
Энциклопедия
22 мая 2017
0 комментариев
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
создание предпосылок для бездефектной работы,
внедрение методов бездефектной работы,
систематическое устранение возникших ошибок,
принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
При контроле завершенного процесса.
При проверке в ходе выполнения процесса самим работником.
При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
устройства;
позиционирование на сверлильной стойке;
обучение персонала;
оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
- создание предпосылок для бездефектной работы,
- внедрение методов бездефектной работы,
- систематическое устранение возникших ошибок,
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
- При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
- При контроле завершенного процесса.
- При проверке в ходе выполнения процесса самим работником.
- При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
- устройства;
- позиционирование на сверлильной стойке;
- обучение персонала;
- оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.

Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
- Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
- 100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
- Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО


Poka-yoke (звучит как пока ёкэ) — забавный на слух японский термин, который обозначает один из инструментов бережливого производства. Оказывается, мы сталкиваемся с ним каждый день. Только на русском он звучит как «принцип нулевой ошибки» или «защита от дурака».
На английский poka-yoke дословно переводится как «avoid mistakes», т.е. «избегать ошибок». А на практике используется адаптированный перевод — mistake proofing или error proofing (защита от ошибок).
Poka-yoke — это методы и приспособления, которые помогают избежать ошибок или вовремя выявить их в процессе произодства при управлении проектом.
Устройства защиты от дурака предохраняют не просто от ошибок, а от ошибок, вызванных человеческим фактором:
- невнимательностью
- забывчивостью
- неосторожностью
- незнанием
- усталостью
- и даже саботажем.
Люди ошибаются, а poka-yoke приспособления не дают им допустить ошибку.
Принцип действия poka-yoke характеризуются:
- стопроцентным охватом проверки
- быстрой обратной связью
- низкой стоимостью и простотой.
Устройства poka-yoke работают по принципу pass no defect — не пропустить ни одного дефекта.
История создания методов poka-yoke
Poka-yoke призван устранить ошибки, основанные на человеческом факторе. Защита от ошибок использовалась на предприятиях в том или ином виде задолго до формирования концепции poka-yoke. Формализовали эту систему в Toyota.
Изобретатель методов poka-yoke — японский инженер Сигео Синго (1909-1990), эксперт в области производства и один из создателей производственной системы Toyota. Сигео Синго разработал подход Zero Quality Control (ZQC), или Zero Defects (ноль дефектов).
Zero defects метод основан на убеждении, что возникновению дефектов препятствует такой контроль производственного процесса, при котором дефект не возникнет, даже если машина или человек совершат ошибку.
Акцент контроля качества смещается с проверки готовой продукции на факт брака на предупреждение возникновения брака на каждом этапе производства.
При этом ключевая роль в предупреждении дефектов принадлежит производственному персоналу, который вовлечен в процесс обеспечения качества.
Poka-yoke или метод нулевой ошибки — один из ключевых аспектов ZQC. Система poka-yoke использует сенсоры или другие устройства, которые буквально не дают оператору совершить ошибку.
Они регулируют производственный процесс и предотвращают дефекты одним из двух способов:
- Система контроля — останавливает оборудование, когда возникает нарушение нормы, или блокирует заготовку зажимами, чтобы она не двигалась дальше по конвейеру, пока не будет обработана как требуется. Это более предпочтительная система, поскольку она не зависит от оператора.
- Система предупреждения — посылает оператору сигнал остановить машину или устранить проблему. Зависит от оператора, поэтому человеческий фактор не полностью исключен.
Poka-yoke не ищет виновных в ошибках, цель метода — найти и устранить слабые места в производственной системе, из-за которых ошибка стала возможной.
Уровни устройств poka-yoke
Способы защиты от дурака делятся на три уровня по возрастанию эффективности:
- 1-й уровень — обнаруживает несоответствие деталей или продукции. Система обнаруживает дефектную деталь, но не отбрасывает её.
- 2-й уровень — не допускает несоответствие. Система не дает обработать дефектную деталь на следующей стадии производственного процесса.
- 3-й уровень — конструкционная защита, например, изделие имеет такую конструкцию, что установить или собрать его непредусмотренным образом невозможно.
Принципы защиты от ошибок
Существует шесть принципов или методов защиты от ошибок. Они перечислены в порядке приоритета:
- Устранение: этот метод устраняет возможность ошибки путем редизайна продукта или процесса так, чтобы проблемная операция или деталь вообще больше не требовались.
Пример: упрощение продукта или соединение деталей, чтобы избежать дефектов продукта или сборки. - Замещение: чтобы повысить надежность, нужно заменить непредсказуемый процесс на более надежный.
Пример: Использование роботизации и автоматизации, чтобы предотвратить ошибки ручной сборки. Применение автоматических диспенсеров или аппликаторов для точной дозировки жидких материалов. - Предупреждение: инженеры-конструкторы должны разработать такой продукт или процесс, чтобы вообще невозможно было совершить ошибку.
Пример: Конструктивные особенности деталей, которые допускают только правильную сборку; уникальные разъемы для избежания неправильного подключения кабелей; симметричные детали, которые позволяют избежать неправильной установки. - Облегчение: Использование определенных методов и группирование шагов облегчают выполнение процесса сборки.
Пример: Визуальные элементы управления, которые включают цветовое кодирование, маркировку деталей. Промежуточный ящик, который визуально контролирует, чтобы все детали были собраны. Нанесение характеристик на детали. - Обнаружение: Ошибки обнаруживаются до того, как они перейдут на следующий производственный процесс, чтобы оператор мог быстро исправить проблему.
Пример: Сенсорные датчики в производственном процессе, которые определяют, что детали собраны неправильно. - Смягчение: Старание уменьшить влияние ошибок.
Пример: Предохранители для предотвращения перегрузки цепей в результате коротких замыканий.
Основные методы poka-yoke
Существует три типа методов защиты от ошибок: контактные методы, считывающие методы и методы последовательного движения.
Контактные методы
Определяют, контактирует ли деталь или продукт физически или энергетически с чувствительным элементом. Примером физического контакта может быть концевой переключатель, который прижимается и подает сигнал, когда его подвижные механизмы касаются изделия. Пример энергетического контакта — фотоэлектрические пучки, которые чувствуют, когда что-то не так в проверяемом объекте.
Лучшие контактные методы — это пассивные устройства, такие как направляющие штыри или блоки, которые не дают неправильно разместить заготовки на конвейере.
Считывающие методы
Следует использовать, когда рабочий процесс делится на фиксированное количество операций, или продукт состоит из фиксированного количества деталей. В соответствии с этим методом устройство считывает количество деталей и передает продукт на следующий процесс только, когда достигнуто нужное значение.
Методы последовательного движения
Определяют, выполнена ли операция в заданный период времени. Также могут использоваться, чтобы проверить, выполняются ли операции в правильной последовательности. В этих методах обычно используют сенсоры или устройства с фотоэлектрическими выключателями, подключенные к таймеру.
Типы чувствительных устройств
Существует три типа чувствительных устройств, применяемых для защиты от ошибок:
- сенсоры физического контакта
- сенсоры энергетического контакта
- сенсоры, которые определяют изменения физических условий.
Сенсоры физического контакта
Этот тип устройств работает по принципу физического касания детали или части оборудования. Обычно такое устройство посылает электронный сигнал в момент контакта. Вот некоторые примеры таких устройств:
- Концевые переключатели — подтверждают наличие и положение объектов, которые касаются маленького рычага на переключателе. Самые распространенные и недорогие устройства.
- Сенсорные переключатели — аналогичны концевым выключателям, но активируются легким прикосновением объекта к тонкой «антенне».
- Триметрон — это чувствительные игольчатые датчики, которые посылают сигналы для звукового оповещения или остановки оборудования, когда измерения объекта выходят за пределы допустимого диапазона.
Энергетические сенсорные датчики
В этих устройствах для выявления ошибки служит не физический, а энергетический контакт. Вот некоторые примеры:
- Бесконтактные переключатели — эти устройства используют лучи света для проверки прозрачных объектов, оценки сварных швов и проверки правильности цвета или размера объекта, прохождения объектов на конвейере, поставки и подачи деталей на конвейер.
- Лучевые датчики — похожи на бесконтактные переключатели, но для обнаружения ошибок используют лучи электронов.
Сенсор проверяет наличие крышек на бутылках. Если крышка отсутствует или плохо закручена, бутылка автоматически убирается с конвейера.
К другим типам энергетических сенсорных устройств относятся:
- Волоконные датчики
- Датчики площади
- Датчики положения
- Датчики габаритов
- Датчики вибрации
- Датчики перемещения
- Датчики для обнаружения проходов металла
- Датчики цветовой маркировки
- Датчики контроля двойной подачи
- Датчики положения объекта сварки
Сенсоры, которые определяют изменения физических условий
Этот тип датчиков определяет изменение условий производства, таких как давление, температура или электрический ток. В пример можно привести датчики давления, термостаты, измерительные реле.
7 ключей к внедрению эффективной системы защиты от ошибок
Чтобы эффективно внедрить метод нулевой ошибки, нужно отталкиваться от следующих рекомендаций:
- Сформируйте команду для внедрения poka-yoke и всегда учитывайте мнение людей, которые непосредственно участвуют в производственном процессе. В этом случае успех вероятнее, чем при привлечении внешних технических экспертов.
- Используйте систематизирование потока ценности, чтобы определить, где нужно повысить стабильность процесса. Это позволит сосредоточиться на областях, которые будут влиять на непрерывный поток.
- Используйте систематизирование процесса внутри выбранной области, чтобы четко определить каждый шаг процесса.
- Применяйте простую методологию решения проблем, например, диаграмму причинно-следственных связей, чтобы определить коренные причины проблем внутри процесса. Так вы выявите те шаги процесса, которые требуют внедрения защиты от ошибок.
- Используйте самую простую работающую технологию poka-yoke. Во многих случаях такие простые устройства как направляющие штифты и концевые выключатели будут отлично справляться. Однако в других случаях понадобятся более сложные системы.
- Отдавайте предпочтение контролирующим, а не предупреждающим системам, поскольку контролирующие системы не зависят от оператора.
- Заведите стандартную форму для каждого устройства poka-yoke со следующими полями:
- проблема
- тревожный сигнал
- действия в случае чрезвычайной ситуации
- способ и частота подтверждения правильности работы
- способ проверки качества в случае поломки.
Poka-yoke устройства вокруг нас
Люди допускают ошибки не только на производстве, но и в процессе использования продуктов. Эти ошибки ведут, как минимум, к поломкам, как максимум, к возникновению серьезной опасности. Поэтому производители встраивают защиту от дурака в конструкцию своих изделий.
Poka-yoke в быту

Например, электрочайник отключится сам, когда вода закипит, благодаря датчику пара. Вы не забудете его выключить. Свисток на обычном чайнике для плиты — тоже что-то вроде poka-yoke приспособления.
Стиральная машина не начнет стирать, пока вы плотно не закроете дверцу, а значит, потопа не будет.
Ребенок не попробует лекарство, которое упаковано в баночку со специальной защитой от детей.
Лифт автоматически откроет двери, если наткнется на препятствие при закрытии.
Современный утюг выключится сам, если вы про него забудете.
Poka-yoke в автомобиле

Современные автомобили просто напичканы устройствами защиты от дурака. Правда, они не такие дешевые, как предполагает концепция poka-yoke, но зато спасают жизни.
К ним относятся активные и пассивные системы безопасности, например:
- система экстренного торможения
- система обнаружения пешеходов
- парковочная система
- система кругового обзора
- система аварийного рулевого управления
- система ночного видения
- система распознавания дорожных знаков
- система контроля усталости водителя.
Poka-yoke в программном обеспечении
Классический пример Poka Yoke — элементы интерфейса, которые запрашивают подтверждение на удаление данных, чтобы пользователь случайно не стер нужную информацию. Чтобы вы случайно не удалили изменения в вордовском файле, система предложит вам его сохранить. Google пошел еще дальше и сам сохраняет изменения после ввода каждого символа.
Примерами защиты от дурака могут быть обязательные поля форм и поля с заданным форматом ввода данных.
Книги по теме
Zero Quality Control: Source Inspection and the Poka-Yoke System / Shigeo Shingo
Книга от создателя системы poka-yoke Сигео Синго, впервые опубликованная в 1986 году. В ней автор обосновывает важность применения устройств защиты от ошибок для достижения безупречного качества продукции. Он называет 112 примеров устройств poka-yoke, работающих в цехах. Внедрение этих устройств обошлось меньше $100.
Poka-Yoke: Improving Product Quality by Preventing Defects / Nikkan Kogyo Shimbun
Первая часть книги в простой иллюстрированной форме рассказывает о концепции poka-yoke и ее особенностях. Во второй части автор приводит множество примеров устройств защиты от ошибок, используемых на японских предприятиях.
Вердикт
Система poka-yoke — очередное гениальное изобретение японцев. За 30 лет устройства poka-yoke эволюционировали вместе с производственным оборудованием. Они перестали быть дешевыми, как гласит один из принципов концепции, но стали гораздо эффективнее.
Сейчас это современные сенсоры, датчики, конструктивные особенности линий, которые обнаруживают дефектные детали и заготовки среди тысяч других и сами удаляют их с конвейера.
Само понятие защиты от ошибок стало шире: специальные устройства, конструктивные особенности и просто предупреждения оберегают нас от ошибок в повседневной жизни.
Благодаря poka-yoke у нас определенно меньше проблем.
Время чтения: 7 мин.
Как известно, людям свойственно ошибаться. Иногда ошибки бывают настолько
глупыми, что человек никак не может понять, как он вообще умудрился сделать
нечто подобное. Когда уже поздно…
И вот такие глупейшие «необязательные» ошибки, которых, на первый взгляд
легко избежать, порой обходятся весьма дорого. Цифра, помещенная не в ту
колонку Excel, грамматическая ошибка в презентации, электронное письмо,
отправленное не тому адресату могут в буквальном смысле похоронить проект.
А такие ошибки, как баг в критически важном программном обеспечении или
оставленный инструмент в операционной ране переносят нас из области потерянных
возможностей в область профессиональной халатности.

Для того, чтобы избегать подобных глупых ошибок и существует метод poka-yoke (читается как пока-ёкэ). Изобретение (а точнее формализацию и адаптацию к условиям производства) этого метода приписывают японскому инженеру Сигэо Синго.
Название poka-yoke происходит от двух японских слов: избегать (yokeru) и
ошибка (poka). Изначально концепция Сигэо Синго называлась baka-yoke, что можно
перевести как «защита от идиота». Но когда, согласно легенде, Синго излагал
свои идеи перед рабочими производственной линии Toyota, одна из работниц
расплакалась. «Я не идиот!» — возмутилась она. Тогда инженер решил переименовать
концепцию в «защиту от ошибок», а не от идиота.1
Тем не менее, в русском языке poka-yoke традиционно обозначается как
«защита от дурака». Иногда poka-yoke называют принципом нулевой ошибки.
Принцип метода
Идея poka-yoke проста. В рабочий процесс необходимо закладывать механизмы, выявляющие ошибки, предотвращающие их или обеспечивающие выполнение процесса только надлежащим образом. Сигэо Синго искал простейшие, надежнейшие и наиболее дешевые способы создания таких механизмов.

Например, если необходимо, чтобы рабочий сборочной линии при выполнении определенного процесса использовал непременно три болта, следует доставлять ему болты в упаковке по три штуки. Тогда, если он вкрутит меньше трех болтов, то сразу заметит и исправит эту ошибку.1
Можно привести и бытовые примеры защиты от дурака. Например, в некоторых
автомобилях с механической коробкой передач перед тем как включить зажигание
нужно нажать педаль сцепления. А многие автомобили с автоматической коробкой не
заводятся, если коробка передач не стоит в положении «парковка». Наиболее
простой пример — дополнительное отверстие слива, расположенное у верхней кромки
раковины. Если забудете выключить воду — она не перельется через край.

В борьбе за чистоту речи
Майкл Шрейг из бизнес-школы при
Массачусетском технологическом институте приводит такой пример — уже из
профессиональной области. Он и его коллеги зачастую вели слишком эмоциональную
переписку, используя не слишком подходящую для рабочей коммуникации лексику.
Эмоции проходили, а испорченные отношения оставались. Тогда Шрейг создал
простой фильтр для исходящих сообщений, который не пропускал слова, типа
«идиот», «дебил», «придурок», «задница» и т.п. Если в сообщении были такие
слова, программа спрашивала: «Вы действительно хотите это отправить?» Если отправитель
выбирал «да», то следовал вопрос: «Вы уверены?»
Шрейг предложил свой poka-yoke фильтр Microsoft. Но компания не
заинтересовалась.1

В
наше время роль технологий как никогда велика. Пытаться заменить человека
технологией — стало всеобщей тенденцией. Ведущие хай-тек компании уже работают
над тем, чтобы создать автомобили без водителей, офисы без офисных работников,
станки без операторов и т.д. Но возможно, самое лучшее, что могут сделать
машины — это выявлять, минимизировать и устранять наши ошибки?
Poka-yoke
— пример Toyota

А
вот как используется принцип poka-yoke в компании Toyota, откуда, собственно,
этот принцип и происходит.
Вся
производственная система Toyota направлена на обеспечение максимальной
эффективности и безошибочных процессов. Часть системы — оборудование, которое
автоматически останавливается при возникновении ошибки. Это ведет к выявлению,
исправлению, а то и полному предотвращению ошибок.
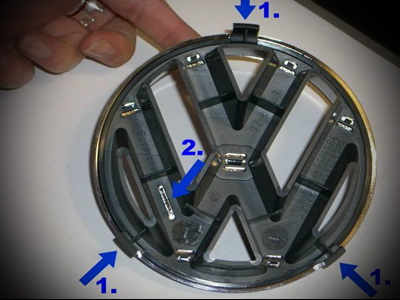
Другой
вариант обеспечения poka-yoke — оборудование, которое просто не позволяет
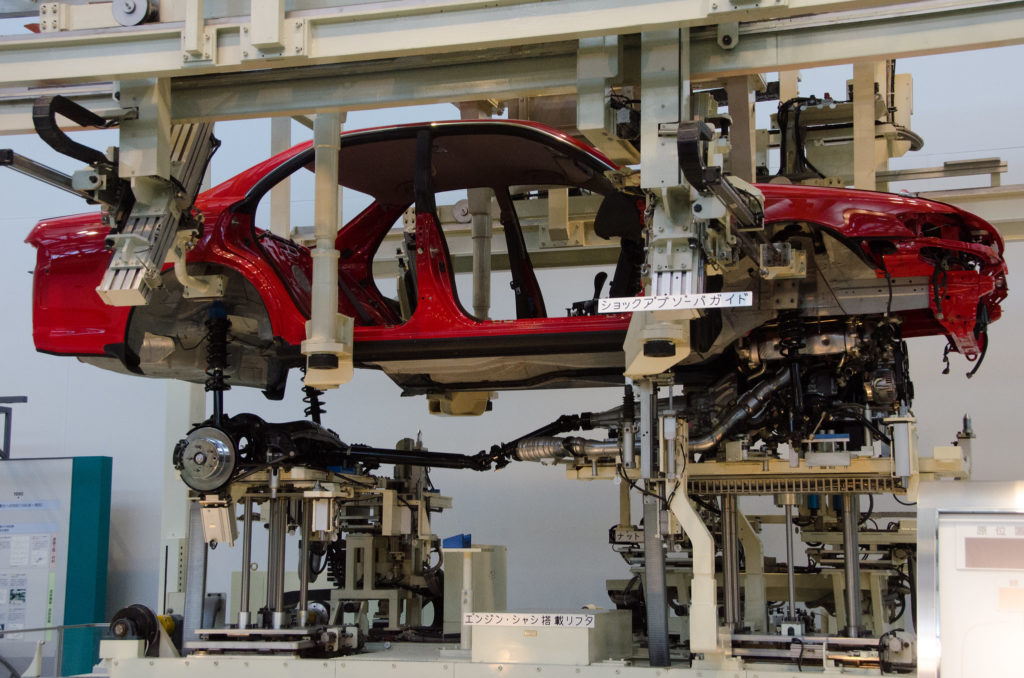
выполнение операций ненадлежащим образом. Например, удерживающие устройства,
используемые при вытачивании деталей, устроены на производстве Toyota таким
образом, что они позволяют удержание детали только в правильном положении.
Вставить деталь неправильным образом просто невозможно.2
И
подобные механизмы применяются в Toyota на самых разных этапах производства. В
целом, можно выделить механизмы poka-yoke, которые извещают оператора о
возможности возникновения ошибки, и механизмы, которые предотвращают
возникновение ошибок. Сигэо Синго назвал их предупреждающей poka-yoke и
контролирующей poka-yoke, соответственно.3
Ошибки неизбежны, но…

Сигэо Синго утверждает, что ошибки неизбежны на любом производстве. Но если на производстве имеются адекватные механизмы poka-yoke, то ошибки не переходят в дефекты. А устранение дефектов, в свою очередь, ведет к снижению стоимости ошибок.3
Релевантно: В чем секрет японского производства. Монодзукури — что это, и как оно работает
- Schrage M. Poka-Yoke is Not a Joke. Harvard Business Review. Feb 04, 2010.
- The official blog of Toyota GB — Poka-yoke – Toyota Production System guide.
- Shingo, Shigeo; Dillon, Andrew (1989). A study of the Toyota production system from an industrial engineering viewpoint. Portland, OR: Productivity Press
На главную ИЛИ ЧИТАТЬ ЕЩЕ:
 Ежедневная дорога на работу заставляет людей ненавидеть работу. Результаты исследований
Ежедневная дорога на работу заставляет людей ненавидеть работу. Результаты исследований
Исследования свидетельствуют, что нередко причиной ненависти к работе становится дорога на работу — ежедневный путь между домом и офисом.
- Лидерство в Японии и на западе — в чем различия
Лидерство в Японии отличается от западных представлений о лидерстве. У японцев лидерство не связано с такими категориями как харизма, видение и публичность. …
- Пример антикризисного управления, вошедший в учебники MBA. Johnson&Johnson и препарат Тайленол.
Семь человек умерли после приема препарата Тайленол. Вины производителя в этом не было. Прекрасный пример антикризисного управления продемонстрировала компания Johnson & Johnson.
- Авария в Мексиканском заливе. Уроки от British Petroleum
Авария в Мексиканском заливе произошла в связи с несколькими обстоятельствами. У трех компаний, работавших на платформе не оказалось необходимых процедур…
- Социальное происхождение лидера организации влияет на ее стратегию
Ученые выяснили, что социальное происхождение лидера компании влияет на его готовность идти на стратегические риски и на стратегию организа…
 Ежедневная дорога на работу заставляет людей ненавидеть работу. Результаты исследований
Ежедневная дорога на работу заставляет людей ненавидеть работу. Результаты исследований
 Лидерство в Японии и на западе — в чем различия
Лидерство в Японии и на западе — в чем различия
 Пример антикризисного управления, вошедший в учебники MBA. Johnson&Johnson и препарат Тайленол.
Пример антикризисного управления, вошедший в учебники MBA. Johnson&Johnson и препарат Тайленол.
 Авария в Мексиканском заливе. Уроки от British Petroleum
Авария в Мексиканском заливе. Уроки от British Petroleum
 Социальное происхождение лидера организации влияет на ее стратегию
Социальное происхождение лидера организации влияет на ее стратегию
- Насколько полезен консалтинг в области управления
Когда компания нанимает консультантов по управлению, она должна знать, что с вероятностью 70% она не получит того результата, на который рассчитывает. Это …
- Марк Цукерберг — дальтоник. Поэтому основной цвет Facebook — синий
Марк Цукерберг — дальтоник. Он страдает красно-зеленым дальтонизмом. Зато синий для него — самый яркий и насыщенный цвет.
- Высказывания Илона Маска о коронавирусе создали ему репутацию «технологического ковидиота No. 1» — по версии New York Post
В последнее время Илона Маска часто критикуют за пустословие. Высказывания Илона Маска о коронавирусе и последовавшие дела еще раз демонст…
- Средний возраст основателей бизнеса намного больше, чем принято думать. Создание успешного стартапа в 20 лет — красивый миф
Миф о двадцатилетнем основателе успешного бизнеса — часть современной культуры. На самом деле, средний возраст основателей бизнеса составл…
- Рид Хоффман начинающим предпринимателям. Вдохновляющая речь от создателя LinkedIn
Создатель LinkedIn, Рид Хоффман: плохие времена неизбежны для начинающего предпринимателя. Но они заставляют меняться к лучшему. Вдохновляющая речь…
 Насколько полезен консалтинг в области управления
Насколько полезен консалтинг в области управления
 Марк Цукерберг — дальтоник. Поэтому основной цвет Facebook — синий
Марк Цукерберг — дальтоник. Поэтому основной цвет Facebook — синий
 Высказывания Илона Маска о коронавирусе создали ему репутацию «технологического ковидиота No. 1» — по версии New York Post
Высказывания Илона Маска о коронавирусе создали ему репутацию «технологического ковидиота No. 1» — по версии New York Post
 Средний возраст основателей бизнеса намного больше, чем принято думать. Создание успешного стартапа в 20 лет — красивый миф
Средний возраст основателей бизнеса намного больше, чем принято думать. Создание успешного стартапа в 20 лет — красивый миф
 Рид Хоффман начинающим предпринимателям. Вдохновляющая речь от создателя LinkedIn
Рид Хоффман начинающим предпринимателям. Вдохновляющая речь от создателя LinkedIn
- Фирма, которая за вас подберет имя вашему ребенку…за $29 000
Подбор имени ребенка — одна из задач, которая теперь решается сторонними организациями. Стоимость услуги — каких-нибудь 29 тысяч долларов. Если вы сами…
- Логотип Nike — миллиардная эмблема за 35 долларов
Один из самых узнаваемых логотипов в истории человечества — логотип Nike — был разработан студенткой. Она получила за свою работу 35 долларов. …
- Элизабет Холмс из Theranos держала людей в страхе — обману нужна крепкая опора
Обманная схема Элизабет Холмс из Theranos включала сотни людей, и ни один из них не сообщил общественности об обмане. Почему? Люди боялись …
 Фирма, которая за вас подберет имя вашему ребенку…за $29 000
Фирма, которая за вас подберет имя вашему ребенку…за $29 000
 Логотип Nike — миллиардная эмблема за 35 долларов
Логотип Nike — миллиардная эмблема за 35 долларов
 Элизабет Холмс из Theranos держала людей в страхе — обману нужна крепкая опора
Элизабет Холмс из Theranos держала людей в страхе — обману нужна крепкая опора

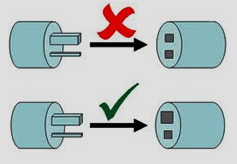
Когда вы строите процессы или придумываете устройства, необходимо все продумать так, чтобы человек, работающий не мог совершить ошибку. В самом процессе или устройстве технически должно быть все так, чтобы дефект не мог возникнуть вообще или при его выявлении в первые секунды оборудование останавливалось. В каждодневной жизни мы часто сталкиваемся с poka yoke при использовании различного оборудования:форма штекера и ответного гнезда разъема, сборные детали мебели Икеа, электроника автомобиля и т.д. В медицинской организации каждый процесс и действие не должны быть без применения poka yoke. Правда вспоминается популярный анекдот про сильных милиционеров, которым раздали детские кубики с геометрическими фигурками:)
История Poka-Yoke
Во время посещения завода Yamaha Electric в Японии в 1961 году специалисту статистического контроля качества компании Toyota Shigeo Shingo рассказали о проблеме, возникшей с одним из их продуктов. Устройство представляло собой переключатель с двумя пружинными кнопками.
Иногда сборщик забывал вставить пружину под каждую из них, что обнаруживалось только тогда, когда продукт попадал в руки покупателю, и фабрике приходилось направлять к заказчику инженера для ремонта переключателя. Несмотря на указание руководства о недопустимости подобной ошибки, сотрудники в конечном итоге совершали ее снова и снова.
Shigeo Shingo предложил решение, которое стало первым механизмом Poka-Yoke. В новом подходе перед коробкой с деталями помещалась небольшая тарелка, и первая задача рабочего на этапе сборки — вынуть из коробки две пружины и поместить их на тарелку. Если после сборки оставалась какая-то пружина, то рабочий знал, что он забыл ее вставить, и мог быстро устранить ошибку, не доводя до брака.
Изначально Shigeo Shingo назвал эту механику «Baka-Yoke» или «Защита от дурака», но потом изменил название на более толерантное «Poka-Yoke», чтобы не обижать рабочих.
Термин Poka-Yoke происходит от японских слов «Pokа» («непреднамеренная ошибка») и «Yoke» («предотвращать»). Poka-Yoke уже более полувека служит инструментом системы производственного качества компании Toyota, основная идея которой заключается в проектировании производственных процессов, исключающих ошибки или, по крайней мере, легко выявляемых для исправления.
Перекочевав из производственной практики, Poka-Yoke стал присутствовать в нашей повседневной жизни, хотя многие примеры настолько обыденны, что мы часто не замечаем их существования:
- Маркировка хирургами частей тела пациента перед проведением операций для предотвращения трагических последствий;
- Звуковой сигнал системы безопасности автомобиля при выезде на встречную полосу или при непристегнутых ремнях безопасности;
- Беговые дорожки, водные мотоциклы, оснащенные предохранителем на запястье, с функцией остановки двигателя при падении;
- Звуковой сигнал микроволновых печей, стиральных и посудомоечных машин, не позволяющий начать работу при открытой дверце;
- Многие лифты отказываются работать, если они превышают лимит веса;
Одно важное наблюдение, которое определяет причину возникновения ошибок и необходимость в существовании подобных защитных механизмов — участие человека. Это подводит нас к выводу о том, что люди всегда останутся людьми, и нельзя ожидать того, что они будут все время контролировать свои действия и выполнять все инструкции, которые им дают.
Одна из основных целей Poka-Yoke — не допустить дефекта или негативных последствий в случае, если пользователь продолжает совершать действия, пренебрегая предупреждениями.
«При чем здесь сервис?» — спросите вы. Poka-Yoke показал отличные результаты в повышении устойчивости производственных процессов и качества производимых товаров, которыми самостоятельно пользуются люди без какого-либо контроля со стороны производителя.
В сервисе же конечный результат продукта сильно зависит от действий клиента, поскольку создается при его непосредственном вовлечении в процесс производства. При этом он должен правильно выполнять свою часть работы, чтобы сервис вообще состоялся.
Согласно универсальной теории сервиса, определения и понятия которого описываются в фундаментальной работе профессора Университета Бригэма Янга доктора Скотта Сэмпсона «Understanding Service Businesses», сервис — это продукт, в производстве которого клиент принимает непосредственное участие, в отличие от производства стиральных машин или автомобилей.
Стоматологическая клиника не может установить пломбу в больной зуб без пациента, пока тот не запишется на прием, парикмахерская не подстрижет, пока у клиента снова не вырастут волосы, курьерская доставка, автосервис, авиаперелёты, банковское обслуживание. Никакой из этих сервисов не может быть осуществлен без участия клиента, либо без участия его ресурсов, которые он привносит в процесс.
Представьте, что ваша производственная компания нанимает нового сотрудника, которой только что окончил институт и пришел на стажировку. Молодой специалист опаздывает, совершает ошибки, нарушая все регламенты и процедуры, которые могут повлечь за собой большое количество брака в будущем.
Однако уволить или понизить зарплату вы ему не можете, потому что он стажер. Таким же неопытным сотрудником в сервисном производстве является Ваш клиент.
Практика сервис-дизайна показывает необходимость постоянного узнавания и обучения пользователя выполнять свою часть работы правильно.
Насколько хорошо вы знаете своего клиента?
В чём основная сложность при взаимодействии с пользователем и с тем фактом, что клиент принимает непосредственное участие в сервисном производстве?
Аудитория, которая сталкивается с разрывами в сервисе, бывает двух типов: те, кто остается и продолжает взаимодействие и те, кто уходит. Клиенты, которые остаются, могут либо пожаловаться и ожидать от сервиса исправления ошибки, или не жаловаться, а принять то качество услуги, которое есть. То есть уйти, подвергая риску репутацию компании, рассказав о негативном опыте другим потенциальным клиентам.
Это как если бы ваш сотрудник, который совершил ошибку постеснялся или побоялся признаться в этом, что впоследствии привело к более большим проблемам, а дома с упоением рассказывал свой семье и друзьям, какая у него плохая работа.
Бизнесу нужно научиться выявлять процессы, в которых клиенты и сотрудники могут совершать ошибки, выстраивать механизмы быстрого реагирования и устранения до того момента, пока она не переросла в дефект качества.
Голос потребителя
Негативная ситуация вызывает сильный эмоциональный эффект в независимости от того, склонен ли клиент к немедленной жалобе, или робко проглатывает все недостатки обслуживания.
У клиента всегда возникают сомнения и сложности в понимании процедуры подачи жалобы, ожидаемой реакции, времени и процедуре исправления ошибки: изменит ли жалоба ситуацию, или сделает еще хуже. Чаще всего многие не жалуются, а уносят проблему с собой.
Важно понимать, что в этот момент клиент несет значительные поведенческие издержки перед возможностью пожаловаться компании и дать ей шанс на исправление ситуации, поэтому сервисам необходимо устранить любые эмоциональные, когнитивные, поведенческие барьеры перед желанием клиента сообщить о недостатках.
Разработать систему, сигнализирующую об ошибках клиента, предоставляя возможность персоналу или технологии устранить ее, либо дать клиенту возможность устранить ее самостоятельно.
Как видите из примера поведения клиентов, сервисные процессы взаимодействия должны обладать двумя характеристиками:
- Исключать ошибки клиентов и сотрудников на стадии проектирования и в ходе реализации обслуживания;
- Выявлять ошибки, сообщать об этом клиенту и сервис-провайдеру в случае ее возникновения.
О том, как проектировать сервисные процессы, обладающие подобными свойствами, с «примерами из практики», расскажем из второй части статьи про волшебную формулу Poka-Yoke.
Фото на обложке: Shutterstock / Dilok Klaisataporn
Бережливое производство (Lean manufacturing, Lean production) — это не просто одна из японских концепций управления предприятием. Это производственная философия, которая отвечает на вопрос, как делать больше и лучше, а тратить меньше.
Многие известные производственные компании уже несколько десятилетий используют бережливую систему: Boeing, Porsche, John Deere, Ford, Горьковский автомобильный завод (Группа «ГАЗ»), «Росатом» и др.
Инструменты lean-методологии применяются и в других сферах — банковском деле, логистике, здравоохранении, строительстве, торговле, административном управлении, в образовательных организациях.
Что такое бережливое производство
Концепция бережливого производства (lean-методология) зародилась на автомобильных заводах Японии после Второй мировой войны. В условиях разрушенной экономики промышленники испытывали острую нехватку ресурсов, поэтому на первый план вышла задача минимизации потерь и издержек.
Рынок также диктовал новые условия. Низкая покупательская способность населения и необходимость восстанавливать народное хозяйство формировали спрос на практичные модели автомобилей, которые редко ломаются.
При этом, чтобы держаться на плаву, японским компаниям нужно было выдерживать конкуренцию с преуспевающим американским автопромом. Качество продукции играло определяющую роль.
В таких условиях в начале 50-х годов прошлого века на заводе Toyota Motor зародилась особая система управления предприятием, которая сегодня во всем мире известна как lean — бережливое производство. Эта система основана на идее непрерывного совершенствования рабочих процессов с целью устранения всех видов потерь при максимальной ориентации производства на потребительский спрос.
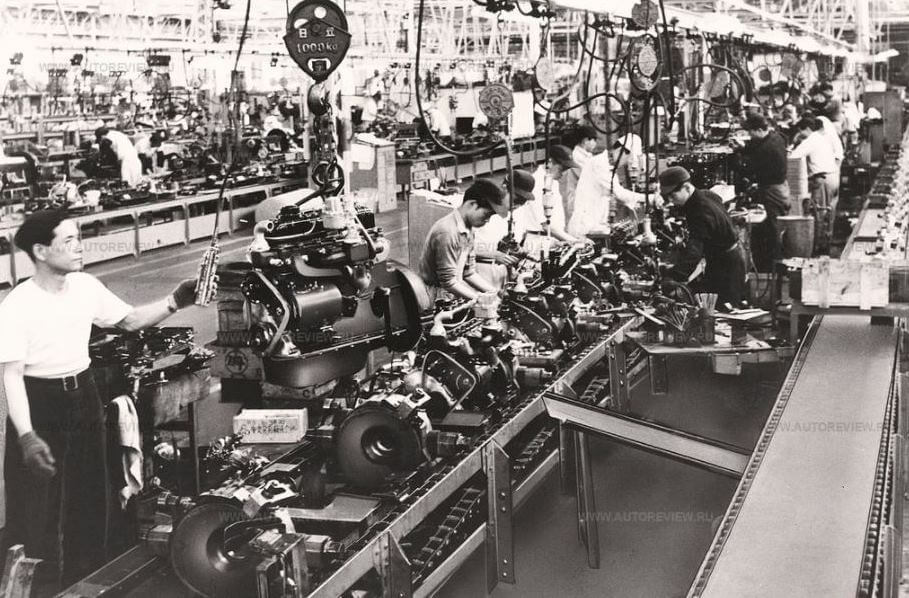
Концепция бережливого производства (lean-методология) начала формироваться на автомобильных заводах Японии после Второй мировой войны. Источник
Главный компонент lean-методологии — это понятие процесса создания ценности для потребителей. Ценность появляется в результате действий, которые важны для покупателя, например, непосредственное изготовление, обработка и усовершенствование продукта.
Все действия, которые не относятся напрямую к производственному процессу и важны только для производителя (устранение дефектов, хранение и транспортировка продукции и т.п), относят к потерям.
Потеря, или по-японски «муда» — это действие, которое потребляет ресурсы, но не несет ценности потребителям. Согласно бережливой концепции, необходимо постоянно стремиться к сокращению таких действий за счет усовершенствования технологических процессов, повышения качества продукции и гибкой системы планирования, ориентированной на запросы рынка.
Главная цель lean-производства — минимизация временных, трудовых и материальных потерь на всех этапах создания ценности для потребителей. Согласно бережливой концепции, выделяют восемь видов потерь:
Перепроизводство. Считается наиболее серьезной причиной потери ресурсов, так как требует затрат на производство, транспортировку и хранение нераспроданной продукции. При этом не гарантирует получение прибыли в дальнейшем, так как товар может оказаться не востребованным.
Лишние запасы. Материалы для производства, закупленные или изготовленные впрок – это замороженные финансы предприятия. В отличие от живых денег, запасы нужно правильно хранить и вести их учет, что несет дополнительные расходы.
Незавершенное производство и ожидание. Продукты и детали, ожидающие обработки, требуют дополнительных затрат, как и лишние запасы.
Неправильная логистика. Расходы на транспортировку потребляют ресурсы компании и входят в стоимость готовой продукции, но не несут никакой ценности потребителям. Кроме того, перемещение товаров связано с риском повреждений, возможных аварий и увеличением накладных расходов.
Бракованная продукция. Затраты на перевыпуск и утилизацию продукции с дефектами.
Лишние этапы производственных процессов. К этой группе относят действия персонала, выполнение которых можно сократить по времени либо вовсе исключить из технологической цепочки без ущерба для производства.
Несовершенная технология. Недостаток производственных мощностей и технологических возможностей для удовлетворения всех запросов потребителей к продукту.
Неправильное кадровое управление. Потери ресурсов, связанные с перегрузкой персонала или неправильным распределением функций между сотрудниками. Сюда также относят нереализованный творческий потенциал работников.

Виды потерь в бережливом производстве
Чтобы устранить или минимизировать все виды потерь, необходимо стремиться к достижению целей, которые составляют основу концепции бережливого производства:
- Производить ровно столько продукции, сколько нужно потребителям.
- Достичь идеального качества продуктов/услуг при нулевом проценте производственного брака.
- Гарантировать заказчику быструю и безопасную доставку продукции.
- Сократить площадь складских помещений до необходимого минимума.
- Использовать материальные, временные и трудовые ресурсы максимально эффективно при помощи современных технологий.
- Вовлечь каждого сотрудника предприятия в процесс создания ценного продукта, раскрыть творческий потенциал работников.
Принципы бережливой концепции
Основополагающие принципы бережливой концепции на первый взгляд довольно просты. Однако они сводятся к ряду процессов, которые невозможно запустить и реализовать без тщательного планирования и ответственного отношения к нововведениям всех сотрудников предприятия.
Переход на бережливую систему включает в себя несколько этапов:
Определение ценности продукта/услуги с точки зрения потребителя. На данном этапе отделяют действия производственной цепочки, которые несут ценность для потребителей, от действий, которые нужны только производителю.
Определение оптимального порядка действий для создания ценного продукта. Формирование производственной цепочки от момента планирования до поставки готового продукта потребителю с учетом минимизации всех возможных потерь.
Формирование непрерывного потока действий по созданию ценного продукта. Непосредственная перестройка производственного процесса. На этом этапе работу сотрудников выстраивают в соответствии с lean-концепцией: убирают или сокращают операции, которые не создают ценности для потребителей, оптимизируют порядок действий с целью минимизации простоев и ожиданий, вводят недостающие технологические и производственные мощности и т.п.
«Вытягивание» продукта потребителями. Этот специфический термин означает, что компания должна производить только тот продукт, который нужен потребителям, и только в том количестве, которое им необходимо.
Постоянное совершенствование производственного процесса. Бережливая система вводится на постоянной основе, а не ограничивается разовой оптимизацией. Все сотрудники предприятия задействуются в улучшении работы компании и в устранении потерь там, где это возможно.

Принципы lean
Инструменты бережливого производства
Чтобы следовать принципам lean в управлении предприятием, используют особые инструменты бережливого производства. Это ряд правил и методов, которые были признаны эффективными во многих компаниях мира. Некоторые инструменты lean-концепции переросли в самостоятельные управленческие методики.
Например, система кайдзен из элемента lean-методологии превратилась со временем в своеобразную философию управления предприятием, основанную на идее непрерывного совершенствования деятельности компании.
В управленческую концепцию кайдзен входят действия по улучшению качества продукции, постоянному обновлению производственных технологий, повышению компетентности персонала и совершенствованию корпоративной культуры. В современном менеджменте кайдзен используется как в рамках lean production, так и самостоятельно.
Еще одно направление в японском менеджменте, которое относится к инструментам бережливого производства, – метод канбан. Этот инструмент используется на предприятиях для устранения потерь, связанных с лишними запасами.
В компаниях, практикующих канбан, материальные ресурсы закупаются ограниченными партиями и поставляются непосредственно в производственные цеха, минуя склад. Объемы поставок регулируются исключительно количеством заказов на производство продукции, что позволяет не хранить лишние запасы.
Схожий механизм имеет система Just in Time (JIT, точно в срок), которая позволяет избежать потерь, связанных с перепроизводством. Суть метода заключается в изготовлении в определенный промежуток времени только обеспеченного заказами объема продукции на каждом этапе технологической цепочки
Второе название метода JIT– «вытягивающее производство». В процессе изготовления деталей и готовой продукции необходимые объемы «вытягиваются» потребностями внутреннего заказчика — следующего производственного этапа, и внешнего заказчика – конечного потребителя.
Потери, связанные с неправильной организацией рабочего пространства, позволяет минимизировать метод 5S. Название системы формируется из пяти слов, обозначающих принципы наиболее рациональной организации рабочего места, которые на японском языке начинаются на букву «С» — совершенствование, чистота (уборка), сортировка, стандартизация, удобное расположение инструментов.

Организация рабочего пространства по системе 5S. Источник
Сократить материальные и временные потери помогает система всеобщего ухода за оборудованием (TPM, Total Productive Maintenance). Метод предусматривает регулярные профилактические осмотры инструментов и оборудования, которые помогают предотвратить поломки и простои. Профилактическое обслуживание и уход за оборудованием также дают возможность реализовать принцип максимально эффективного использования имеющихся ресурсов, который является одним из основных в концепции бережливого производства.
Бороться с дефектной продукцией и поломками техники помогает метод с эксцентричным названием пока-ёкэ (poka yoke, «защита от дурака», «защита от ошибки»). Это система мер, которые направлены на моделирование возможных ошибок на производстве, связанных с человеческим фактором. Например, станки оборудуют сигнализацией или датчиком блокировки, которая срабатывает при неправильной установке детали при ее обработке.
Я перечислила только основные и наиболее часто используемые инструменты концепции бережливого производства. Есть еще вспомогательные методики, которые используются в различных комбинациях и служат для улучшения работы персонала и эффективного обмена информацией между сотрудниками (картирование производственного процесса, визуализация), для контроля качества продукции (диаграмма Исикавы, метод «пяти почему» и др), для стандартизации работы предприятия и т.п.
Сферы применения lean-методологии: мировой и российский опыт
Несмотря на свое название, бережливое производство применяется не только на промышленных предприятиях. Сферы применения lean-методологии могут быть самыми разными, и опыт мировых и российских компаний из разных отраслей это подтверждает.
Банковское дело. Далеко за примером ходить не придется. Один из банков, внедривших бережливую систему еще в 2008 году, – российский Сбербанк. Внедрение бережливой концепции оказалось для компании выгодным решением: уже в первые два года объем розничных продаж продуктов банка увеличился в четыре раза, а очереди в отделениях сократились на 35% (данные экономического обозревателя «Независимой газеты»).
Информационные технологии. Разработчики программного обеспечения также используют lean-методологию, и один из самых успешных и известных примеров – компания Intel. Менеджмент компании сделал ставку на усиление контроля качества продукции, оптимизацию логистики и сокращение объемов производства до уровня, обеспеченного фактическими заказами. В итоге сроки поставки микрочипов на заводы сократились с трех месяцев до десяти дней.
Медицина и здравоохранение. Пример внедрения методов lean в здравоохранении – российский федеральный проект «Бережливая поликлиника». Начиная с 2016 года в российских регионах стали появляться медицинские учреждения, которые взяли за основу принципы бережливого производства. Цель проекта — создать в России сеть поликлиник, ориентированных на комфорт пациентов, высокую скорость и качество медицинского обслуживания, общедоступность квалифицированной врачебной помощи. Согласно проекту, до 2024 года в России должно появиться 7 тысяч бережливых поликлиник (данные журнала Vademecum).
Реализация концепции lean в сфере здравоохранения: информационный стенд в одной из российских бережливых поликлиник
Почта и логистика. Снижение затрат при транспортировке грузов и пересылке вещей актуальная задача как для бизнеса, так и для обычных людей. Никому не хочется тратить деньги на лишние перемещения и возмещать убытки при повреждениях во время перевозки. Стратегия lean-логистики предусматривает минимизацию всех видов потерь во время транспортировки. В своей работе ее используют многие логистические компании, в том числе известная во всем мире FedEx. Бережливую концепцию вводили также на «Почте России». Насколько успешно, пока сказать сложно.
Lean-методология как концепция управления предприятием имеет много отраслевых вариантов. При правильной адаптации под нужды конкретной организации можно добиться ощутимого повышения эффективности работы. Поэтому внедрение бережливого производства на предприятиях нередко поддерживается государственными органами.
Государственные программы по стимулированию внедрения lean-технологий существуют в США, Великобритании, Индии, Казахстане и других странах. В России в 2017 году была разработана серия ГОСТов по бережливому производству.
Пока российский рынок отстает от рынка других развитых стран по показателю внедрения бережливой концепции в пять-шесть раз, но ситуация постепенно меняется (данные портала «Управление производством»).
И это к лучшему. Стратегия минимизации издержек на всех уровнях — от топ-менеджмента до рабочих конвейера, строго рациональный подход к использованию ресурсов и максимальная ориентация на запросы потребителей в совокупности помогают повысить эффективность предприятий.
Как внедрить lean в работу компании
Чем бы вы ни занимались, если вы решите внедрить lean у себя в компании, это поможет повысить качество и эффективность работы организации. Ну или, как минимум, сократить издержки.
Может показаться, что бережливая концепция подходит только промышленным гигантам или большим компаниям со сложной структурой. На самом деле основные принципы lean применимы даже в мастерской по ремонту обуви, где работает ее владелец и еще два помощника.
Вот несколько первых шагов по внедрению lean:
- Определите, какие действия несут ценность для ваших покупателей или клиентов, а какие важны только для вас или совершаются по привычке.Например, для клиентов той же мастерской по ремонту обуви неважно, как долго и тщательно по утрам владелец и два помощника делят ботинки и набойки между собой, чтобы все было по-честному, но важно получить хорошо отремонтированную обувь как можно быстрее.
- Все действия, которые не добавляют ценности для клиентов, нужно попытаться убрать из производственной цепочки или сократить, потому что они несут потери. Продумайте, как это можно сделать на уровне руководства.Владелец ремонтной мастерской должен зафиксировать, что процесс распределения работ между сотрудниками — это действие, которое отнимает время, важное для его клиентов. Значит, нужно четко регламентировать длительность утренних совещаний в мастерской. Это поможет сэкономить время, а значит, сдавать заказы быстрее и выполнять работу качественнее. Таким образом нужно проанализировать весь производственный процесс: от момента оформления заказа до выдачи клиенту отремонтированной пары.
- Объясните сотрудникам, какие действия относят в вашей компании к потерям и как вы предлагаете в связи с этим перестроить работу. Важно донести до команды суть понятия «ценность для потребителя» и научить отслеживать все возможные виды потерь.В случае нашей мастерской владелец должен рассказать помощникам, что теперь они будут работать по-новому, чтобы зарабатывать больше. Познакомить со списком потерь — действий, которые нужно будет убрать или сократить. Разъяснить, почему это поможет повысить доходы и привлечь новых клиентов. Еще лучше, если он спросит, не упустил ли он чего-то важного из списка и попросит подключиться к поиску потерь своих сотрудников.
- Выделите один день в неделю, когда вы будете обсуждать с коллегами наиболее очевидные потери, которые были отмечены вами или сотрудниками в процессе работы, и корректировать курс lean-стратегии в компании.Старший помощник заметил, что его коллеге из-за его крупных пальцев приходится очень долго заправлять нитки в игольное ушко. Это существенно тормозит скорость работы и плохо влияет на психологический настрой сотрудника. Старший помощник знает, что в четверг после обеда он может поделиться своим наблюдением с владельцем мастерской. Он предложит закупить специальные иглы с увеличенным ушком, чтобы устранить временнУю потерю и помочь коллеге реализовать свой потенциал без помех. Владелец обязательно пополнит список потерь, одобрит закупку новых игл и обратит более пристальное внимание на качество и ассортимент инструментов.
- Отслеживайте обратную связь от действий по устранению потерь. Делитесь результатами с командой.После закупки новых игл владелец отметил, что второй помощник действительно стал справляться с работой быстрее, почувствовал себя увереннее. Сэкономленное время помогло брать на два-три заказа в неделю больше, что позволит окупить вложения в новые инструменты меньше чем за два месяца. На совещании в четверг хозяин мастерской поделился результатами с сотрудниками, отметил их хорошую работу и эффективность lean в их маленькой организации.
- Регламентируйте и стандартизируйте все действия lean-концепции, которые принесли хороший результат.В мастерской отлично сработал метод организации пространства 5S: теперь не приходится тратить время на поиск нужного инструмента, сократились пропажи мелких деталей, стало легче вести учет использованных и запасных материалов, в клиентской зоне появился удобный стол для быстрого оформления заказов. На совещании в четверг было принято решение оформить специальную инструкцию по сохранению порядка. Она понадобится новым сотрудникам растущей мастерской.
Эти простые шаги помогут начать внедрение lean в компании. Как и в любом деле, на практике все может оказаться сложнее, появятся подводные камни, о которых вы не подозревали. В любом случае не стоит терять мотивацию и бросать начатое: с трудностями помогут справиться lean-коучи, которых можно найти в специализированных консалтинговых компаниях.
Главные мысли
Poka-yoke (звучит как пока ёкэ) — забавный на слух японский термин, который обозначает один из инструментов бережливого производства. Оказывается, мы сталкиваемся с ним каждый день. Только на русском он звучит как «принцип нулевой ошибки» или «защита от дурака».
На английский poka-yoke дословно переводится как «avoid mistakes», т.е. «избегать ошибок». А на практике используется адаптированный перевод — mistake proofing или error proofing (защита от ошибок).
Poka-yoke — это методы и приспособления, которые помогают избежать ошибок или вовремя выявить их в процессе произодства при управлении проектом.
Устройства защиты от дурака предохраняют не просто от ошибок, а от ошибок, вызванных человеческим фактором:
- невнимательностью
- забывчивостью
- неосторожностью
- незнанием
- усталостью
- и даже саботажем.
Люди ошибаются, а poka-yoke приспособления не дают им допустить ошибку.
Принцип действия poka-yoke характеризуются:
- стопроцентным охватом проверки
- быстрой обратной связью
- низкой стоимостью и простотой.
Устройства poka-yoke работают по принципу pass no defect — не пропустить ни одного дефекта.
История создания методов poka-yoke
Poka-yoke призван устранить ошибки, основанные на человеческом факторе. Защита от ошибок использовалась на предприятиях в том или ином виде задолго до формирования концепции poka-yoke. Формализовали эту систему в Toyota.
Изобретатель методов poka-yoke — японский инженер Сигео Синго (1909-1990), эксперт в области производства и один из создателей производственной системы Toyota. Сигео Синго разработал подход Zero Quality Control (ZQC), или Zero Defects (ноль дефектов).
Zero defects метод основан на убеждении, что возникновению дефектов препятствует такой контроль производственного процесса, при котором дефект не возникнет, даже если машина или человек совершат ошибку.
Акцент контроля качества смещается с проверки готовой продукции на факт брака на предупреждение возникновения брака на каждом этапе производства.
При этом ключевая роль в предупреждении дефектов принадлежит производственному персоналу, который вовлечен в процесс обеспечения качества.
Poka-yoke или метод нулевой ошибки — один из ключевых аспектов ZQC. Система poka-yoke использует сенсоры или другие устройства, которые буквально не дают оператору совершить ошибку.
Они регулируют производственный процесс и предотвращают дефекты одним из двух способов:
- Система контроля — останавливает оборудование, когда возникает нарушение нормы, или блокирует заготовку зажимами, чтобы она не двигалась дальше по конвейеру, пока не будет обработана как требуется. Это более предпочтительная система, поскольку она не зависит от оператора.
- Система предупреждения — посылает оператору сигнал остановить машину или устранить проблему. Зависит от оператора, поэтому человеческий фактор не полностью исключен.
Poka-yoke не ищет виновных в ошибках, цель метода — найти и устранить слабые места в производственной системе, из-за которых ошибка стала возможной.
Уровни устройств poka-yoke
Способы защиты от дурака делятся на три уровня по возрастанию эффективности:
- 1-й уровень — обнаруживает несоответствие деталей или продукции. Система обнаруживает дефектную деталь, но не отбрасывает её.
- 2-й уровень — не допускает несоответствие. Система не дает обработать дефектную деталь на следующей стадии производственного процесса.
- 3-й уровень — конструкционная защита, например, изделие имеет такую конструкцию, что установить или собрать его непредусмотренным образом невозможно.
Принципы защиты от ошибок
Существует шесть принципов или методов защиты от ошибок. Они перечислены в порядке приоритета:
- Устранение: этот метод устраняет возможность ошибки путем редизайна продукта или процесса так, чтобы проблемная операция или деталь вообще больше не требовались.
Пример: упрощение продукта или соединение деталей, чтобы избежать дефектов продукта или сборки. - Замещение: чтобы повысить надежность, нужно заменить непредсказуемый процесс на более надежный.
Пример: Использование роботизации и автоматизации, чтобы предотвратить ошибки ручной сборки. Применение автоматических диспенсеров или аппликаторов для точной дозировки жидких материалов. - Предупреждение: инженеры-конструкторы должны разработать такой продукт или процесс, чтобы вообще невозможно было совершить ошибку.
Пример: Конструктивные особенности деталей, которые допускают только правильную сборку; уникальные разъемы для избежания неправильного подключения кабелей; симметричные детали, которые позволяют избежать неправильной установки. - Облегчение: Использование определенных методов и группирование шагов облегчают выполнение процесса сборки.
Пример: Визуальные элементы управления, которые включают цветовое кодирование, маркировку деталей. Промежуточный ящик, который визуально контролирует, чтобы все детали были собраны. Нанесение характеристик на детали. - Обнаружение: Ошибки обнаруживаются до того, как они перейдут на следующий производственный процесс, чтобы оператор мог быстро исправить проблему.
Пример: Сенсорные датчики в производственном процессе, которые определяют, что детали собраны неправильно. - Смягчение: Старание уменьшить влияние ошибок.
Пример: Предохранители для предотвращения перегрузки цепей в результате коротких замыканий.
Основные методы poka-yoke
Существует три типа методов защиты от ошибок: контактные методы, считывающие методы и методы последовательного движения.
Контактные методы
Определяют, контактирует ли деталь или продукт физически или энергетически с чувствительным элементом. Примером физического контакта может быть концевой переключатель, который прижимается и подает сигнал, когда его подвижные механизмы касаются изделия. Пример энергетического контакта — фотоэлектрические пучки, которые чувствуют, когда что-то не так в проверяемом объекте.
Лучшие контактные методы — это пассивные устройства, такие как направляющие штыри или блоки, которые не дают неправильно разместить заготовки на конвейере.
Считывающие методы
Следует использовать, когда рабочий процесс делится на фиксированное количество операций, или продукт состоит из фиксированного количества деталей. В соответствии с этим методом устройство считывает количество деталей и передает продукт на следующий процесс только, когда достигнуто нужное значение.
Методы последовательного движения
Определяют, выполнена ли операция в заданный период времени. Также могут использоваться, чтобы проверить, выполняются ли операции в правильной последовательности. В этих методах обычно используют сенсоры или устройства с фотоэлектрическими выключателями, подключенные к таймеру.
Типы чувствительных устройств
Существует три типа чувствительных устройств, применяемых для защиты от ошибок:
- сенсоры физического контакта
- сенсоры энергетического контакта
- сенсоры, которые определяют изменения физических условий.
Сенсоры физического контакта
Этот тип устройств работает по принципу физического касания детали или части оборудования. Обычно такое устройство посылает электронный сигнал в момент контакта. Вот некоторые примеры таких устройств:
- Концевые переключатели — подтверждают наличие и положение объектов, которые касаются маленького рычага на переключателе. Самые распространенные и недорогие устройства.
- Сенсорные переключатели — аналогичны концевым выключателям, но активируются легким прикосновением объекта к тонкой «антенне».
- Триметрон — это чувствительные игольчатые датчики, которые посылают сигналы для звукового оповещения или остановки оборудования, когда измерения объекта выходят за пределы допустимого диапазона.
Энергетические сенсорные датчики
В этих устройствах для выявления ошибки служит не физический, а энергетический контакт. Вот некоторые примеры:
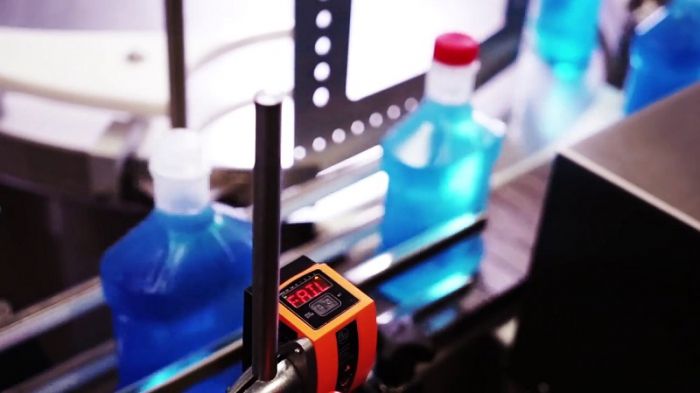
- Бесконтактные переключатели — эти устройства используют лучи света для проверки прозрачных объектов, оценки сварных швов и проверки правильности цвета или размера объекта, прохождения объектов на конвейере, поставки и подачи деталей на конвейер.
- Лучевые датчики — похожи на бесконтактные переключатели, но для обнаружения ошибок используют лучи электронов.
Сенсор проверяет наличие крышек на бутылках. Если крышка отсутствует или плохо закручена, бутылка автоматически убирается с конвейера.
К другим типам энергетических сенсорных устройств относятся:
- Волоконные датчики
- Датчики площади
- Датчики положения
- Датчики габаритов
- Датчики вибрации
- Датчики перемещения
- Датчики для обнаружения проходов металла
- Датчики цветовой маркировки
- Датчики контроля двойной подачи
- Датчики положения объекта сварки
Сенсоры, которые определяют изменения физических условий
Этот тип датчиков определяет изменение условий производства, таких как давление, температура или электрический ток. В пример можно привести датчики давления, термостаты, измерительные реле.
7 ключей к внедрению эффективной системы защиты от ошибок
Чтобы эффективно внедрить метод нулевой ошибки, нужно отталкиваться от следующих рекомендаций:
- Сформируйте команду для внедрения poka-yoke и всегда учитывайте мнение людей, которые непосредственно участвуют в производственном процессе. В этом случае успех вероятнее, чем при привлечении внешних технических экспертов.
- Используйте систематизирование потока ценности, чтобы определить, где нужно повысить стабильность процесса. Это позволит сосредоточиться на областях, которые будут влиять на непрерывный поток.
- Используйте систематизирование процесса внутри выбранной области, чтобы четко определить каждый шаг процесса.
- Применяйте простую методологию решения проблем, например, диаграмму причинно-следственных связей, чтобы определить коренные причины проблем внутри процесса. Так вы выявите те шаги процесса, которые требуют внедрения защиты от ошибок.
- Используйте самую простую работающую технологию poka-yoke. Во многих случаях такие простые устройства как направляющие штифты и концевые выключатели будут отлично справляться. Однако в других случаях понадобятся более сложные системы.
- Отдавайте предпочтение контролирующим, а не предупреждающим системам, поскольку контролирующие системы не зависят от оператора.
- Заведите стандартную форму для каждого устройства poka-yoke со следующими полями:
- проблема
- тревожный сигнал
- действия в случае чрезвычайной ситуации
- способ и частота подтверждения правильности работы
- способ проверки качества в случае поломки.
Poka-yoke устройства вокруг нас
Люди допускают ошибки не только на производстве, но и в процессе использования продуктов. Эти ошибки ведут, как минимум, к поломкам, как максимум, к возникновению серьезной опасности. Поэтому производители встраивают защиту от дурака в конструкцию своих изделий.
Poka-yoke в быту
Например, электрочайник отключится сам, когда вода закипит, благодаря датчику пара. Вы не забудете его выключить. Свисток на обычном чайнике для плиты — тоже что-то вроде poka-yoke приспособления.
Стиральная машина не начнет стирать, пока вы плотно не закроете дверцу, а значит, потопа не будет.
Ребенок не попробует лекарство, которое упаковано в баночку со специальной защитой от детей.
Лифт автоматически откроет двери, если наткнется на препятствие при закрытии.
Современный утюг выключится сам, если вы про него забудете.
Poka-yoke в автомобиле
Современные автомобили просто напичканы устройствами защиты от дурака. Правда, они не такие дешевые, как предполагает концепция poka-yoke, но зато спасают жизни.
К ним относятся активные и пассивные системы безопасности, например:
- система экстренного торможения
- система обнаружения пешеходов
- парковочная система
- система кругового обзора
- система аварийного рулевого управления
- система ночного видения
- система распознавания дорожных знаков
- система контроля усталости водителя.
Poka-yoke в программном обеспечении
Классический пример Poka Yoke — элементы интерфейса, которые запрашивают подтверждение на удаление данных, чтобы пользователь случайно не стер нужную информацию. Чтобы вы случайно не удалили изменения в вордовском файле, система предложит вам его сохранить. Google пошел еще дальше и сам сохраняет изменения после ввода каждого символа.
Примерами защиты от дурака могут быть обязательные поля форм и поля с заданным форматом ввода данных.
Книги по теме
Zero Quality Control: Source Inspection and the Poka-Yoke System / Shigeo Shingo
Книга от создателя системы poka-yoke Сигео Синго, впервые опубликованная в 1986 году. В ней автор обосновывает важность применения устройств защиты от ошибок для достижения безупречного качества продукции. Он называет 112 примеров устройств poka-yoke, работающих в цехах. Внедрение этих устройств обошлось меньше $100.
Poka-Yoke: Improving Product Quality by Preventing Defects / Nikkan Kogyo Shimbun
Первая часть книги в простой иллюстрированной форме рассказывает о концепции poka-yoke и ее особенностях. Во второй части автор приводит множество примеров устройств защиты от ошибок, используемых на японских предприятиях.
Вердикт
Система poka-yoke — очередное гениальное изобретение японцев. За 30 лет устройства poka-yoke эволюционировали вместе с производственным оборудованием. Они перестали быть дешевыми, как гласит один из принципов концепции, но стали гораздо эффективнее.
Сейчас это современные сенсоры, датчики, конструктивные особенности линий, которые обнаруживают дефектные детали и заготовки среди тысяч других и сами удаляют их с конвейера.
Само понятие защиты от ошибок стало шире: специальные устройства, конструктивные особенности и просто предупреждения оберегают нас от ошибок в повседневной жизни.
Благодаря poka-yoke у нас определенно меньше проблем.
Post Views:
3 962
Что означает “ПОКА-ЁКЭ”?
Термин “пока-ёкэ” переводится как “предупреждение ошибок” или “предупреждение отклонений”. Цель инструмента “пока-ёкэ” — предотвратить появление дефектов благодаря своевременному обнаружению, исправлению и устранению ошибок в первоисточнике проблем. Сам термин был придуман в 1960 — х годах японским инженером Сигэо Синго, одним из создателей производственной системы Тойота. Сам Сигэо Синго называл метод пока-ёкэ методом “защиты от дурака”.
Инструмент “пока-ёкэ” позволяет улучшить производственные процессы с точки зрения качества. С помощью этого инструмента ошибки можно предотвратить, либо выявить их сразу после возникновения. Это позволяет не попадать дефектам на последующие производственные процессы. Более того, незамедлительное решение проблем позволяет значительно сократить время, по сравнению с тем, если бы пришлось искать причины дефекта или ошибки, обнаруженные на последнем этапе производственного цикла.
Почему возникают ошибки?
Работники совершают ошибки не потому, что не соблюдают стандарты или правила выполнения процедур и работ. Людям просто свойственно ошибаться. Ошибки свидетельствуют о несостоятельности систем и методов, применяемых в работе. А возникновение ошибок случается потому, что данный метод позволяет их допускать. В бережливом производстве такой подход позволяет возложить ответственность за ошибки не на людей, а систему. Работники, избавленные от обвинений, могут сосредоточить свои силы на разработке методов, исключающих возникновение ошибок.
При разработке эффективного метода предупреждения ошибок, нужно сосредоточиться на следующих вопросах:
- Как и почему совершается ошибка?
- Какие обстоятельства ведут к появлению ошибки?
- Носит ли ошибка случайный характер или появляется систематически?
- Как много людей совершают эту ошибку: все или трудности испытывает только один человек?
Если ошибку совершает один человек, то необходимо пересмотреть стандарты работы и убедиться, что никакие этапы не пропущены или не доработаны. Если ошибка допускается массово, то здесь уже необходимо задуматься об отсутствии необходимых сведений или нечетких инструкциях. Самое трудное — найти первопричину ошибок и подойти творчески к ее решению. Ошибки исключить полностью невозможно. Однако, можно встроить методы и средства обнаружения дефектов, чтобы ошибки или дефекты не оказались у потребителя.
Как внедрить пока-ёкэ в производственный процесс?
Пока-ёкэ можно внедрить в любой производственный процесс, где возникают ошибки.
- Необходимо определить место или зону, где могут возникать человеческие ошибки.
- Определить источник каждой возможной ошибки.
- Подумать, каким образом можно избежать возникновение каждой возможной ошибки. Рассмотреть возможность устранения действий или шагов, которые могут стать причиной ошибки.
- Если невозможно избежать возникновение ошибки, придумайте, каким тогда образом можно обнаружить возникающий дефект.
- Протестировать выбранные методы устранения ошибок и внедрить их в работу.
Преимущества от внедрения пока-ёкэ
- Сокращение времени на обучение работников. Поскольку работникам не придется заниматься этими вопросами, то и обучение не потребует дополнительных усилий.
- Инструмент пока-ёкэ способствуют развитию самообучающейся организации, поскольку, как уже говорилось выше, люди будут тратить ресурсы на поиск и решение проблем.
- Способствует улучшению безопасности на рабочем месте, так как включает в себя предотвращение ошибок, несущих риск или угрозу несчастных случаев на рабочем месте, особенно на производстве.
- Рост производительности, который будет плавно расти за счет того, что ошибки предусмотрены, а дефекты вовремя обнаружены и устранены.
Примеры защиты от ошибок пока-ёкэ в повседневной жизни:
- Средства безопасности автомобилей. Например, звуковой сигнал, если не пристегнут ремень безопасности или не закрыта дверь. В современных автомобилях даже встроен звуковой сигнал, если водитель покидает полосу движения
- Системы защиты в бытовой технике. Стиральная машина и микроволновая печь не запустятся, пока дверца не будет закрыта
- Датчики на дверях лифта, которые не позволяют закрыться дверям. если есть препятствие.
- Автоматические выключатели в домашней электросети предотвращают возникновение перегрузок.
Примеры использования пока-ёкэ на производстве:
- Сенсорные датчики, которые определяют когда открыта крышка оборудования. Если во время работы крышку поднять, то оборудование автоматически остановится.
- Использование антистатических средств защиты в радиоэлектронной промышленности для защиты от статического электричества, которое может повредить продукцию.
- Защитные коврики рядом с опасными участками оборудования, которые останавливают оборудование, если на них кто-то наступит.
- В пищевой промышленности используется только синие перчатки, так как при случайном их попадании в продукцию, синий цвет легче всего обнаружить.
Семь видов потерь на производстве и инструменты для устранения потерь
Система 5S и визуальный контроль в бережливом производстве
Концепция Канбан и система вытягивания на производстве
14 принципов менеджмента Тойота
Что такое поток единичных изделий и его отличие от массового производства
Разработка и внедрение карты потока создания ценности
Кайдзен — инструмент непрерывного улучшения. Как внедрить кайдзен?
Стандартизация процессов и процедур
Генти генбуцу — концепция личного участия
Принцип Дзидока: остановка процесса ради встраивания качества
Андон и визуальный контроль на производстве
Энциклопедия
22 мая 2017
0 комментариев
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
создание предпосылок для бездефектной работы,
внедрение методов бездефектной работы,
систематическое устранение возникших ошибок,
принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
При контроле завершенного процесса.
При проверке в ходе выполнения процесса самим работником.
При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
устройства;
позиционирование на сверлильной стойке;
обучение персонала;
оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО
Poka-yoke (Принцип нулевой ошибки, англ. Zero defects) – предотвращение ошибок, метод, благодаря которому работу можно сделать только одним правильным способом и дефект просто не может появиться. Принцип нулевой ошибки означает: допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
- создание предпосылок для бездефектной работы,
- внедрение методов бездефектной работы,
- систематическое устранение возникших ошибок,
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yoka- избежание, сокращение количества ошибок).
Применение метода Poka Yoke
- При определение ошибок в области входного контроля– в таком случае дефект выявится до того, как будут совершены те или иные операции.
- При контроле завершенного процесса.
- При проверке в ходе выполнения процесса самим работником.
- При передаче изделия на последующие процессы.
Для предотвращения ошибок необходимо отнести проверку качества в структуру выполняемых процессов в качестве их рабочего этапа. Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изделие бездефектно, а процесс его производства протекает без сбоев (см. схему 1).
Схема 1. Принцип действия Poka-yoke
Производственный Пример: при сверлении на вертикально-сверлильном станке со стойкой обрабатываемое изделие часто закреплялось в зеркально перевернутом виде. Результат – неправильное положение сверления, которое было обнаружено только при монтаже. Причина дефекта: Ошибка при закреплении изделия.
Вопрос: Как можно предотвратить этот дефект? Типичная ошибка, которую можно устранить, используя:
- устройства;
- позиционирование на сверлильной стойке;
- обучение персонала;
- оптический контроль.
Дефекта больше не будет!
Сегодня для предотвращения ошибочных действий применяются жесткие и мягкие мероприятия. К жестким относятся: геометрически замкнутые формы, точные размеры, одинаковый материал, проверка процесса с отключением и др. Часто применяются более мягкие мероприятия, как например, использование окрашивания разными цветами, различных конфигураций или в последовательностей в выполнении монтажа, свечение, сигналы, указания.
Производственные Примеры:
Схема 2. Poka-yoke во вспомогательных материалах на японском предприятии.
Схема 3. Poka-yokeв процессе установки детали на немецком предприятии.
Больше практических примеров можно найти в Альманахе «Управление производством».
Выдвинутый доктором Схинго производственный принцип нулевой ошибки базируется на 3 компонентах:
- Анализ причины: Проверка и нахождение возможных ошибочных действий происходит не только после завершения процесса. Распознанные ошибочные действия могут предотвращаться так еще в ходе их возникновения, прежде чем их результатом станет изготовление брака. Вследствие этого возможнополное предотвращение дефектов.
- 100%-й контроль: с помощью простых и эффективных устройств ошибочные действия обнаруживаются еще в текущей стадии процесса. Благодаря простоте и экономичности устройств возможно не только выборочная проверка, но и каждая отдельной детаи.
- Немедленные меры по исправлению: возможно очень короткое время реакции от обнаруживания ошибки до введения необходимого корректирующего мероприятия.
Термин по теме: Дзидока (Jidoka)
Статья по теме: Poka Yoké в промышенном комплексе РЕНО