
Рекомендованные сообщения
Александр 87
0
-
- Жалоба
- Рассказать
Добрый день! Станок координатно пробивной DURMA RP-6, стойка SIEMENS 840d sl. После кратковременного отключения электроэнергии (2-3сек), станок перезагрузился и высветилась ошибка 3000 emergency stop. Нажатие кнопки «RESET» не помогло, перезапуск станка тоже не дал результатов. На следующий день все снова заработало, но через два дня при запуске снова эта ошибка и она не убирается. При этом перебоев с электричеством не было.
Помогите, пожалуйста решить проблему!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
UnPinned posts
andref
35
-
- Жалоба
- Рассказать
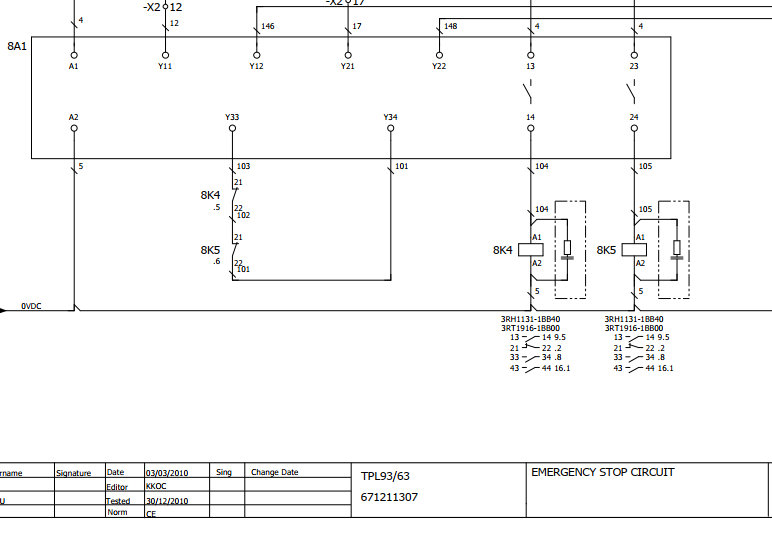
Так ошибка 3000 emergency stop (Аварийное отключение), само название уже о чем то должно сказать Ищите на электросхеме сигнал emergency stop и разбирайтесь почему он появляется.
Ну например вот часть схемы станка Durma TPL93, может у вас что то похожее.
Скрытый текст
Скрытый текст
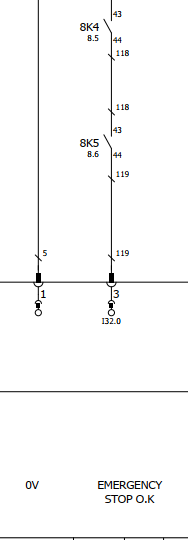
Если одно из реле 8k4 или 8k5 не включится то и появится EMERGENCY STOP . 8a1 здесь -реле безопасности
P.S А других ошибок нет?
Изменено 7 мая 2021 пользователем andref
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Александр 87
0
Anat2015
305
-
- Жалоба
- Рассказать
07.05.2021 в 10:00, Александр 87 сказал:
Помогите, пожалуйста решить проблему!
Вам уже сказали: схему в руки, и искать, где разрывается цепь аварийного отключения (их две обычно).
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
08-12-2011, 02:43 PM
#2

Hello Slater
Maybe the beginning helps you:
I had the same problem with my Spinner… have a look at the top left in the control box ( that where it’s located on my machine) there are 2/3 yellow Relays that are not from Siemens…Check them… i had to exchange one of them…
Unfortunately I don’t know the manufacturer of the parts at the moment..I can only say one thing- if one of the parts is defect, the machine stays in the emegercy stop mode (840D sl)
Good luck
Regards
<b><u><!—fonto:Comic Sans MS—><span style=»font-family:Comic Sans MS»><!—/fonto—><!—coloro:#FF0000—><span style=»color:#FF0000″><!—/coloro—><!—sizeo:4—><span style=»font-size:14pt;line-height:100%»><!—/sizeo—>Ich weis nicht alles, ich lerne viel, <br />aber leider wird einem selbst das <br />lernen heute erschwert<!—sizec—></span><!—/sizec—><!—colorc—></span><!—/colorc—><!—fontc—></span><!—/fontc—></u></b>
|
|
Ремонт SINUMERIK 808D
 Компания «Кернел» производит ремонт ЧПУ с 2002 года. За это время мы накопили колоссальный опыт в том числе опыт в ремонте SINUMERIK 808D такого известного производителя как SIEMENS. Ремонт подобной промышленной электроники ответственное и сложное занятие, требующие максимальной отдачи, профессионализма и максимально полной материальной базе.
Компания «Кернел» производит ремонт ЧПУ с 2002 года. За это время мы накопили колоссальный опыт в том числе опыт в ремонте SINUMERIK 808D такого известного производителя как SIEMENS. Ремонт подобной промышленной электроники ответственное и сложное занятие, требующие максимальной отдачи, профессионализма и максимально полной материальной базе.
Ремонт SINUMERIK 808D в производится как в сервисном центре, так и с выездом специалиста на территорию заказчика. SINUMERIK 808D является крайне сложной промышленной электроникой соответственно ремонт SINUMERIK 808D можно доверить только настоящим профессионалам своего дела с богатым опытом работы в данном направлении.
Все специалисты нашего сервисного центра имеют высшее техническое образование, огромный опыт и максимально полную материальную базу включая новейшее высокотехнологичное диагностическое оборудование благодаря чему ремонт SINUMERIK 808D проходит максимально эффективно.
 Инженеры сервисного центра уделяют максимальное внимание к качеству исполнения ремонта, программирования и настройке ЧПУ, не зависимо от производителя данного промышленного оборудования. Именно поэтому мы смело даем гарантию на ремонт SINUMERIK 808D и замененные в процессе ремонта компоненты шесть месяцев.
Инженеры сервисного центра уделяют максимальное внимание к качеству исполнения ремонта, программирования и настройке ЧПУ, не зависимо от производителя данного промышленного оборудования. Именно поэтому мы смело даем гарантию на ремонт SINUMERIK 808D и замененные в процессе ремонта компоненты шесть месяцев.
Особое внимание заслуживает тот факт, что ремонт SINUMERIK 808D в производится исключительно с использованием оригинальных запасных частей, на компонентном уровне с применением высокотехнологичного оборудования, квалифицированным персоналом с инженерным образованием.
Если на вашем производстве появились проблемы с ЧПУ SINUMERIK 808D, которые вы не можете решить самостоятельно, мы всегда рады вам помочь. Обращайтесь в сервисный центр «Кернел». Специалисты нашей компании в минимальные сроки проведут глубокую диагностику ЧПУ и последующий ремонт SINUMERIK 808D в . Оставьте аявку на ремонт ЧПУ используя форму на сайте.
Ошибки SINUMERIK 808D
Сообщения об ошибках SINUMERIK 808D и обработка ошибок
При возникновении ошибок при выполнении циклов выдается сигнал и выполнение цикла прерывается. Кроме того, сообщения циклов выводятся в строке сообщений СЧПУ. Эти сообщения не прерывают выполнение программы. Ошибки с их действием и сообщениями в строке сообщений СЧПУ описаны совместно с описанием конкретных циклов.
Обработка ошибок SINUMERIK 808D в циклах
В циклах генерируются сообщения об ошибках с номерами от 61000 до 62999. Диапазон номеров, в свою очередь, снова делится в соответствии с реакциями на ошибки и критериями отмены. Текст ошибки, который отображается вместе с номером ошибки, предоставляет более подробную информацию о причине ошибки.
|
Номер ошибки |
Критерий сброса |
Реакция на ошибку |
|
61000 … 61999 |
NC_RESET |
Подготовка кадра в СЧПУ прервана |
|
62000 … 62999 |
Кнопка сброса |
Прерывается подготовка кадра; цикл может быть продолжен нажатием следующей клавиши на MCP после удаления ошибки: |
Обзор ошибок циклов SINUMERIK 808D
Номера ошибок классифицируются следующим образом:
|
6 |
_ |
Х |
_ |
_ |
- X=0 Общие ошибки циклов
- X=1 Ошибки, возникшие при сверлении, фрезеровании
- X=6 Ошибки, возникшие в циклах токарной обработки
Сообщения циклов SINUMERIK 808D
Сообщения циклов выводятся в строке сообщений СЧПУ. Эти сообщения не прерывают выполнение программы. Сообщения предоставляют информацию относительно поведения циклов хода обработки и, как правило, хранятся за пределами рабочей операции или до конца цикла. Пример сообщения: «Глубина: в соответствии со значением относительной глубины» для всех циклов сверления.
Все ошибки SINUMERIK 808D описаны в руководстве пользователя, которое вы можете скачать с нашего сайта в удобном формате- pdf.
Скачать руководство пользователя (диагностика) SINUMERIK 808D мануал.pdf
Устранение причины ошибки и ее сброс на станке оснащенным системой ЧПУ позволит в кратчайшие сроки возобновить работу. К сожалению не все ошибки можно исправить самостоятельно, некоторые ошибки SINUMERIK 808D возможно исправить только в специализированных сервисных центрах.
SINUMERIK 808D программирование
 На ряду с ремонтом, специалисты сервисного центра «Кернел» выполняют программирование SINUMERIK 808D и настройку параметров системы ЧПУ. Подобную услугу мы оказываем не только на территории сервисного центра, также инженер компании может выполнить программирование SINUMERIK 808D на территории заказчика.
На ряду с ремонтом, специалисты сервисного центра «Кернел» выполняют программирование SINUMERIK 808D и настройку параметров системы ЧПУ. Подобную услугу мы оказываем не только на территории сервисного центра, также инженер компании может выполнить программирование SINUMERIK 808D на территории заказчика.
Настройка параметров, программирование SINUMERIK 808D является заключительным звеном в процессе ремонта ЧПУ и требует профессионального подхода. Именно финальный этап программирования SINUMERIK 808D наглядно покажет качество выполненного ремонта SINUMERIK 808D.
К слову, мы уделяем особое внимание качеству и смело даем гарантию на все выполненные ремонтно-восстановительные работы шесть месяцев, гарантия так же распространяется на запасные части, которые были заменены в процессе ремонта.
Хочется обратить внимание на то, что мы стараемся провести ремонт и программирование SINUMERIK 808D в максимально сжатые сроки, тем самым минимизируем простой дорогостоящего промышленного оборудования.
Дополнительно можно скачать руководство по программированию SINUMERIK 808D в формате- pdf
Скачать руководство пользователя (программирование) SINUMERIK 808D мануал.pdf
SINUMERIK 808D ввод в эксплуатацию
 Инженеры сервисного центра «Кернел» не только выполняют качественный ремонт SINUMERIK 808D и программирование ЧПУ в . Так же мы предоставляем услугу запуска в эксплуатацию оборудования от стадии проектирования до выпуска первой продукции.
Инженеры сервисного центра «Кернел» не только выполняют качественный ремонт SINUMERIK 808D и программирование ЧПУ в . Так же мы предоставляем услугу запуска в эксплуатацию оборудования от стадии проектирования до выпуска первой продукции.
Именно этап запуска в эксплуатацию SINUMERIK 808D отвечает за долгий и безаварийный процесс работы промышленного оборудования, тем самым позволяя получить максимальную прибыль и сэкономить на незапланированном ремонте.
По-настоящему качественный ввод в эксплуатацию SINUMERIK 808D может выполнить только высококвалифицированный специалист с богатым опытом работы в данном направлении. Найти подобного специалиста достаточно сложно, но, если вы обращаетесь в наш сервисный центр вам не придется об этом думать.
В нашей команде работают исключительно профессионалы своего дела, а за время существования нашей компании мы ввели в эксплуатацию не одну сотню систем ЧПУ в том числе и SINUMERIK 808D, с каждым разом получая и накапливая драгоценный опыт.
О SINUMERIK 808D
SINUMERIK 808D объединяет в себе качественно сконфигурированную систему ЧПУ предназначенную для работы на фрезерных и токарных станках.
Пример сборки для токарной обработки с помощью SINUMERIK 808D ADVANCED T
|
Описание |
Колл-во |
Артикул |
|
SINUMERIK CNC |
||
|
SINUMERIK 808D ADVANCED T PPU 160.3 vertical, English layout |
1 |
6FC5370-2BT03-0AA0 |
|
SINUMERIK 808D MCP vertical, with handwheel slot, English layout |
1 |
6FC5303-0AF35-3AA0 |
|
Stabilized power supply, SITOP PSU200M 24 V DC, 5 A |
1 |
6EP1333-3BA10 |
|
RS422 (TTL) incremental encoder, 1024 S/R |
1 |
6FX2001-2EB02 |
|
Spring disk coupling, shaft diameter 6 mm/6 mm |
1 |
6FX2001-7KF10 |
|
Clamp strap for encoders with Synchro flange |
3 |
6FX2001-7KP01 |
|
Pre-assembled bus cable PPU 160.3 – SINAMICS V70, length 5 m |
1 |
6FC5548-0BA20-1AF0 |
|
Pre-assembled bus cable SINAMICS V70 – SINAMICS V70, length 0.25 m |
2 |
6FC5548-0BA20-1AA2 |
|
Pre-assembled signal cable PPU 160.3 – handwheel, length 1 m |
1 |
6FX8002-2BB01-1AB0 |
|
Pre-assembled signal cable PPU 160.3 – incremental spindle encoder (TTL), length 5 m |
1 |
6FX8002-2CD01-1AF0 |
|
SINAMICS V70 |
||
|
SINAMICS V70, Irated 3.0 A |
1 |
6SL3210-5DE13-5UA0 |
|
SINAMICS V70, Irated 5.3 A |
1 |
6SL3210-5DE17-8UA0 |
|
SINAMICS V70 spindle1), Irated 19.6 A |
1 |
6SL3210-5DE22-0UA0 |
|
Pre-assembled signal cable SINAMICS V70 – absolute encoder in SIMOTICS S-1FL6 feed motor, length 5 m |
2 |
6FX3002-2DB10-1AF0 |
|
Pre-assembled power cable 4 × 1.5 mm2 |
2 |
6FX3002-5CL02-1AF0 |
|
Pre-assembled power cable 4 × 2.5 mm2 |
1 |
6FX3002-5CL12-1AF0 |
|
Pre-assembled brake cable SINAMICS V70 – brake in SIMOTICS S-1FL6 feed motor with holding brake, length 5 m |
1 |
6FX3002-5BL03-1AF0 |
|
Pre-assembled signal cable SINAMICS V70 – incremental encoder in M-1PH1, length 5 m |
1 |
6FX3002-2CT30-1AF0 |
|
Power cable 4 × 4 mm2, sold by the meter, (optional)2) SINAMICS V70 – SIMOTICS M-1PH1 main spindle motor, length 30 m |
1 |
6FX5008-1BB31-1DA0 |
|
SIMOTICS motors |
||
|
SIMOTICS S-1FL6 feed motor, 4 Nm, 2000 rpm, absolute encoder, plain shaft, without holding brake |
1 |
1FL6061-1AC61-2LG1 |
|
SIMOTICS S-1FL6 feed motor, 11 Nm, 2000 rpm, absolute encoder, plain shaft, with holding brake |
1 |
1FL6066-1AC61-2LH1 |
|
SIMOTICS M-1PH1 main spindle spindle motor, 53 Nm, 1000 rpm, incremental encoder, plain shaft |
1 |
1PH1105-1LD10-0GA0 |
Пример сборки для фрезерования с помощью SINUMERIK 808D ADVANCED M
|
Описание |
Колл-во |
Артикул |
|
SINUMERIK CNC |
||
|
SINUMERIK 808D ADVANCED M PPU 161.3 horizontal, English layout |
1 |
6FC5370-2AM03-0AA0 |
|
SINUMERIK 808D MCP horizontal, English layout |
1 |
6FC5303-0AF35-0AA0 |
|
Electronic handwheel, with front plate 120 mm × 120 mm, with setting wheel, 5 V DC, RS 422 |
1 |
6FC9320-5DB01 |
|
Terminal strip converter 50-pole |
1 |
6EP5406-5AA00 |
|
Cable set, 50-pole ribbon cable, with insulation displacement connectors, 50-pole |
1 |
6EP5306-5BG00 |
|
Stabilized power supply, SITOP PSU200M 24 V DC, 5 A |
1 |
6EP1333-3BA10 |
|
Pre-assembled bus cable PPU 161.3 – SINAMICS V70, length 5 m |
1 |
6FC5548-0BA20-1AF0 |
|
Pre-assembled bus cable SINAMICS V70 – SINAMICS V70, length 0.25 m |
2 |
6FC5548-0BA20-1AA2 |
|
Pre-assembled signal cable PPU 161.3 – handwheel, length 1 m |
1 |
6FX8002-2BB01-1AB0 |
|
Pre-assembled signal cable PPU 161.3 – incremental spindle encoder (TTL), length 7 m |
1 |
6FX8002-2CD01-1AH0 |
|
SINAMICS V70 |
||
|
SINAMICS V70, Irated 4.6 A |
2 |
6SL3210-5DE16-0UA0 |
|
SINAMICS V70, Irated 7.8 A |
1 |
6SL3210-5DE21-0UA0 |
|
SINAMICS V70 spindle1), Irated 19.6 A |
1 |
6SL3210-5DE22-0UA0 |
|
Pre-assembled signal cable SINAMICS V70 – incremental encoder in SIMOTICS S-1FL6 feed motor, length 10 m |
3 |
6FX3002-2CT12-1BA0 |
|
Pre-assembled power cable 4 × 2.5 mm2 |
3 |
6FX3002-5CL12-1BA0 |
|
Pre-assembled signal cable SINAMICS V70 – brake in SIMOTICS S-1FL6 feed motor, length 10 m |
1 |
6FX3002-5BL03-1BA0 |
|
Pre-assembled signal cable SINAMICS V70 – incremental encoder in M-1PH1, length 10 m |
1 |
6FX3002-2CT30-1BA0 |
|
Power cable 4 × 4 mm2, sold by the meter, (optional)2) SINAMICS V70 – SIMOTICS M-1PH1 main spindle motor, length 30 m |
1 |
6FX5008-1BB31-1DA0 |
|
SIMOTICS motors |
||
|
SIMOTICS S-1FL6 feed motor, 8 Nm, 2000 rpm, incremental encoder, plain shaft, without holding brake |
2 |
1FL6064-1AC61-2AG1 |
|
SIMOTICS S-1FL6 feed motor, 15 Nm, 2000 rpm, incremental encoder, plain shaft, with holding brake |
1 |
1FL6067-1AC61-2AH1 |
|
SIMOTICS M-1PH1 main spindle motor, 48 Nm, 1500 rpm, incremental encoder, plain shaft |
1 |
1PH1105-1LF12-0GA0 |
 1) Выбор тормозного резистора см. В приводе шпинделя SINAMICS V70.
1) Выбор тормозного резистора см. В приводе шпинделя SINAMICS V70.
2) Перечисленные выше 30-метровые силовые кабели (необработанные) можно выбрать для использования с двигателями 1PH1. Вы должны собрать кабель питания с разъемами самостоятельно. Вы также можете выбрать сторонний кабель питания в соответствии с конфигурацией системы.
SINUMERIK 808D выполнен в двух вариантах:
- Горизонтальное исполнение (SINUMERIK 808D PPU 261.3/PPU 281.3);
- Вертикальное исполнение (SINUMERIK 808D PPU 260.3/PPU 280.3).
SINUMERIK 808D это моноблочная система ЧПУ, объединяющая в одном устройстве все компоненты СЧПУ:
- ЧПУ, PLC, HMI;
- полная клавиатура СЧПУ;
- регулятор для 6 приводов.
Двигатели могут подключаться напрямую через DRIVE-CLiQ к цифровой приводной системе. В комбинации с модульным исполнением приводной системы SINAMICS S120 получается простая и надежная конструкция с минимальным объемом межкомпонентных соединений.
Обзор соединений SINUMERIK 808D


Точно подобранный набор функций системы ЧПУ для стандартных токарных и фрезерных станков отвечает всем требованиям мелко- и крупносерийного производства. Специально подобранные системные параметры для токарной и фрезерной технологии позволяют значительно сократить расходы на ввод станка в эксплуатацию.
Моноблочная система ЧПУ крепится с задней стороны с помощью специальных элементов, входящих в объем поставки.
Линейка промышленной электроники, которую восстанавливают специалисты сервисного центра «Кернел» не имеет ограничений, мы выполняем качественный ремонт промышленной электроники и оборудования абсолютно любых производителей не зависимо от года выпуска и наличия технической документации.
Ниже приведен далеко не полный список ЧПУ SINUMERIK 808D ремонт которых предлагает наш сервисный центр.
|
6FC5370-2BM03-0AA0 6FC5370-2BM03-0CA0 6FC5370-2BT03-0AA0 6FC5370-2BT03-0CA0 |
6FC5370-3BM03-0AA0 6FC5370-3BM03-0CA0 6FC5370-3BT03-0AA0 6FC5370-3BT03-0CA0 |
|
6FC5303-0AF35-0AA0 SINUMERIK 808D Machine control panel 6FC5303-0AF35-2AA0 SINUMERIK 808D Machine control panel vertical 6FC5303-0AF35-3AA0 SINUMERIK 808D Machine control panel vertical |
Оставить заявку на ремонт или программирование SINUMERIK 808D
Оставить заявку на ремонт или программирования SINUMERIK 808D в можно с помощью специальной формы, которая вызывается нажатием одноименной кнопки в верхней части страницы. Все вопросы, связанные с ремонтом SINUMERIK 808D в вы можете задать нашим менеджерам. Связаться с ними можно несколькими способами:

- Заказав обратный звонок (кнопка в правом нижнем углу сайта)
- Посредством чата (кнопка расположена с левой стороны сайта)
- Позвонив по номеру телефона: +7(8482) 79-78-54; +7(917) 121-53-01
- Написав на электронную почту: 89171215301@mail.ru
Вот далеко не полный список производителей промышленной электроники и оборудования, ремонтируемой в нашей компании.
«1 Обзор системных ошибок Документация SINUMERIK® Обзор ошибок 840D sl/840D/840Di/810D Список номеров действий Коды ошибок 300500 Реакция системы при . »
Продолжение программы:
22014 Канал %1 кадр %2. Динамика ходового винта %3 и ведомого шпинделя %4 сильно различаются
%1 = номер канала %2 = номер кадра, метка %3 = номер ходового винта %4 = номер ведомого шпинделя
При соединении синхронный ход не может быть достигнут, если динамика шпинделей/осей сильно различается. Динамика зависит от множества установок: предустановка предуправления, данные блока параметров, в первую очередь KV, время симметрирования и т.п., режим предуправления и установочные параметры предуправления, режим работы FIPO, установки фильтра рывка и фильтра динамики, DSC вкл/выкл.
К ним относятся следующие машинные данные:
MA_FFW_MODE, MA_VELO_FFW_WEIGHT, MA_FIPO_TYPE, VEL_FFW_TIME, MA_EQUIV_SPEEDCTRL_TIME, MA_POSCTRL_GAIN, AX_JERK_TIME, STIFFNESS_DELAY_TIME, PROFIBUS_ACTVAL_LEAD_TIME, PROFIBUS_OUTVAL_DELAY_TIME, CTRLOUT_LEAD_TIME Реакции: — индикация ошибки Помощь: Использовать шпиндели/оси с одинаковой динамикой. Если различная установка выбрана осознано, то ошибка может быть подавлена с помощью машинных данных 11410 SUPPRESS_ALARM_MASK бит21 = 1.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
В машинных данных 35014 GEAR_STEP_USED_IN_AXISMODE сконфигурирована ступень редуктора, на которой шпиндель должен находиться в осевом режиме. ЧПУ при переключении шпинделя в осевой режим проверяет эту ступень редуктора. При этом сконфигурированная в MD 35014 ступень редуктора сравнивается с сообщенной с PLC ступенью редуктора (VDI-Nst «Фактическая ступень редуктора A до C», DB31. DBX16.0..16.2). Если ступени редуктора не совпадают, то следует эта ошибка. При переходе в осевой режим с программированием M70 ЧПУ автоматически включает или запрашивает сконфигурированную в MD 35014 ступень редуктор. Если сконфигурированная в MD 35014 ступень редуктора уже активна, то смена ступеней редуктора не запрашивается. В обоих случаях M40 остается активной.
Реакции: — устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Запрограммировать M70 перед осевым режимом. Учитывать MD 20094.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Использовать соединение синхронных шпинделей DV или запрограммировать направление вращения и число оборотов.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Затребованная через сигнал VDI DB31. DBX31.6 ‘Отслеживание синхронного хода’ или запись в переменную $AA_COUP_CORR[Sn] коррекция синхронного хода в настоящий момент не может быть учтена.
Причинами этого могут быть:
• реферирование или синхронизация с нулевыми метками активна
• выполняется NC-Reset Реакции: — индикация ошибки Помощь: Не выполнять установки сигнала PLC DB31. DBX31.6 ‘Отслеживание синхронного хода’ или не выполнять записи в переменную $AA_COUP_CORR[Sn] до восстановления условий для обработки значения коррекции.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
22040 Канал %1 кадр %3 шпиндель %2 не реферирован с нулевой меткой
%1 = номер канала %2 = имя оси, номер шпинделя %3 = номер кадра, метка Объяснение: Актуальная позиция не реферирована с позиций измерительной системы, хотя относится к ней.
Реакции: — индикация ошибки Помощь: Исправить программу обработки детали. Установить синхронизацию с нулевыми метками через позиционирование, через вращение (мин. 1 оборот) в режиме управления числом оборотов или G74 перед включением вызывающей ошибку функции.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Объяснение: Указанный шпиндель/ось необходим для правильного выполнения функции в канале %1. Шпиндель/ось в настоящее время активна в канале %4. Конфигурация возможна только для переходящих осей.
Проблема: Было запрограммировано соединение синхронного шпинделя. Ходовой винт/ведущая ось на момент включения соединения не находится в канале, для которого было запрограммировано соединение (COUPON). Допускается перемещение ходового винта/ведущей оси через FC18 или синхронные действия. При FC18 необходимо помнить, что ходовой винт/ведущая ось должна быть согласована с включающим соединение каналом. После завершения FC18 ходовой винт/ведущая ось не может быть согласована через PLC с другим каналом, пока соединение активно (сигналы интерфейсов VDI).
Реакции: — устанавливаются сигналы интерфейсов
— стоп ЧПУ при ошибке Помощь: •Запрограммировать в программе обработки детали перед включением соединения GET для ходового винта/ведущей оси или
•Согласовать ходовой винт/ведущую ось через PLC включающим соединение каналом.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проверить и исправить машинные данные 34060 REFP_MAX_MARKER_DIST. Введенное значение указывает участок перемещения в [мм] или [градусах] между 2 нулевыми метками.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: Изменить установку ENC_REFP_MODE или перейти в JOG+REF и после выполнить реферирование.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22054 Канал %1 кадр %3 шпиндель %2 грязный сигнал штамповки
%1 = номер канала %2 = имя оси, номер шпинделя %3 = номер кадра, метка Объяснение: Если между ходами штамповки сигнал штамповки непостоянен, то в зависимости от машинных данных создается эта ошибка.
Реакции: — индикация ошибки Помощь: Указывает на неисправность штамповочной гидравлики.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Исправить программу обработки детали. Установить синхронизацию с нулевыми метками через позиционирование, через вращение (мин. 1 оборот) в режиме управления числом оборотов или G74 перед включением вызывающей ошибку функции.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
22060 Канал %1 для оси/шпинделя %2 ожидается управление положением Параметр: %1 = номер канала %2 = имя оси, номер шпинделя Объяснение: Для запрограммированного типа соединения (DV, AV) или для запрограммированной функции необходимо управление положением.
Реакции: — индикация ошибки Помощь: Включить требуемое управление положением, к примеру, через программирование SPCON.
Индикация ошибки исчезает с причиной ошибки.
Продолжение Иных действий управления не требуется.
22062 Канал %1 ось %2 реферирование: скорость поиска нулевых меток (MD) не достигается
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проверить активные ограничения числа оборотов.
Сконфигурировать более низкое число оборотов поиска нулевых меток $MA_REFP_VELO_SEARCH_MARKER.
Проверить диапазон допуска для фактической скорости $MA_SPIND_DES_VELO_TOL.
Установить другой режим реферирования $MA_ENC_REFP_MODE != 7.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Сконфигурировать более низкое число оборотов поиска нулевых меток $MA_REFP_VELO_SEARCH_MARKER. Проверить конфигурацию предельной частоты датчика $MA_ENC_FREQ_LIMIT и $MA_ENC_FREQ_LIMIT_LOW. Установить другой режим реферирования (MA_ENC_REFP_MODE != 7).
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22065 Канал %1 управление инструментом: движение инструмента невозможно, т.к.
инструмент %2 с номером гнезда %3 отсутствует в магазине %4
%1 = номер канала %2 = строка (идентификатор) %3 = номер гнезда %4 = номер магазина Объяснение: Необходимая команда перемещения инструмента – запущенная с MMC или PLC – невозможна. Названный инструмент отсутствует в данном магазине. (NCK может содержать инструменты, не согласованные с одним магазином. Операции (перемещение, смена) с такими инструментами невозможны.) Реакции: — блокировка старта ЧПУ в этом канале
— устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Убедиться, что названный инструмент находится в необходимом магазине или выбрать другой инструмент, который должен быть перемещен.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Связаться с авторизованным персоналом/сервисной службой.
•Убедиться, что названный инструмент находится в необходимом магазине или запрограммировать другой инструмент, который должен быть сменен.
•Проверить, согласуются ли машинные данные $MC_RESET_MODE_MASK, $MC_START_MODE_MASK и связанные с ними машинные данные $MC_TOOL_RESET_NAME с актуальными данными определения.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22067 Канал %1 управление инструментом: смена инструмента невозможна, так как нет рабочего инструмента в группе инструментов %2 Параметр: %1 = номер канала %2 = строка (идентификатор).
Объяснение: Желаемая смена инструмента невозможна. Названная группа инструментов не имеет рабочего инструмента, который мог бы быть установлен. Возможно, все соответствующие инструменты были переведены контролем инструмента в состояние ‘заблокированы’.
•Убедиться, что в названной группе инструментов на момент запрашиваемой смены инструмента имеется рабочий инструмент.
•Это может быть достигнуто, к примеру, через замену заблокированных инструментов или
•Через ручное разрешение заблокированного инструмента.
•Проверить, правильно ли определены данные инструмента. Были ли все предусмотренные инструменты группы определены/загружены с названным идентификатором?
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Параметр %4 = имя программы облегчает идентификацию программы, содержащей команду программирования (выбор инструмента), являющуюся причиной. Этот может быть подпрограмма, цикл и т.п., которая более не может быть взята из индикации. Если параметр не указан, то это актуальная индицируемая программа.
Реакции: — кадр коррекции с реорганизацией
— устанавливаются сигналы интерфейсов
•Убедиться, что в названной группе инструментов на момент запрашиваемой смены инструмента имеется рабочий инструмент.
•Это может быть достигнуто, к примеру, через замену заблокированных инструментов или также
• Через ручное разрешение заблокированного инструмента.
•Проверить, правильно ли определены данные инструмента. Были ли все предусмотренные инструменты группы определены/загружены с названным идентификатором?
С NC-START или клавишей RESET стереть ошибку и продолжить программу.
Продолжение программы:
22070 Блок TO %1 Просьба установить инструмент T= %2 в магазин.
Повторить сохранение данных Параметр: %1 = блок TO %2 = номер T инструмента
Ошибка возможна только при активной функции управления инструментом в NCK. Было запущено сохранение данных инструмента/магазина. При этом было определено, что в буферном магазине еще находятся инструменты (=шпиндель, захват. ). Эти инструменты при сохранении теряют информацию, с каким магазином, местом в магазине они согласованы.
При этом имеет смысл – если необходимо идентичное восстановление данных — чтобы на момент сохранения данных все инструменты находились в магазине!!
Если это не так, то при повторной загрузке данных будут присутствовать места в магазине, имеющие состояние «зарезервированы». Это состояние ‘зарезервировано’ после по возможности должно быть сброшено вручную.
Для инструментов с фиксированной кодировкой места потеря информации о месте в магазине равнозначна общему поиску свободного места с последующей установкой в магазин.
Реакции: — устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Убедиться, что перед сохранением данных инструменты в буферном магазине отсутствуют. Повторит сохранение данных после удаления инструментов из буферного магазина.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать и исправить данные ввода в эксплуатацию и оптимизации задатчика привода согласно руководству по эксплуатации.
Увеличить окно допуска в машинных данных 35150 SPIND_DES_VELO_TOL.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: •запрограммировать ограничение числа оборотов с G26
•уменьшить макс. число оборотов в соответствующих машинных данных.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: •запрограммировать ограничение числа оборотов с G26
•уменьшить макс. число оборотов в соответствующих машинных данных.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
22200 Канал %1 шпиндель %2 остановка оси при нарезании внутренней резьбы Параметр: %1 = номер канала %2 = имя оси, номер шпинделя Объяснение: При нарезании внутренней резьбы с компенсирующим патроном (G63) через интерфейс ЧПУ/PLC была остановлена ось сверления – шпиндель продолжает вращаться. Это повредило резьбу и возможно метчик.
Реакции: — блокировка старта ЧПУ в этом канале
— устанавливаются сигналы интерфейсов
— индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Предусмотреть блокировку в программе электроавтоматики, чтобы при активном нарезании внутренней резьбы останов оси был бы невозможен. Если в критических состояниях станка необходима отмена процесса нарезания внутренней резьбы, то по возможности шпиндель и ось должны останавливаться одновременно.
Небольшие отклонения поглощаются компенсирующим патроном.
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Ошибка имеет технологическую природу и выводится, если в $MN_ENABLE_ALARM_MASK установлен бит 2. Предусмотренная программная клавиша ММС ‘Поддержка технологии’ устанавливает или стирает этот бит в MD.
Реакции: — индикация ошибки Помощь: Изменить программу обработки детали или сбросить MD $MN_ENABLE_ALARMMASK бит 2.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Объяснение: Запрещено запускать шпиндель, пока он используется трансформацией. Причина:
условием для использования шпинделя в трансформации является осевой режим. Выход из него запрещен.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать надежность контактов штекера контура измерения. Проконтролировать сигналы датчика, при ошибках заменить измерительный датчик.
Продолжение программы:
25001 Ось %1 аппаратная ошибка пассивного датчика Параметр: %1 = имя оси, номер шпинделя Объяснение: Сигналы не активного в данный момент датчика фактического значения положения отсутствуют, не являются синфазными или имеют замыкание на массу/короткое замыкание.
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать надежность контактов штекера контура измерения. Проконтролировать сигналы датчика, при ошибках заменить измерительный датчик. Отключить контроль с соответствующим сигналом интерфейсов (DB 31 — 48, DBX 1.5 = 0 или DBX 1.6 = 0).
Удалить ошибку клавишей RESET.
Продолжение Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Контроль измерительной системы согласно данным изготовителя измерительного оборудования.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25011 Ось %1 загрязнение пассивного датчика Параметр: %1 = имя оси, номер шпинделя Объяснение: Не используемый для управления положением датчик посылает сигнал загрязнения (только для измерительных систем с сигналом загрязнения).
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Контроль измерительной системы согласно данным изготовителя измерительного оборудования.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Погрешности могут возникнуть из-за ошибок передачи, возмущающих воздействий, аппаратных ошибок датчика или анализирующей электроники в используемом для управления положением датчике.
Поэтому проверить ветвь фактического значения:
1. Участок передачи: проверить контакт штекера фактического значения на двигателе, проводимость кабеля датчика, короткое замыкание и замыкание на массу (плохой контакт?).
2. Импульсы датчика: Питание датчика в пределах границ допуска?
3. Анализирующая электроника: Замена/новое конфигурирование используемого приводного модуля. Контроль может быть отключен через установку машинных данных 36310 ENC_ZERO_MONITORING [n]=. (n. номер датчика: 1, 2) на 0.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25021 Ось %1 контроль нулевых меток пассивного датчика Параметр: %1 = имя оси, номер шпинделя Объяснение: Контроль относится к не используемому управлением положением датчику! (сигнал NST DB 31 — 48, DBX 1.5 = 0 или 1.6 = 0) Импульсы датчика измерения положения между 2 импульсами нулевых меток подсчитываются (аппаратная функция). В растре такта интерполяции (стандартная установка 4 мсек) проверяется, подает ли датчик всегда одинаковое кол-во импульсов между нулевыми метками. Как только регистрируется погрешность в 4-х младших битах счетчика, следует ошибка.
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Погрешности могут возникнуть из-за ошибок передачи, возмущающих воздействий, аппаратных ошибок датчика или анализирующей электроники в используемом для управления положением датчике.
Поэтому проверить ветвь фактического значения:
1. Участок передачи: проверить контакт штекера фактического значения на двигателе, проводимость кабеля датчика, короткое замыкание и замыкание на массу (плохой контакт?).
2. Импульсы датчика: Питание датчика в пределах границ допуска?
3. Анализирующая электроника: Замена/новое конфигурирование используемого приводного модуля. Контроль может быть отключен через установку машинных данных ENC_ZERO_MON_ACTIVE [n]=. (n. номер датчика: 1, 2) на 0.
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
Частое возникновение этой ошибки указывает на то, что передача абсолютного датчика или сам абсолютный датчик неисправны и при одной из следующих ситуаций выбора датчика или Power-On возможно определение неправильного абсолютного значения.
Реакции: — индикация ошибки Помощь: Заменить датчик, заменить кабель датчика или экранировать (или деактивировать контроль нулевых меток).
Удалить ошибку с помощью клавиши стирания или NC -START.
Продолжение программы:
25031 Ось %1 граница предупреждения фактической скорости Параметр: %1 = имя оси, номер шпинделя Объяснение: Актуальное фактическое значение скорости превышает 80% зафиксированного в машинных данных предельного значения – не используется -Реакции: — индикация ошибки Помощь: Помощь: Связаться с авторизованным персоналом/сервисной службой.
•Проверить и при необходимости увеличить MD 36040 STSTILL_DELAY_TIME и MD 36030 STSTILL_POS_TOL. Значение должно быть больше, чем машинные данные «Точный останов грубый» ($MA_STOP_LIMIT_COARSE).
•Оценить усилия обработки и при необходимости уменьшить посредством уменьшения подачи/увеличения числа оборотов.
•Увеличить давление зажима.
•Увеличить усиление в контуре управления положением за счет улучшения оптимизации (коэффициент Kv MD 32200 POSCTRL_GAIN, привод 611D).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: •Момент привода (FXST) был установлен слишком низким, поэтому мощности двигателя не хватило для достижения конечной позиции — увеличить FXST.
•Обработанная деталь медленно изменяет форму, поэтому возможна задержка достижения конечной позиции — увеличить MD 36042 FOC_STANDSTILL_DELAY_TIME.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET. Заново программы: запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой.
•проверить значение допуска в MD 36400: CONTOUR_TOL, не было ли предусмотрено слишком маленькое значение.
•Проверить оптимизацию регулятора положения (коэффициент Kv в машинных данных 32200 POSCTRL_GAIN), следует ли ось заданному значению без перерегулирования. В ином случае необходимо улучшить оптимизацию регулятора числа оборотов или уменьшить коэффициент Kv.
•Улучшение оптимизация регулятора числа оборотов
•Проверить механику (плавность хода, инерционные массы).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. При правильной установке регулятора привода и прочих параметров обработки эта ошибка не должна возникать.
•проверить фактические значения: локальное заклинивание салазок, провал числа оборотов через толчок моментов при контакте детали/инструмента, наезд на жесткое препятствие и т.п.
•проверить направление управления положением: ось «идет вразнос» (не для приводов 611D)?
•проверить кабель заданного значения числа оборотов Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25070 Ось %1 слишком большое значение дрейфа Параметр: %1 = имя оси, номер шпинделя
Только для FM-NC с аналоговыми приводами!
Доп. макс. значение дрейфа (внутреннее, доинтегрированное значение дрейфа автоматической компенсации дрейфа) было превышено при последнем процессе компенсации! Допустимое макс. значение зафиксировано в спец. для оси машинных данных 36710 DRIFT_LIMIT. Само значение дрейфа не ограничивается.
Автоматическая компенсация дрейфа: MD 36700 DRIFT_ENABLE=1 Циклически в такте IPO в состоянии покоя осей контролируется погрешность между фактической и заданной позицией (дрейф) и автоматически компенсируется на ноль через медленное доинтегрирование внутреннего значения дрейфа.
Ручная компенсация дрейфа: MD 36700 DRIFT_ENABLE=0 В машинных данных 36720 DRIFT_VALUE к заданному значению числа оборотов может быть прибавлено статическое смещение. Оно не входит в контроль дрейфа, так как оно действует как смещение нулевой точки напряжения.
Реакции: — индикация ошибки Помощь: Связаться с авторизованным персоналом/сервисной службой. Отрегулировать компенсацию дрейфа при отключенной, автоматической компенсации дрейфа таким образом, чтобы отклонение, обусловленное запаздыванием, лежало около нуля. После снова активировать автоматическую компенсацию дрейфа для выравнивания динамических изменений дрейфа (эффекты нагрева).
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проконтролировать, соответствуют ли границы точного останова (грубого и точного) динамическим возможностям осей, в ином случае увеличить — при необходимости в комбинации со временем позиционирования в MD 36020 POSITIONING_TIME. Проверить оптимизацию регулятора числа оборотов/регулятора положения; по возможности выбирать высокие усиления. Проверить установку коэффициента KV (MD 32200 POSCTRL_GAIN), при необходимости увеличить.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25100 Ось %1 переключение измерительной системы невозможно Параметр: %1 = имя оси, номер шпинделя
Объяснение: Для требуемого переключения измерительного датчика отсутствуют условия:
1. Новый выбранный датчик должен быть переведен в активное состояние (DB 31 — 48, DBX 1.5 или 1.6 = 1 «Система измерения положения 1/2»)
2. Разница факт. значений между обоими датчиками больше, чем значение в спец. для оси MD 36500 ENC_CHANGE_TOL («макс. допуск при переключении фактического значения положения»).
В зависимости от сигналов интерфейсов: «Система измерения положения 1» (DB 31 — 48, DBX 1.5) и «Система измерения положения 2» (DB 31 — 48, DBX 1.6) осуществляется активация соответствующей измерительной системы, т.е. с этой измерительной системой теперь будет работать управление положением. Другая измерительная система переводится в режим слежения. Если оба сигнала интерфейсов «1», то активна только 1-ая измерительная система, если оба сигнала интерфейсов «0», то ось паркуется.
Переключение выполняется сразу же при смене сигналов интерфейсов, и при движущейся оси!
Помощь: Связаться с авторизованным персоналом/сервисной службой. Проверить машинные данные активного и выбранного датчиков. Проверить машинные данные для допуска датчиков ($MA_ENC_DIFF_TOL).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
25110 Ось %1 выбранный датчик отсутствует Параметр: %1 = имя оси, номер шпинделя Объяснение: Выбранный датчик не совпадает с макс. кол-вом датчиков в спец. для оси машинных данных 30200 NUM_ENCS, т.е. 2-ой датчик отсутствует.
25200 Ось %1 затребованный блок параметров запрещен Параметр: %1 = имя оси, номер шпинделя Объяснение: Для управления положением запрошен новый блок параметров, номер которого лежит вне допустимой границы (имеется 8 блоков параметров: 0 … 7).
Реакции: — блокировка старта ЧПУ в этом канале
— устанавливаются сигналы интерфейсов
25201 Ось %1 сбой привода Параметр: %1 = имя оси, номер шпинделя Объяснение: Привод сигнализирует существенную ошибку класса состояния 1 (ZK1). Точная причина ошибки может быть определена через анализ дополнительных, следующих ошибок привода:
ошибка 300 500, ошибка 300 502 — 300 505, ошибка 300 508, ошибка 300 515, ошибка 300 608, ошибка 300 612, ошибка 300 614, ошибка 300 701 — 300 761, ошибка 300 799.
Ошибка может быть переконфигурирована (канал не готов к работе) через MD ALARM_REACTION_CHAN_NOREADY.
Помощь: Обработка приведенных выше ошибок привода.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET. Заново программы: запустить программу обработки детали.
25202 Ось %1 ожидать привода Параметр: %1 = имя оси, номер шпинделя Объяснение: Сборная ошибка привода (с самоудалением) Реакции: — устанавливаются сигналы интерфейсов
Помощь: Ожидание привода. 25202 покрывает те же проблемы, что и ошибка 25201 (см. там). Ошибка появляется при запуске на длительное время, если отсутствует коммуникация привода (к примеру, отказ штекера Profibus). В остальных случаях ошибка имеет место лишь кратковременно и при длительных проблемах после внутреннего таймаута сменяется ошибкой 25201.
Индикация ошибки исчезает с причиной ошибки.
Продолжение Иных действий управления не требуется.
Помощь: Определить погрешность позиции к заданной позиции и в зависимости от этого либо увеличить допустимый допуск в MD, либо обеспечить механическое улучшение зажима (к примеру, увеличить давление зажима).
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
Помощь: Связаться с авторизованным персоналом/сервисной службой. Контроль установочных параметров компенсации квадрантных ошибок (компенсация трения), при необходимости отключить компенсацию с MD 32500 FRICT_COMP_ENABLE.
Продолжение Удалить во всех каналах этой ГРР эту ошибку с помощью клавиши RESET.
программы: Заново запустить программу обработки детали.
26002 Ось %1 датчик %2 ошибка параметрирования: число делений датчика Параметр: %1 = имя оси, номер шпинделя %2 = номер датчика
1. Круговая измерительная система ($MA_ENC_IS_LINEAR[] == FALSE) Установленное в MD 31020 $MA_ENC_RESOL[] число делений датчика не совпадает с машинными данными привода MD1005 или одно из двух MD равны нулю!
2. Абсолютная измерительная система с интерфейсом EnDat ($MA_ENC_TYPE[] == 4) Для абсолютных датчиков дополнительно проверяется связность подаваемого приводом разрешения инкрементальной и абсолютной дорожки.
•измерительная система двигателя: MD1005, MD1022
•прямая измерительная система: MD1007, MD1032
Помощь: Связаться с авторизованным персоналом/сервисной службой. Исправить машинные данные Для абсолютных датчиков может потребоваться обработка имеющихся ошибок привода, указывающих на проблемы датчика. Они могут быть причиной для неправильных записей MD 1022/MD1032, которые считываются приводом из самого датчика.
Продолжение программы:
Помощь: Определить шаг шариковинтовой пары (данные изготовителя станка или измерение шага при снятой крышке шпинделя) и внести в машинные данные 31 030 LEADSCREW_PITCH (в большинстве случаев 10 или 5 мм/об.).
Помощь: Связаться с авторизованным персоналом/сервисной службой. Ввести период делений линейной измерительной системы согласно данным изготовителя станка (или изготовителя средства измерения) в машинные данные 31010 ENC_GRID_POINT_DIST.
 «АТОЛ FPrint-90АК Контрольно-кассовая техника АТОЛ FPrint-90ЕНВД Чекопечатающая машина Руководство по эксплуатации [Содержание] Содержание Введение Основные положения Условные обозначения Используемые сокращения Подготовка к эксплуатации Использо. »
«АТОЛ FPrint-90АК Контрольно-кассовая техника АТОЛ FPrint-90ЕНВД Чекопечатающая машина Руководство по эксплуатации [Содержание] Содержание Введение Основные положения Условные обозначения Используемые сокращения Подготовка к эксплуатации Использо. »
«ДЕРЖАВНI БУДIВЕЛЬНI НОРМИ УКРАЇНИ Захист вiд небезпечних геологiчних процесiв IНЖЕНЕРНИЙ ЗАХИСТ ТЕРИТОРIЙ, БУДИНКIВ I СПОРУД ВIД ЗСУВIВ ТА ОБВАЛIВ. ОСНОВНI ПОЛОЖЕННЯ ДБН В.1.1-3-97 Видання. »
«Живая Легенда Монреаль Газетт Дэйв Стаббс Июнь 2, 2001 Он все еще величественен и изящен, джентльмен, который так великолепно играл в течение двух десятилетий в свитере Канадиенс. Вы не найдете ни одного атлета, в наше или другое. »
«Invader Инструкция эксплуатации ВВЕДЕНИЕ Спасибо за приобретение радиоуправляемого вертолета Invader. Мы надеемся, что эта модель доставит Вам много удовольствия. Данный вертолет предназначен для широкого круга увлеченных моделистов с разным уровнем подготовки. Мы настоятельно ре. »
«ПОРЯДОК ДЕЙСТВИЙ КЛИЕНТА (СТРАХОВАТЕЛЯ) в случае потери работы. 1 ЭТАП В течение 10 (десяти) рабочих дней с даты расторжения трудового договора (или служебного контракта) по причине, указанной в страховом полисе, подать доку. »
«Munich Personal RePEc Archive Banking systems of Central and Eastern Europe on their way to EU Anna Abalkina Financial University under the Government of the Russian Federation, Institute of Economics RAS Online at http://mpra.ub.uni-muenchen.de/50116/ MPRA Paper No. 50116, posted 25. September 2013 14:03 UTC А. »
«Chameleon 2.5 Руководство администратора Описание работы с ПО для системного администратора. Руководство администратора Chameleon 2.5 Руководство администратора Описание работы с ПО для системного администратора. Редакция Chameleon 2.5 Evolution Chameleon soft Авторские права © 2015 Chameleon soft chmsoft.com.ua Copyright © 2015. »
«УТВЕРЖДАЮ Директор БУК «Музей имени М. А. Врубеля» Ю.В. Трофимов «»_ 2014 г. ПЛАН основных мероприятий БУК «Музей имени М.А. Врубеля» на 2015 г. Мероприятие Сроки Место проведения Долговременные проекты I–IV квартал Выставки Пост. »
«»ОРКФ «КИНОТАВР»241 ОРКФ «КИНОТАВР»242 ОРКФ «КИНОТАВР» www.news.argumenti. http://news.argumenti.ru/cinema/2012/06 АДРЕС САЙТА ru /181541 243 ОРКФ «КИНОТАВР» www.news.argumenti. http://news.argumenti.ru/culture/2012/06/ АДРЕС САЙТА ru 181533?type=all#fulltext 244 ОРКФ «КИНОТАВР» http://www.bbc.co.uk/ru. »
«11 Эбель А.Л. Новые сведения о распространении крестоцветных (Brassicaceae) в Южной Сибири и Восточном Казахстане // Turczaninowia. 2002. T. 5, № 2. С. 60–68. Эбель А.Л. Дополнение к распространению некоторых редких видов крестоцветных в Хакасии // Сист. зам. по материалам Гербария при Том. гос. ун-те. 2003. Вып. 93. С. 14–19. Koch M. »
«Л.Е.Чернова к.ф.н., Днепропетровск » ВСЕМУ СВОЕ ВРЕМЯ И СВОЙ СРОК.» (Хронотопия иудаизма) В противоположность месту (пространству) и видимому материальному миру, » Время » – понятие таинственное и неуловимое. Его невозможно увидеть или услышать, оно не имеет материальной видимой оболочки. В древне. »
«Толкование суры «Аль-Каусар» С именем Аллаха Милостивого, Милосердного! Передают со слов Анаса ибн Малика: «Однажды, когда посланник Аллаха, мир ему и благословение Аллаха, сидел с нами в мечети, он немного вздремнул, а затем, улыбаясь, поднял голову. Мы спросили: «Что рассмешило тебя, о посланник А. »
«Муниципальное бюджетное учреждение социального обслуживания Центр помощи детям, оставшимся без попечения родителей, Агаповского муниципального района Утверждаю: Директор СБУ СО Центр помощи детям. »
«ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №1. Тема занятия: «Разработка схематического плана и таблицы маршрутов железнодорожной станции». Цель работы: разработать схематический план станции и таблицы маршрутов железнодорожной станции.Оборудование и раздаточный материал: 1. Карточки горловин. »
«Системы будущего Решения для сетей общего пользования Волоконнооптические и медные технологии В будущее с R&M ЛИДЕР В ОБЛАСТИ КОММУНИКАЦИЙ Для удовлетворения требований, которые могут возникнуть в будущем, совершенные коммуникацио. »
«оКтябРь–НоябРь 2015 Каталог тоВаРоВ ТРИ ТОВАРА МЕСЯЦА Сотовый телефон облачная Цифровая ручка С повышенной видеокамера Стр. 15 чувСтвительноСтью Стр. 4 Стр. 18 Мы продаём даджеты. »
«ISSN 0869-4362 Русский орнитологический журнал 2015, Том 24, Экспресс-выпуск 1111: 670-673 Воспоминания об Алексее Сергеевиче Мальчевском Т.Б.Ардамацкая Написано в 1995 году. Поступила в редакцию 20 февраля 2015 Об Алексее Сергеевиче Мальчевском помнят многие. Большинство студентов биофака Ленинградского университета е. »
«Вестник ПГУ №1, 2010 УДК 94 (575.2) РОЛЬ КАРГА АКЕ В РЕШЕНИИ ВОПРОСА В ПРИНЯТИИ ПОДДАНСТВА РОССИЙСКОЙ ИМПЕРИИ ИССЫК-КУЛЬСКИХ КЫРГЫЗОВ К. Асанбеков Иссык-кульский государственный университет им. К. Тыныстанова, Кыргызская Республика Высокое звание «Аке» присваивалос. »
«2 7. Разное:7.1.О приведении среднего ремонта колесных пар грузовых вагонов с демонтажем буксового узла в соответствие гарантийным срокам эксплуатации цилиндрических роликовых подшипников буксовых узлов.7.2.Техника на комбинированном ходу Российского произ. »
«HP Care Pack Services 1 © 2008 Hewlett-Packard Development Company, L.P. The information contained herein is subject to change without notice. Содержание презентации • Что такое сервис HP Care Pack. • HP Care Pack. Аргументы ЗА. • Портфель сервисов. • ISS, IPG, P. »
«»УТВЕРЖДЁН» «ПРЕДВАРИТЕЛЬНО УТВЕРЖДЁН» решением общего собрания акционеров решением совета директоров ОАО «Авиакомпания «Сибирь» ОАО «Авиакомпания «Сибирь» протокол общего собрания акционеров протокол заседания совета директоров от » » _ 2014 года № от » » _ 2014 года № ОАО «Авиакомпания «Сибирь» ГОДОВОЙ ОТЧЕТ ЗА 2013 ГОД Генераль. »
2017 www.lib.knigi-x.ru — «Бесплатная электронная библиотека — электронные матриалы»
Материалы этого сайта размещены для ознакомления, все права принадлежат их авторам.
Если Вы не согласны с тем, что Ваш материал размещён на этом сайте, пожалуйста, напишите нам, мы в течении 1-2 рабочих дней удалим его.
Источник
- 30 Июл 2009
Теперь что означают светодиоды.
1.Зеленые,-«POK»-POWER OK» ,»PR»-POWER READY
2.Красные,-«NF»-NCK FAULT(ошибка системы),»CF»-COMMUNICATION FAULT(ошибка связи),»PS»-PLC STOP(останов PLC),»PF»-PLC FAULT(ошибка PLC)
3.Желтые,»CB»-COMMUNICATION BOOT FILES FOR SIMODRIVE-611D,
«CP»-COMMUNICATION PROCESSOR,»PFO»-PLC IN FIRST OUT,»DP»,-DUAL PORT.
Для чего нужны кнопки,»NMI»-NUMERICAL MACHINE INTERFACE-используется для активации диагностического интерфейса в процессе работы с программой «LADDER»,»RESET»,-ручной сброс и перезапуск NCK контроллера.
Добавлено 30-07-2009 22:58
Маленькая тонкость в названии «NCK»,это не NUMERICAL CONTROL KEMEL,a KERNEL!
Добавлено 30-07-2009 23:05
Т.е. по русски KERNEL,-это ядро.C «верблюдом» связи никакой нету!
Добавлено 30-07-2009 23:16
Многие называют «NCK»- ядром системы,я считаю, что это определение несколько узковато,т.к. понятие NCK и функциональное значение намного шире.
Добавлено 30-07-2009 23:29
Ах да,забыл совсем!Что такое за переключатель не коннекторе интерфейса.Значит,это интерфейс «PROFIBUS-DP»,а переключатель «MASTER/SLAVE» и все дела.
- 31 Июл 2009
andreieinav сказал(а):
Ах да,забыл совсем!Что такое за переключатель не коннекторе интерфейса.Значит,это интерфейс «PROFIBUS-DP»,а переключатель «MASTER/SLAVE» и все дела.

Чуть поправлю, переключатель терминирования линии, подкл. к линии реэюк 120 ОМ, при неподключенном к устройству разъеме.
- 31 Июл 2009
o_l_e_g,согласен-это один из вариантов «заглушки»
- 31 Июл 2009
Доброго времени суток! С большим удовольствием прочитал эту тему, очень хорошо все описано. Хотелось бы попросить поподробней описать процедуру восстановления 840 Семена PCU-20, при наличии резервных файлов на карте памяти. К сожалению, сейчас не на работе, но после слета данных обнаружил на карте памяти два файла- что-то типа NCU-PLC и PLC. Хотелось бы узнать положения кодовых переключателей S3, S4 и последовательность ввода в эксплуатацию. И ещё такой вопрос- чем определяется уровень доступа при включении станка? У нас 2 стойки при включении находятся сразу с правами производителя, можно ли это каким-либо образом исправить? По поводу программы для закачки и выгрузки файлов в стойку (не только в семены) используем бесплатную программу NC-Link Free, под хрюшей и с преобразователем USB-Com работает без проблем. Интерфэйс у нее правда английский, но все понятно, есть возможность сохранять комовские настройки для разных типов стоек. Заранее благодарен!
- 31 Июл 2009
Уважаемый Andreieinav подскажите пожалуйста sinumerik 810D у нас происходит биение оси «Y» выдает ошибки (25080 и 25030) контроль позиционирования и аварийный предел фактической скорости. Пробовали в MD уменьшать скорость, контроль над скоростью md 36200 ставили на 10% больше максимальной в документации советуют правильно определить коэффициент Kv в общем запутались мы окончательно помогите пожалуйста!
- 1 Авг 2009
martyn_80, перекинь измерительный кабель с другой оси, заведомо исправный.
- 1 Авг 2009
В случаях, как у Martiyn_80, мы обычно поступали следующим образом- неисправность похожа на обрыв обратной связи, и тут важно каким образом позиционируется ось, энкодерами двигателя или есть дополнительные оптические линейки, и проявляется ли неисправность в ручном режиме станка. Перебрасывали оси местами, правда у нас в основном токарки, X c Z, перемещали маховичком оси и определяли, действительно ли обрыв обратной связи, либо неисправен привод, либо механика. В случае с оптическими линейками несколько сложнее, но неисправность чисто внешне выглядит не так.
- 2 Авг 2009
Значит,начну с Martyn_80.
Если машина вывесила транспорант 25080,т.е..25080 AXIS %1 POSITIONING MONITORINGи
25030 AXIS %1 ACTUAL VELOCITY ALARM,это вовсе не говорит о физичеcкой неисправности оси.Причиной такого поведения машины может являться неcоответствие линейных параметров оси их «R»-параметрам.Т.е. ,грубо говоря,программа пользователя,точнее,»R»-параметры домиков ,пытаются запихать оcь в то место,куда она физически зайти не может!Короче,бери программистов и заставь проверить все «домики» начиная с параметра «R28»,кажется,а уже потом,если «R» параметры в порядке,начинать мучить оси параметрами MD 36200,это AX VELO LIMIT.
А вот параметр MD 322000POSCTRL GAINлучше вернуть назад,чтобы не перегреть драйвер!Ведь,если бы была физическая проблема с осью,то и команда «REFERENCE POINT» не отрабатывала бы!
Добавлено 02-08-2009 11:27
Теперь ASm,я немогу, не зная архитектуры машины, рекомендовать вышибать ей «мозги»!Можно наломать серьезных дров!Тем более на такой коварной штуке,кaк PCU-20!Тут,прежде чем решиться на инсталляцию,нужно все продумать,-каждый шаг,найти всю документацию по NCK и PLC,разобраться с приоритетами устройств,а уже потом начинать инсталляцию!Закинь в личку инфу по твоей машине,-тогда смогу чем-то помочь,а так, рекомендовать что- то я немогу!
Добавлено 02-08-2009 11:38
Уровень доступа и приоритет устройств PCU-20 определяется или программно,установками NCK,или переключателями внутри самого PCU-20,это зависит от модификации устройства.Пытаться щелкать переключателями,в любом случае,-не стоит!Советую,-ищи документы на машину,если машину поставляли немцы,-обязaтельно должно быть описание и комплект инсталляционных файлов!
- 2 Авг 2009
Короче,бери программистов и заставь проверить все «домики» начиная с параметра «R28»
Собственно в том-то и дело ,что программистов по синумерику у нас нет, служба автоматики не знает станок совершенно! Приходиться разбираться самим! Если можно разьяснить подробнее по настройке скоростей , корректировок и R параметры. Буду признателен!
- 10 Авг 2009
Коллеги,извиняюсь за паузу,-жуткое количество вызовов на неисправности!Разгребу завалы,-продолжим и всем отвечу!
- 12 Авг 2009
Итак,мы знаем,что существуют линейные огрaничители движения осей,их два вида ,-программируемые ограничители и физические,т.е. конечники.Оси ,на всех машинах ЧПУ, двигаются согласно подпрограммам движения L-***(SUBPROGAM,или в простонародье,-суброотины).Соoтветственно,описываются эти подпрограммы «R»-параметрами.Вот ,если значения R параметров выходят за рамки значений линейных ограничителей и возникают такие проблемы,как неисправность 25080.
Каждая машина имеет свои конструктивные особенности,поэтому нужно внимательно прочитать в документации программного обеспечения раздел «SUBPROGRAM» таблицу R-параметров.Уменя под рукой R-параметры шлифовального станка «BLOHM»,собранного на базе SINUMERIK-840D,я приведу пример суброотины L-901,это нарезка профиля на камень.
R00= -INITIAL PROFILING
R05= DRESING OR CRUSHING
R09= FEED RATE FOR PROFILE DEPTH
R12= PERIPHERAL SPEED OF WEEL(m/s or ft/sec)
R14= DRESSING INFEED SPEED PER EACH REVOLUTION(0.001mm/rev)
R16= PEA SENSE OF ROTATION
R28= DRESSING AMOUNT
R32= APPROACH DIMENSION Y-AXIS GRINDING WHELL/PROFILING ROLL
R35=SAFETY LEVEL/SAFETY POSITION OF Y-AXIS POSITION
R48= NUMBER OF ROLL-OUT REVOLUTIONS
_
Таким образом,если R35 загнан за линейный ограничитель,обязательно должна возникнуть неисправность 25080!
Добавлено 12-08-2009 14:21
Эти подпрограммы стандартны,т.е. достаточно проверить параметры(естественно,по таблице для данной машины!) имеющие отношение к сбойной оси,в нашем случае,это R-35.Но я всегда рекомендую проверить и остальные параметры,т.к. очень часто оперaторы по ошибке,загоняют туда всякий мусор.
Добавлено 12-08-2009 14:30
Маленькая тонкость.Во вcех машинах есть возможность корректировки тела подпрограммы.Хочу предупредить,не лезьте в тело подпрограммы,кроме корректировки метки конца программы «M17»!Если суброотина не работает,найдите ее на инсталляционном диске,(она идет с расширением «SPF») перепишите ее,проверьте метку M17 и все будет OK!
- 14 Авг 2009
Здравствуй Андрей. Раньше написать не мог, по причине болезни. Пробовал делать все действия, что ты советовал. Но что то все равно идет не так.http://monitor.net.ru/forum/images/smileys/sad.gif Андрей, хочу попросить, можеш сбросить мне в личку номер своего мобильного.
Рылся тут по сайтам и нашел мануалы на русском по SIMODRIVE-611, SINUMERIK и SINAMICS. Одно немного напрягает, через весь экран защитная надпись.
Выкладываю адрес сайта в общак, может кому то будет интересно:
ссылка скрыта от публикации /
- 14 Авг 2009
Одно немного напрягает, через весь экран защитная надпись.
Ломаеш PDF программой «Advanced PDF Password Recovery» , потом любым редактором например «VeryPDF PDF Editor» убираеш ненавистную надпись, я еще для ускорения этого дела ставил софтину «Macro ToolsWorks» она записывает нажатия клавиш и позиции курсора можно автоматизировать удаление надписей автоматически.
Добавлено 14-08-2009 19:13
andreieinav спасибо за информацию! R-параметры надеюсь не имеют отношение к R-переменным в программе?!
- 17 Авг 2009
- 18 Авг 2009
Коллеги,всем привет!
Николай8899,в книжке «ALARM LIST»,- 112 листов.Могу выложить классификационную таблицу неисправностей,или какую то ,интересующую тебя часть.Скажи конкретно,какая неисправность интересует.
martyn_80,я имел в виду R-параметры «SETTING DATA».Они подразделяются,в зависмости от идентификатора,еще на локальные и глобальные.Если интересно,могу рассказать.
Добавлено 18-08-2009 18:48
Попробую что- то найти в архиве «SIEMENS» ,-очень плoхо стал работать их cервер.Если пробьюсь,то выложу «ALARM LIST».
- 18 Авг 2009
Да!!!
Большое спасибо в моём случае любая информация
огромная находка !!
Просто оборудование старое амортизировалось в нескольких компаниях , как следствие
полезной информации «0» и документов к нему тоже !!!
Уважаемый Андрей мы с вами уже несколько раз работали, Ваши советы меня много раз выручали !!!!
А проблема у меня такая !!!
Станок работает всё нормально потом резко останавливается загораются все лампочки и чтоб запустить его снова
нужно выключить машину полностью и подождать!!!
Причем в данной ситуации нельзя посмотреть что произошло он если можно так сказать «виснет»
Раньше это было редко, а теперь чаще и чаще .
А список если можно пришлите
буду очень благодарен!!!
R-параметры «SETTING DATA»
«ALARM LIST»
- 18 Авг 2009
Если загораются все лампочки на 80-ке и машина виснет,то начинать копать надо с блока питания CPU!Это блок,рядом с батарейкой поддержки памяти.Значит,там должны быть дырочки и потенциометр регулировки напряжения логики 5V.Прежде чем вынимать БП,проверь хорошим цифровым вольтметром напругу,-она должна быть ровно,до десятых долей, 5V!Если напряжение в норме,тогда осторожно,чтобы не задеть батарейку(иначе память упадет!),внимаешь БП и начинаешь его отмывать от грязи.Доску БП вынимай очень осторожно,т.к. из за большого радиатора сзади,она может ,при применении силы ,лопнуть!Когда вытащил доcку,обязательно проверь нижнюю решетку корпуса БП,на некоторых моделях решетки покрывают фольгированным напылением,от времени покрытие вспучивается и начинает под действием потка воздуха от вентиляторов подкорачивать плату.
Добавлено 18-08-2009 22:31
Это одна из классических неисправностей этих моделей.Хуже вcего,что она- предвестница капремонта.Причинами могут быть;
1.БП -CPU
2.Платы интерфейса PLC-CPU
3.Проблемы с корзинами ,точнее с кроссплатами внутри корзин.
Буквально на той неделе пришлось полностью перебирать похожую машину.Проблема была в том,что машина подверглась воздействию коррозии.Завод находится в горах,утром в воздухе много влаги,в результате пострадал монтаж как на платах,так и на кроссплатах внутри корзин PLC CPU.
Мой совет,-не мечись начни по порядку с БП ,если надумаешь перепахивать платы,то разрисовывай все,начиная с местоположения плат и кончая положением направляющих полозьев в корзине!
- 18 Авг 2009
Спасибо завтра проверю !!!
Пришлите :
«ALARM LIST»
R-параметры «SETTING DATA»
:good:
- 19 Авг 2009
Проник ,наконец,в архив SIEMENS..Вся инфа по старым моделям SINUMERIK-810G,880,810GA удалена,остались только 840D,810DI,840DI,т.е. последние версии.
Придется выкладывать основные неисправности ALARM LIST потихоньку тут.Спешить некуда,да и способы устранения типичных неисправностей будет полезно обсудить.Часть из них уже обсуждaлась.Не беда,коллеги,наскребем информацию сами!
- 19 Авг 2009
я имел в виду R-параметры «SETTING DATA».Они подразделяются,в зависмости от идентификатора,еще на локальные и глобальные.Если интересно,могу рассказать.
да, если нетрудно!
- 19 Авг 2009
ссылка скрыта от публикации не знаю как на счет ALARM LIST, но документации на 880 много
- 19 Авг 2009
Начну с классификации неисправностей «ALARM LIST».
Hомер 2…6,8…15,40…89,-неисправности включения NC-контроллера
Номер 16…35,-сбои интерфейса RS232C(V24)
Номер 100*…120*,140*…196*,1004*…1008*,1016*,1024*…1036*,
1052*…1060*,1204*…1216*—сбои линейных оcей(axis specific)
Номер 225*,228*…231*,2000*…2031*-сбои шпинделей(spindle specific)
- 19 Авг 2009
Номер 128*…136*,226*…227*,1000*,1012*,1040*,1200*-сбои измерительной аппаратуры,счетчиков,энкодеров,оптических линеек и т.д..
Напоминаю,что «*»-это номер неисправной оси!
Номер 2000…2195,2410…2427-состояние EMERGENCY STOP,ошибки запуска ,неверные параметры запусков,связанные с запретом работы контроллеров.
Номер 7,3000…3246- программные ошибки,oшибки в параметрах MPF,SPF(программах пользоваеля ,cуброотинах)
Номер 1044*-ошибка в параметрах линейной оси(используется для версии SINUMERIK-880GA2,SOVTWARE VERSION1)
Номер 4100..4200-сбои программных циклов,ошибки параметров TOOL OFFSET
Номер 5000…5099,-сбой подпрограмм
Номер 6000…9999-сбои внутренних программ PLC
Добавлено 19-08-2009 22:48
В дальнейшем,разберем подробнее основные неисправности каждой из подгрупп.
Перейду к «R»-параметрам.
Структура «R»-параметров имеет следующий вид;
R00-R99->локальные параметры,которые в свою очередь подразделяются на параметры описывающие движение осей(R00-R49) и параметры активации счетчиков движения(R50-R99).
R100-R199->глобальные параметры,отвечающие за вызов подпрограмм.Значит,параметры R100-R109 отвечают за вызов суброотин L940(L799)-L944,параметры R110-R199,—>L898-L979.
Завтра продолжим.
- 20 Авг 2009
Специально вернулся,чтобы исправить неточность.Я писал «R100-109-отвечают за вызов суброотин L940-L944…»,это не совcем верно,они отвечают «не за вызов»,а за «описaние суброотин».Это ошибка в моем конспекте (плaн занятий в институте).
- 20 Авг 2009
Спасибо! ждем продолжения!