Свисток на обычном чайнике для плиты — тоже что-то вроде poka-yoke приспособления.
Стиральная машина не начнет стирать, пока вы плотно не закроете дверцу, а значит, потопа не будет.
Ребенок не попробует лекарство, которое упаковано в баночку со специальной защитой от детей.
Лифт автоматически откроет двери, если наткнется на препятствие при закрытии.
Современный утюг выключится сам, если вы про него забудете.
Poka-yoke в автомобиле

Современные автомобили просто напичканы устройствами защиты от дурака. Правда, они не такие дешевые, как предполагает концепция poka-yoke, но зато спасают жизни.
К ним относятся активные и пассивные системы безопасности, например:
- система экстренного торможения
- система обнаружения пешеходов
- парковочная система
- система кругового обзора
- система аварийного рулевого управления
- система ночного видения
- система распознавания дорожных знаков
- система контроля усталости водителя.
Poka-yoke в программном обеспечении
Классический пример Poka Yoke — элементы интерфейса, которые запрашивают подтверждение на удаление данных, чтобы пользователь случайно не стер нужную информацию. Чтобы вы случайно не удалили изменения в вордовском файле, система предложит вам его сохранить. Google пошел еще дальше и сам сохраняет изменения после ввода каждого символа.
Примерами защиты от дурака могут быть обязательные поля форм и поля с заданным форматом ввода данных.
Книги по теме
Zero Quality Control: Source Inspection and the Poka-Yoke System / Shigeo Shingo
Книга от создателя системы poka-yoke Сигео Синго, впервые опубликованная в 1986 году. В ней автор обосновывает важность применения устройств защиты от ошибок для достижения безупречного качества продукции. Он называет 112 примеров устройств poka-yoke, работающих в цехах. Внедрение этих устройств обошлось меньше $100.
Poka-Yoke: Improving Product Quality by Preventing Defects / Nikkan Kogyo Shimbun
Первая часть книги в простой иллюстрированной форме рассказывает о концепции poka-yoke и ее особенностях. Во второй части автор приводит множество примеров устройств защиты от ошибок, используемых на японских предприятиях.
Вердикт
Система poka-yoke — очередное гениальное изобретение японцев. За 30 лет устройства poka-yoke эволюционировали вместе с производственным оборудованием. Они перестали быть дешевыми, как гласит один из принципов концепции, но стали гораздо эффективнее.
Сейчас это современные сенсоры, датчики, конструктивные особенности линий, которые обнаруживают дефектные детали и заготовки среди тысяч других и сами удаляют их с конвейера.
Само понятие защиты от ошибок стало шире: специальные устройства, конструктивные особенности и просто предупреждения оберегают нас от ошибок в повседневной жизни.
Благодаря poka-yoke у нас определенно меньше проблем.
Другие названия метода: «Пока-ёкэ», «Предотвращение невидимой ошибки».
Автор метода: Сигэо Синго (Япония), 1961.
Назначение метода
Различные приемы защиты от ошибок следует применять как при входном контроле, так и в ходе всего процесса изготовления продукции.
Цель метода
Повышение потребительной стоимости продукции путем предотвращения ошибок на действующем производстве.
Суть метода
Защита от ошибок лежит в основе бездефектного производства.
Концепция предупреждения нежелательных событий, вызванных ошибками человека, проста. Если не допускать их возникновения на действующем производстве, то качество будет высоким, а доработки — небольшими. Это приводит к растущей удовлетворенности потребителя и одновременно к снижению издержек производства.
План действий
- Сформировать команду из специалистов: представителей руководства, службы качества, технической службы и производства.
- Выявить проблемы, требующие решения, и причины их существования.
- Разработать меры по совершенствованию производства и предотвращению возможности возникновения о шибок, руководствуясь правилами применения метода пока-ёкэ.
- Устранить потенциальные ошибки, используя в процессе производства усовершенствованные приспособления, приборы и оборудование.
Особенности метода
Современная версия защиты от ошибок, известная под названием пока-ёкэ (poka-yoke1), появилась в Японии, чтобы повышать качество продукции, предотвращая ошибки на действующем производстве. Ранее японскими специалистами применялся термин бака-ёкэ (baka-yoke). Дословный перевод термина «бака-ёкэ» — «защита от глупости», иными словами, — это защитное устройство, благодаря которому дефекты просто не образуются. Следует отметить, что основные положения этой концепции широко применялись компанией Ford еще в 1908 г.
Известно множество способов и приемов предупреждения ошибок, начиная с простых переделок и изменений, вносимых в оборудование и процессы изготовления продукции, и заканчивая серьезной модернизацией конструкции изделий. Например, написание инструкций для исполнителей, к которым они смогут обращаться в будущем; предупредительные надписи и предупреждающие сигналы; повторение подчиненными полученных заданий для обеспечения их правильного понимания и т. д.
Пример использования простого приема защиты от ошибок

В цехе, несмотря на всю статистику, маркировку и контроль, постоянно повторяются две одинаковые ошибки: деталь А при монтаже блока часто оказывается в окошке 2, и наоборот, деталь В оказывается в окошке 1.
Простой прием защиты от ошибок — пока-ёкэ — позволяет найти решение, делающее невозможной любую ошибку. Конфигурации окошка 1 и монтажного элемента А так изменены, что замена при монтаже даже теоретически невозможна.
Правила применения приемов защиты от ошибок
- Как можно ближе подойти к источнику проблемы, туда, где проблема действительно возникла и где она снова может появиться.
- Ввести сразу все необходимые виды контроля и меры предотвращения повторного появления проблемы.
- При разработке и конструировании использовать сложные методы и техники устранения проблемы, а в производстве применять простые и быстрые решения.
- Улучшения в производстве проводить быстро, без сложных анализов и таким образом, чтобы все люди были включены в решение общих проблем и устранение несоответствий.
Дополнительная информация:
- Большинство устройств по защите от ошибок являются простыми и недорогими.
- Программа по улучшению только тогда может быть успешной, когда все сотрудники — от операторов до старших менеджеров — пройдут обучение методам защиты от ошибок и будут напрямую участвовать в их внедрении.
- Применение командного подхода к внедрению способов защиты от ошибок позволяет учитывать интересы, как производственных подразделений, так и потребителя.
Достоинства метода
Последовательное применение различных способов и приемов предупреждения ошибок позволяет значительно сократить их число, что способствует снижению затрат и повышению удовлетворенности потребителей.
Недостатки метода
Встречающееся сопротивление при принудительном внедрении в действующее производство устройств по защите от ошибок часто с водит на нет усилия по улучшению процесса .
Ожидаемый результат
Высокая потребительная стоимость продукции.
Время чтения: 7 мин.
Как известно, людям свойственно ошибаться. Иногда ошибки бывают настолько
глупыми, что человек никак не может понять, как он вообще умудрился сделать
нечто подобное. Когда уже поздно…
И вот такие глупейшие «необязательные» ошибки, которых, на первый взгляд
легко избежать, порой обходятся весьма дорого. Цифра, помещенная не в ту
колонку Excel, грамматическая ошибка в презентации, электронное письмо,
отправленное не тому адресату могут в буквальном смысле похоронить проект.
А такие ошибки, как баг в критически важном программном обеспечении или
оставленный инструмент в операционной ране переносят нас из области потерянных
возможностей в область профессиональной халатности.

Для того, чтобы избегать подобных глупых ошибок и существует метод poka-yoke (читается как пока-ёкэ). Изобретение (а точнее формализацию и адаптацию к условиям производства) этого метода приписывают японскому инженеру Сигэо Синго.
Название poka-yoke происходит от двух японских слов: избегать (yokeru) и
ошибка (poka). Изначально концепция Сигэо Синго называлась baka-yoke, что можно
перевести как «защита от идиота». Но когда, согласно легенде, Синго излагал
свои идеи перед рабочими производственной линии Toyota, одна из работниц
расплакалась. «Я не идиот!» — возмутилась она. Тогда инженер решил переименовать
концепцию в «защиту от ошибок», а не от идиота.1
Тем не менее, в русском языке poka-yoke традиционно обозначается как
«защита от дурака». Иногда poka-yoke называют принципом нулевой ошибки.
Принцип метода
Идея poka-yoke проста. В рабочий процесс необходимо закладывать механизмы, выявляющие ошибки, предотвращающие их или обеспечивающие выполнение процесса только надлежащим образом. Сигэо Синго искал простейшие, надежнейшие и наиболее дешевые способы создания таких механизмов.

Например, если необходимо, чтобы рабочий сборочной линии при выполнении определенного процесса использовал непременно три болта, следует доставлять ему болты в упаковке по три штуки. Тогда, если он вкрутит меньше трех болтов, то сразу заметит и исправит эту ошибку.1
Можно привести и бытовые примеры защиты от дурака. Например, в некоторых
автомобилях с механической коробкой передач перед тем как включить зажигание
нужно нажать педаль сцепления. А многие автомобили с автоматической коробкой не
заводятся, если коробка передач не стоит в положении «парковка». Наиболее
простой пример — дополнительное отверстие слива, расположенное у верхней кромки
раковины. Если забудете выключить воду — она не перельется через край.

В борьбе за чистоту речи
Майкл Шрейг из бизнес-школы при
Массачусетском технологическом институте приводит такой пример — уже из
профессиональной области. Он и его коллеги зачастую вели слишком эмоциональную
переписку, используя не слишком подходящую для рабочей коммуникации лексику.
Эмоции проходили, а испорченные отношения оставались. Тогда Шрейг создал
простой фильтр для исходящих сообщений, который не пропускал слова, типа
«идиот», «дебил», «придурок», «задница» и т.п. Если в сообщении были такие
слова, программа спрашивала: «Вы действительно хотите это отправить?» Если отправитель
выбирал «да», то следовал вопрос: «Вы уверены?»
Шрейг предложил свой poka-yoke фильтр Microsoft. Но компания не
заинтересовалась.1

В
наше время роль технологий как никогда велика. Пытаться заменить человека
технологией — стало всеобщей тенденцией. Ведущие хай-тек компании уже работают
над тем, чтобы создать автомобили без водителей, офисы без офисных работников,
станки без операторов и т.д. Но возможно, самое лучшее, что могут сделать
машины — это выявлять, минимизировать и устранять наши ошибки?
Poka-yoke
— пример Toyota

А
вот как используется принцип poka-yoke в компании Toyota, откуда, собственно,
этот принцип и происходит.
Вся
производственная система Toyota направлена на обеспечение максимальной
эффективности и безошибочных процессов. Часть системы — оборудование, которое
автоматически останавливается при возникновении ошибки. Это ведет к выявлению,
исправлению, а то и полному предотвращению ошибок.
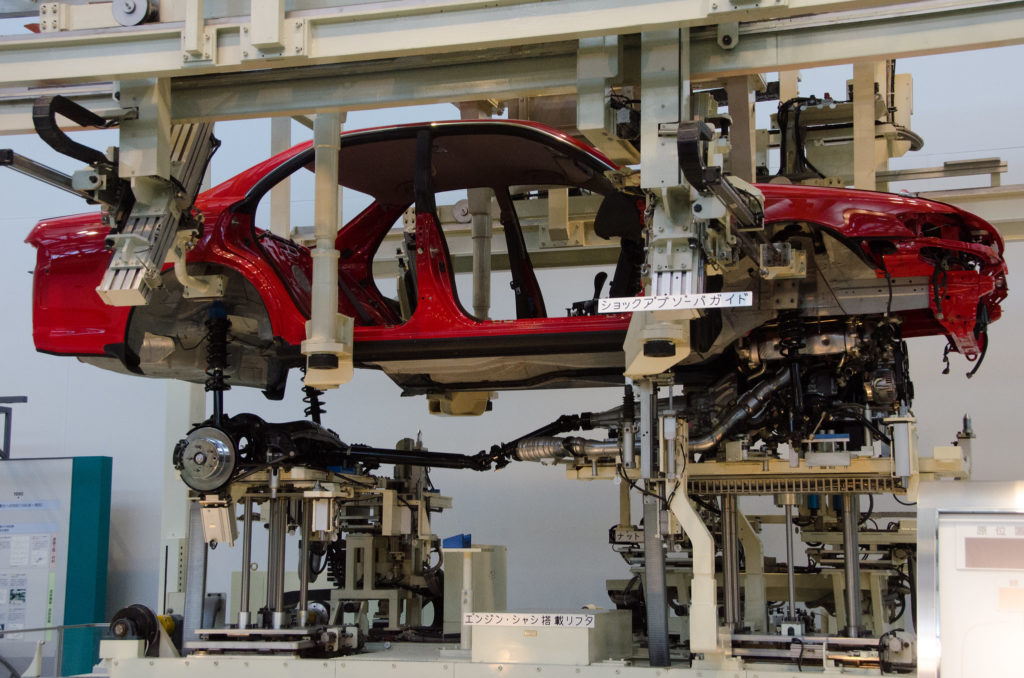
Другой
вариант обеспечения poka-yoke — оборудование, которое просто не позволяет
выполнение операций ненадлежащим образом. Например, удерживающие устройства,
используемые при вытачивании деталей, устроены на производстве Toyota таким
образом, что они позволяют удержание детали только в правильном положении.
Вставить деталь неправильным образом просто невозможно.2
И
подобные механизмы применяются в Toyota на самых разных этапах производства. В
целом, можно выделить механизмы poka-yoke, которые извещают оператора о
возможности возникновения ошибки, и механизмы, которые предотвращают
возникновение ошибок. Сигэо Синго назвал их предупреждающей poka-yoke и
контролирующей poka-yoke, соответственно.3
Ошибки неизбежны, но…

Сигэо Синго утверждает, что ошибки неизбежны на любом производстве. Но если на производстве имеются адекватные механизмы poka-yoke, то ошибки не переходят в дефекты. А устранение дефектов, в свою очередь, ведет к снижению стоимости ошибок.3
Релевантно: В чем секрет японского производства. Монодзукури — что это, и как оно работает
- Schrage M. Poka-Yoke is Not a Joke. Harvard Business Review. Feb 04, 2010.
- The official blog of Toyota GB — Poka-yoke – Toyota Production System guide.
- Shingo, Shigeo; Dillon, Andrew (1989). A study of the Toyota production system from an industrial engineering viewpoint. Portland, OR: Productivity Press
На главную ИЛИ ЧИТАТЬ ЕЩЕ:
 Бренд Obey и его создатель Шепард Фейри — один из богатейших художников стрит-арта и обладатель таланта создавать бренды
Бренд Obey и его создатель Шепард Фейри — один из богатейших художников стрит-арта и обладатель таланта создавать бренды
Бренд Obey создал художник стрит-арта Шепард Фейри. История бренда Obey также связана с человеком по имени Андре Гигант. Его изображение…
- Ложные корпоративные ценности разрушительны для компании. Мнение эксперта
Нередко руководители организаций «назначают» ценности своей компании. Подобные ложные корпоративные ценности часто ухудшают ситуацию.
- Как мы влияем друг на друга на рабочем месте. Влияние как неотъемлемая часть корпоративной культуры
Социальное влияние — неотъемлемая часть корпоративной культуры и важный фактор, который следует учитывать, управляя коллективом. Существует три механизма социального влияния — комплаенс, …
- Компания Uber и Трэвис Каланик — «Блестящие мерзавцы». Токсичная культура на театральных подмостках
Компания Uber прославилась своей токсичной культурой. Трэвис Каланик немало поспособствовал возникновению такой культуры. Феномен Uber инспирировал спектакль «Блестящие мерзавцы» (Brilliant jerks).
- Билл Гейтс о деньгах: «На что все это потратить? Сколько гамбургеров ты можешь съесть?»
Что говорит миллиардер Билл Гейтс о деньгах? Создатель Microsoft видит единственный логичный способ потратить свои деньги, а именно…
 Бренд Obey и его создатель Шепард Фейри — один из богатейших художников стрит-арта и обладатель таланта создавать бренды
Бренд Obey и его создатель Шепард Фейри — один из богатейших художников стрит-арта и обладатель таланта создавать бренды
 Ложные корпоративные ценности разрушительны для компании. Мнение эксперта
Ложные корпоративные ценности разрушительны для компании. Мнение эксперта
 Как мы влияем друг на друга на рабочем месте. Влияние как неотъемлемая часть корпоративной культуры
Как мы влияем друг на друга на рабочем месте. Влияние как неотъемлемая часть корпоративной культуры
 Компания Uber и Трэвис Каланик — «Блестящие мерзавцы». Токсичная культура на театральных подмостках
Компания Uber и Трэвис Каланик — «Блестящие мерзавцы». Токсичная культура на театральных подмостках
 Билл Гейтс о деньгах: «На что все это потратить? Сколько гамбургеров ты можешь съесть?»
Билл Гейтс о деньгах: «На что все это потратить? Сколько гамбургеров ты можешь съесть?»
- Что такое face time, и какова отрицательная сторона удаленной работы
Face time — очень важный фактор для карьеры. Это время, которое работник проводит перед глазами руководителя. Отрицательная сторона удаленной работы…
- Лучшие бизнес книги всех времен, изменившие ход развития управленческой мысли
Существует категория бизнес-книг, которые стали историей и повлияли на ход развития современного общества. Сюда можно отнести — В поисках совершенства Тома Питерса, …
- Нужен ли сильный лидер, чтобы создать эффективную команду
Ученые установили, что сильный лидер дорывает эффективную работу команды. Наличие сильного лидера ведет к снижению активности других…
- Poka-yoke — «защита от дурака» как фундаментальный принцип производства. И не только…
Poka-yoke — метод, известный также как «защита от дурака». Для некоторых компаний он выступает одним из основных принципов организации рабочих процессов. Например, …
- Как похвалить начальника. Рекомендации экспертов
Советы экспертов: как похвалить начальника и при этом не показаться подхалимом, не испортить ни с кем отношения и не навредить своей карьере.
 Лучшие бизнес книги всех времен, изменившие ход развития управленческой мысли
Лучшие бизнес книги всех времен, изменившие ход развития управленческой мысли
 Нужен ли сильный лидер, чтобы создать эффективную команду
Нужен ли сильный лидер, чтобы создать эффективную команду
 Poka-yoke — «защита от дурака» как фундаментальный принцип производства. И не только…
Poka-yoke — «защита от дурака» как фундаментальный принцип производства. И не только…
 Как похвалить начальника. Рекомендации экспертов
Как похвалить начальника. Рекомендации экспертов
- Перетрудились до смерти. Кароси — что это такое, и кому стоит ее опасаться
Рабочие перегрузки и переработки могут быть опасны для здоровья и даже привести к смерти. В Японии для этого явления придуман специальный термин …
- Самые нелепые провалы бизнес-проектов как иллюстрация проблем проектного управления
Организация работы по типу проекта имеет весьма серьезные дефициты. Приведенные кейсы иллюстрируют основную проблему проектного управления, а именно…
- Какая музыка повышает продуктивность работы, и какая работа становится продуктивнее под музыку
Музыка повышает продуктивность. Но не всякая и не всегда. Важно, какую работу вы выполняете и какую музыку при этом слушаете. Исследования…
 Перетрудились до смерти. Кароси — что это такое, и кому стоит ее опасаться
Перетрудились до смерти. Кароси — что это такое, и кому стоит ее опасаться
 Самые нелепые провалы бизнес-проектов как иллюстрация проблем проектного управления
Самые нелепые провалы бизнес-проектов как иллюстрация проблем проектного управления
 Какая музыка повышает продуктивность работы, и какая работа становится продуктивнее под музыку
Какая музыка повышает продуктивность работы, и какая работа становится продуктивнее под музыку
Энциклопедия
22 мая 2017
0 комментариев
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
создание предпосылок для бездефектной работы,
внедрение методов бездефектной работы,
систематическое устранение возникших ошибок,
принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
При контроле завершенного процесса.
При проверке в ходе выполнения процесса самим работником.
При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
устройства;
позиционирование на сверлильной стойке;
обучение персонала;
оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
- создание предпосылок для бездефектной работы,
- внедрение методов бездефектной работы,
- систематическое устранение возникших ошибок,
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
- При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
- При контроле завершенного процесса.
- При проверке в ходе выполнения процесса самим работником.
- При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
- устройства;
- позиционирование на сверлильной стойке;
- обучение персонала;
- оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.

Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
- Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
- 100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
- Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО
Содержание
- Poka-yoke
- Применение метода Poka Yoke
- Пока-ёкэ — метод предупреждения ошибок
- Что означает “ПОКА-ЁКЭ”?
- Почему возникают ошибки?
- Как внедрить пока-ёкэ в производственный процесс?
- Рабочая инструкция «Системы защиты от ошибок (Poka Yoke)»
- Системы защиты от ошибок (Poka Yoke)
- 1.ЦЕЛЬ
- 2.ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
- 3.ОПИСАНИЕ
- Poka-yoke — «защита от дурака» как фундаментальный принцип производства. И не только…
- Poka-yoke — метод избежания ошибок
- Принцип метода
- В борьбе за чистоту речи
- Poka-yoke — пример Toyota
- Ошибки неизбежны, но…
- Применение принципа poka-yoke в программировании на примере PHP
- Что такое poka-yoke?
- Примеры предотвращения ошибок
- Объявление типов
- Объекты-значения
- Валидация
- Неизменяемость
- Возвращение null-объектов
- Опциональные зависимости
- Public-методы
- Примеры обнаружения ошибок
- Unit-тесты
- Отчёты о покрытии кода тестами и мутационное тестирование
- Статические анализаторы кода
- Логирование
- Не подавлять ошибки
- Использование вне PHP
- Инфраструктура
- REST API
- Конфигурация приложения
- Предотвращение ошибок пользователя
- Заключение
Poka-yoke
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину. Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты: создание предпосылок для бездефектной работы, внедрение методов бездефектной работы, систематическое устранение возникших ошибок, принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок). Применение метода Poka Yoke При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции. При контроле завершенного процесса. При проверке в ходе выполнения процесса самим работником. При передаче изделия на последующие процессы. Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1). Схема 1. Принцип действия Poka-yoke Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия. Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя: устройства; позиционирование на сверлильной стойке; обучение персонала; оптический контроль. Дефекта больше не будет! Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания. Производственные Примеры: Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии. Схема 3. Poka-yokeв процессе установки детали на немецком предприятии. Больше практических примеров можно найти в Альманахе «Управление производством». Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах: Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов. 100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи. Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия. Термин по теме: Дзидока (Jidoka) Статья по теме: Poka Yoké в промышенном комплексе РЕНО
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
Применение метода Poka Yoke
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
Источник
Пока-ёкэ — метод предупреждения ошибок
Что означает “ПОКА-ЁКЭ”?
Термин “пока-ёкэ” переводится как “предупреждение ошибок” или “предупреждение отклонений”. Цель инструмента “пока-ёкэ” — предотвратить появление дефектов благодаря своевременному обнаружению, исправлению и устранению ошибок в первоисточнике проблем. Сам термин был придуман в 1960 — х годах японским инженером Сигэо Синго, одним из создателей производственной системы Тойота. Сам Сигэо Синго называл метод пока-ёкэ методом “защиты от дурака”.
Инструмент “пока-ёкэ” позволяет улучшить производственные процессы с точки зрения качества. С помощью этого инструмента ошибки можно предотвратить, либо выявить их сразу после возникновения. Это позволяет не попадать дефектам на последующие производственные процессы. Более того, незамедлительное решение проблем позволяет значительно сократить время, по сравнению с тем, если бы пришлось искать причины дефекта или ошибки, обнаруженные на последнем этапе производственного цикла.
Почему возникают ошибки?
Работники совершают ошибки не потому, что не соблюдают стандарты или правила выполнения процедур и работ. Людям просто свойственно ошибаться. Ошибки свидетельствуют о несостоятельности систем и методов, применяемых в работе. А возникновение ошибок случается потому, что данный метод позволяет их допускать. В бережливом производстве такой подход позволяет возложить ответственность за ошибки не на людей, а систему. Работники, избавленные от обвинений, могут сосредоточить свои силы на разработке методов, исключающих возникновение ошибок.
При разработке эффективного метода предупреждения ошибок, нужно сосредоточиться на следующих вопросах:
Если ошибку совершает один человек, то необходимо пересмотреть стандарты работы и убедиться, что никакие этапы не пропущены или не доработаны. Если ошибка допускается массово, то здесь уже необходимо задуматься об отсутствии необходимых сведений или нечетких инструкциях. Самое трудное — найти первопричину ошибок и подойти творчески к ее решению. Ошибки исключить полностью невозможно. Однако, можно встроить методы и средства обнаружения дефектов, чтобы ошибки или дефекты не оказались у потребителя.
Как внедрить пока-ёкэ в производственный процесс?
Пока-ёкэ можно внедрить в любой производственный процесс, где возникают ошибки.
Преимущества от внедрения пока-ёкэ
Примеры защиты от ошибок пока-ёкэ в повседневной жизни:
Примеры использования пока-ёкэ на производстве:
Источник
Рабочая инструкция «Системы защиты от ошибок (Poka Yoke)»
Системы защиты от ошибок (Poka Yoke)
1.ЦЕЛЬ
Установить порядок разработки и использования систем защиты от ошибок при выпуске продукции.
2.ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
Ответственность за включение систем защиты от ошибок в техпроцесс сборки изделий несут сотрудники ДР. За функционирование и проверку их работоспособности — ООО. В случае возникновения необходимости применения дополнительных систем защиты от ошибок в ходе массового производства, ответственность за их разработку и внедрение несут сотрудники ОГТ.
3.ОПИСАНИЕ
Системы защиты от ошибок разделяют на:
Наличие системы, благодаря которой операцию можно выполнить только одним единственным, правильным способом, в результате чего неправильная сборка исключается, и дефект просто не может возникнуть, — это идеальный пример проведения предупреждающих действий.
Исторически первый случай осознанного применения систем Poka Yoke — это изобретение ткацкого станка, который останавливался при обрыве нити, и таким образом не был способен производить дефектную ткань.
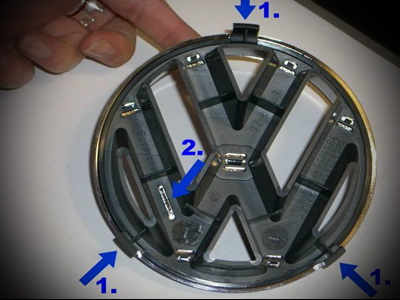
Другие примеры защиты от ошибок:
Рисунок 1 — пример устройства контактного типа для защиты от ошибок.

Системы защиты от ошибок следует устанавливать в тех местах техпроцесса, в которых невнимательность оператора может повлиять на значение ключевых характеристик процесса или собираемого продукта.
Места установки и использования выявляются при проведении FMEA — анализа причин и последствий потенциальных отказов, который проводится при проектировании любого нового технологического процесса или при его модернизации.
Проанализировав существующие процессы и оборудование с целью определить те их элементы, которые имеют решающее значение для критических характеристик. Также можно определить необходимость и места использования инструментов Poka-Yoke.
Для наиболее эффективного применения систем защиты от ошибок следует вовлекать операторов, выполняющих изучаемые операции. В рабочие группы по проведению FMEA, а также по выявлению и устранению ошибок и дефектов и реализации идеи встроенного качества (не бери — не делай – не передавай).
Работа начинается с выявления характера реальных или предполагаемых дефектов. Затем определяются их причины (с помощью метода «5 почему») и выявляются параметры, изменяемые одновременно с действием этой причины. После аналитической стадии переходят к стадии творческой, придумывая, как исключить саму возможность появления дефекта. Или хотя бы предупредить о возможном его появлении. В результате появляется идея системы Poka-Yoke.
Места установки систем защиты от ошибок помечаются в карте потока процесса специальным значком «PY»
B планах управления следует предусматривать регулярную проверку работоспособности установленных систем защиты от ошибок (обязательно — при каждом запуске процесса сборки изделий).
Источник
Poka-yoke — «защита от дурака» как фундаментальный принцип производства. И не только…
Как известно, людям свойственно ошибаться. Иногда ошибки бывают настолько глупыми, что человек никак не может понять, как он вообще умудрился сделать нечто подобное. Когда уже поздно…
И вот такие глупейшие «необязательные» ошибки, которых, на первый взгляд легко избежать, порой обходятся весьма дорого. Цифра, помещенная не в ту колонку Excel, грамматическая ошибка в презентации, электронное письмо, отправленное не тому адресату могут в буквальном смысле похоронить проект.
А такие ошибки, как баг в критически важном программном обеспечении или оставленный инструмент в операционной ране переносят нас из области потерянных возможностей в область профессиональной халатности.
Poka-yoke — метод избежания ошибок
Для того, чтобы избегать подобных глупых ошибок и существует метод poka-yoke (читается как пока-ёкэ). Изобретение (а точнее формализацию и адаптацию к условиям производства) этого метода приписывают японскому инженеру Сигэо Синго.
Название poka-yoke происходит от двух японских слов: избегать (yokeru) и ошибка (poka). Изначально концепция Сигэо Синго называлась baka-yoke, что можно перевести как «защита от идиота». Но когда, согласно легенде, Синго излагал свои идеи перед рабочими производственной линии Toyota, одна из работниц расплакалась. «Я не идиот!» — возмутилась она. Тогда инженер решил переименовать концепцию в «защиту от ошибок», а не от идиота. 1
Тем не менее, в русском языке poka-yoke традиционно обозначается как «защита от дурака». Иногда poka-yoke называют принципом нулевой ошибки.
Принцип метода
Идея poka-yoke проста. В рабочий процесс необходимо закладывать механизмы, выявляющие ошибки, предотвращающие их или обеспечивающие выполнение процесса только надлежащим образом. Сигэо Синго искал простейшие, надежнейшие и наиболее дешевые способы создания таких механизмов.
Парковка с использованием poka-yoke. Flickr/Martin Burns
Например, если необходимо, чтобы рабочий сборочной линии при выполнении определенного процесса использовал непременно три болта, следует доставлять ему болты в упаковке по три штуки. Тогда, если он вкрутит меньше трех болтов, то сразу заметит и исправит эту ошибку. 1
Можно привести и бытовые примеры защиты от дурака. Например, в некоторых автомобилях с механической коробкой передач перед тем как включить зажигание нужно нажать педаль сцепления. А многие автомобили с автоматической коробкой не заводятся, если коробка передач не стоит в положении «парковка». Наиболее простой пример — дополнительное отверстие слива, расположенное у верхней кромки раковины. Если забудете выключить воду — она не перельется через край.
Flickr/Matthew Paul Argall
В борьбе за чистоту речи
Майкл Шрейг из бизнес-школы при Массачусетском технологическом институте приводит такой пример — уже из профессиональной области. Он и его коллеги зачастую вели слишком эмоциональную переписку, используя не слишком подходящую для рабочей коммуникации лексику. Эмоции проходили, а испорченные отношения оставались. Тогда Шрейг создал простой фильтр для исходящих сообщений, который не пропускал слова, типа «идиот», «дебил», «придурок», «задница» и т.п. Если в сообщении были такие слова, программа спрашивала: «Вы действительно хотите это отправить?» Если отправитель выбирал «да», то следовал вопрос: «Вы уверены?»
Шрейг предложил свой poka-yoke фильтр Microsoft. Но компания не заинтересовалась. 1
Flickr/Lorie Shaull
В наше время роль технологий как никогда велика. Пытаться заменить человека технологией — стало всеобщей тенденцией. Ведущие хай-тек компании уже работают над тем, чтобы создать автомобили без водителей, офисы без офисных работников, станки без операторов и т.д. Но возможно, самое лучшее, что могут сделать машины — это выявлять, минимизировать и устранять наши ошибки?
Poka-yoke — пример Toyota
А вот как используется принцип poka-yoke в компании Toyota, откуда, собственно, этот принцип и происходит.
Вся производственная система Toyota направлена на обеспечение максимальной эффективности и безошибочных процессов. Часть системы — оборудование, которое автоматически останавливается при возникновении ошибки. Это ведет к выявлению, исправлению, а то и полному предотвращению ошибок.
Другой вариант обеспечения poka-yoke — оборудование, которое просто не позволяет выполнение операций ненадлежащим образом. Например, удерживающие устройства, используемые при вытачивании деталей, устроены на производстве Toyota таким образом, что они позволяют удержание детали только в правильном положении. Вставить деталь неправильным образом просто невозможно. 2
И подобные механизмы применяются в Toyota на самых разных этапах производства. В целом, можно выделить механизмы poka-yoke, которые извещают оператора о возможности возникновения ошибки, и механизмы, которые предотвращают возникновение ошибок. Сигэо Синго назвал их предупреждающей poka-yoke и контролирующей poka-yoke, соответственно. 3
Ошибки неизбежны, но…
Сигэо Синго утверждает, что ошибки неизбежны на любом производстве. Но если на производстве имеются адекватные механизмы poka-yoke, то ошибки не переходят в дефекты. А устранение дефектов, в свою очередь, ведет к снижению стоимости ошибок. 3
На главную ИЛИ ЧИТАТЬ ЕЩЕ:
Источник
Применение принципа poka-yoke в программировании на примере PHP

Всем привет! Я Алексей Грезов, разработчик Server Team Badoo. Мы в Badoo всегда стараемся сделать так, чтобы наш код было легко поддерживать, развивать и переиспользовать, ведь от этих параметров зависит, насколько быстро и качественно мы сможем реализовать какую-либо фичу. Одним из способов достижения этой цели является написание такого кода, который просто не позволит совершить ошибку. Максимально строгий интерфейс не даст ошибиться с порядком его вызова. Минимальное количество внутренних состояний гарантирует ожидаемость результатов. На днях я увидел статью, в которой как раз описывается, как применение этих методов упрощает жизнь разработчикам. Итак, предлагаю вашему вниманию перевод статьи про принцип «poka-yoke».
При совместной работе с кодом в команде среднего или большого размера иногда возникают трудности с пониманием и использованием чужого кода. У этой проблемы существуют различные решения. Например, можно договориться следовать определённым стандартам кодирования или использовать известный всей команде фреймворк. Однако зачастую этого недостаточно, особенно когда нужно исправить ошибку или добавить новую функцию в старый код. Трудно вспомнить, для чего были предназначены конкретные классы и как они должны работать как по отдельности, так и совместно. В такие моменты можно случайно добавить побочные эффекты или ошибки, даже не осознавая этого.
Эти ошибки могут быть обнаружены при тестировании, но есть реальный шанс, что они-таки проскользнут в продакшн. И даже если они будут выявлены, может потребоваться довольно много времени, чтобы откатить код и исправить его.
Итак, как мы можем предотвратить это? С помощью принципа «poka-yoke».
Что такое poka-yoke?
Poka-yoke – японский термин, который переводится на английский примерно как «mistake-proofing» (защита от ошибки), а в русском варианте более известен, как «защита от дурака». Это понятие возникло в бережливом производстве, где оно относится к любому механизму, который помогает оператору оборудования избежать ошибок.
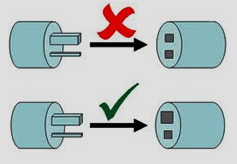
Помимо производства, poka-yoke часто используется в бытовой электронике. Возьмём, к примеру, SIM-карту, которая благодаря своей асимметричной форме может быть вставлена в адаптер только правильной стороной.

Противоположным примером (без использования принципа poka-yoke) является порт PS/2, имеющий одинаковую форму разъёма и для клавиатуры, и для мыши. Их можно отличить только по цвету и поэтому легко перепутать.

Ещё концепция poka-yoke может использоваться в программировании. Идея в том, чтобы сделать публичные интерфейсы нашего кода как можно более простыми и понятными и генерировать ошибки, как только код будет использоваться неправильно. Это может показаться очевидным, но на самом деле мы часто сталкиваемся с кодом, в котором этого нет.
Обратите внимание, что poka-yoke не предназначен для предотвращения преднамеренного злоупотребления. Цель лишь в том, чтобы избежать случайных ошибок, а не в защите кода от злонамеренного использования. Так или иначе, пока кто-то имеет доступ к вашему коду, он всегда сможет обойти предохранители, если действительно этого захочет.
Прежде чем обсуждать конкретные меры, позволяющие сделать код более защищённым от ошибок, важно знать, что механизмы poka-yoke можно разделить на две категории:
Механизмы предотвращения ошибок полезны для исключения ошибок на раннем этапе. Максимально упростив интерфейсы и поведение, мы добиваемся того, чтобы никто не мог случайно использовать наш код неправильно (вспомните пример с SIM-картой).
С другой стороны, механизмы обнаружения ошибок находятся вне нашего кода. Они контролируют наши приложения, чтобы отслеживать возможные ошибки и предупреждать нас о них. Примером может быть программное обеспечение, которое определяет, имеет ли устройство, подключённое к порту PS/2, правильный тип, и, если нет, сообщает пользователю, почему оно не работает. Такое ПО не могло бы предотвратить ошибку, поскольку разъёмы одинаковые, но оно может обнаружить её и сообщить об этом.
Далее мы рассмотрим несколько методов, которые можно использовать как для предотвращения, так и для обнаружения ошибок в наших приложениях. Но имейте в виду, что этот список является лишь отправной точкой. В зависимости от конкретного приложения могут быть приняты дополнительные меры, чтобы сделать код более защищённым от ошибок. Кроме того, важно убедиться в целесообразности внедрения poka-yoke в ваш проект: в зависимости от сложности и размера вашего приложения некоторые меры могут оказаться слишком дорогостоящими по сравнению с потенциальной стоимостью ошибок. Поэтому вам и вашей команде решать, какие меры подходят вам лучше всего.
Примеры предотвращения ошибок
Объявление типов
Ранее известное как Type Hinting в PHP 5, объявление типов – это простой способ защиты от ошибок при вызове функций и методов в PHP 7. Назначив аргументам функции определённые типы, становится сложнее нарушать порядок аргументов при вызове этой функции.
Например, давайте рассмотрим уведомление, которое мы можем отправить пользователю:
В этом конкретном случае можно просто добавить объявление типов – PHP остановится и немедленно предупредит нас фатальной ошибкой, как только мы попытаемся передать параметр не того типа:
Обратите внимание, что по умолчанию PHP попытается привести неверные аргументы к их ожидаемым типам. Чтобы этого не произошло и сгенерировалась фатальная ошибка, важно разрешить строгую типизацию ( strict_types ). Из-за этого объявление скалярных типов не является идеальной формой poka-yoke, но служит неплохой отправной точкой для уменьшения количества ошибок. Даже при отключённой строгой типизации объявление типов всё равно может служить подсказкой, какой тип ожидается для аргумента.
Кроме того, мы объявили типы возвращаемых данных для наших методов. Это упрощает определение того, какие значения мы можем ожидать при вызове той или иной функции.
Объекты-значения
Проблема, которую не может решить объявление типов, заключается в том, что наличие нескольких аргументов функции позволяет перепутать их порядок при вызове.
Когда аргументы имеют разные типы, PHP может предупредить нас о нарушении порядка аргументов, но это не cработает, если у нас несколько аргументов с одним и тем же типом.
Чтобы в этом случае избежать ошибок, мы могли бы обернуть наши аргументы в объекты-значения (value objects):
Поскольку наши аргументы теперь имеют очень специфический тип, их почти невозможно перепутать.
Дополнительным преимуществом использования объектов-значений по сравнению с объявлением скалярных типов является то, что нам больше не нужно включать строгую типизацию в каждом файле. А если нам не нужно об этом помнить, то мы не сможем об этом забыть.
Валидация
При работе с объектами-значениями мы можем инкапсулировать логику проверки своих данных внутри самих объектов. Таким образом, можно предотвратить создание объекта-значения с недопустимым состоянием, которое может привести к проблемам в будущем в других слоях нашего приложения.
Например, у нас может быть правило, согласно которому любой UserId всегда должен быть положительным. Мы могли бы, очевидно, проверять его всякий раз, когда получаем UserId в качестве входных данных, но, с другой стороны, его также можно легко забыть в том или ином месте. И даже если эта забывчивость приведёт к фактической ошибке в другом слое нашего приложения, из сообщения об ошибке может быть сложно понять, что на самом деле пошло не так, а это усложнит отладку.
Чтобы предотвратить подобные ошибки, мы могли бы добавить некоторую валидацию в конструктор UserId :
Таким образом, мы всегда можем быть уверены, что при работе с объектом UserId он имеет правильное состояние. Это избавит нас от необходимости постоянно проверять данные на разных уровнях приложения.
Неизменяемость
По умолчанию объекты в PHP передаются по ссылке. Это означает, что, когда мы вносим изменения в объект, он мгновенно изменяется во всём приложении.
Хотя у этого подхода есть свои преимущества, он имеет и некоторые недостатки. Рассмотрим пример уведомления, отправляемого пользователю посредством SMS и электронной почты:
Чтобы исправить это, сделаем объект Notification неизменяемым. Вместо того чтобы предоставлять set-методы для внесения в него изменений, добавим with-методы, которые делают копию исходного Notification перед внесением этих изменений:
Однако обратите внимание, что в PHP очень сложно (если не невозможно) сделать объект по-настоящему неизменяемым. Но для того чтобы сделать наш код более защищённым от ошибок, будет достаточно добавить «неизменяемые» with-методы вместо set-методов, так как пользователям класса больше не нужно будет помнить о необходимости клонировать объект перед внесением изменений.
Возвращение null-объектов
Чтобы избавиться от необходимости проверки возвращаемых значений, мы могли бы возвращать вместо этого null-объекты. Например, у нас может быть ShoppingCart со скидкой или без:
При вычислении конечной стоимости ShoppingCart перед вызовом метода applyTo нам теперь всегда нужно проверять, что вернула функция getDiscount(): null или скидку:
С другой стороны, этих проверок можно избежать, если мы вернём null-объект, когда скидка не предоставляется:
Опциональные зависимости
По тем же причинам, по которым мы желаем избежать null’евых возвращаемых значений, мы хотим избавиться и от опциональных зависимостей, просто сделав все зависимости обязательными.
Возьмём, к примеру, следующий класс:
Мы можем упростить код, сделав LoggerInterface обязательной зависимостью:
Кроме того, мы избавились от необходимости постоянной проверки наличия логгера, что делает doSomething() более лёгким для понимания и менее восприимчивым к ошибкам всякий раз, когда кто-то вносит в него изменения.
Если бы мы захотели использовать SomeService без логгера, то могли бы применить ту же логику, что и с возвращением null-объекта:
Public-методы
Чтобы сделать код проще в использовании, лучше ограничить количество public-методов в классах. Тогда код становится менее запутанным, и у нас меньше шансов отказаться от обратной совместимости при рефакторинге.
Свести количество public-методов к минимуму поможет аналогия с транзакциями. Рассмотрим, к примеру, перевод денег между двумя банковскими счетами:
К счастью, мы легко можем исправить это, заменив два отдельных метода одним транзакционным:
В результате наш код становится более надёжным, поскольку будет сложнее совершить ошибку, завершив транзакцию частично.
Примеры обнаружения ошибок
Механизмы обнаружения ошибок не предназначены для их предотвращения. Они должны лишь предупреждать нас о проблемах, когда они обнаруживаются. Большую часть времени они находятся за пределами нашего приложения и проверяют код через определённые промежутки времени или после конкретных изменений.
Unit-тесты
Unit-тесты могут быть отличным способом убедиться в корректной работе нового кода. Они также помогают удостовериться, что код по-прежнему работает корректно после того, как кто-то реорганизовал часть системы.
Поскольку кто-то может забывать проводить unit-тестирование, рекомендуется автоматически запускать тесты при внесении изменений с использованием таких сервисов, как Travis CI и GitLab CI. Благодаря им разработчики получают уведомления, когда что-то ломается, что также помогает убедиться, что сделанные изменения работают так, как задумывалось.
Помимо обнаружения ошибок, unit-тесты являются отличными примерами использования конкретных частей кода, что в свою очередь предотвращает ошибки, когда кто-то другой использует наш код.
Отчёты о покрытии кода тестами и мутационное тестирование
Поскольку мы можем забыть написать достаточно тестов, полезно при тестировании автоматически генерировать отчёты о покрытии кода тестами с помощью таких сервисов, как Coveralls. Всякий раз, когда покрытие нашего кода снижается, Coveralls отправляет нам уведомление, и мы можем добавить недостающие тесты. Благодаря Coveralls мы также можем понять, как меняется покрытие кода с течением времени.
Ещё один способ убедиться, что у нас достаточно unit-тестов, — использование мутационных тестов, например, с помощью Humbug. Как следует из названия, они проверяют, достаточно ли наш код покрыт тестами, слегка изменяя исходный код и запуская после этого unit-тесты, которые должны генерировать ошибки из-за сделанных изменений.
Используя отчёты о покрытии кода и мутационные тесты, мы можем убедиться, что наших unit-тестов достаточно для предотвращения ошибок.
Статические анализаторы кода
Анализаторы кода могут обнаружить ошибки в нашем приложении в начале процесса разработки. Например, IDE, такие как PhpStorm, используют анализаторы кода, чтобы предупреждать нас об ошибках и давать подсказки, когда мы пишем код. Ошибки могут варьироваться от простых синтаксических до повторяющегося кода.
Помимо анализаторов, встроенных в большинство IDE, в процесс сборки наших приложений можно включить сторонние и даже пользовательские анализаторы для выявления конкретных проблем. Неполный список анализаторов, подходящих для проектов на PHP, можно найти на GitHub.
Существуют также онлайн-решения, например, SensioLabs Insights.
Логирование
В отличие от большинства других механизмов обнаружения ошибок, логирование может помочь обнаружить ошибки в приложении, когда оно работает в продакшне.
Конечно, для этого требуется, чтобы код писал в лог всякий раз, когда случается что-то неожиданное. Даже когда наш код поддерживает логгеры, про них можно забыть при настройке приложения. Поэтому следует избегать опциональных зависимостей (см. выше).
Хотя большинство приложений хотя бы частично ведут лог, информация, которая туда записывается, становится действительно интересной, когда она анализируются и контролируется с помощью таких инструментов, как Kibana или Nagios. Они могут дать представление о том, какие ошибки и предупреждения возникают в нашем приложении, когда люди активно его используют, а не когда оно тестируется.
Не подавлять ошибки
Даже при логировании ошибок случается, что некоторые из них подавляются. PHP имеет тенденцию продолжать работу, когда происходит «восстанавливаемая» ошибка. Однако ошибки могут быть полезны при разработке или тестировании новых функций, поскольку могут указывать на ошибки в коде. Вот почему большинство анализаторов кода предупреждают вас, когда обнаруживают, что вы используете @ для подавления ошибок, так как это может скрывать ошибки, которые неизбежно появятся снова, как только приложение станет использоваться.
Использование вне PHP
Поскольку poka-yoke скорее концепция, чем конкретная методика, её также можно применять в сферах, не связанных с PHP.
Инфраструктура
На уровне инфраструктуры многие ошибки могут быть предотвращены путём создания общей среды разработки, идентичной среде production, с использованием таких инструментов, как Vagrant.
Автоматизация развёртывания приложения с использованием серверов сборки, таких как Jenkins и GoCD, может помочь предотвратить ошибки при развёртывании изменений в приложении, поскольку этот процесс может включать в себя множество шагов, часть из которых легко забыть выполнить.
REST API
При создании REST API можно внедрить poka-yoke, чтобы упростить использование API. Например, мы можем убедиться, что возвращаем ошибку всякий раз, когда неизвестный параметр передаётся в URL или в теле запроса. Это может показаться странным, поскольку мы, очевидно, хотим избежать «поломки» наших API-клиентов, но, как правило, лучше как можно скорее предупреждать разработчиков, использующих наш API, о некорректном использовании, чтобы ошибки были исправлены на ранней стадии процесса разработки.
Чтобы узнать, как создавать API, которые не доставят вам хлопот, прочтите книгу Building APIs You Won’t Hate.
Конфигурация приложения
Такие моменты трудно отследить, ведь приложение не инициирует ошибку как таковую. И лучший способ получить уведомление при неправильной настройке – просто не предоставлять никаких значений по умолчанию и сгенерировать ошибку, как только будет отсутствовать параметр конфигурации.
Предотвращение ошибок пользователя
Концепция poka-yoke также может использоваться для предотвращения или обнаружения ошибок пользователей. Например, в бухгалтерском программном обеспечении номер счёта, введённый пользователем, может быть проверен с помощью алгоритма контрольной цифры. Это не позволит ввести номер счёта с опечаткой.
Заключение
Хотя poka-yoke представляет собой только концепцию, а не определённый набор инструментов, существуют различные принципы, которые мы можем применить к коду и процессу разработки, чтобы предотвратить ошибки или обнаружить их на раннем этапе. Очень часто эти механизмы будут специфичны для самого приложения и его бизнес-логики, но есть несколько простых методов и инструментов, которые можно использовать, чтобы сделать более надёжным любой код.
Главное – помнить, что, хотя мы хотим избежать ошибок в продакшне, они могут оказаться очень полезными в процессе разработки, и мы не должны бояться инициировать их как можно скорее, чтобы было легче их отслеживать. Эти ошибки могут быть сгенерированы либо самим кодом, либо отдельными процессами, которые выполняются отдельно от приложения и контролируют его извне.
Чтобы ещё больше уменьшить количество ошибок, мы должны стремиться к тому, чтобы public-интерфейсы нашего кода были максимально простыми и понятными.
Источник
В основе гениальной по простоте и достигаемому эффекту системы, разработанной С. Сигео, лежит идея установления взаимосвязи между возможными ошибками и возникающими на их основе дефектами. С. Сигео отделил причину от следствия — ошибку от дефекта, доказав, что первое ведет ко второму. Идеология системы Poka Yoke так же проста, как и гениальна: ошибки не должны приводить к возникновению дефектов.
Poka Yoke — система, позволяющая обнаруживать ошибки в производственном процессе, тем самым, предотвращая появление производственных дефектов.
Применение разработанной С. Сигео системы гарантирует 100% качество продукции, но только при условии наличия возможности предотвращения ошибок в производственном процессе.
В начале своей исследовательской деятельности С. Сигео был ярым приверженцем использования статистических методов контроля качества, но с течением времени разочаровался в них. Разработанные им методы и, в частности система Poka Yoke, позволяют предотвращать появление дефектов, в то время как статистические методы способны лишь распознавать их и измерять. После того, как в 1977 году производственные подразделения Matsushita Electric, на которых была внедрена система Poka Yoke, в течение семи месяцев работали без дефектов, С. Сигео окончательно отказался от использования статистических методов контроля качества, а разработанная им система на практике доказала свою эффективность. Успех системы не случаен. Использование системы Poka Yoke значительно повышает эффективность производственного процесса, способствуя уменьшению отходов и сокращению издержек, что является критическими факторами при оценке деятельности любой организации.
Много раньше, в 1969 году, работая в компании Toyota, С. Сигео разработал систему «single-minute exchange of die» (SMED) — быстрой переналадки оборудования, позволяющую существенно сократить производственные простои и повысить гибкость производственного процесса.
Когда производственные простои уменьшены за счет применения SMED, а выпускаемая продукция имеет гарантированный нулевой дефект, становится возможным эффективное использование систем Just-in-time и Kanban, что и удавалось с успехом реализовать С. Сигео во многих компаниях.
СТРУКТУРА
Электронный курс содержит 4 главы, в которые вошли 17 лекций, 14 практикумов и 60 вопросов для самопроверки.
Время изучения 20 часов.
Предотвращение ошибок или «покэ-ека»
1. Биография
Сигео Синго
2. История
появления
системы «покэ-ека»
3. Понятие
метода «пока-ека»
4. Применение
пока-ека в
организациях
Список
использованной
литературы
1. Биография
Сигео Синго
Синго
Сигео родился
в 1909 г. в городе
Сага (Saga) в
Японии. Получив
специальность
инженера-механика
в Яманасском
техническом
колледже, он
поступил на
работу на Тайпейскую
железнодорожную
фабрику (Taipei
Railway Factory)
на Тайване.
Именно там
начал применять
научный менеджмент.
Впоследствии,
в 1945 г., он становится
профессиональным
консультантом
по менеджменту
в Японской
ассоциации
менеджмента
(Japan Management
Association). Позднее
он руководил
департаментом
образования,
компьютерным
департаментом
и отделением
этой ассоциации
в Фукиоко. Будучи
главой департамента
образования,
Синго в 1951 г. впервые
услышал о
статистическом
контроле качества
и применил его.
К 1954 г. обследовал
300 компаний. В
1955 г. он принял
на себя обязанности
по подготовке
персонала в
области организации
и совершенствования
промышленного
производства
в компании
Тойота Моторс,
причем был
ответственным
за подготовку
служащих как
самой компании,
так и 100 компаний
– поставщиков
комплектующих.
В
период с 1956 по
1958 г. Сигео Синго
был ответственным
за сокращение
сроков полной
сборки супертанкеров
(водоизмещением
65 тыс. т) компании
Мицубиси Хэви
Индастриз
(Mitsubishi Heavy
Industries) в Нагасаки.
Время сборки
было сокращено
с четырех до
двух месяцев,
и тем самым
установлен
мировой рекорд
в кораблестроении.
Система была
распространена
на все верфи
Японии.
В
1959 г. Синго оставил
Японскую ассоциацию
менеджмента
и основал Институт
совершенствования
менеджмента,
который возглавил
в качестве
президента.
В 1962 г. он начал
программу по
переподготовке
кадров в области
организации
и совершенствования
производства
на Мацусита
Электрик (Matsushita
Electric Industrial
Company). Как и
раньше, переподготовка
была крупномасштабной
и охватывала
около 7 тыс.
сотрудников.
Именно
в период с 1961 по
1964 г. Сигео Синго
выдвинул идею
«Пока-Йеке»
— «защищенности
от ошибок»
(Poka-Yoke,
mistake — proofing),
или концепцию
«нулевого
дефекта»
(«Defects=0»).
Впоследствии
этот подход
был успешно
применен на
различных
заводах, и был
установлен
рекорд
продолжительности
работы без
дефектов, равный
двум годам.
В
1968 г. на металлургическом
заводе в г. Сага
(Saga Ironworks)
Синго создал
систему пре-автоматизации
(Рге-Automation system),
которая позже
была распространена
по всей Японии.
В 1970 г. за выдающиеся
заслуги в
совершенствовании
производства
он был удостоен
«Награды Желтого
Банта». В том
же году на Тойоте
он создал систему
SMED (Single
Minute Exchange
of Die —
одномоментная
замена штампов),
которая является
частью системы
«точно вовремя»
(Just in Time
system).
Европу
Сигео Синго
посетил в 1973 г.
по приглашению
Литейных ассоциаций
Западной Германии
и Швейцарии.
Он провел
практические
занятия на
предприятиях
Daimler Benz и
Thurner в Западной
Германии и на
предприятиях
H-Weidmann Ltd.,
Bucher-Guyer AG
и Gebr. Buhler
Ltd. в Швейцарии.
В 1974 г. он посетил
в США компанию
Livernos Automation,
в 1975-1979 гг. провел
обучение системе
SMED и «производству
без запасов»
на предприятии
American Company
Federal Mogul. В
1981 г. Синго впервые
проконсультировал
зарубежную
фирму (это была
французская
фирма Citroen),
а затем стал
регулярно
консультировать
и читать лекции
в Европе, Северной
Америке и Австралии.
Перечислим
другие компании,
которые пользовались
его советами:
многие подразделения
Daihatsu, Yamaha,
Mazda, Sharp,
Fuji, Nippon,
Hitachi, Sony и
Olympus в Японии
и Peugeot во Франции.
Использование
его методов
американской
компанией Omark
Industries привело
к такому росту
производства,
снижению дефектов
и уменьшению
запасов, что
эта компания
установила
для своих
разбросанных
по всему свету
17 предприятий
специальную
награду имени
Синго, присуждаемую
ежегодно за
лучшие показатели
по совершенствованию
работы.
2.
История появления
системы «покэ-ека»
В
1961 году, анализируя
производственную
структуру
предприятий
«Yamaha Electric»,
Синго сформулировал
метод бака-ёкэ
(защита от дурака).
Он пришел к
выводу, что
общепринятая
система статистического
контроля не
предупреждает
брака. Конечно,
с ее помощью
можно было
предсказать
степень вероятности
появления
очередного
дефекта, однако
это было бы
лишь констатацией
фактов. Синго
решил внедрить
элементы управления
в сам процесс.
Ведь брак появляется
в результате
ошибок людей.
Ошибки, конечно
же, неизбежны,
но их можно
предотвратить,
создав станки
и инструменты
с обратной
связью. Попытка
неправильно
вставить деталь
мгновенно
приводила к
остановке
работы. Тревожный
сигнал поступал
и в случае, когда
работник забывал
проделать
какую-то операцию.
После возникновения
ошибки следовало
ее выявление,
идентификация
и полное предотвращение
возможности
повторного
возникновения.
Таким образом,
Сигэо Синго
отделил причину
от следствия
— ошибку от
дефекта, гарантировав
100% качество
продукции. Ведь
проверка качества
велась отныне
не методом проб
образцов на
столе ОТК, а
непосредственно
у станка на
всех без исключения
изделиях. Результаты
не замедлили
сказаться.
Например, в
1977 году производственные
цеха компании
«Matsushita Elecric»,
где была внедрена
система Синго,
в течение 7 месяцев
работали без
каких-либо
дефектов. С.
Синго стал по
праву пользоваться
на родине и за
рубежом титулом
«Мистер Улучшение».
Правда,
название «защита
от дурака» не
удержалось.
Однажды, когда
Синго знакомил
рабочих с новым
методом, одна
из работниц
заплакала: «Я
не дура!». Пришлось
извиниться
и дать методу
новое название:
система пока-ёкэ
(защита от дефектов,
или же 0-дефект).
Эта система
значительно
повышает
эффективность
производственного
процесса, способствуя
уменьшению
отходов, сокращению
издержек и
потерь времени.
3.
Понятие метода
«пока-ека»
В
основе бездефектного
производства
лежит метод
защиты от ошибок,
получивший
название покэ-ека
(Poka-Yoke).
Система «Пока-ека»
на русский язык
может быть
переведена
как «дуракоустойчивость».
Основная
идея состоит
в остановке
процесса, как
только обнаруживается
дефект, определении
причины и
предотвращении
возобновления
источника
дефекта. Поэтому
не требуется
никаких статистических
выборок. Ключевая
часть процедуры
состоит в том,
что инспектирование
источника
ошибки проводится
как активная
часть производственного
процесса с
целью выявления
ошибок до того,
как они становятся
дефектами.
Обнаружение
ошибки или
останавливает
производство
до ее исправления,
или процесс
корректируется,
чтобы воспрепятствовать
появлению
дефекта. Это
осуществляется
на каждой стадии
процесса путем
мониторинга
потенциальных
источников
ошибок. Таким
образом, дефекты
определяются
и корректируются
у самого их
источника, а
не на более
поздних стадиях.
Естественно,
этот процесс
стал возможным
с применением
инструментов
и механизмов
с немедленной
обратной связью
(в процессе
избегают использовать
персонал из-за
его способности
ошибаться).
Однако использование
персонала
существенно
для определения
потенциальных
источников
ошибок. В 40-летнем
возрасте Синго
изучил и в
значительной
степени использовал
статистические
методы контроля
качества, но
спустя 20 лет,
в 1977 г., он сказал,
что наконец
освободился
от их колдовского
очарования.
Это случилось,
когда он собственными
глазами наблюдал,
как на линии
сборки сливных
труб на заводе
стиральных
машин компании
Мацускыта
(Matsushita) в Сизуока
(Shizuoka), на которой
было занято
23 рабочих, удалось
непрерывно
работать без
единого дефекта
в течение месяца,
благодаря
установке
устройств
«Пока-Йеке»,
которые предотвращали
появление
дефектов. Синго
утверждает,
что бездефектности
можно достигнуть
путем использования
контроля за
источниками
появления
дефектов и
системы «Пока-Йеке».
Вместе они
составляют
«нулевой контроль
качества (Zero
Quality Control)».
Эта
концепция «нуль
дефектов»
отличается
от того, что
обычно связывается
с именем американского
наставника
Филипа Кросби.
В концепции
Синго делается
упор на достижение
бездефектности
путем использования
хорошей инженерной
подготовки
производства
и исследования
производственных
процессов, а
не с помощью
призывов и
лозунгов, которые
ассоциируются
с кампаниями
качества, проводимыми
американскими
и западно-европейскими
фирмами. Сам
Синго, подобно
Демингу и Джурану,
демонстрирует
озабоченность
таким американским
подходом, утверждая,
что публикация
статистики
дефектов только
вводит в заблуждение
и что вместо
этого необходимо
охотиться за
дефектными
элементами
производственного
процесса, которые
порождают
большинство
дефектов продукции.
Система
«пока-ека» –
основа бездефектного
производства.
Дефекты
в производстве
по большей
части возникают
из-за увеличения
вариабельности
характеристик
процесса, разброс
которых, в свою
очередь, может
быть следствием:
некорректно
разработанных
стандартов
или документированных
процедур;
использования
некачественного
или устаревшего
оборудования;
применения
неподходящих
материалов;
изношенности
инструментов;
ошибок
операторов.
Для
всех этих причин
дефектов, за
исключением
последней,
могут быть
применены
корректирующие
и предупреждающие
действия.
Предотвратить
же ошибки операторов
достаточно
трудно.
В основе
идеологии
покэ-ека лежит
тот факт, что
совершать
ошибки для
людей в процессе
работы – естественно.
И это не является
показателем
непрофессионализма
оператора. Цель
покэ-ека – найти
способы защиты
от непреднамеренных
ошибок. Перечень
типичных действий
операторов,
приводящих
к появлению
дефектов представлен
в таблице.
Метод
покэ-ека базируется
на семи принципах:
для
создания эффективных
процессов
используйте
робастное
проектирование;
работайте
в командах:
только так
можно максимально
полно использовать
знания сотрудников;
устраняйте
ошибки, также
используя
робастное
проектирование:
это позволит
приблизить
число ошибок
к нулю;
устраняйте
коренные причины
появления
дефектов, применяя
метод 5 «Why»
(Пять «почему»);
действуйте
сразу, используйте
все возможные
ресурсы;
устраняйте
деятельность,
не добавляющую
ценность;
внедряйте
улучшения и
сразу задумывайтесь
над дальнейшими
улучшениями.
Применяя
покэ-ека не
полагаются
на то, что операторы
сами найдут
ошибку. Поэтому
при выполнении
работ используются
сенсорные
датчики и другие
устройства.
Это помогает
эффективно
выявлять дефекты,
пропущенные
операторами.
Метод
покэ-ека следует
применять как
при входном
контроле, так
и в ходе всего
процесса. Эффект
от его внедрения
зависит от
того, на каком
именно этапе
процесса — входном
контроле или
контроле в ходе
процесса — этот
метод был
использован.
При этом, если
несоответствия
были выявлены,
поступают
предупреждающие
сигналы или,
даже, оборудование
может быть
остановлено.
Внедрение
метода покэ-ека
при входном
контроле называют
проактивным
подходом. Выявление
ошибки в таком
случае произойдет
до того, как
были совершены
те или иные
операции, пользуются
предупреждающие
сигналы или
даже, оборудование
может быть
остановлено
на выходном
контроле.
Подход,
при котором
метод покэ-ека
применяется
на других этапах
производственного
процесса, называют
реактивным.
В данном случае
этот метод
используется:
сразу
по завершении
процесса;
в
ходе выполнения
работ оператором;
при
передаче на
следующий этап
процесса.
Реактивный
подход является
эффективным,
так как его
применение
способствует
предотвращению
передачи бракованных
изделий на
следующий этап
процесса, но,
тем не менее,
не позволяет
достичь столь
высокой степени
защиты от ошибок,
как в случае
с проактивным
подходом. Применение
методов покэ-ека
в процессе
поиска причин
возникновения
дефектов не
дает высоких
результатов,
но в то же время
он гораздо
эффективнее
выборочного
контроля.
Существуют
другие подходы
к использованию
метода покэ-ека:
контролирующий
и предупреждающий.
При контролирующем
подходе, если
выявляется
дефект, – происходит
автоматическая
остановка
оборудования.
Предупреждающий
подход основывается
на применении
всевозможных
сигнальных
средств (световые
и звуковые
сигналы), которые
сообщают оператору
о возможной
ошибке. Остановка
оборудования
часто не входит
опции предупреждающего
подхода.
Устройства,
применяемые
в покэ-ека, по
методу лежащему
в основе их
работы, подразделяются
на:
контактные;
считывающие;
последовательного
движения.
Все
три типа устройств
могут быть
использованы
как при контролирующем
подходе, так
и при предупреждающем.
Принцип
работы устройств
контактного
метода основан
на определении
того, контактирует
ли чувствительный
элемент с проверяемым
объектом. Примером
таких устройств
могут служить
концевые выключатели.
Если контакт
нарушается,
то срабатывает,
например, звуковой
сигнал.
Также
к устройствам,
работающим
по контактному
методу, относят
передатчики
и приемники,
фотоэлектрические
выключатели,
пьезоэлектрические
датчики и др.
Устройства
не обязательно
должны быть
высокотехнологичными.
Простые пассивные
устройства
иногда являются
самыми лучшими.
Они не позволяют
занять детали
неправильное
положение в
ходе процесса.
Считывающие
устройства
применяются,
когда существует
фиксированное
число операций
в процессе и
фиксированное
число деталей
в изделии. Датчик
несколько раз
просчитывает
детали и пропускает
изделие на
следующий
процесс только,
если число
деталей верно.
Третий
тип устройств
— датчики, определяющие
выполнена ли
операция процесса.
Если операция
не выполнена
или выполнена
неверно, то
датчик сигнализирует,
что следует
остановить
оборудование.
По такому принципу
работают многие
сенсорные и
фотоэлектрические
устройства,
которые связаны
с таймером
оборудования.
Применение
таких устройств
наиболее эффективно,
когда в процессе
используются
много деталей
похожих друг
на друга по
форме и размеру.
Последовательное
применение
метода покэ-ека
позволяет
значительно
сократить число
ошибок, допускаемых
операторами,
что способствует
снижению затрат
и повышению
удовлетворенности
потребителей.
4.
Применение
пока-ека в
организациях
Приемы
защиты от ошибок,
или «покэ-ёка»,
применяются
с целью предотвращения
попадания
дефектной
продукции на
следующий этап
производства.
Для избавления
от ошибок необходимо,
чтобы проверка
качества продукции
являлась составной
частью любой
операции, и
оборудование
было снабжено
сенсорами для
обнаружения
ошибок и остановки
процесса. Метод
защиты от ошибок,
применяемый
в сочетании
с другими
инструментами
экономного
производства,
служит гарантией
того, что продукт
не имеет дефектов,
а процесс его
производства
протекает без
сбоев.
После
появления
подхода «пока-ека»,
он был успешно
применен на
различных
заводах, был
установлен
рекорд
продолжительности
работы без
дефектов, равный
двум годам.
В 1968 г. на металлургическом
заводе в г. Сага
(Saga Ironworks)
Синго создал
систему пре-автоматизации
(Рге-Automation system),
которая позже
была распространена
по всей Японии.
С
1975 года Сигео
Синго
развивал концепцию
«ноль дефектов»
на заводе стиральных
машин фирмы
Matsushita Electric
в г. Сизуока.
Работал над
совершенствованием
технологических
процессов,
основанных
на фундаментальных
подходах, включая
высокоскоростное
нанесение
гальванического
покрытия,
моментальную
сушку и исключение
разметки. Данная
концепция
применяется
там и сейчас.
Рисунок
– Использование
приемов защиты
от ошибок
Если
мы посмотрим
на результаты
опроса (рис.
2), то увидим, что
6% респондентов
утверждают,
что их компании
достигли мирового
уровня в области
защиты от ошибок
(опрос проводился
консалтинговой
компанией
PalmTree, Inc.,
занимающаяся
пропагандой
и развертыванием
концепции
экономного
производства,
в начале 2003 г.
среди членов
Ассоциации
производителей
штата Иллинойс
(США)). Среди
этих 6% и компания
Northrop Grumman Corp.
— производитель
электронно-лучевых
трубок. Как
заявил представитель
компании Э.
Шаудт, подобные
успехи были
достигнуты
в результате
ежедневной
работы, в ходе
которой деятельность
каждого работника
цеха оценивается
по многим параметрам,
а именно: соблюдение
графика, уровень
качества, снижение
дефектности
и другие измеряемые
параметры
экономного
производства.
Поскольку
концепция
экономного
производства
является составной
частью повседневной
производственной
деятельности,
все работники
осознают, что
чем лучше их
показатели
по любому из
этих параметров,
тем лучше их
финансовое
положение и
больше возможностей
для карьерного
роста.
Система
пока-ека применяется
также в японской
компании предприятии
«Omron». Данная
компания успешно
сотрудничает
с российскими
предприятиями.
Среди тех, кто
сегодня использует
автоматику
«Omron», — АО
«КамАЗ» и АО
«АвтоВАЗ»,
череповецкий
металлургический
комбинат «Северсталь»
и Западно-Сибирский
металлургический
комбинат,
Красноярская
ГЭС и НПО «Энергия».
Процесс производства
в компании
«Omron» автоматизирован
настолько, что
практически
исключает
участие в нем
человека, действия
которого чаще
всего и могут
служить причиной
брака. Поэтому-то
компании и
удается работать
по принципу:
нуль дефектов,
100-процентный
контроль и
100-процентная
надежность.
Два европейских
завода компании,
находящиеся
в Германии и
Нидерландах,
имеют сертификат
соответствия
их систем качества
международным
стандартам
ISO серии
9000.
Список
использованной
литературы
Рамперсад
Хьюберт К. Общее
управление
качеством:
личностные
и организационные
изменения /
Пер. с англ. –
М.: ЗАО «Олимп-Бизнес»,
2005. – 256 с.
//Япония
сегодня. «Гуру
менеджмента»
(статья о Сигео
Синго)
certicom.kiev/index.html
//Методы
менеджмента
качества, №9,
2005 г. «Предотвращение
ошибок, или
покэ-ёка», стр.
42
Похожие рефераты:
История возникновения и развития, статистические основы и содержание концепции «Шесть сигм» как высокотехнологичной методики точной настройки бизнес-процессов, применяемой с целью минимизации вероятности возникновения дефектов в операционной деятельности.
Контрактное взаимодействие с поставщиками. Обучение и поощрение поставщиков. Контроль аттестация и оценка деятельности поставщика. Системы управления качеством. Конкуренция среди поставщиков. Сокращение количества поставщиков. Проблемы страхования.
Становление и развитие менеджмента качества. Взаимосвязь общего менеджмента и менеджмента качества. Развитие принципов сертификации. Сертификация систем качества и стандарты ИСО 9000. Основные этапы развития систем качества.
Необходимость успешной интеграции российской экономики в международную экономическую систему требует от региональных предприятий конструктивного пересмотра подходов к управлению качеством производимой продукции и предоставляемых услуг.
Сущность теории управления качеством Джозефа Джурана, обоснование и этапы перехода от контроля качества к управлению им. Концепция AQI, ее основополагающие принципы, условия реализации. Особенности применения теории Всеобщего управления качеством.
Определение Пока-ёкэ (яп. — защита от ошибок) – устройства или процедуры, которые предотвращают появление дефектов в производственных процессах.


Пока-ёке. Пример 2. Фотоэлемент, который срабатывает, если человек пересекает (или наоборот – не пересекает) невидимую контрольную линию. Например, сборщик должен обязательно взять и использовать определенную деталь.
Виды ошибок человека Забывчивость Непонимание причин Недооценка Неопытность Нежелание Невнимательность Медлительность Отсутствие стандартов Неожиданность Намеренность

Источники дефектов Пропущенная операция Ошибки обработки Ошибка позиционирования детали Пропущенные детали Неправильные детали Обработка неправильной детали Неправильная операция Ошибки настройки Неверная установка оборудования Использование неправильного инструмента или оснастки Фукусима-1.

Пример решения проблемы: обработка литья Проблема: необработанные детали Решение: изменение желоба для выявления дефектных деталей Описание процесса: литые детали обрабатываются на автоматическом станке и передаются на следующий процесс по желобу До улучшения: если по желобу приходит необработанная деталь, следующий по процессу станок аварийно останавливается и может получить повреждение. Рисунок из книги «Poka-Yoke. Improving product quality by preventing defects»

Пример решения проблемы: обработка литья После улучшения: Для остановки необработанной детали был разработан метод, учитывающий отличие ее геометрической формы от обработанной детали. Желоб был изменен так, что необработанная деталь останавливалась в установленном в желобе блоке и не попадала в следующий станок. Это позволило предотвратить поломки станка. Рисунок из книги «Poka-Yoke. Improving product quality by preventing defects»



Однажды мне довелось наблюдать подобную ситуацию: проект был подготовлен слабо и запущен весьма поспешно. В результате, установленный процесс оказался абсолютно непригодным к массовому производству, что отразилось на взаимоотношениях с заказчиком. Следовало предпринимать немедленные действия, для того чтобы не «потерять” заказчика совсем. Первое, с чего начало руководство организации – реорганизация отдела, в частности, было принято решение и о замене начальника отдела. Наверное, стоит поправить себя: я сказал, что мне довелось наблюдать эту ситуацию, на самом же деле только с этого момента я был закреплен за этим отделом. Другими словами, ситуацию мне пришлось не наблюдать, а “разгребать”. Но сейчас не об этом…
Есть такое понятие в английском языке “kick-off meeting” – можно перевести по разному – от «планерки” до «разбора полетов”. В данном случае это представляло собой вступительную речь нового начальника, призывающую сломать сложившуюся ситуацию и в кратчайшие сроки вывести уровень качества на требуемый заказчиком. Вкратце обрисую ситуацию: 38% выход процесса (CFTY) и задержка 3 поставок продукции (более 10 000 единиц готовой продукции). В той части речи, которая касалась инженеров, новоиспеченный начальник произнес очень интересную фразу:
- “Возьмем, к примеру, Алекса. Создавая проект установки, он основывался на своем опыте, образовании и знаниях о предназначении устройства. Но, если бы ему довелось поработать с ним 12 часов как оператору в смене, возможно, он бы внес несколько дополнительных изменений. Может, следует заставить Вас поработать в смене? Ведь во время длительной работы непременно возникают нестандартные ситуации…”
Вот интересный момент – человек не робот, как не учи, а во время длительной работы непременно возникают ошибки или нестандартные ситуации, ведущие к ошибкам. Бороться с явлением человеческого фактора, казалось бы, бесполезно – любой процесс, в котором участвует человек, подвержен возникновению ошибок оператора. Тем не менее, можно свести, или постараться свести, частоту появления таких ошибок к минимуму. Создать процесс или дополнение к нему, которое будет исключать появление ошибки.
Например, процесс вязки автомобильных жгутов: все соединения спроектированы таким образом, что перепутать провода крайне тяжело. У SIM-карты мобильного телефона один из углов «срезан”, что делает невозможным ее неправильную установку. Разъемы кабелей внутри системного блока персонального компьютера имеют разную форму, что устраняет возможность подключения питания в разъем шлейфа для передачи данных и наоборот.
Что объединяет примеры, указанные выше? – Конфигурация системы, устраняющая появление ошибок связанных с человеческим фактором – защита от ошибок – Poka Yoke.
Poka Yoke – это философия менеджмента качества и постоянного улучшения процесса, направленная на устранение возможности возникновения ошибок связанных с человеческим фактором. Poka Yoke – японское словосочетание, дословно означающее «защита от ошибок”.
Практическую реализацию принципа Poka Yoke можно рассматривать с двух сторон:
- с одной стороны, и этот путь предпочтительный, защита от ошибки – это такая система, в которой возникновение ошибки исключено;
- с другой стороны – это система, которая предупреждает попадание дефектного изделия на следующую операцию, станцию, участок, линию или к заказчику
Следует уточнить, что внедрение 100% контроля – это добавление отдельной станции или операции в существующий процесс и не является реализацией принципа Poka Yoke. Зачастую такое решение требует дополнительных затрат, увеличивает количество затраченных ресурсов на изготовление продукции и повышает ее стоимость. В отличие от дополнительного контроля, применение принципа защиты от ошибок для предотвращения попадания дефектного изделия не повлечет дополнительных ресурсов и не повлияет на стоимость продукции.
Возьмем реальный пример из практики. Время от времени, на автомобильных фарах, сборка которых проводилась конвейерным методом, возникал один и тот же дефект – царапина на линзе. Оказалось, что царапалась фара об одно из П-образных приспособлений на конвейере. Происходило это только в тех случаях, когда фара неправильно устанавливалась на основу – недожатый край выступал выше положенного, и, при движении по конвейеру цеплялся за вышеупомянутое устройство.
Как устранить данный дефект?
- Купить автоматическое устройство устанавливающее фару на основу.
- Заставить всех операторов контролировать положение фары на основе.
- Поставить отдельного человека, занимающегося контролем положения фар на основе.
Решений множество и все они разнообразны, но объединяет их одно – стремление добавить нечто в процесс. Нечто, что требует дополнительных затрат, а возможно и понижает продуктивность линии.
Устранить данный дефект стало возможным, реализовав принцип Poka Yoke: на устройство наносившее царапины на фары была установлена пластина из мягкого, но достаточно жесткого, чтобы не пропустить изделие, материала. Пластина была тривиально прикручена шурупами к П-образной раме приспособления и просто останавливала деталь, не давая ей возможности пройти дальше.
Еще один пример: все мультимедийные изделия обладают определенным объемом памяти. Часть продукта, отвечающая за «память”, изготавливается и программируется отдельно от всего продукта. Процесс конфигурации устройства состоит из следующих шагов:
- проверка устройства;
- программирование «низкого уровня”;
- проверка программного кода;
- установка защитного программного кода;
- функциональная проверка устройства (имитация работы в реальных условиях).
Все эти шаги проводятся автоматически в течение 40 – 70 с. и не заметны для оператора. Все, что видит оператор – это зеленый или красный индикаторы, означающие успешное или не успешное завершение операции. Руководствуясь командой программатора, оператор прямо на месте сортирует детали прошедшие операцию на «хорошие” и «плохие”. Обратите внимание, что у оператора есть возможность ошибиться и расположить деталь в неверном контейнере.
На участке конечной сборки происходит сканирование серийного кода изделия и блока памяти. В случае попадания детали, не прошедшей программатор, на экране оператора появится сообщение на красном фоне об ошибке, с просьбой заменить деталь. Подсоединение двух машин к одной базе данных, служит системой предотвращения попадания некачественной детали в продукт.
К сожалению, Poka Yoke всего лишь философия обеспечения качества и не содержит практических рекомендаций по улучшению конкретных процессов. Тем не менее, попробуем сформулировать основные постулаты и принципы реализации данной техники.
Применение подхода можно условно поделить на несколько стадий:
- Определение приоритетов проблем – данная стадия является условным началом процесса. Смысл данного этапа состоит в ранжировании всех имеющихся проблем и направлении усилий на наиболее часто встречающиеся.
- Проведение анализа – как только определена наиболее значимая проблема, следует выяснить корневые причины ее возникновения. Подход Poka Yoke предполагает внесение таких изменений, которые устранят возникновение дефекта целиком. Осуществление такого подхода возможно лишь при борьбе с причинами дефектов. Соответственно, принцип защиты от ошибок действует только в том случае, когда усилия направлены на предотвращение ошибки/причины, а не дефекта – результата ошибки.
- Внедрение изменений – описать творческую фазу процесса крайне тяжело, но очень важно отметить одну особенность этой стадии: вовлечение персонала. Как и во многих других подходах обеспечения качества «по-японски” ключевым фактором успеха является активное вовлечение персонала в процесс постоянного улучшения. Итак, на данном этапе основную роль играют работники, непосредственно задействованные на данной конкретной операции. Такой подход имеет два неоспоримых плюса: во-первых, лишь оператору известны все тонкости работы на данном рабочем месте, второе – внедрение изменений проходит намного легче и быстрее при участии работников непосредственно.
Существует три основных способа (или направления) внедрения изменений:
- Изменение процесса таким образом, чтоб дефектный образец был обязательно замечен оператором. В качестве примера, можно привести контрольный лист, заполняемый оператором для каждого изделия. Данный пример весьма результативен при сборке сложных изделий одним человеком, в частности пресс-форм, а также на линиях упаковки таких изделий как электрические приборы домашнего пользования.
- Создание таких условий, при которых дефектный образец не может попасть на следующий шаг процесса, как, к примеру, описанный выше случай с созданием общей базы данных для программатора и станции сканирования деталей.
- Создание такого процесса, в котором возникновение ошибок исключено. Отличный пример описан выше для линии сборки автомобильных фар – царапины на линзах неправильно установленных фар, просто не могут возникать. Такая фара не сможет попасть в зону потенциального риска.
Существует множество областей применения принципа защиты от ошибок, остановимся на одном из них – безопасности человека. В современном обществе мы используем множество устройств и приспособлений, помогающих нам работать или отдыхать. Польза всех этих предметов граничит с огромной опасностью, которую они могут нанести жизни и здоровью пользователя. Ниже приведены примеры реализации подхода Poka Yoke в целях обеспечения безопасности жизни человека:
- Детский замок на дверях автомобилей: дверь с установленной опцией не открывается изнутри.
- Двойные крышки на баночках таблеток и бытовой химии предотвращают случайное открывание и доступ детей.
- Датчики пламени возле газовых горелок кухонных плит: при затухании пламени в горелке автоматически перекрывается подача газа.
- Микроволновая печь останавливается автоматически при открытии дверцы. Таким образом, предотвращается воздействие вредных волн и возможность повреждения конечностей.
- Двойная кнопка запуска ручного пресса: оператору необходимо задействовать обе руки, чтобы нажать две кнопки. Таким образом, исключается возможность нанесения вреда здоровью оператора.
- Дополнительные компоненты на печатных платах, чувствительные к разрядам: при появлении заряда на корпусе или другой поверхности, компонент выгорает, что предотвращает возможность удара пользователя током.
- Отличный пример реализации принципа показан на видео: центробежная пила останавливается при малейшем контакте с пальцами человека.
Философия менеджмента качества, основанная на исключении из системы возможностей возникновения ошибок, направлена не только на понижение дефективности процесса, но и на поиск решений, не требующих значительных затрат. Эта особенность выгодно отличает Poka Yoke от других методов совершенствования процессов. Методика применения подхода не ограничена определенным набором инструментов или способов, что делает ее универсальной и легко применимой к любой области человеческой деятельности.
Poka-yoke (звучит как пока ёкэ) — забавный на слух японский термин, который обозначает один из инструментов бережливого производства
. Оказывается, мы сталкиваемся с ним каждый день. Только на русском он звучит как «принцип нулевой ошибки» или «защита от дурака
».
На английский poka-yoke дословно переводится как «avoid mistakes
», т.е. «избегать ошибок». А на практике используется адаптированный перевод — mistake proofing
или error proofing
(защита от ошибок).
Poka-yoke — это методы и приспособления, которые помогают избежать ошибок в процессе производства, либо вовремя выявить их, чтобы они не поступили в следующий процесс в виде дефектов.
Устройства защиты от дурака предохраняют не просто от ошибок, а от ошибок, вызванных человеческим фактором
:
- невнимательностью
- забывчивостью
- неосторожностью
- незнанием
- усталостью
- и даже саботажем.
Люди ошибаются, а poka-yoke приспособления не дают им допустить ошибку.
Принцип действия poka-yoke характеризуются:
- стопроцентным охватом проверки
- быстрой обратной связью
- низкой стоимостью и простотой.
Устройства poka-yoke работают по принципу pass no defect — не пропустить ни одного дефекта.
История создания методов poka-yoke
Poka-yoke призван устранить ошибки, основанные на человеческом факторе. Защита от ошибок использовалась на предприятиях в том или ином виде задолго до формирования концепции poka-yoke. Формализовали эту систему в Toyota.
Изобретатель методов poka-yoke — японский инженер Сигео Синго (1909-1990), эксперт в области производства и один из создателей производственной системы Toyota. Сигео Синго разработал подход Zero Quality Control
(ZQC), или Zero Defects
(ноль дефектов).
Zero defects метод основан на убеждении, что возникновению дефектов препятствует такой контроль производственного процесса, при котором дефект не возникнет, даже если машина или человек совершат ошибку.
Акцент контроля качества смещается с проверки готовой продукции на факт брака на предупреждение возникновения брака на каждом этапе производства.
При этом ключевая роль в предупреждении дефектов принадлежит производственному персоналу, который вовлечен в процесс обеспечения качества.
Poka-yoke или метод нулевой ошибки — один из ключевых аспектов ZQC
. Система poka-yoke использует сенсоры или другие устройства, которые буквально не дают оператору совершить ошибку.
Они регулируют производственный процесс и предотвращают дефекты одним из двух способов:
- Система контроля
— останавливает оборудование, когда возникает нарушение нормы, или блокирует заготовку зажимами, чтобы она не двигалась дальше по конвейеру, пока не будет обработана как требуется. Это более предпочтительная система, поскольку она не зависит от оператора. - Система предупреждения
— посылает оператору сигнал остановить машину или устранить проблему. Зависит от оператора, поэтому человеческий фактор не полностью исключен.
Poka-yoke не ищет виновных в ошибках
, цель метода — найти и устранить слабые места
в производственной системе, из-за которых ошибка стала возможной.
Уровни устройств poka-yoke
Способы защиты от дурака делятся на три уровня по возрастанию эффективности:
- 1-й уровень — обнаруживает несоответствие деталей или продукции
. Система обнаруживает дефектную деталь, но не отбрасывает её.
- 2-й уровень — не допускает несоответствие.
Система не дает обработать дефектную деталь на следующей стадии производственного процесса.
- 3-й уровень — конструкционная защита
, например, изделие имеет такую конструкцию, что установить или собрать его непредусмотренным образом невозможно.
Принципы защиты от ошибок
Существует шесть принципов или методов защиты от ошибок. Они перечислены в порядке приоритета:
- Устранение
: этот метод устраняет возможность ошибки путем редизайна продукта или процесса так, чтобы проблемная операция или деталь вообще больше не требовались.
Пример
: упрощение продукта или соединение деталей, чтобы избежать дефектов продукта или сборки.
- Замещение
: чтобы повысить надежность, нужно заменить непредсказуемый процесс на более надежный.
Пример
: Использование роботизации и автоматизации, чтобы предотвратить ошибки ручной сборки. Применение автоматических диспенсеров или аппликаторов для точной дозировки жидких материалов.
- Предупреждение
: инженеры-конструкторы должны разработать такой продукт или процесс, чтобы вообще невозможно было совершить ошибку.
Пример
: Конструктивные особенности деталей, которые допускают только правильную сборку; уникальные разъемы для избежания неправильного подключения кабелей; симметричные детали, которые позволяют избежать неправильной установки.
- Облегчение
: Использование определенных методов и группирование шагов облегчают выполнение процесса сборки.
Пример
: Визуальные элементы управления, которые включают цветовое кодирование, маркировку деталей. Промежуточный ящик, который визуально контролирует, чтобы все детали были собраны. Нанесение характеристик на детали.
- Обнаружение
: Ошибки обнаруживаются до того, как они перейдут на следующий производственный процесс, чтобы оператор мог быстро исправить проблему.
Пример
: Сенсорные датчики в производственном процессе, которые определяют, что детали собраны неправильно.
- Смягчение
: Старание уменьшить влияние ошибок.
Пример
: Предохранители для предотвращения перегрузки цепей в результате коротких замыканий.
Основные методы poka-yoke
Существует три типа методов защиты от ошибок: контактные методы, считывающие методы и методы последовательного движения.
Контактные методы
Определяют, контактирует ли деталь или продукт физически или энергетически с чувствительным элементом. Примером физического контакта
может быть концевой переключатель, который прижимается и подает сигнал, когда его подвижные механизмы касаются изделия. Пример энергетического контакта
— фотоэлектрические пучки, которые чувствуют, когда что-то не так в проверяемом объекте.
Лучшие контактные методы — это пассивные устройства, такие как направляющие штыри или блоки, которые не дают неправильно разместить заготовки на конвейере.
Считывающие методы
Следует использовать, когда рабочий процесс делится на фиксированное количество операций, или продукт состоит из фиксированного количества деталей. В соответствии с этим методом устройство считывает количество деталей и передает продукт на следующий процесс только, когда достигнуто нужное значение.
Методы последовательного движения
Определяют, выполнена ли операция в заданный период времени. Также могут использоваться, чтобы проверить, выполняются ли операции в правильной последовательности. В этих методах обычно используют сенсоры
или устройства с фотоэлектрическими выключателями
, подключенные к таймеру.
Типы чувствительных устройств
Существует три типа чувствительных устройств, применяемых для защиты от ошибок:
- сенсоры физического контакта
- сенсоры энергетического контакта
- сенсоры, которые определяют изменения физических условий.
Сенсоры физического контакта
Этот тип устройств работает по принципу физического касания детали или части оборудования. Обычно такое устройство посылает электронный сигнал в момент контакта. Вот некоторые примеры таких устройств:
- Концевые переключатели
— подтверждают наличие и положение объектов, которые касаются маленького рычага на переключателе. Самые распространенные и недорогие устройства. - Сенсорные переключатели
— аналогичны концевым выключателям, но активируются легким прикосновением объекта к тонкой «антенне». - Триметрон
— это чувствительные игольчатые датчики, которые посылают сигналы для звукового оповещения или остановки оборудования, когда измерения объекта выходят за пределы допустимого диапазона.
Энергетические сенсорные датчики
В этих устройствах для выявления ошибки служит не физический, а энергетический контакт. Вот некоторые примеры:
- Бесконтактные переключатели
— эти устройства используют лучи света для проверки прозрачных объектов, оценки сварных швов и проверки правильности цвета или размера объекта, прохождения объектов на конвейере, поставки и подачи деталей на конвейер. - Лучевые датчики
— похожи на бесконтактные переключатели, но для обнаружения ошибок используют лучи электронов.

Сенсор проверяет наличие крышек на бутылках. Если крышка отсутствует или плохо закручена, бутылка автоматически убирается с конвейера.
К другим типам энергетических сенсорных устройств относятся:
- Волоконные датчики
- Датчики площади
- Датчики положения
- Датчики габаритов
- Датчики вибрации
- Датчики перемещения
- Датчики для обнаружения проходов металла
- Датчики цветовой маркировки
- Датчики контроля двойной подачи
- Датчики положения объекта сварки
Сенсоры, которые определяют изменения физических условий
Этот тип датчиков определяет изменение условий производства, таких как давление, температура или электрический ток. В пример можно привести датчики давления, термостаты, измерительные реле
.
7 ключей к внедрению эффективной системы защиты от ошибок
Чтобы эффективно организовать процесс метода нулевой ошибки, нужно отталкиваться от следующих рекомендаций:
- Сформируйте команду для внедрения poka-yoke и всегда учитывайте мнение людей, которые непосредственно участвуют в производственном процессе. В этом случае успех вероятнее, чем при привлечении внешних технических экспертов.
- Используйте систематизирование потока ценности, чтобы определить, где нужно повысить стабильность процесса. Это позволит сосредоточиться на областях, которые будут влиять на непрерывный поток.
- Используйте систематизирование процесса внутри выбранной области, чтобы четко определить каждый шаг процесса.
- Применяйте простую методологию решения проблем, например, диаграмму причинно-следственных связей, чтобы определить коренные причины проблем внутри процесса. Так вы выявите те шаги процесса, которые требуют внедрения защиты от ошибок.
- Используйте самую простую работающую технологию poka-yoke. Во многих случаях такие простые устройства как направляющие штифты и концевые выключатели будут отлично справляться. Однако в других случаях понадобятся более сложные системы.
- Отдавайте предпочтение контролирующим, а не предупреждающим системам, поскольку контролирующие системы не зависят от оператора.
- Заведите стандартную форму для каждого устройства poka-yoke со следующими полями:
- проблема
- тревожный сигнал
- действия в случае чрезвычайной ситуации
- способ и частота подтверждения правильности работы
- способ проверки качества в случае поломки.
Poka-yoke устройства вокруг нас
Люди допускают ошибки не только на производстве, но и в процессе использования продуктов. Эти ошибки ведут, как минимум, к поломкам, как максимум, к возникновению серьезной опасности. Поэтому производители встраивают защиту от дурака в конструкцию своих изделий.
Poka-yoke в быту

Например, электрочайник отключится сам, когда вода закипит, благодаря датчику пара. Вы не забудете его выключить. Свисток на обычном чайнике для плиты — тоже что-то вроде poka-yoke приспособления.
Стиральная машина не начнет стирать, пока вы плотно не закроете дверцу, а значит, потопа не будет.
Ребенок не попробует лекарство, которое упаковано в баночку со специальной защитой от детей.
Лифт автоматически откроет двери, если наткнется на препятствие при закрытии.
Современный утюг выключится сам, если вы про него забудете.
Poka-yoke в автомобиле

Современные автомобили просто напичканы устройствами защиты от дурака. Правда, они не такие дешевые, как предполагает концепция poka-yoke, но зато спасают жизни.
К ним относятся активные и пассивные системы безопасности, например:
- система экстренного торможения
- система обнаружения пешеходов
- парковочная система
- система кругового обзора
- система аварийного рулевого управления
- система ночного видения
- система распознавания дорожных знаков
- система контроля усталости водителя.
Poka-yoke в программном обеспечении
Классический пример Poka Yoke — элементы интерфейса, которые запрашивают подтверждение на удаление данных
, чтобы пользователь случайно не стер нужную информацию. Чтобы вы случайно не удалили изменения в вордовском файле, система предложит вам его сохранить
. Google пошел еще дальше и сам сохраняет изменения
после ввода каждого символа.
Примерами защиты от дурака могут быть обязательные поля форм и поля с заданным форматом ввода данных
.
Книги по теме
Zero Quality Control: Source Inspection and the Poka-Yoke System / Shigeo Shingo
От создателя системы poka-yoke Сигео Синго, впервые опубликованная в 1986 году. В ней автор обосновывает важность применения устройств защиты от ошибок для достижения безупречного качества продукции. Он называет 112 примеров устройств poka-yoke, работающих в цехах. Внедрение этих устройств обошлось меньше $100.
Poka-Yoke: Improving Product Quality by Preventing Defects / Nikkan Kogyo Shimbun
Первая часть в простой иллюстрированной форме рассказывает о концепции poka-yoke и ее особенностях. Во второй части автор приводит множество примеров устройств защиты от ошибок, используемых на японских предприятиях.
Вердикт
Система poka-yoke — очередное гениальное изобретение японцев. За 30 лет устройства poka-yoke эволюционировали вместе с производственным оборудованием. Они перестали быть дешевыми, как гласит один из принципов концепции, но стали гораздо эффективнее.
Сейчас это современные сенсоры, датчики, конструктивные особенности линий
, которые обнаруживают дефектные детали и заготовки среди тысяч других и сами удаляют их с конвейера.
Само понятие защиты от ошибок стало шире:
специальные устройства, конструктивные особенности и просто предупреждения оберегают нас от ошибок в повседневной жизни.
Благодаря poka-yoke у нас определенно меньше проблем.
В раздел Ресурсы выложена презентация «Азбука бережливого производства. Что такое пока-ёкэ». Пока-ёкэ (или пока-йоке) — устройства или процедуры, которые предотвращают появление дефектов в производственных процессах. В презентации дано определение, перечислены виды ошибок человека и источники дефектов, приведено несколько примеров.
Ниже, в тексте заметки приведен сопроводительный текст.
Кроме того, эта презентация в формате видео с моими комментариями выложена на Youtube.com и Rutube.ru .
Прошу вас давать свои замечания и пожелания, на сайтах youtube и rutube, прямо на странице видео, либо через форму на моем сайте, чтобы я смог учесть их в будущем.
Стенограмма сопроводительного текста
Пока-ёкэ (что по-японски означает «защита от ошибок») — это устройства или процедур, которые предотвращают появление дефектов в производственных процессах.
Рассмотрим пару примеров.
Пример №1. Форма изделия такова, что его нельзя установить для обработки или использования в неправильном положении (вверх ногами или задом наперед). Вы видите трехдюймовую дискету, которую можно вставить в дисковод до конца только в одном положении.
Пример №2. Фотоэлемент, который срабатывает, если человек пересекает (или наоборот — не пересекает) невидимую контрольную линию. Например, сборщик должен обязательно взять и использовать определенную деталь.
Дефекты возникают из-за ошибок человека.
Существует 10 видов ошибок человека, которые приводят к дефектам. Это:
- забывчивость,
- непонимание причин (возникновения чего-либо)
- недооценка какой-либо ситуации (или невозможность идентифицировать какой-либо объект)
- неопытность
- нежелание (следовать процедурам и правилам)
- невнимательность
- медлительность (в принятии решения)
- отсутствие стандартов
- неожиданность
- намеренное совершение ошибки (или саботаж)
Источниками дефектов являются следующие факты:
- пропущенная операция
- ошибки обработки
- ошибки позиционирования детали
- пропущенная деталь
- неправильная деталь
- обработка неправильной детали
- неправильная операция над правильной деталью
- ошибки настройки
- неверная установка оборудования и
- использование неправильного инструмента или оснастки
Рассмотрим пример решения проблемы.
Проблема заключается в необработанных деталях. Решение, которое было применено: изменение желоба для выявления дефектных деталей.
Посмотрите на рисунок.
Литые деетали обрабатываются на автоматическом станке и передаются на следующий процесс по желобу.
До улучшения происходило следующее: если по желобы проходит необработанная деталь, следующий по процессу станок аварийно останавливается и может получить повреждение.
Для остановки необработанной детали был разработан метод, учитывающий отличие ее геометрической формы от обработанной детали. Желоб был изменен так, что необработанная деталь останавливалась в установленном в желобе блоке и не попадала на следующий станок. Это позволило предотвратить поломки станка.
Poka-yoke (звучит как пока ёкэ) — забавный на слух японский термин, который обозначает один из инструментов бережливого производства
. Оказывается, мы сталкиваемся с ним каждый день. Только на русском он звучит как «принцип нулевой ошибки» или «защита от дурака
».
На английский poka-yoke дословно переводится как «avoid mistakes
», т.е. «избегать ошибок». А на практике используется адаптированный перевод — mistake proofing
или error proofing
(защита от ошибок).
Poka-yoke — это методы и приспособления, которые помогают избежать ошибок в процессе производства, либо вовремя выявить их, чтобы они не поступили в следующий процесс в виде дефектов.
Устройства защиты от дурака предохраняют не просто от ошибок, а от ошибок, вызванных человеческим фактором
:
- невнимательностью
- забывчивостью
- неосторожностью
- незнанием
- усталостью
- и даже саботажем.
Люди ошибаются, а poka-yoke приспособления не дают им допустить ошибку.
Принцип действия poka-yoke характеризуются:
- стопроцентным охватом проверки
- быстрой обратной связью
- низкой стоимостью и простотой.
Устройства poka-yoke работают по принципу pass no defect — не пропустить ни одного дефекта.
История создания методов poka-yoke
Poka-yoke призван устранить ошибки, основанные на человеческом факторе. Защита от ошибок использовалась на предприятиях в том или ином виде задолго до формирования концепции poka-yoke. Формализовали эту систему в Toyota.
Изобретатель методов poka-yoke — японский инженер Сигео Синго (1909-1990), эксперт в области производства и один из создателей производственной системы Toyota. Сигео Синго разработал подход Zero Quality Control
(ZQC), или Zero Defects
(ноль дефектов).
Zero defects метод основан на убеждении, что возникновению дефектов препятствует такой контроль производственного процесса, при котором дефект не возникнет, даже если машина или человек совершат ошибку.
Акцент контроля качества смещается с проверки готовой продукции на факт брака на предупреждение возникновения брака на каждом этапе производства.
При этом ключевая роль в предупреждении дефектов принадлежит производственному персоналу, который вовлечен в процесс обеспечения качества.
Poka-yoke или метод нулевой ошибки — один из ключевых аспектов ZQC
. Система poka-yoke использует сенсоры или другие устройства, которые буквально не дают оператору совершить ошибку.
Они регулируют производственный процесс и предотвращают дефекты одним из двух способов:
- Система контроля
— останавливает оборудование, когда возникает нарушение нормы, или блокирует заготовку зажимами, чтобы она не двигалась дальше по конвейеру, пока не будет обработана как требуется. Это более предпочтительная система, поскольку она не зависит от оператора. - Система предупреждения
— посылает оператору сигнал остановить машину или устранить проблему. Зависит от оператора, поэтому человеческий фактор не полностью исключен.
Poka-yoke не ищет виновных в ошибках
, цель метода — найти и устранить слабые места
в производственной системе, из-за которых ошибка стала возможной.
Уровни устройств poka-yoke
Способы защиты от дурака делятся на три уровня по возрастанию эффективности:
- 1-й уровень — обнаруживает несоответствие деталей или продукции
. Система обнаруживает дефектную деталь, но не отбрасывает её.
- 2-й уровень — не допускает несоответствие.
Система не дает обработать дефектную деталь на следующей стадии производственного процесса.
- 3-й уровень — конструкционная защита
, например, изделие имеет такую конструкцию, что установить или собрать его непредусмотренным образом невозможно.
Принципы защиты от ошибок
Существует шесть принципов или методов защиты от ошибок. Они перечислены в порядке приоритета:
- Устранение
: этот метод устраняет возможность ошибки путем редизайна продукта или процесса так, чтобы проблемная операция или деталь вообще больше не требовались.
Пример
: упрощение продукта или соединение деталей, чтобы избежать дефектов продукта или сборки.
- Замещение
: чтобы повысить надежность, нужно заменить непредсказуемый процесс на более надежный.
Пример
: Использование роботизации и автоматизации, чтобы предотвратить ошибки ручной сборки. Применение автоматических диспенсеров или аппликаторов для точной дозировки жидких материалов.
- Предупреждение
: инженеры-конструкторы должны разработать такой продукт или процесс, чтобы вообще невозможно было совершить ошибку.
Пример
: Конструктивные особенности деталей, которые допускают только правильную сборку; уникальные разъемы для избежания неправильного подключения кабелей; симметричные детали, которые позволяют избежать неправильной установки.
- Облегчение
: Использование определенных методов и группирование шагов облегчают выполнение процесса сборки.
Пример
: Визуальные элементы управления, которые включают цветовое кодирование, маркировку деталей. Промежуточный ящик, который визуально контролирует, чтобы все детали были собраны. Нанесение характеристик на детали.
- Обнаружение
: Ошибки обнаруживаются до того, как они перейдут на следующий производственный процесс, чтобы оператор мог быстро исправить проблему.
Пример
: Сенсорные датчики в производственном процессе, которые определяют, что детали собраны неправильно.
- Смягчение
: Старание уменьшить влияние ошибок.
Пример
: Предохранители для предотвращения перегрузки цепей в результате коротких замыканий.
Основные методы poka-yoke
Существует три типа методов защиты от ошибок: контактные методы, считывающие методы и методы последовательного движения.
Контактные методы
Определяют, контактирует ли деталь или продукт физически или энергетически с чувствительным элементом. Примером физического контакта
может быть концевой переключатель, который прижимается и подает сигнал, когда его подвижные механизмы касаются изделия. Пример энергетического контакта
— фотоэлектрические пучки, которые чувствуют, когда что-то не так в проверяемом объекте.
Лучшие контактные методы — это пассивные устройства, такие как направляющие штыри или блоки, которые не дают неправильно разместить заготовки на конвейере.
Считывающие методы
Следует использовать, когда рабочий процесс делится на фиксированное количество операций, или продукт состоит из фиксированного количества деталей. В соответствии с этим методом устройство считывает количество деталей и передает продукт на следующий процесс только, когда достигнуто нужное значение.
Методы последовательного движения
Определяют, выполнена ли операция в заданный период времени. Также могут использоваться, чтобы проверить, выполняются ли операции в правильной последовательности. В этих методах обычно используют сенсоры
или устройства с фотоэлектрическими выключателями
, подключенные к таймеру.
Типы чувствительных устройств
Существует три типа чувствительных устройств, применяемых для защиты от ошибок:
- сенсоры физического контакта
- сенсоры энергетического контакта
- сенсоры, которые определяют изменения физических условий.
Сенсоры физического контакта
Этот тип устройств работает по принципу физического касания детали или части оборудования. Обычно такое устройство посылает электронный сигнал в момент контакта. Вот некоторые примеры таких устройств:
- Концевые переключатели
— подтверждают наличие и положение объектов, которые касаются маленького рычага на переключателе. Самые распространенные и недорогие устройства. - Сенсорные переключатели
— аналогичны концевым выключателям, но активируются легким прикосновением объекта к тонкой «антенне». - Триметрон
— это чувствительные игольчатые датчики, которые посылают сигналы для звукового оповещения или остановки оборудования, когда измерения объекта выходят за пределы допустимого диапазона.
Энергетические сенсорные датчики
В этих устройствах для выявления ошибки служит не физический, а энергетический контакт. Вот некоторые примеры:
- Бесконтактные переключатели
— эти устройства используют лучи света для проверки прозрачных объектов, оценки сварных швов и проверки правильности цвета или размера объекта, прохождения объектов на конвейере, поставки и подачи деталей на конвейер. - Лучевые датчики
— похожи на бесконтактные переключатели, но для обнаружения ошибок используют лучи электронов.

Сенсор проверяет наличие крышек на бутылках. Если крышка отсутствует или плохо закручена, бутылка автоматически убирается с конвейера.
К другим типам энергетических сенсорных устройств относятся:
- Волоконные датчики
- Датчики площади
- Датчики положения
- Датчики габаритов
- Датчики вибрации
- Датчики перемещения
- Датчики для обнаружения проходов металла
- Датчики цветовой маркировки
- Датчики контроля двойной подачи
- Датчики положения объекта сварки
Сенсоры, которые определяют изменения физических условий
Этот тип датчиков определяет изменение условий производства, таких как давление, температура или электрический ток. В пример можно привести датчики давления, термостаты, измерительные реле
.
7 ключей к внедрению эффективной системы защиты от ошибок
Чтобы эффективно организовать процесс метода нулевой ошибки, нужно отталкиваться от следующих рекомендаций:
- Сформируйте команду для внедрения poka-yoke и всегда учитывайте мнение людей, которые непосредственно участвуют в производственном процессе. В этом случае успех вероятнее, чем при привлечении внешних технических экспертов.
- Используйте систематизирование потока ценности, чтобы определить, где нужно повысить стабильность процесса. Это позволит сосредоточиться на областях, которые будут влиять на непрерывный поток.
- Используйте систематизирование процесса внутри выбранной области, чтобы четко определить каждый шаг процесса.
- Применяйте простую методологию решения проблем, например, диаграмму причинно-следственных связей, чтобы определить коренные причины проблем внутри процесса. Так вы выявите те шаги процесса, которые требуют внедрения защиты от ошибок.
- Используйте самую простую работающую технологию poka-yoke. Во многих случаях такие простые устройства как направляющие штифты и концевые выключатели будут отлично справляться. Однако в других случаях понадобятся более сложные системы.
- Отдавайте предпочтение контролирующим, а не предупреждающим системам, поскольку контролирующие системы не зависят от оператора.
- Заведите стандартную форму для каждого устройства poka-yoke со следующими полями:
- проблема
- тревожный сигнал
- действия в случае чрезвычайной ситуации
- способ и частота подтверждения правильности работы
- способ проверки качества в случае поломки.
Poka-yoke устройства вокруг нас
Люди допускают ошибки не только на производстве, но и в процессе использования продуктов. Эти ошибки ведут, как минимум, к поломкам, как максимум, к возникновению серьезной опасности. Поэтому производители встраивают защиту от дурака в конструкцию своих изделий.
Poka-yoke в быту
Например, электрочайник отключится сам, когда вода закипит, благодаря датчику пара. Вы не забудете его выключить. Свисток на обычном чайнике для плиты — тоже что-то вроде poka-yoke приспособления.
Стиральная машина не начнет стирать, пока вы плотно не закроете дверцу, а значит, потопа не будет.
Ребенок не попробует лекарство, которое упаковано в баночку со специальной защитой от детей.
Лифт автоматически откроет двери, если наткнется на препятствие при закрытии.
Современный утюг выключится сам, если вы про него забудете.
Poka-yoke в автомобиле
Современные автомобили просто напичканы устройствами защиты от дурака. Правда, они не такие дешевые, как предполагает концепция poka-yoke, но зато спасают жизни.
К ним относятся активные и пассивные системы безопасности, например:
- система экстренного торможения
- система обнаружения пешеходов
- парковочная система
- система кругового обзора
- система аварийного рулевого управления
- система ночного видения
- система распознавания дорожных знаков
- система контроля усталости водителя.
Poka-yoke в программном обеспечении
Классический пример Poka Yoke — элементы интерфейса, которые запрашивают подтверждение на удаление данных
, чтобы пользователь случайно не стер нужную информацию. Чтобы вы случайно не удалили изменения в вордовском файле, система предложит вам его сохранить
. Google пошел еще дальше и сам сохраняет изменения
после ввода каждого символа.
Примерами защиты от дурака могут быть обязательные поля форм и поля с заданным форматом ввода данных
.
Книги по теме
Zero Quality Control: Source Inspection and the Poka-Yoke System / Shigeo Shingo
От создателя системы poka-yoke Сигео Синго, впервые опубликованная в 1986 году. В ней автор обосновывает важность применения устройств защиты от ошибок для достижения безупречного качества продукции. Он называет 112 примеров устройств poka-yoke, работающих в цехах. Внедрение этих устройств обошлось меньше $100.
Poka-Yoke: Improving Product Quality by Preventing Defects / Nikkan Kogyo Shimbun
Первая часть в простой иллюстрированной форме рассказывает о концепции poka-yoke и ее особенностях. Во второй части автор приводит множество примеров устройств защиты от ошибок, используемых на японских предприятиях.
Вердикт
Система poka-yoke — очередное гениальное изобретение японцев. За 30 лет устройства poka-yoke эволюционировали вместе с производственным оборудованием. Они перестали быть дешевыми, как гласит один из принципов концепции, но стали гораздо эффективнее.
Сейчас это современные сенсоры, датчики, конструктивные особенности линий
, которые обнаруживают дефектные детали и заготовки среди тысяч других и сами удаляют их с конвейера.
Само понятие защиты от ошибок стало шире:
специальные устройства, конструктивные особенности и просто предупреждения оберегают нас от ошибок в повседневной жизни.
Благодаря poka-yoke у нас определенно меньше проблем.
Другие названия метода: «Пока-ёкэ», «Предотвращение невидимой ошибки».
Цель метода
Повышение потребительной стоимости продукции путем предотвращения ошибок на действующем производстве.
Суть метода
Концепция предупреждения нежелательных событий, вызванных ошибками человека, проста. Если не допускать их возникновения на действующем производстве, то качество будет высоким, а доработки — небольшими. Это приводит к растущей удовлетворенности потребителя и одновременно к снижению издержек производства.
План действий
1. Сформировать команду из специалистов: представителей руководства, службы качества, технической службы и производства.
2. Выявить проблемы, требующие решения, и причины их существования.
3. Разработать меры по совершенствованию производства и предотвращению возможности возникновения о шибок, руководствуясь правилами применения метода пока-ёкэ.
4. Устранить потенциальные ошибки, используя в процессе производства усовершенствованные приспособления, приборы и оборудование.
Особенности метода
Современная версия защиты от ошибок, известная под названием пока-ёкэ (poka-yoke1), появилась в Японии, чтобы повышать качество продукции, предотвращая ошибки на действующем производстве. Ранее японскими специалистами применялся термин бака-ёкэ (baka-yoke). Дословный перевод термина «бака-ёкэ» — «защита от глупости», иными словами, — это защитное устройство, благодаря которому дефекты просто не образуются. Следует отметить, что основные положения этой концепции широко применялись компанией Ford еще в 1908 г.
Известно множество способов и приемов предупреждения ошибок, начиная с простых переделок и изменений, вносимых в оборудование и процессы изготовления продукции, и заканчивая серьезной модернизацией конструкции изделий.
Пример использования простого приема защиты от ошибок
В цехе, несмотря на всю статистику, маркировку и контроль, постоянно повторяются две одинаковые ошибки: деталь А при монтаже блока часто оказывается в окошке 2, и наоборот, деталь В оказывается в окошке 1.
Простой прием защиты от ошибок — пока-ёкэ — позволяет найти решение, делающее невозможной любую ошибку. Конфигурации окошка 1 и монтажного элемента А так изменены, что замена при монтаже даже теоретически невозможна.
Правила применения приемов защиты от ошибок
1. Как можно ближе подойти к источнику проблемы, туда, где проблема действительно возникла и где она снова может появиться.
2. Ввести сразу все необходимые виды контроля и меры предотвращения повторного появления проблемы.
3. При разработке и конструировании использовать сложные методы и техники устранения проблемы, а в производстве применять простые и быстрые решения.
4. Улучшения в производстве проводить быстро, без сложных анализов и таким образом, чтобы все люди были включены в решение общих проблем и устранение несоответствий.
Достоинства метода
Последовательное применение различных способов и приемов предупреждения ошибок позволяет значительно сократить их число, что способствует снижению затрат и повышению удовлетворенности потребителей.
Недостатки метода
Встречающееся сопротивление при принудительном внедрении в действующее производство устройств по защите от ошибок часто с водит на нет усилия по улучшению процесса.
Ожидаемый результат
Высокая потребительная стоимость продукции.
Метод точно вовремя
Точно-в-срок (анг. Just-in-Тime, точно вовремя) —
один из базовых столпов Производственной Системы Toyota, метод организации производства. Заключается в том, что во время производственного процесса необходимые для сборки детали оказываются на производственной линии точно в тот момент, когда это нужно, и в строго необходимом количестве. В результате компания, последовательно внедряющая подобный принцип, устраняет простои, минимизирует складские запасы, или может добиться сведения их к нулю. Основные характеристики – иметь только необходимые запасы, когда это необходимо; улучшать качество до состояния «ноль дефектов»; уменьшать длительность цикла путем снижения времени оснащения, размер очереди и величину производственной партии; постепенно модифицировать сами операции; и выполнять эти виды деятельности с минимальными издержками.
Метод «точно-в-срок» изобретен в 1954г. в корпорации Тойота.
Он возник на основе экономических ограничений, которые господствовали тогда в Японии. Так как у Японии было немного естественных ресурсов и очень высокие цены на недвижимость, нужно было японским фирмам нельзя было допускать расточительство, к примеру, склады для больших запасов возможно излишних товаров.
Области применения JIT
· JIT в производственной области — охватывает управляемый с помощью JIT производственный процесс;
· JIT в области поставок;
· JIT в области сбыта — обеспечивает снабжению множества потребителей, которые выставляют свои запросы в онлайн-информационные системы.
Японский менеджмент достигает принципа «точно вовремя»систематическим предотвращением трех нежелательных компонентов:
· MURI — излишки
· MUDA — потери
· MURA – дисбаланс
Можно определить преимущества данного метода:
· Сокращение затрат
на содержание складских запасов (складских работников, складского оборудования, аренда складских помещений и др.).
· Сокращение времени проведения заказа
(из-за уменьшения размера партии, времени переналадки, времени простоев).
· Лучшее обеспечение материалами
, деталями и полуфабрикатами из-заразмещения поставщиков ближе к производителям (кроме того, больше рабочих мест, развитие регионов).
· Долгосрочное планирование
для поставщиков и лучший сбыт товаров.
· Рационализация производства
через специализацию поставщиков на заказанных товарах и др.
Возможные проблемы применения:
· Высокие затраты на транспорт и обустройство транспортного пути (высокая нагрузка на пути, возможность пробок, шум из-за транспорта).
· Высокая зависимость от одного поставщика (при несоблюдении сроков поставок возможны производственные потери).
· Высокая зависимость от соблюдения качества поставляемых материалов (затраты на входной контроль, рекламации).
· Требуется постоянный информационный обмен (обязанность подтверждения финансового состояния поставщика и производителя).
· Высокие штрафы для поставщиков из-а несоблюдения сроков поставок, высокая зависимость от одного потребителя.
· Необходимость для поставщиков перемещать производства и склады ближе к потребителю.
· Большие потери у поставщиков от специализации в кризисных ситуациях.
Определение Пока-ёкэ (яп. — защита от ошибок) – устройства или процедуры, которые предотвращают появление дефектов в производственных процессах.

Пока-ёке. Пример 2. Фотоэлемент, который срабатывает, если человек пересекает (или наоборот – не пересекает) невидимую контрольную линию. Например, сборщик должен обязательно взять и использовать определенную деталь.
Виды ошибок человека Забывчивость Непонимание причин Недооценка Неопытность Нежелание Невнимательность Медлительность Отсутствие стандартов Неожиданность Намеренность
Источники дефектов Пропущенная операция Ошибки обработки Ошибка позиционирования детали Пропущенные детали Неправильные детали Обработка неправильной детали Неправильная операция Ошибки настройки Неверная установка оборудования Использование неправильного инструмента или оснастки Фукусима-1.

Пример решения проблемы: обработка литья Проблема: необработанные детали Решение: изменение желоба для выявления дефектных деталей Описание процесса: литые детали обрабатываются на автоматическом станке и передаются на следующий процесс по желобу До улучшения: если по желобу приходит необработанная деталь, следующий по процессу станок аварийно останавливается и может получить повреждение. Рисунок из книги «Poka-Yoke. Improving product quality by preventing defects»

Пример решения проблемы: обработка литья После улучшения: Для остановки необработанной детали был разработан метод, учитывающий отличие ее геометрической формы от обработанной детали. Желоб был изменен так, что необработанная деталь останавливалась в установленном в желобе блоке и не попадала в следующий станок. Это позволило предотвратить поломки станка. Рисунок из книги «Poka-Yoke. Improving product quality by preventing defects»



Курсовой проект по дисциплине
«Средства и методы управления качеством»
(заочная форма обучения)
Требования к выполнению
(Примерный объем: 20-30 страниц (без учета приложений по сертификации СМК), формат бумаги А4, размер шрифта 14 (Times New Roman), междустрочный интервал – 1.)
Введение
(0,5 – 1страница).
Теоретическая часть
1. Управление. Качество как объект управления
2. Краткая характеристика действующих версий стандартов ISO серии 9000 (9000, 9001, 9004).
3. Теоретические аспекты применения средств и методов управления качеством, необходимые для выполнения раздела 2 работы (кратко, основные положения и этапы).
3.1 Миссия предприятия.
3.2 Цели предприятия.
3.3 Теоретические основы проведения SWOT-анализа и PEST-анализа.
3.4 Теоретические основы определения параметров качества и оценки качества продукта/услуги.
3.5 Теоретические основы проведения FMEA-анализа.
3.6 Теоретические основы построение схемы Исикава.
3.7 Теоретические основы построения диаграммы Парето.
3.8 Общая характеристика концепции Бережливое производство
3.9 Теоретические основы применения метода «Poka-Yoke»
Практическая часть
1
. Краткая характеристика предприятия
. Дайте характеристику предприятия, включая следующую информацию: история, организационная структура, направления деятельности, ассортимент и особенности производимой продукции/оказываемых услуг, информация о системе менеджмента качества (при наличии), описание подразделения (подразделений), занимающихся вопросами качества, перспективы и стратегия развития).
2
. Миссия предприятия.
Сформулируйте миссию выбранного предприятия.
3. Цели предприятия.
3.1 Разработайте иерархическую структуру целей, в зависимости от организационной структуры, с указанием целей роста предприятия, в соответствии с ключевыми требованиями. Укажите ответственных исполнителей подразделения предприятия за реализацию этих целей. Полученные результаты занесите в таблицу 1.
Таблица 1. Матрица целей компании
3.2 Постройте дерево целей на период в один год, стоящих перед руководством компании для успешного выполнения миссии (рис 1).

Рис. 1 Упрощенное структурное представление дерева целей
4. SWOT/ PEST анализ
Проведите SWOT (или PEST, на выбор) анализ предприятия. Заполните соответствующую матрицу по результатам анализа.
Сформулируйте выводы по результатам анализа. Разработайте рекомендации предприятию на основе результатов анализа.
5. Характеристика параметров качества продукта/услуги.
Выберите продукт/услугу для проведения анализа. Опишите перечень параметров качества продукта (услуги) и требования к ним.
6. FMEA-анализ
Для выполнения данного раздела используется информация о выбранном в разделе 5 изделии/услуге.
6.1 Определите перечень потенциальных дефектов (несоответствий) выбранного в разделе 5 изделия (услуги). Для каждого потенциального дефекта определить перечень последствий. Определите комплексный показатель S, характеризующий общий уровень всех последствий каждого потенциального дефекта (несоответствия) для потребителя, по 10-балльной шкале (1-минимальный уровень последствий или их отсутствие, 10 – максимальный уровень последствий).
6.2 Для каждого дефекта определите перечень потенциальных причин. Для одного дефекта может быть выявлено несколько потенциальных причин. Для каждой причины дефекта определите O, вероятность ее возникновения, по 10-балльной шкале (1-возникновение маловероятно, 10 – возникновение неизбежно).
6.3 Для каждого потенциального дефекта и каждой потенциальной причины определите балл сложности обнаружения D по 10-балльной шкале (10 – практически не обнаруживаемый дефект, 1 – достоверно обнаруживаемый дефект).
6.4. Для каждого потенциального дефекта и каждой потенциальной причины рассчитайте приоритетное число риска ПЧР по формуле (1). ПЧР может принимать значения от 1 до 1000. Заполните таблицу 2.
ПЧР =S*O*D (1)
ПЧР — приоритетное число риска;
S — степень последствий потенциального дефекта;
О — Вероятность возникновения
Таблица 2. Потенциальные дефекты (несоответствия) изделия (услуги) ___________________
| № п/п | S Степень последствий по 10-балльной шкале (1-минимальный уровень, 10 – максимальный) |
O Вероятность возникновения по 10-балльной шкале (1-возникновение маловероятно, 10 – возникновение неизбежно) |
D Сложность обнаружения по 10-балльной шкале (10 – практически не обнаруживаемый дефект, 1 – достоверно обнаруживаемый дефект). |
ПЧР | |||
| 1.1 | 1.1.1 | ||||||
| 1.1.2 | |||||||
| … | |||||||
| 1.2 … |
1.2.1 | ||||||
| 1.2.2 | |||||||
| … | |||||||
| … | .. | ||||||
| .. | |||||||
| … | |||||||
| 2.1 | 2.1.1 | ||||||
| 2.1.2 | |||||||
| … | |||||||
| 2.2 | 2.2.1 | ||||||
| 2.2.2 | |||||||
| … | |||||||
| … | .. | ||||||
| .. | |||||||
| … | |||||||
| … |
6.5 Составьте перечень дефектов/причин, по который значение ПЧР превышает 100 (максимально допустимый уровень ПЧР).
6.6 Для составленного перечня разработайте предупреждающие мероприятия, включающие:
Меры по снижению степени последствий дефекта (несоответствия) S ;
Меры по предотвращению причин потенциального несоответствия O;
Меры по повышению степени достоверности обнаружения дефекта D;
Заполните таблицу 3.
Таблица 3. Мероприятия по предупреждению потенциальных дефектов, ПЧР которых превышает 100 (допустимое значение).
| № п/п | Потенциальные дефекты (несоответствия) |
Перечень потенциальных последствий дефекта (несоответствия) | Потенциальные причины дефекта (несоответствия) | ПЧР | Предупреждающие мероприятия | ||
| Меры по снижению степени последствий дефекта (несоответствия) S |
Меры по предотвращению причин потенциального несоответствия O | Меры по повышению степени достоверности обнаружения дефекта D |
|||||
| 1.1 | 1.1.1 | ||||||
| 1.1.2 | |||||||
| … | |||||||
| 1.2 … |
1.2.1 | ||||||
| 1.2.2 | |||||||
| … | |||||||
| … | .. | ||||||
| .. | |||||||
| … | |||||||
| 2.1 | 2.1.1 | ||||||
| 2.1.2 | |||||||
| … | |||||||
| 2.2 | 2.2.1 | ||||||
| 2.2.2 | |||||||
| … | |||||||
| … | .. | ||||||
| .. | |||||||
| … | |||||||
| … |
7. «Простые методы» управления качеством (схема Исикава, диаграмма Парето).
Схема Исикава
Проведите анализ причин брака выбранного изделия/услуги. Заполнить таблицу 5.
Таблица 4. Причины брака изделия/услуги ___________________
| Категории причин | Причины 1 порядка | Причины 2 порядка | Причины 3 порядка |
| 1. | 1.1 | 1.1.1 | 1.1.1.1 |
| 1.1.12 | |||
| 1.1.1.3 | |||
| 1.1.2 | 1.1.2.1 | ||
| 1.1.2.2 | |||
| 1.1.2.3 | |||
| 1.1.3 | 1.1.3.1 | ||
| 1.1.3.2 | |||
| 1.1.3.3 | |||
| … | … | ||
| 1.2 | 1.2.1 | 1.2.1.1 | |
| 1.2.1.2 | |||
| 1.2.1.3 | |||
| 1.2.2 | 1.2.2.1 | ||
| 1.2.2.2 | |||
| 1.2.2.3 | |||
| 1.2.3 | 1.2.3.1 | ||
| 1.2.3.2 | |||
| 1.2.3.3 | |||
| … | … | ||
| 1.3 | 1.3.1 | 1.3.1.1 | |
| 1.3.1.2 | |||
| 1.3.1.3 | |||
| 1.3.2 | 1.3.2.1 | ||
| 1.3.2.2 | |||
| 1.3.2.3 | |||
| 1.3.3 | 1.3.3.1 | ||
| 1.3.3.2 | |||
| 1.3.3.3 | |||
| … | … | ||
| … | |||
Постройте схему Исикава, отобразив на ней данные таблицы 4.
Сделайте и опишите выводы по результатам ее анализа.
Диаграмма Парето
7.2.1 Проведите анализ схемы Исикава с помощью диаграммы Парето- выберите наиболее значимые причины, приводящие к 80% брака изделия/услуги, на решении которых необходимо сконцентрироваться. Для этого необходимо построить таблицу 5. Основой для построения таблицы 5 является последний столбец таблицы 4 – причины последнего (2-го, 3-го …n-го порядка, выявленные при анализе причин брака изделия/услуги)
Таблица 5. Причины брака изделия/услуги ___________________
| Оценка каждой причины по 10-балльной шкале с точки зрения степени ее влияния на поселение брака (10- максимальная степень, 1- минимальная степень) | |
| 1.1.1.1 | |
| 1.1.12 | |
| 1.1.1.3 | |
| 1.1.2.1 | |
| 1.1.2.2 | |
| 1.1.2.3 | |
| 1.1.3.1 | |
| 1.1.3.2 | |
| 1.1.3.3 | |
| … | |
| 1.2.1.1 | |
| 1.2.1.2 | |
| 1.2.1.3 | |
| 1.2.2.1 | |
| 1.2.2.2 | |
| 1.2.2.3 | |
| 1.2.3.1 | |
| 1.2.3.2 | |
| 1.2.3.3 | |
| … | |
| 1.3.1.1 | |
| 1.3.1.2 | |
| 1.3.1.3 | |
| 1.3.2.1 | |
| 1.3.2.2 | |
| 1.3.2.3 | |
| 1.3.3.1 | |
| 1.3.3.2 | |
| 1.3.3.3 | |
| … | |
Таблица 6. Данные для построения диаграммы Парето при анализе брака изделия/услуги ___________________
| Причины n-го (последнего) порядка | Оценка каждой причины по 10-балльной шкале (из таблицы 4), проранжированные в порядке убывания значимости | Вес (значимость) каждой причины, % |
Кумулятивный вес (значимость) каждой причины, % |
| 1.1.1.1 | |||
| 1.1.12 | |||
| 1.1.1.3 | |||
| 1.1.2.1 | |||
| 1.1.2.2 | |||
| 1.1.2.3 | |||
| 1.1.3.1 | |||
| 1.1.3.2 | |||
| 1.1.3.3 | |||
| … | |||
| 1.2.1.1 | |||
| 1.2.1.2 | |||
| 1.2.1.3 | |||
| 1.2.2.1 | |||
| 1.2.2.2 | |||
| 1.2.2.3 | |||
| 1.2.3.1 | |||
| 1.2.3.2 | |||
| 1.2.3.3 | |||
| … | |||
| 1.3.1.1 | |||
| 1.3.1.2 | |||
| 1.3.1.3 | |||
| 1.3.2.1 | |||
| 1.3.2.2 | |||
| 1.3.2.3 | |||
| 1.3.3.1 | |||
| 1.3.3.2 | |||
| 1.3.3.3 | |||
| … | |||
| ИТОГО | 100% |
7.2.3 Постройте диаграмму Парето по данным таблицы 6, определите графически причины, вызывающие 80% брака.
Проведите анализ диаграммы Парето, сделайте выводы. Разработайте корректирующие/предупреждающие мероприятия по устранению/предупреждению каждой из причин.
Применение методологии Poka-Yoke (Концепция «Бережливое производство»)
Для выполнения данного пункта используется сформированный в п. 6.5 перечень дефектов/причин, по который значение ПЧР превышает 100 (максимально допустимый уровень ПЧР), а также частично – данные таблиц 2 и 3.
8.1 Определите степень приоритетности проблем – проранжируйте их в соответствии с расчетным уровнем ПЧР
8.2 Заполните таблицу 7.
Таблица 7. Применение методологии Poka-Yoke для защиты от потенциальных несоответствий с уровнем ПЧР>100
Заключение
(0,5 – 1страница).
Poka-yoke (звучит как пока ёкэ) — забавный на слух японский термин, который обозначает один из инструментов бережливого производства. Оказывается, мы сталкиваемся с ним каждый день. Только на русском он звучит как «принцип нулевой ошибки» или «защита от дурака».
На английский poka-yoke дословно переводится как «avoid mistakes», т.е. «избегать ошибок». А на практике используется адаптированный перевод — mistake proofing или error proofing (защита от ошибок).
Poka-yoke — это методы и приспособления, которые помогают избежать ошибок или вовремя выявить их в процессе произодства при управлении проектом.
Устройства защиты от дурака предохраняют не просто от ошибок, а от ошибок, вызванных человеческим фактором:
- невнимательностью
- забывчивостью
- неосторожностью
- незнанием
- усталостью
- и даже саботажем.
Люди ошибаются, а poka-yoke приспособления не дают им допустить ошибку.
Принцип действия poka-yoke характеризуются:
- стопроцентным охватом проверки
- быстрой обратной связью
- низкой стоимостью и простотой.
Устройства poka-yoke работают по принципу pass no defect — не пропустить ни одного дефекта.
История создания методов poka-yoke
Poka-yoke призван устранить ошибки, основанные на человеческом факторе. Защита от ошибок использовалась на предприятиях в том или ином виде задолго до формирования концепции poka-yoke. Формализовали эту систему в Toyota.
Изобретатель методов poka-yoke — японский инженер Сигео Синго (1909-1990), эксперт в области производства и один из создателей производственной системы Toyota. Сигео Синго разработал подход Zero Quality Control (ZQC), или Zero Defects (ноль дефектов).
Zero defects метод основан на убеждении, что возникновению дефектов препятствует такой контроль производственного процесса, при котором дефект не возникнет, даже если машина или человек совершат ошибку.
Акцент контроля качества смещается с проверки готовой продукции на факт брака на предупреждение возникновения брака на каждом этапе производства.
При этом ключевая роль в предупреждении дефектов принадлежит производственному персоналу, который вовлечен в процесс обеспечения качества.
Poka-yoke или метод нулевой ошибки — один из ключевых аспектов ZQC. Система poka-yoke использует сенсоры или другие устройства, которые буквально не дают оператору совершить ошибку.
Они регулируют производственный процесс и предотвращают дефекты одним из двух способов:
- Система контроля — останавливает оборудование, когда возникает нарушение нормы, или блокирует заготовку зажимами, чтобы она не двигалась дальше по конвейеру, пока не будет обработана как требуется. Это более предпочтительная система, поскольку она не зависит от оператора.
- Система предупреждения — посылает оператору сигнал остановить машину или устранить проблему. Зависит от оператора, поэтому человеческий фактор не полностью исключен.
Poka-yoke не ищет виновных в ошибках, цель метода — найти и устранить слабые места в производственной системе, из-за которых ошибка стала возможной.
Уровни устройств poka-yoke
Способы защиты от дурака делятся на три уровня по возрастанию эффективности:
- 1-й уровень — обнаруживает несоответствие деталей или продукции. Система обнаруживает дефектную деталь, но не отбрасывает её.
- 2-й уровень — не допускает несоответствие. Система не дает обработать дефектную деталь на следующей стадии производственного процесса.
- 3-й уровень — конструкционная защита, например, изделие имеет такую конструкцию, что установить или собрать его непредусмотренным образом невозможно.
Принципы защиты от ошибок
Существует шесть принципов или методов защиты от ошибок. Они перечислены в порядке приоритета:
- Устранение: этот метод устраняет возможность ошибки путем редизайна продукта или процесса так, чтобы проблемная операция или деталь вообще больше не требовались.
Пример: упрощение продукта или соединение деталей, чтобы избежать дефектов продукта или сборки. - Замещение: чтобы повысить надежность, нужно заменить непредсказуемый процесс на более надежный.
Пример: Использование роботизации и автоматизации, чтобы предотвратить ошибки ручной сборки. Применение автоматических диспенсеров или аппликаторов для точной дозировки жидких материалов. - Предупреждение: инженеры-конструкторы должны разработать такой продукт или процесс, чтобы вообще невозможно было совершить ошибку.
Пример: Конструктивные особенности деталей, которые допускают только правильную сборку; уникальные разъемы для избежания неправильного подключения кабелей; симметричные детали, которые позволяют избежать неправильной установки. - Облегчение: Использование определенных методов и группирование шагов облегчают выполнение процесса сборки.
Пример: Визуальные элементы управления, которые включают цветовое кодирование, маркировку деталей. Промежуточный ящик, который визуально контролирует, чтобы все детали были собраны. Нанесение характеристик на детали. - Обнаружение: Ошибки обнаруживаются до того, как они перейдут на следующий производственный процесс, чтобы оператор мог быстро исправить проблему.
Пример: Сенсорные датчики в производственном процессе, которые определяют, что детали собраны неправильно. - Смягчение: Старание уменьшить влияние ошибок.
Пример: Предохранители для предотвращения перегрузки цепей в результате коротких замыканий.
Основные методы poka-yoke
Существует три типа методов защиты от ошибок: контактные методы, считывающие методы и методы последовательного движения.
Контактные методы
Определяют, контактирует ли деталь или продукт физически или энергетически с чувствительным элементом. Примером физического контакта может быть концевой переключатель, который прижимается и подает сигнал, когда его подвижные механизмы касаются изделия. Пример энергетического контакта — фотоэлектрические пучки, которые чувствуют, когда что-то не так в проверяемом объекте.
Лучшие контактные методы — это пассивные устройства, такие как направляющие штыри или блоки, которые не дают неправильно разместить заготовки на конвейере.
Считывающие методы
Следует использовать, когда рабочий процесс делится на фиксированное количество операций, или продукт состоит из фиксированного количества деталей. В соответствии с этим методом устройство считывает количество деталей и передает продукт на следующий процесс только, когда достигнуто нужное значение.
Методы последовательного движения
Определяют, выполнена ли операция в заданный период времени. Также могут использоваться, чтобы проверить, выполняются ли операции в правильной последовательности. В этих методах обычно используют сенсоры или устройства с фотоэлектрическими выключателями, подключенные к таймеру.
Типы чувствительных устройств
Существует три типа чувствительных устройств, применяемых для защиты от ошибок:
- сенсоры физического контакта
- сенсоры энергетического контакта
- сенсоры, которые определяют изменения физических условий.
Сенсоры физического контакта
Этот тип устройств работает по принципу физического касания детали или части оборудования. Обычно такое устройство посылает электронный сигнал в момент контакта. Вот некоторые примеры таких устройств:
- Концевые переключатели — подтверждают наличие и положение объектов, которые касаются маленького рычага на переключателе. Самые распространенные и недорогие устройства.
- Сенсорные переключатели — аналогичны концевым выключателям, но активируются легким прикосновением объекта к тонкой «антенне».
- Триметрон — это чувствительные игольчатые датчики, которые посылают сигналы для звукового оповещения или остановки оборудования, когда измерения объекта выходят за пределы допустимого диапазона.
Энергетические сенсорные датчики
В этих устройствах для выявления ошибки служит не физический, а энергетический контакт. Вот некоторые примеры:
- Бесконтактные переключатели — эти устройства используют лучи света для проверки прозрачных объектов, оценки сварных швов и проверки правильности цвета или размера объекта, прохождения объектов на конвейере, поставки и подачи деталей на конвейер.
- Лучевые датчики — похожи на бесконтактные переключатели, но для обнаружения ошибок используют лучи электронов.
Сенсор проверяет наличие крышек на бутылках. Если крышка отсутствует или плохо закручена, бутылка автоматически убирается с конвейера.
К другим типам энергетических сенсорных устройств относятся:
- Волоконные датчики
- Датчики площади
- Датчики положения
- Датчики габаритов
- Датчики вибрации
- Датчики перемещения
- Датчики для обнаружения проходов металла
- Датчики цветовой маркировки
- Датчики контроля двойной подачи
- Датчики положения объекта сварки
Сенсоры, которые определяют изменения физических условий
Этот тип датчиков определяет изменение условий производства, таких как давление, температура или электрический ток. В пример можно привести датчики давления, термостаты, измерительные реле.
7 ключей к внедрению эффективной системы защиты от ошибок
Чтобы эффективно внедрить метод нулевой ошибки, нужно отталкиваться от следующих рекомендаций:
- Сформируйте команду для внедрения poka-yoke и всегда учитывайте мнение людей, которые непосредственно участвуют в производственном процессе. В этом случае успех вероятнее, чем при привлечении внешних технических экспертов.
- Используйте систематизирование потока ценности, чтобы определить, где нужно повысить стабильность процесса. Это позволит сосредоточиться на областях, которые будут влиять на непрерывный поток.
- Используйте систематизирование процесса внутри выбранной области, чтобы четко определить каждый шаг процесса.
- Применяйте простую методологию решения проблем, например, диаграмму причинно-следственных связей, чтобы определить коренные причины проблем внутри процесса. Так вы выявите те шаги процесса, которые требуют внедрения защиты от ошибок.
- Используйте самую простую работающую технологию poka-yoke. Во многих случаях такие простые устройства как направляющие штифты и концевые выключатели будут отлично справляться. Однако в других случаях понадобятся более сложные системы.
- Отдавайте предпочтение контролирующим, а не предупреждающим системам, поскольку контролирующие системы не зависят от оператора.
- Заведите стандартную форму для каждого устройства poka-yoke со следующими полями:
- проблема
- тревожный сигнал
- действия в случае чрезвычайной ситуации
- способ и частота подтверждения правильности работы
- способ проверки качества в случае поломки.
Poka-yoke устройства вокруг нас
Люди допускают ошибки не только на производстве, но и в процессе использования продуктов. Эти ошибки ведут, как минимум, к поломкам, как максимум, к возникновению серьезной опасности. Поэтому производители встраивают защиту от дурака в конструкцию своих изделий.
Poka-yoke в быту
Например, электрочайник отключится сам, когда вода закипит, благодаря датчику пара. Вы не забудете его выключить. Свисток на обычном чайнике для плиты — тоже что-то вроде poka-yoke приспособления.
Стиральная машина не начнет стирать, пока вы плотно не закроете дверцу, а значит, потопа не будет.
Ребенок не попробует лекарство, которое упаковано в баночку со специальной защитой от детей.
Лифт автоматически откроет двери, если наткнется на препятствие при закрытии.
Современный утюг выключится сам, если вы про него забудете.
Poka-yoke в автомобиле
Современные автомобили просто напичканы устройствами защиты от дурака. Правда, они не такие дешевые, как предполагает концепция poka-yoke, но зато спасают жизни.
К ним относятся активные и пассивные системы безопасности, например:
- система экстренного торможения
- система обнаружения пешеходов
- парковочная система
- система кругового обзора
- система аварийного рулевого управления
- система ночного видения
- система распознавания дорожных знаков
- система контроля усталости водителя.
Poka-yoke в программном обеспечении
Классический пример Poka Yoke — элементы интерфейса, которые запрашивают подтверждение на удаление данных, чтобы пользователь случайно не стер нужную информацию. Чтобы вы случайно не удалили изменения в вордовском файле, система предложит вам его сохранить. Google пошел еще дальше и сам сохраняет изменения после ввода каждого символа.
Примерами защиты от дурака могут быть обязательные поля форм и поля с заданным форматом ввода данных.
Книги по теме
Zero Quality Control: Source Inspection and the Poka-Yoke System / Shigeo Shingo
Книга от создателя системы poka-yoke Сигео Синго, впервые опубликованная в 1986 году. В ней автор обосновывает важность применения устройств защиты от ошибок для достижения безупречного качества продукции. Он называет 112 примеров устройств poka-yoke, работающих в цехах. Внедрение этих устройств обошлось меньше $100.
Poka-Yoke: Improving Product Quality by Preventing Defects / Nikkan Kogyo Shimbun
Первая часть книги в простой иллюстрированной форме рассказывает о концепции poka-yoke и ее особенностях. Во второй части автор приводит множество примеров устройств защиты от ошибок, используемых на японских предприятиях.
Вердикт
Система poka-yoke — очередное гениальное изобретение японцев. За 30 лет устройства poka-yoke эволюционировали вместе с производственным оборудованием. Они перестали быть дешевыми, как гласит один из принципов концепции, но стали гораздо эффективнее.
Сейчас это современные сенсоры, датчики, конструктивные особенности линий, которые обнаруживают дефектные детали и заготовки среди тысяч других и сами удаляют их с конвейера.
Само понятие защиты от ошибок стало шире: специальные устройства, конструктивные особенности и просто предупреждения оберегают нас от ошибок в повседневной жизни.
Благодаря poka-yoke у нас определенно меньше проблем.
Post Views:
5 445
Что означает “ПОКА-ЁКЭ”?
Термин “пока-ёкэ” переводится как “предупреждение ошибок” или “предупреждение отклонений”. Цель инструмента “пока-ёкэ” — предотвратить появление дефектов благодаря своевременному обнаружению, исправлению и устранению ошибок в первоисточнике проблем. Сам термин был придуман в 1960 — х годах японским инженером Сигэо Синго, одним из создателей производственной системы Тойота. Сам Сигэо Синго называл метод пока-ёкэ методом “защиты от дурака”.
Инструмент “пока-ёкэ” позволяет улучшить производственные процессы с точки зрения качества. С помощью этого инструмента ошибки можно предотвратить, либо выявить их сразу после возникновения. Это позволяет не попадать дефектам на последующие производственные процессы. Более того, незамедлительное решение проблем позволяет значительно сократить время, по сравнению с тем, если бы пришлось искать причины дефекта или ошибки, обнаруженные на последнем этапе производственного цикла.
Почему возникают ошибки?
Работники совершают ошибки не потому, что не соблюдают стандарты или правила выполнения процедур и работ. Людям просто свойственно ошибаться. Ошибки свидетельствуют о несостоятельности систем и методов, применяемых в работе. А возникновение ошибок случается потому, что данный метод позволяет их допускать. В бережливом производстве такой подход позволяет возложить ответственность за ошибки не на людей, а систему. Работники, избавленные от обвинений, могут сосредоточить свои силы на разработке методов, исключающих возникновение ошибок.
При разработке эффективного метода предупреждения ошибок, нужно сосредоточиться на следующих вопросах:
- Как и почему совершается ошибка?
- Какие обстоятельства ведут к появлению ошибки?
- Носит ли ошибка случайный характер или появляется систематически?
- Как много людей совершают эту ошибку: все или трудности испытывает только один человек?
Если ошибку совершает один человек, то необходимо пересмотреть стандарты работы и убедиться, что никакие этапы не пропущены или не доработаны. Если ошибка допускается массово, то здесь уже необходимо задуматься об отсутствии необходимых сведений или нечетких инструкциях. Самое трудное — найти первопричину ошибок и подойти творчески к ее решению. Ошибки исключить полностью невозможно. Однако, можно встроить методы и средства обнаружения дефектов, чтобы ошибки или дефекты не оказались у потребителя.
Как внедрить пока-ёкэ в производственный процесс?
Пока-ёкэ можно внедрить в любой производственный процесс, где возникают ошибки.
- Необходимо определить место или зону, где могут возникать человеческие ошибки.
- Определить источник каждой возможной ошибки.
- Подумать, каким образом можно избежать возникновение каждой возможной ошибки. Рассмотреть возможность устранения действий или шагов, которые могут стать причиной ошибки.
- Если невозможно избежать возникновение ошибки, придумайте, каким тогда образом можно обнаружить возникающий дефект.
- Протестировать выбранные методы устранения ошибок и внедрить их в работу.
Преимущества от внедрения пока-ёкэ
- Сокращение времени на обучение работников. Поскольку работникам не придется заниматься этими вопросами, то и обучение не потребует дополнительных усилий.
- Инструмент пока-ёкэ способствуют развитию самообучающейся организации, поскольку, как уже говорилось выше, люди будут тратить ресурсы на поиск и решение проблем.
- Способствует улучшению безопасности на рабочем месте, так как включает в себя предотвращение ошибок, несущих риск или угрозу несчастных случаев на рабочем месте, особенно на производстве.
- Рост производительности, который будет плавно расти за счет того, что ошибки предусмотрены, а дефекты вовремя обнаружены и устранены.
Примеры защиты от ошибок пока-ёкэ в повседневной жизни:
- Средства безопасности автомобилей. Например, звуковой сигнал, если не пристегнут ремень безопасности или не закрыта дверь. В современных автомобилях даже встроен звуковой сигнал, если водитель покидает полосу движения
- Системы защиты в бытовой технике. Стиральная машина и микроволновая печь не запустятся, пока дверца не будет закрыта
- Датчики на дверях лифта, которые не позволяют закрыться дверям. если есть препятствие.
- Автоматические выключатели в домашней электросети предотвращают возникновение перегрузок.
Примеры использования пока-ёкэ на производстве:
- Сенсорные датчики, которые определяют когда открыта крышка оборудования. Если во время работы крышку поднять, то оборудование автоматически остановится.
- Использование антистатических средств защиты в радиоэлектронной промышленности для защиты от статического электричества, которое может повредить продукцию.
- Защитные коврики рядом с опасными участками оборудования, которые останавливают оборудование, если на них кто-то наступит.
- В пищевой промышленности используется только синие перчатки, так как при случайном их попадании в продукцию, синий цвет легче всего обнаружить.
Семь видов потерь на производстве и инструменты для устранения потерь
Система 5S и визуальный контроль в бережливом производстве
Концепция Канбан и система вытягивания на производстве
14 принципов менеджмента Тойота
Что такое поток единичных изделий и его отличие от массового производства
Разработка и внедрение карты потока создания ценности
Кайдзен — инструмент непрерывного улучшения. Как внедрить кайдзен?
Стандартизация процессов и процедур
Генти генбуцу — концепция личного участия
Принцип Дзидока: остановка процесса ради встраивания качества
Андон и визуальный контроль на производстве
Энциклопедия
22 мая 2017
0 комментариев
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
создание предпосылок для бездефектной работы,
внедрение методов бездефектной работы,
систематическое устранение возникших ошибок,
принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
При контроле завершенного процесса.
При проверке в ходе выполнения процесса самим работником.
При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
устройства;
позиционирование на сверлильной стойке;
обучение персонала;
оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
- создание предпосылок для бездефектной работы,
- внедрение методов бездефектной работы,
- систематическое устранение возникших ошибок,
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
- При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
- При контроле завершенного процесса.
- При проверке в ходе выполнения процесса самим работником.
- При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
- устройства;
- позиционирование на сверлильной стойке;
- обучение персонала;
- оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
- Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
- 100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
- Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО


Большая часть несчастных случаев на производстве происходят из-за человеческого фактора: человек торопится, пытается сделать, как ему кажется, лучше, либо просто не знает, как работать с тем или иным оборудованием, и в результате получает травмы. А возможно ли организовать работу так, чтобы само оборудование исключало риск возникновения ошибки? Рассказываем в статье.

Анастасия Мизирева
Менеджер по охране труда и экологии ООО «Керри»
Обзоры, интервью, свежие новости и изменения в законодательстве — оперативно в нашем Telegram-канале. О самых важных событиях — в нашей группе ВКонтакте.
Человеческий фактор при возникновении несчастного случая
Одна из главных задач специалиста по охране труда — предотвращение возникновения на предприятии несчастных случаев и «почти происшествий» (near-miss).
Когда происходит несчастный случай, а в некоторых компаниях даже при возникновении near-miss, работодатель создает комиссию для расследования причин его возникновения. Согласно статистике Международной организации труда, 96% всех несчастных случаев происходят из-за человеческого фактора и лишь 4% — из-за опасных условий и неисправностей оборудования.
Для предотвращения повторения происшествия, как правило, реализуются различные мероприятия организационного характера. Наиболее распространённые:
- внесение изменений в документацию (например, рабочую инструкцию или инструкцию по охране труда);
- внеплановый инструктаж работников для ознакомления с информацией о случившемся;
- дополнительное обучение и/или проверка знаний сотрудников на предмет выявления «пробелов» в знаниях;
- ремонт оборудования в тех случаях, когда причиной стала его некорректная работа.
Большинство из этих мероприятий направлено на изменение поведения человека на основе знаний и понимания рисков и опасностей. Но что делать, если обучение или инструктаж не даёт положительного эффекта? Тогда нужно работать с самим технологическим оборудованием, приёмами выполнения работ и рабочими местами. Такую работу можно организовать с помощью инструментов Poka Yoke.
Что такое Poka Yoke?
Инструменты Poka-yoke (читается как «пока ёкэ») — это приспособления и методы работы, которые помогают избежать ошибок, обусловленных человеческим фактором, или вовремя выявить их в процессе производства.
Подход, благодаря которому ошибки выявляются на уровне производства, а не результата, впервые был формально закреплён на заводах Toyota в Японии в 1960-х годах, и относился к контролю качества. Сигео Синго, эксперт в области производства, разработал концепцию Zero Defects, направленную на снижение производственного брака. Контроль качества продукции смещался с проверки готовой продукции на предупреждение брака на каждом отдельном этапе производства.
«Самый лучший подход — выискивать и устранять проблемы там, где они, казалось бы, не существуют» — Сигео Синго, разработчик концепции, которая легла в основу Poka Yoke.

Позже подход, относящийся к контролю качества, стал распространяться и на охрану труда, получив название Poka Yoke (происходит от двух японских слов: poka — избегать, yokeru — ошибка).
В России этот термин ассоциируется с «принципом нулевой ошибки», ещё его называют «защитой от дурака», что переводится на английский как «foolproof». Обращались к нему ещё в Советском Союзе — об этом свидетельствует отрывок из утратившего силу ГОСТ 27.002-89, где поясняется термин «надёжность»: «Для характеристики отказоустойчивости по отношению к человеческим ошибкам в последнее время начали употреблять термин fool-proof concept».
На практике принцип Poka Yoke может применяться двумя способами:
- Создание системы, которая будет предотвращать развитие неблагоприятной ситуации.
- Создание системы, в которой полностью исключено возникновение ошибки (более предпочтительный способ).
Зачастую такие технические решения не требуют больших дополнительных затрат, не влекут за собой потребность в ресурсах и не влияют на стоимость продукции.
Практика применения Poka Yoke
Примеры применения защиты от происшествий мы можем увидеть в повседневной жизни:
- электрочайник отключается автоматически при закипании воды;
- при затухании огня на газовых плитах и в духовых шкафах останавливается подача газа;
- для опасных веществ делают крышки с защитой от открывания их детьми;
- двери лифта автоматически открываются при столкновении с препятствием при закрытии;
- SIM-карту мобильного телефона невозможно установить неправильно из-за того, что один из углов «срезан».
Стремясь обезопасить человека при выполнении работ, инженеры постоянно придумывают инновационные решения. Например, американский физик Стив Гасс в 1999 году изобрёл циркулярную пилу со стоп-механизмом Saw Stop, которая останавливается при касании с человеческой кожей в течение 5 миллисекунд.

Для обеспечения безопасности персонала на работе в компании Керри также внедрены инструменты Poka Yoke. Приведём некоторые из них.
Для запуска механизма конвейера необходимо нажать две кнопки, находящиеся в разных его частях — так, чтобы нельзя было достать одной рукой.
Для перекрытия опасных участков пути на производстве установлены физические барьеры.
На оборудовании установлены специальные двери (ворота), которые открываются только в том случае, если оборудование отключено.
К острым и движущимся частям оборудования ограничивают доступ концевые выключатели. Снять их можно только с помощью отвёртки специфичной формы (звёздочка), которая выдаётся только специализированному персоналу.

Как внедрить систему?
До разбора алгоритма внедрения Poka Yoke нужно разобраться с существующими принципами защиты от ошибок. Перечислим их в порядке приоритета использования.
Устранение проблемы. Изменение дизайна оборудования/рабочего места так, чтобы проблемная операция или оборудование больше не требовались.
Замещение. Выбирается более надёжный процесс взаимен непредсказуемого путём роботизации или автоматизации.
Предупреждение. Устройство оборудования/процесса само по себе исключает совершение ошибки (уникальные разъёмы во избежание неправильного подключения кабелей).
Облегчение. Группировка шагов, визуальное упрощение механизмов/работ (цветовое кодирование, маркировка).
Обнаружение. Внедрение системы, которая бы обнаружила ошибки до того, как они превратятся в проблему, чтобы оператор мог быстро их исправить (датчики касания).
Смягчение. Внедрение механизмов, которые снизят результат влияния ошибок, если они всё же произошли (предохранители для предотвращения перегрузки цепей в случае короткого замыкания).
Сам процесс внедрения системы предупреждения ошибок можно разделить на несколько этапов.
| Наименование этапа | Действия |
|---|---|
| Подготовительный |
|
| Тестирование |
|
| Анализ |
|
| Внедрение | В случае удачного решения распространить его на другие единицы оборудования/участки |
Таким образом, у Poka-Yoke есть ряд преимуществ, заставляющих обратить внимание на эту концепцию. Система защищает каждого работника в том месте, где она установлена, даёт быструю обратную связь и отличается сравнительно низкой стоимостью и простотой реализации.