
Если кому-то интересно, у меня была подобная проблема и вот, что в итоге получилось.
Источник Гипертерм Пауермакс 65, станок ЧПУ. Изготавливал станок сам, 5-6 лет назад. Думал знаю всё про всё, но оказалось нет. Расходники закупаю раз в год, на 30-40000 рублей. После одного заказа, подошли к концу сопла 65А, а электродов ещё вагон остался. В общем заказал всего по немного и чуток электродов. Брал оригинал, так сказал продавец и на пробу какой-то китайский аналог. Всё пришло, ставлю сопла новые, электроды старые добиваю, пока что всё хорошо.
Проходит пару месяцев, старые электроды заканчиваются и начинается какой-то …ц. Вылезает ошибка 0-30, поправляю электрод вроде работает час. Потом опять ошибка, поправляю, 10 минут ошибка. Меняю все электроды по порядок, один прожиг снова ошибка. Прозваниваю все контакты, резак, соединения, клеммы в общем всё. Обнаружил небольшой коротыш на режущей головке, промыл, продул, коротыш ушёл. Поставил на место, пару проколов и опять. Заменил 23000 оригинал. Поработала 2 часа без нареканий, ну думаю причина нашлась. И тут раз, опять. Обзвонил всех кого только можно, все сходятся к тому, что проблема в кабеле. Но он показывает отличный результат. Зашёл на ваш форум и попросил помощи у одного форумчанина и наконец-то причина нашлась. Оказывается электроды которые должны быть оригинальными, не являются таковыми. Проточка для воздуха в виде резьбы, имеет другой угол и очень острые края. То есть, как только ты его ставишь он срабатывает, но когда воздух прекращает идти, электрод обратно не отпрыгивает, а застревает в завихрителе.
Говоря русским языком «МЕНЯ ОБМАНУЛИ». Будьте осторожны, проверяйте качество расходных материалов и начинайте поиск проблем с самого простого.
Техническое обслуживание и ремонТ
5-6
powermax
65/85
Руководство оператора
коды и решения по устранению сбоев
Ярлык с описаниями этих кодов распространенных сбоев находится на внутренней стороне
передней обложки данного руководства. Отсоедините ярлык и поместите его на тыльной
части источника тока в качестве справочной информации.
код
сбоя
Описание
Светодиод
питания
Светодиод
сбоя
Пиктограмма
сбоя
Решения
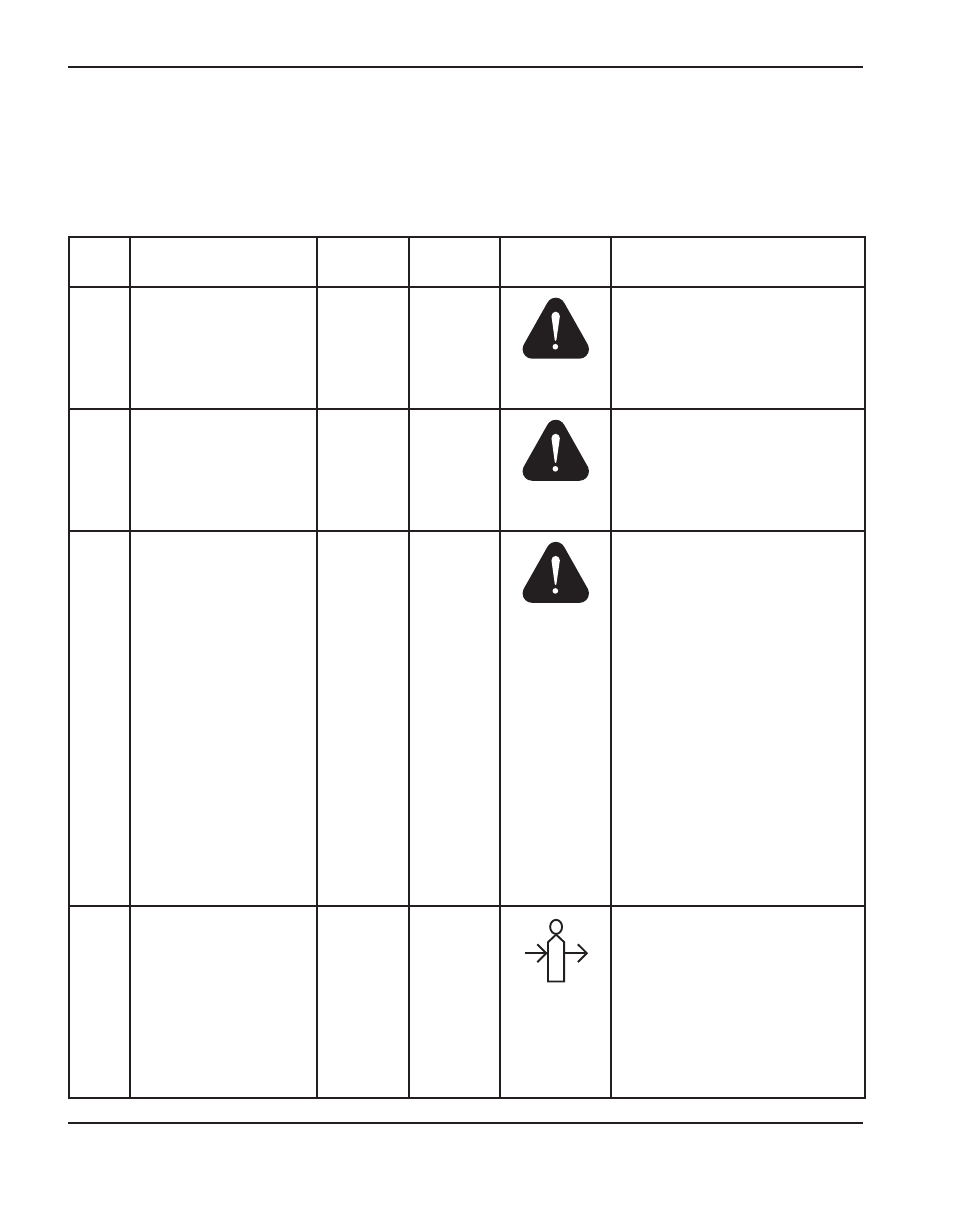
0–12 Низкое давление
газа на входе:
Предупреждение
(система продолжает
работать)
Вкл
Выкл
• Отрегулируйте давление
газа на входе по
необходимости.
0–13 Нестабильный входной
переменный ток:
Предупреждение
(система продолжает
работать)
Мигание
(3 Гц)
Выкл
• Исправьте источник
питания.
0–19 Аппаратная защита
панели питания.
Обнаружен один или
несколько аппаратных
сбоев (или помех) в
работе панели питания.
Вкл
Вкл
Инвертор выключается
и в течение нескольких секунд
не включается. Если сбой
вызван электромагнитными
помехами, в течение нескольких
секунд сбой самоустраняется,
и машина начинает работать
нормально.
Если сбой по-прежнему
возникает, на экране панели
оператора появляется код
сбоя 0-99. Обслуживающий
персонал может открыть журнал
сбоев в окне обслуживания
и найти этот крупный сбой.
0-20
Низкое давление газа
Вкл
Вкл
• Проверьте подачу газа
на входе.
• Отрегулируйте давление
газа в соответствии
с приемлемым диапазоном
с помощью ручного режима.
См. Раздел 4 Эксплуатация.
If you are getting 0-30 error on the LCD screen of your Hypertherm Powermax plasma cutter follow the recommendations below to troubleshoot this.
- Replace ALL torch consumables on the torch. This includes the Electrode, Nozzle, Swirl Ring and even the Cap (the big cylinder that holds all the parts). 90% of the time this error is caused by worn or damaged consumables
- Test Air Supply:
- Place some brown paper or similar material underneath the plasma torch. This should show up any moisture or dirt coming through the torch during testing.
- On the front of the Hypertherm power source, simultaneously press the automatic/manual and current/gas mode selectors for approximately two (2) seconds.

- This will display the service screen on the LCD as follows:


-
- Press the current/gas mode selector button until the Asterix (*) is beside the ‘G’ (Gas Test).
- Rotate the Adjustment Knob to change the gas setting to ‘1’ (On).
- Run the gas test for 15 mins
- Take careful note (or better still take video) of the ‘Air Pressure Reading’ on the screen.
- If the ‘Air Pressure Reading’ drops to more than 2psi less than the ‘Air Pressure Setting’ then this indicates there is an issue.
- If you find there is a significant drop in the above test:
- Install an air pressure regulator at the back of the machine (as close to the power source as possible) to measure the air pressure entering the power source.
- Repeat the above test
- This time also take note if the air pressure on the regulator drops noticeably at the same time as the ‘Air Pressure Reading’ on the screen.
- If the air pressure on the regulator is dropping this likely indicates that there is an issue with the air supply (air compressor, filters, air lines, etc.)
- If the air pressure on the regulator is stable but the ‘Air Pressure Reading’ on the screen is dropping more than 2psi then this may indicate that the Hypertherm power source has an internal fault.
- If you observe moisture or dirt on the brown paper this may be the cause of the fault.
- Replace any filter elements in your air supply system
- Ensure you have adequate filters in your air supply system
- If you don’t have a refrigerated air dryer in your air supply and the paper is showing a lot of moisture it is highly recommended that you install one.
- If there is any dirt coming through this would suggest that filtration has been inadequate. Dirt can also clog or damage internal components which may be the cause of the error.
- If the above tests don’t reveal an issue the fault is most likely to be in the torch. You may need to replace the torch head or the entire torch assembly.
Was this article helpful?
Related Articles
Ошибки на дисплее источников Hypertherm, вопросы по источникам — FAQ
Ошибка источника powermax 125 с кодами 0-12 и 0-20 свидетельствует о низком давлении воздуха, или не стабильности (пульсациях, просадках) давления при входе в источник.
Какие могут быть причины?

1. Маленькая производительность компрессора
2. Засор фильтра
3. Если изначально не было дополнительной системы фильтрации воздуха, то возможен выход из строя регулятора давления воздуха (клапана).
Powermax 125 может работать на ПВ 100% разрезая 35 мм стали У8?
Скорее всего сможет, но только с края листа и небольшой скоростью.
ошибка 022 , резак вообще не включается
Код ошибки 0-22 означет, что нет воздуха на входе в источник, возможно давление маленькое или фильтр-элемент давно не меняли
Раньше была ошибка 0-12 и 0-20, а теперь совсем не зажигается дуга ошибка 0-30 и в самом источнике слышно сильно шипит воздух, то есть воздух не подается на плазматрон
Есть вариант замерзания конденсата, на выходе из компрессора, или где-то в фильтре, так же возможно неисправен датчик или содинение с датчиком в плазмотроне (красный провод), возможно неисправен клапан:

почему гнет металл???, после того как там плазматрон поработал? то есть. Получается его гнет и плазматрон не над ним идет а уже по нему ( треться защитным экраном)????это я про 105 гипер.

Наиболее вероятно, что тут дело в металле, точно не в настройках, я просто молчу про maxpro200 на ней еще хуже где там очень много тепла она отдает от реза,но сейчас она сломалась, плата возбуждения дуги сдохла и это то только пол, года прошло! Видимо какой то ингредиент не добавлют, либо технология проката нарушена
Подскажите, пожалуйста. Есть источник Powermax 105, вышел из строя электромагнитный клапан (228882). Можно ли его заменить на 228687 ? В паспорте написано, что они взаимозаменяемые, но все дилеры говорят, что 228687 подходит только на Powermax 105.
Комплект 228687 обновлен, теперь он включает в себя два воздушных шланга 19,7см для 65/85 и 30,5см для 105/125 Все системы с серийными номерами 105-018105 и выше, 125-003925 и выше оснащены новым клапаном.

hypertherm powermax 65-й при прожиге нескольких отверстий в одной детали, поднимается вверх от листа, сантиметров на 5 и продолжает резать. А через 3-4 секунды выключается?
Скорее всего либо скорость выбрана большая, либо индукционое напряжение плохо заземлено.
Так же стоит помотреть сами контакты на резаке и все (что с ним движеться в верх и в низ), возможно требуется корректировка времени прожига, бывает металл сразу в сопло попадает и оно поднимается вверх, по показаниям датчика.
Как избежать ошибок по воздуху? Очень часто приходится менять электромагнитный клапан. Появляется ошибка 0-30 это первая причина (но ещё немного можно подождать замены клапана), потом дальше начинает появляться 0-12 при резке (предупреждение) и далее часто возникает 0-20 полная остановка
чтобы этого не случалось надо дополнительно приобретать хороший влагомаслоотделитель, который существенно продлит срок жизни механики по воздуху:

Очень быстро сгорает сопло. Резак механический, по идее быстрее в этом случае должен изнашиваться электрод, но у меня так. Режу 6-ку соплом на 85А током 65 ампер. Метров 30 режет, прожигов 60 примерно и сопло выгорает. Воздух сухой, стоят самодельные большие колбы с силикогелем сухим (предварительно прркаленным), фильтр тонкой очистки фирменный (с синим бумажным фильтром в средине) ну и в аппарате фильтр тонкой очистки новый тоже. Давление воздуха 7.5 атм. То есть всё вроде в норме. Все детали оригинальные Hypertherm.
Сильно влияет на расход электродов — расстояние от сопла до заготовки, заземление источника, неудачные пробои металла в неоптимальном режиме, скорее всего требуется уменьшить время прожига, так же стоит исключить контакт уже вырезанных фрагментов заготовки и плазмотрона, после реза.
Начинаю работать все идёт хорошо, где-то после 200 прожигов начинают постоянно вылетать ошибки 44(низкое давление плазмообразующего газа) 53(низкое давление защитного газа) вылетают с переодичностью после 7-9 прожигов.
Давление падает, при долгой резке — тут стоит подумать о замерзании элементов подачи, стоит или поставить систему подогрева газа, или утеплить помещение в котором проходит резка. При температурах ниже +10С такое бывает на больших объёмах, встречается даже подмерзание сервопривода сопла.
Павермакс 105, очень часто выддает ошибки012 и 030, так то вроде все работаетвпорядке… смотрел по форуму, пишут что давления воздуха слабое, кто говорит что что то с расходниками не пойму… за день раз 30 вылетает ошибка. я на плазме работаю совсем не давно не опытный, подскажите ппожалуйста!
На задней стенке источника (аппарата) стоит фильтр с колбой, в нем меняли фильтр элемент (желтовато-грязного цвета цилиндрик) это расходник его надо менять. Если его не меняют, то вся грязь идет внутрь через регулятор давления, если модель старая то это черная коробчка, если новая то это регулятор типа SMC, как правило больше проблем не возникает с воздухом. При условии нормального давления воздуха на входе или с неисправностью регулятора давления либо датчика давления, чаще всего регулятора, ни то ни другое ремонту не подлежит — только замена.
max200 ,сгорел плазмотрон поставили новый и из сопла при включении брызжит охлаждающая жидкость но при этом она режит(может плазмотрон бракованный)
Проверьте уплотнители резиновые, их там достаточно, возможно повреждена какая-то из резинок.
Подскажите номер заказа электромагнитного клапана. у меня есть этот 228882 но он устаревшего типа
Обновленный номер 228687
Система режет металл пару секунд а потом останавливается и выдает ошибку 0-60, в чем может быть причина?
С высокой вероятностью пропала одна фаза в питающем кабеле, проверьте вводный автомат
подскажите пожалуйста почему могут получатся такие отверстия источник hypertherm 105,давление 5,4 стоит,85 ампер,скорость 350 мм/м.металл 8 мм,отверстия овальные,на выходе ещё хуже

Геометрия отверстий, чаще всего связана с геометрией станка и координатной системой. Качество резки зависит от скорости резки, высоты резака и работы контроля высоты. Бывает, что нет соосности расходников или имеются повреждения расходников. Чтобы начать диагностику нужно заменить для начала все расходники, поставить оригинал, далее проверяем перпендикулярность резака относительно листа угольником, далее почистите зубчатую рейку и направляющие, проведите калибровку, выставьте значения параметров резки в соответствии с технологическими картами источника Powermax (они даны как рекомендации) и далее проводите настройку, подбирая режим.
Подскажите как можно проверить электромагнитный клапан hipertherm 105,постоянная вскакивает ошибка 0-12,можно ли грешить на него?
К сожалению 100% вам никто не скажет, через экран монитора клапан это или нет. Эта ошибка может указывать и на клапан, и на фильтр и на расходники, но, как показывает практика, ошибки связанные с воздухом, чаще всего возникают из-за загрязнения фильтр элемента, а он в свою очередь уже засорился и грязь погнал в клапаны, и ошибки эти чаще всего возникают осенью и весной, т.к. воздух сырой идет с компрессора.
Возможно ли разобрать и починить электромагнитный воздушный клапан SMC?
Разобрать возможно, но ремонтопригодность под большим вопросом. Надежным такой ремонт назвать сложно, ремкомплекты для ремонта в продаже не встречаются, механизм клапана и характер повреждений, которые обычно встечаются таков, что ремонт используется скорее как крайняя мера, которая может незначительно и временно улучшить ситуацию. Клапан представляет собой регулятор давления с электронным управлением. Электронный блок аппарата управляет двумя электромагнитными клапанами, которые устанавливают давление на мембрану (поршень). Последняя сравнивает установленное давление с выходным и нагнетает или сбрасывает уровень давления в выходном порту.
Чернеет электрод и сопло, раньше такого не замечал,и сильно греются,это нормально?источник гипер повермакс 105

практически любой металл меняет цвет, в случаях если он окисляется, а это возможно или при высоких температурах (резка на максимальном токе и малой скорости) или при химической реакция от внешнего воздействия. Либо металл покрывается продуктами сгорания из вне, например при сгорании масла из компрессора
подскажите пожалуйста, источник повермакс 105, стол 2х6. Вырезал два отверстия показывалась ошибка 0-30, менял расходники, снова 2 отверстия вырежет и показывает ошибку 0-30. Потом стал показывать ошибку 0-50 и сам источник когда выключешь его, табло продолжает секунд 5 гореть. В чем дело?? расходники новые не заменен только кожух и завихритель.
Для начала открываем инструкцию на Powermax там указаны все ошибки и примерные указания по причине их возникновения и методы проверки. 90% ошибок, это ошибки связанные с плохими расходниками и качеством воздуха.
Если система поджигает дугу и гаснет, с разной периодичностью показывая различные ошибки, то скорее всего это грязный фильтрующий элемент и как следствие плохая работа воздушного клапана — и то и другое под замену, ремонту (промывка и чистка) не поддаётся, даже если поможет то не надолго.
Если ошибка появляется при смене расходников и расходники не оригинал — то смотрите резьбу на головке резака и концевик, головку под замену, возможно и микровыключатель тоже придется заменить.
Система HPR 400 выдает ошибку105, при открытой крышке видно, что на первом инверторе не горят светодиоды, прозвонка первичной обмотки трансформатора показала обрыв, блок был заменен на запасной, светодиоды индикации загорелись, но опять 105 ошибка, поменяны местами первый и второй инвертора, ошибка остаётся 105, поменяны местами датчики тока — ошибка осталась 105,на плате ввода-вывода был обноружен сгоревший двухсторонний быстрый диод 35 нсек, поменян на 2 односторонних быстрых 65 нсек(незначительная разница).
На плате ввода вывода больше гореть не чему, остались только несколько резисторов и кондёров, резисторы проверены, всё в номинале. И реле нормально-замкнутое. При включении всё должно работать, но не работает.
При запуске источник начинает по очереди тестировать инверторы (они — же чопперы)1-3-2-4. Чопперы по очереди включаются на очень короткий промежуток времени и подают питание на плату ввода-вывода, тестируются не по напряжению, а по току.
Между чоппером и платой ввода-вывода стоит токовая петля с усилителем (токовые клещи не успевают зафиксировать ток), ток должен быть не менее 10 ампер т.е. напряжение с чоппера 360В/10А=<36 Ом-нагрузка. Нагрузки 36 Ом на плате нет, сделали вывод, что конденсатор 350 мкф в момент заряда качает те самые 10А за доли секунды, потом первый чоппер отключается, конденсатор через параллельно подключенные резисторы разряжается, и цикл повторяется со следующим чоппером.
— Так происходит если всё нормально, если через какой-то чоппер не выдает необходимые 10А, то система отключается и выдаёт соответствующую ошибку.
На одном из чёпперов вышла из строя плата управления двумя транзисторами (была заменена), она скорее всего унесла за собой эти самые два транзистора и они оказались постоянно открытыми, и постоянно накачивали тот самый конденсатор на 350mkF на плате ввода -вывода, не давая потечь необходимым 10А через токовые петли. Система не регистрировала на плате ввода-вывода необходимый ток и выдавала ошибку о неисправности первого инвертора. Поиски поломки. Были отключены провода со всех инверторов и мультиметром проверялось напряжение на выходе с инвертора при замыкании главного пускателя.
Оказалось что напряжение на первом и на четвёртом одновременно появляется(должно появиться только на одном), но на первом пропадает сразу после выключения главного пускателя, а на четвёртом медленно падает до нуля в течении 30 секунд, и случайно на плате управления транзисторами (на чоппере) был выявлен перегрев микросхем стабилизаторов напряжения типа наших КРЕН-ок (очень горячие).
Вся эта плата была распаяна на радиодетали, поменяны все микросхемы, и произведен тестовый запуск снова — ошибка та-же, стабилизаторы напряжения греются, были заказаны транзисторы, заменены их и всё запустилось.
Источник HYPERTHERM 65 ошибка 0-99.
Заменен электронный датчик давления — всё заработало.
источник hpr 130 xd,станок мультикам 3000 станок пишет ошибку 105, как сказали, неисправен какой-то датчик газов в источнике
Низкий ток на CS1.
Значение тока менее 10 ампер зафиксировано датчиком тока 1
схожая ошибка, её диагностика описаны выше. Скорее всего потребуется ремонт электронных составляющих системы.

Вы можете скачать у нас: Руководство пользователя Hypertherm HyPerfomance 130 XD ~28Мб
hypertherm Hypertherm Plasma HPR260, защитный наконечник, колпачек поплавился…в нем образовались отверстия… Это случилось после тестов резки металла толщиной 16мм. (сталь) на токе 130А. повторюсь резак новый, фирменный от hypertherm Torch – 128818
Проверьте работу системы охлаждения, работу помпы, целостность и отсутствие воздуха в трубках, убедитесь, что залита оригинальная жидкость Hypertherm.
Если причину не удастся устранить самостоятельно, рекомендую обратиться в наш сервисный центр по телефону 88007757857 для более детальной консультации, посредством видео связи, предоставления дополнительных фото

Какой стол для системы плазменной резки посоветуете? Воздушный? Водяной? Секционная вытяжка? Подскажите наиболее эффективный рабочий вариант под мощность макспро200, три на полтора метра стол
Как показывает практика, наиболее эффективен водоналивной стол. Он практически полностью поглащает дым, образующийся выдуваемым расплавленным металлом.
Дополнительная вытяжка если и нужна, в нагруженных режимах работы, то нагрузка на неё оказывается не велика.
Пример работы водоналивного стола можно увидеть на видео:
One of the most common issues I hear from the field is the 0-30 code. This is (99% of the time) almost always a direct result of a restriction in the air system plumbing before the air reaches the plasma inlet.
If a pressure gauge is installed right at the inlet (not upstream…must be right at the inlet just like thge pictures I am posting) you will always notice that the static (no air flowing at torch) indication on the pressure gauge will read essentially the same as a gauge as far away as the compressor….this is because the air pressure equalizes throughout the system when there is no air flowing.
As soon as the torch is triggered and air flows….I absolutely guarantee that you will se the pressure gauge at the plasma air inlet will drop. The one in my shop drops as much as 12 psi with air flowing at the torch with an 85 amp nozzle installed. (less with smaller nozzles).
When the plasma demands air it will show all restrictions in the air plumbing system in the form of an inlet pressure drop. As long as the inlet pressure (with air flow at the torch) remains higher than 90 psi (and lower than 135 psi)…then expect the plasma to cut wel and with no error codes related to air pressure or stuck consumables (unless the consumables are stuck!). A large pressure drop is caused by:
— air hoses or pipes with too small of a diameter (must be 3/8″ ID minimum, up to 50′ length, 1/2″ id for longer than 50′).
-Too many fittings, elbows, quick disconnects, tees, etc. Each fitting will produce a drop in pressure.
-Too many filters. Even a brand new filter will produce a drop in pressure under flow conditions. A filter that has some particulate in it will produce a larger drop. A filter that is saturated with moisture, common during the humid season….will produce a large pressure drop.
— A regulator with too small of a flow rating will produce a large pressure drop.
These are the single most common issues with air plasma cutting systems. Please install an inlet pressure gauge like the one pictured on every plasma cutting system! It will save a lot of time.
powermaxpressuregauge 002.JPG
powermaxpressuregauge 001.JPG