
Из инструкции по эксплуатации:
Цитата
Аппараты, питающиеся от трехфазной сети (ВД-253, ВД-315), имеют в своем составе монитор фазного напряжения сети. В случае пропадания одной из фаз питающего напряжения на цифровом индикаторе будет мигать символ «-F-«, а инвертор аппарата отключится. Данную неисправность сети необходимо найти и устранить.
У Неона есть свой сайт http://ei-neon.ru/. Там можно найти инструкции и схемы.
Есть магазин комплектующих http://ei-neon.ru/magazin/.
Да и поддержка сервисной службы вполне адекватная, можно пообщаться.
Обновлено: 05.06.2023

| Описание: |
|---|
Сварочный выпрямитель Неон ВД-315 предназначен для ручной дуговой сварки металлов штучными электродами любых типов и марок(MMA-сварка).
Выпрямитель предназначен для эксплуатации в помещениях с вентиляцией и на открытом воздухе под навесом при отсутствии атмосферных осадков(соответствует категории размещений – 2) и температуре от-40ºС до +40 ºС. Выпрямитель допускается к эксплуатации непосредственно на стенах предприятий, фундаментах и т.п. при внешних источниках вибрации с частотой не выше 35Гц; на строительно-дорожных машинах(группа условий эксплуатации – М ). Выпрямитель разрешается эксплуатировать при содержании в атмосфере сернистого газа до 250 мг/(м сут), хлоридов – менее 0,3 мг/(м сут) (тип атмосферы – II).
Хранение выпрямителя должно осуществляться в закрытых или других помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где колебания температуры и влажности воздуха существенно меньше, чем на открытом воздухе (условия хранения – 2).
Небольшие габарит и вес достигается за счет
преобразования электрической энергии на высокой частоте с помощью квазирезонансного инвертора выполненного на IGBT транзисторах. Регулирование выходных параметров обеспечивает частотный способ управления инвертором, позволяющий значительно снизить пульсации сварочного тока. Применение TRENCHSTOP™ IGBT технологии и квазирезонансного инвертора позволяет увеличить КПД, продолжительность нагрузки и повысить надежность выпрямителя.
Выпрямитель обеспечивает устойчивую работу при питании, как от сети промышленной частоты,так и от автономной электростанции, мощность которой в 1,5 раза больше мощности выпрямителя(не менее 17 кВт).
Выпрямитель обладает превосходными сварочными свойствами, обеспечивает стабильный ток сварочной дуги, плавную регулировку, не создает отрицательных воздействий на сеть при сварке.
Функции:
Горячий старт: есть
Функция «ANTISTICK» (антизалипание, отключаемая)
Залипание электрода во время сварки приводит к кристаллизации сварочной ванны и привариванию электрода к изделию, затрудняющему в дальнейшем его отделение. Ток, протекающий через приваренный электрод раскаляет его, повреждая обмазку, что приводит к ее осыпанию. Это исключает дальнейшее использование электрода.
Функция «ANTISTICK» позволяет в течении короткого времени после залипания электрода снизить сварочный ток до нуля. Это препятствует привариванию электрода, позволяет легко отделить залипший электрод, исключает разогрев электрода и осыпание обмазки.
Переключение состояния функции «ANTISTICK» осуществляется шестикратным переключением тумблера из любого положения. В зависимости от предыдущего состояния функции на дисплее появится надпись «A-1» (функция «ANTISTICK» включена)
или «A-0» (функция «ANTISTICK» выключена). Выбранное состояние записывается в памяти выпрямителя и кратковременно отображается при его включении.
Функция «ARCFORCE» (форсаж дуги, отключаемая) — улучшает стабильность сварочного процесса, делая перенос металла более равномерным, за счет изменения силы тока в зависимости от длины дуги, особенно на малых токах. Переключение состояния функции «ARCFORCE» осуществляется шестикратным переключением тумблера из любого положения. В зависимости от предыдущего состояния функции на дисплее появится надпись«F-1» (функция «ARCFORCE» включена) или «F-0» (функция «ARCFORCE» выключена). Выбранное состояние записывается в памяти выпрямителя и кратковременно отображается при его включении.
Функция «ПЕРЕГРЕВ»
Аппараты, питающиеся от трехфазной сети (ВД-253, ВД-315) имеют в своем составе монитор фазного напряжения сети. В случае пропадания одной из фаз питающего напряжения на цифровом индикаторе будет мигать символ «-F-», а инвертор аппарата отключится. Данную неисправность сети необходимо найти и устранить.
Комплектуется производителем:
Выпрямитель инверторный «NEON» ВД-315
Розетка кабельная 3P+PE 16 A 380 В — 1шт.
Вилка токового разъёма TSB 35-50 — 2шт.
Наплечный ремень: нет
Сварочный кабель: нет
Руководство по эксплуатации.
Упаковочная тара.
По заказу может поставляться: комплект сварочных проводов, пульт дистанционного управления.
Сварной форум
| Описание: |
|---|
Сварочный выпрямитель Неон ВД-253 предназначен для ручной дуговой сварки металлов штучными электродами любых типов и марок(MMA-сварка).
Выпрямитель предназначен для эксплуатации в помещениях с вентиляцией и на открытом воздухе под навесом при отсутствии атмосферных осадков(соответствует категории размещений – 2) и температуре от-40ºС до +40 ºС. Выпрямитель допускается к эксплуатации непосредственно на стенах предприятий, фундаментах и т.п. при внешних источниках вибрации с частотой не выше 35Гц; на строительно-дорожных машинах(группа условий эксплуатации – М ). Выпрямитель разрешается эксплуатировать при содержании в атмосфере сернистого газа до 250 мг/(м сут), хлоридов – менее 0,3 мг/(м сут) (тип атмосферы – II).
Хранение выпрямителя должно осуществляться в закрытых или других помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где колебания температуры и влажности воздуха существенно меньше, чем на открытом воздухе (условия хранения – 2).
Выпрямитель обеспечивает устойчивую работу при питании, как от сети промышленной частоты,так и от автономной электростанции, мощность которой в 1,5 раза больше мощности выпрямителя(не менее 13 кВт).
Выпрямитель обладает превосходными сварочными свойствами, обеспечивает стабильный ток сварочной дуги, плавную регулировку, не создает отрицательных воздействий на сеть при сварке.
Функция «ПЕРЕГРЕВ»
Аппараты, питающиеся от трехфазной сети (ВД-253, ВД-315) имеют в своем составе монитор фазного напряжения сети. В случае пропадания одной из фаз питающего напряжения на цифровом индикаторе будет мигать символ «-F-», а инвертор аппарата отключится. Данную неисправность сети необходимо найти и устранить
Возможность подключения ПДУ: есть
Комплектуется производителем:
Выпрямитель инверторный «NEON» ВД-253
Розетка кабельная 3P+PE 16 A 380 В — 1шт.
Вилка токового разъёма TSB 35-50 — 2шт.
Наплечный ремень: нет
Сварочный кабель: нет
Руководство по эксплуатации.
Упаковочная тара.
По заказу может поставляться: комплект сварочных проводов,пульт дистанционного управления.
Ремонт сварочного аппарата
В этой статье я покажу на примере как ремонтировать сварочный инвертор аргонодуговой сварки. Расскажу почему не стоит ремонтировать такие аппараты самостоятельно и желательно не сдавать в ремонт гаражным мастерам. Будем ремонтировать сварочный инвертор НЕОН ВД-201 АД 2011 года выпуска. Хочется отметить, что аппарат уже ремонтировался «горе мастерами», поэтому некоторые неисправности пришлось устранять по вине этих неквалифицированных специалистов.



По внешнему виду этого сварочного аппарата видно, что им попользовались на славу. Умельцы приварили к корпусу самодельные ножки, сделанные из кусочков металлического профиля. Задача ножек — это изоляция корпуса от поверхности на которой он стоит, поэтому, если вы решили самостоятельно изготовить ножки, то рекомендуем в качестве материала использовать диэлектрик.
Диагностика неисправностей
После снятия крышки сразу видно, что не хватает одного болта крепления радиаторов к силовым транзисторам и обратным диодам. Запрещено в таком виде эксплуатировать сварочный аппарат — есть вероятность, что транзистор плохо прижимается к радиатору, будет перекос, что приведет к его перегреву и быстрому выходу из строя.

После визуального осмотра пытаемся запустить аппарат от источника тока. Инвертор не запустился.

Откручиваем и снимаем плату CC-TIG и сразу становится понятно, что плату силового преобразователя уже ремонтировали. Видны следы небрежной пайки, отсутствие на контактных площадках защитного компаунда (виксинта).

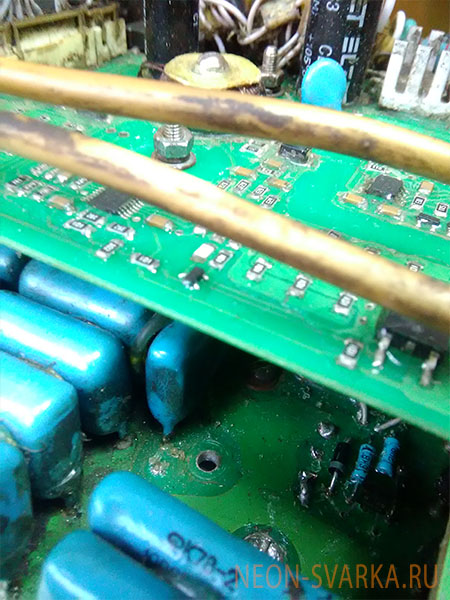
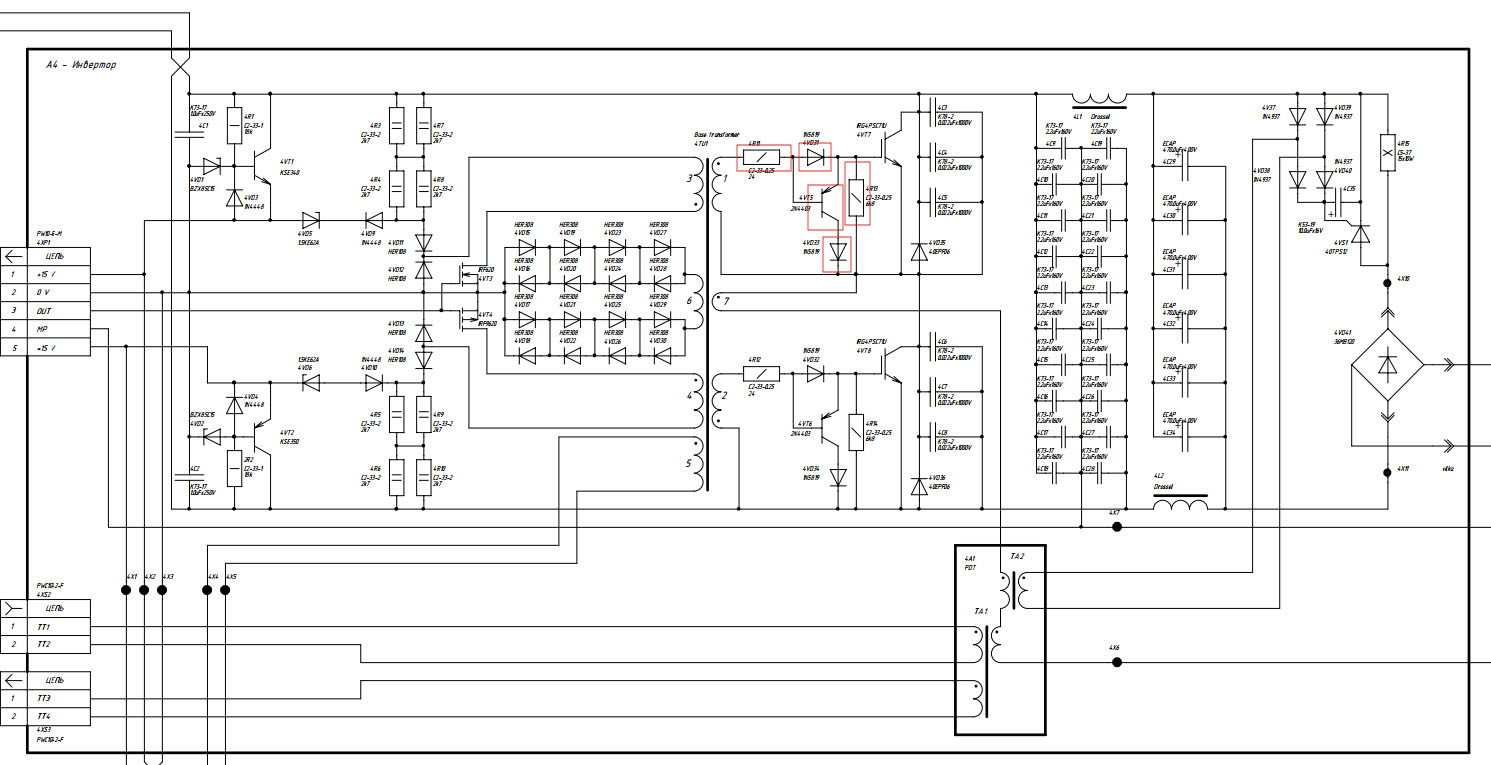
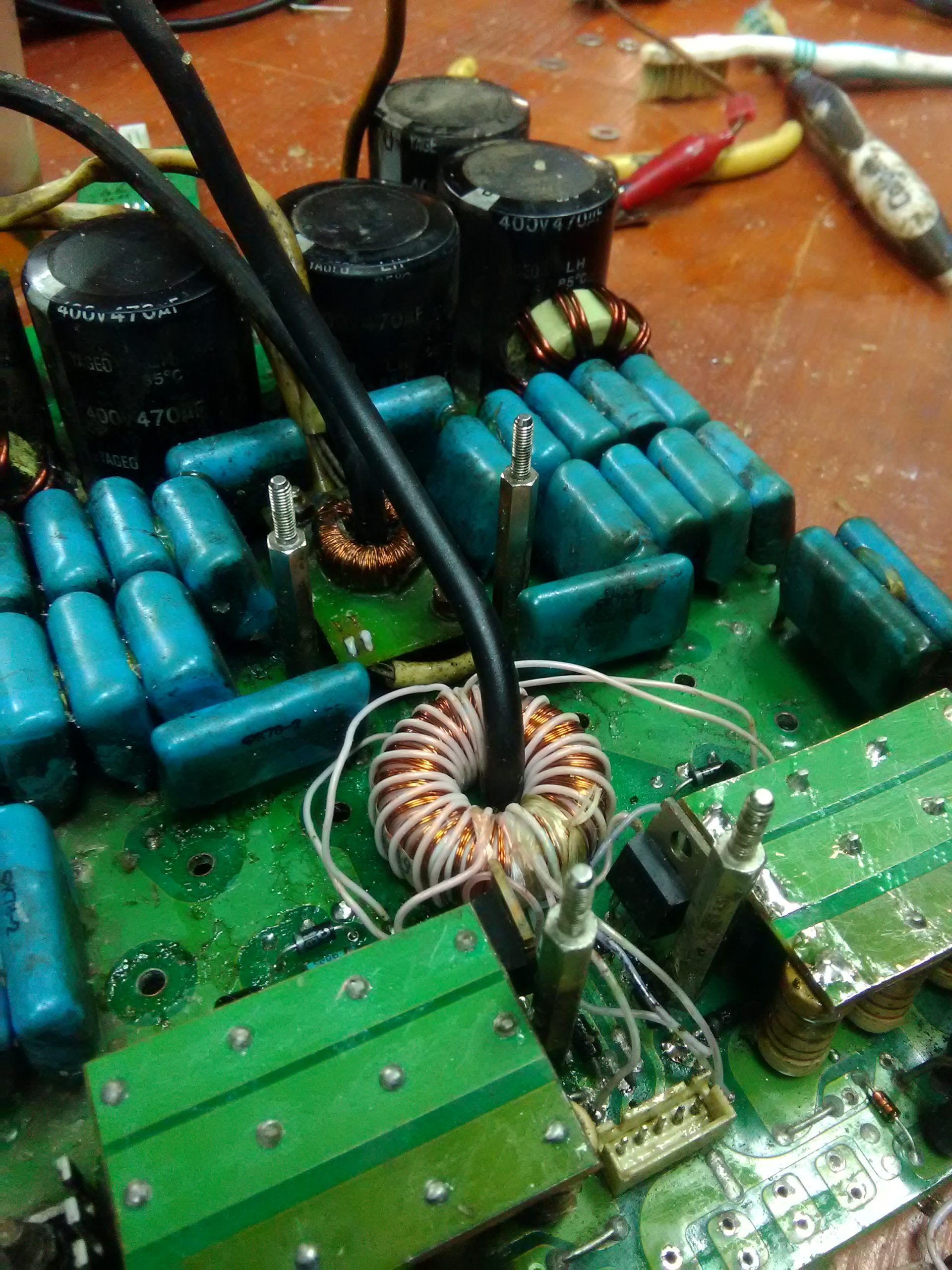
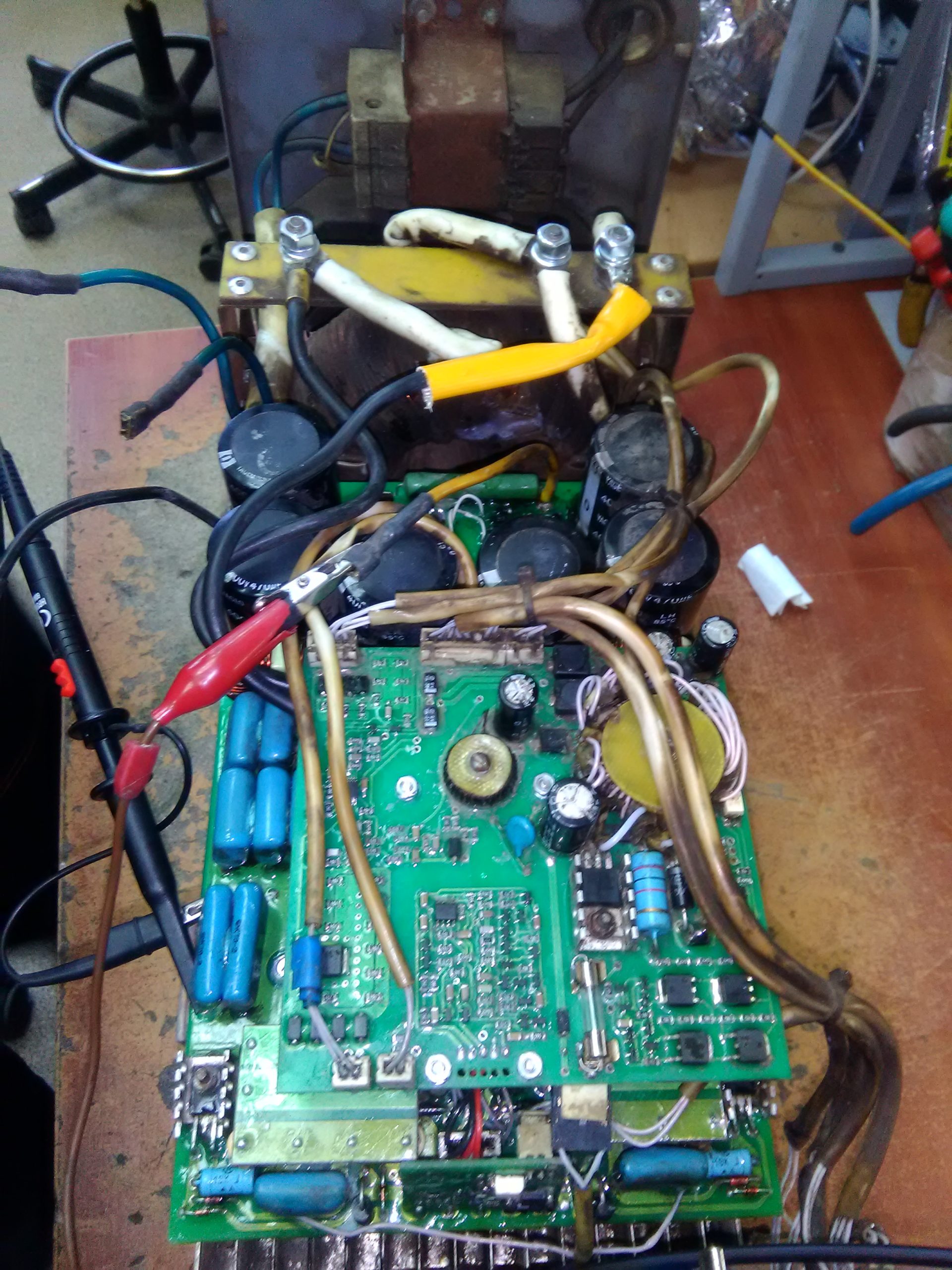
Для быстрой диагностики силовых транзисторов IGBT тестером в режиме прозвонки прикладываемся к формообразующей емкости (показаны красным на рисунке). Эти конденсаторы нужны для формирования фронта и среза для плавной коммутации транзисторов, т.к емкость расположена параллельно коллектору и эмиттеру в одну сторону на исправном транзисторе будет заряд электролитических конденсаторов, а в другую сторону — падение напряжения коллектор — эмиттер, примерно 0,4 Вольта. В случае если силовой переход транзистор разорван так проверить не получится.
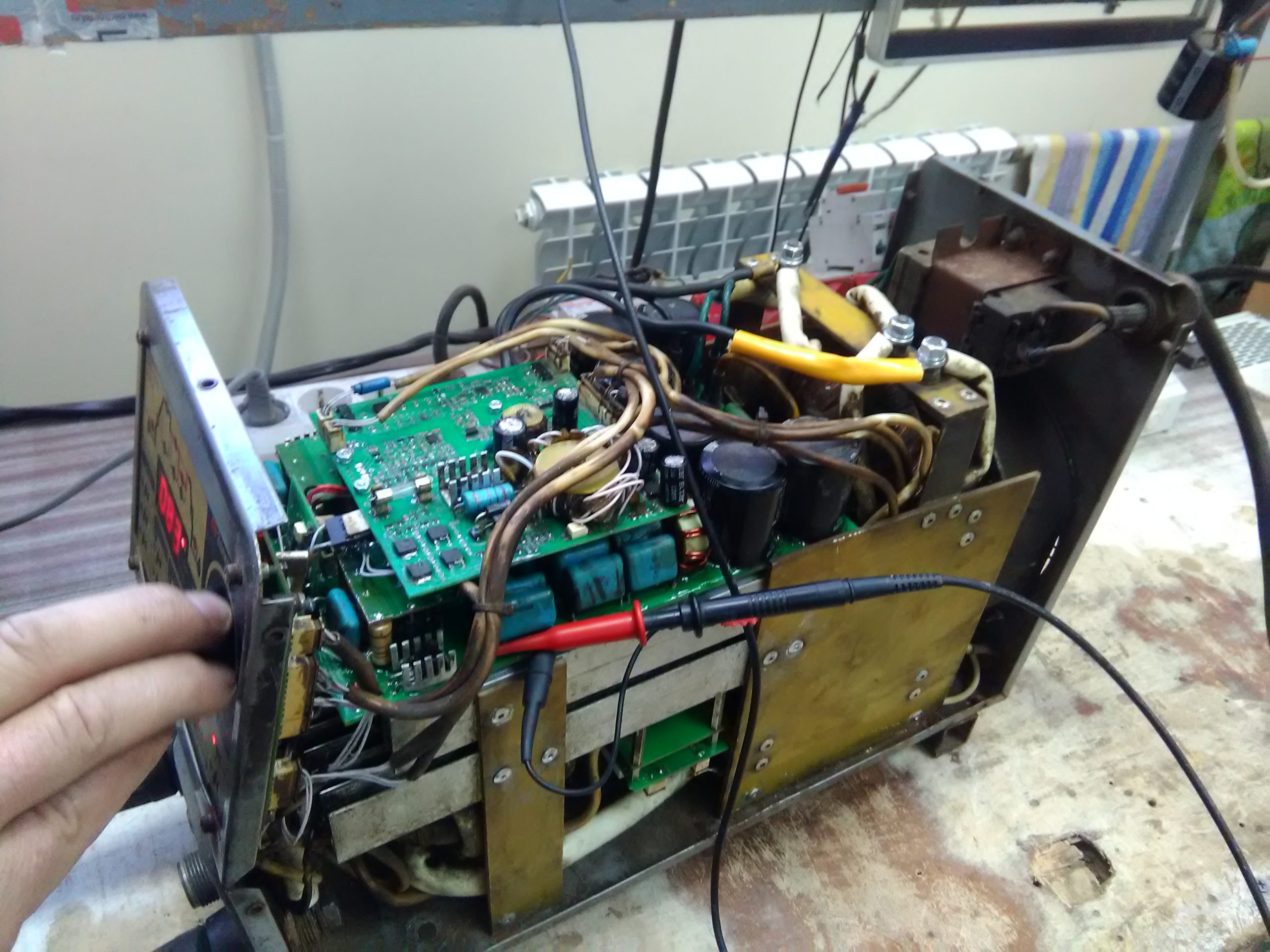
Снимаем плату силового преобразователя и смотрим дальше.

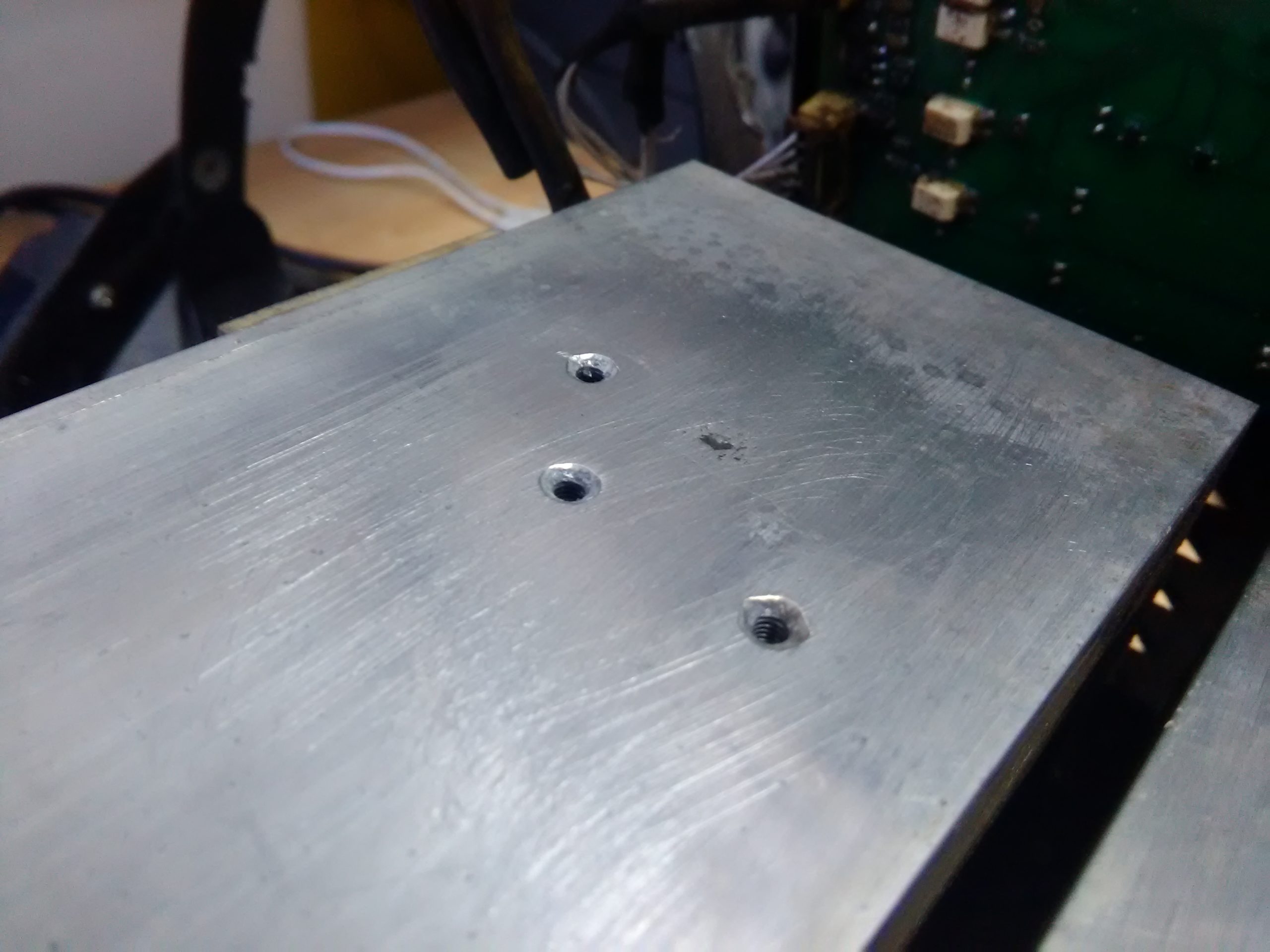
На радиаторе охлаждения видим следы замыкания, можно сделать вывод, что транзисторы вышли из строя — сгорели. Транзисторы были припаяны безобразно. Наляпан припой таким образом, что заусенцы торчат и прижимаются вплотную к радиатору. Это быстро вызвало замыкание. Силовая техника не терпит такого. Цена ошибки ощутимо бьёт по карману владельца сварочного аппарата при ремонте.



Как правило с силовыми транзисторами сгорает и их обвязка — драйверные каскады. В них входят резисторы c2-33-0,25 номиналом 24 Oм, диоды 1n5819, транзистор 2n4403. Быстро можно проверить драйверный каскад через резистор 24 ОМ, если резистор жив, то и весь каскад наверняка исправен. Так же проверяем диод через резистор 6,8 Ком, в одну сторону с сопротивление должно быть около 2,8 КОм, в обратном 6,8 КОм. Так как аппарат уже ремонтировался неизвестно кем, меняем драйверные каскады.
Процесс ремонта
Выпаиваем силовые транзисторы и драйверную обвязку. Прочищаем контактные площадки от грязи, моем плату, подготавливаем отверстия под элементы.

При пайке драйверов оказалось, что один из резисторов на 24 Ом был просто разорван. Хотя визуально было незаметно.

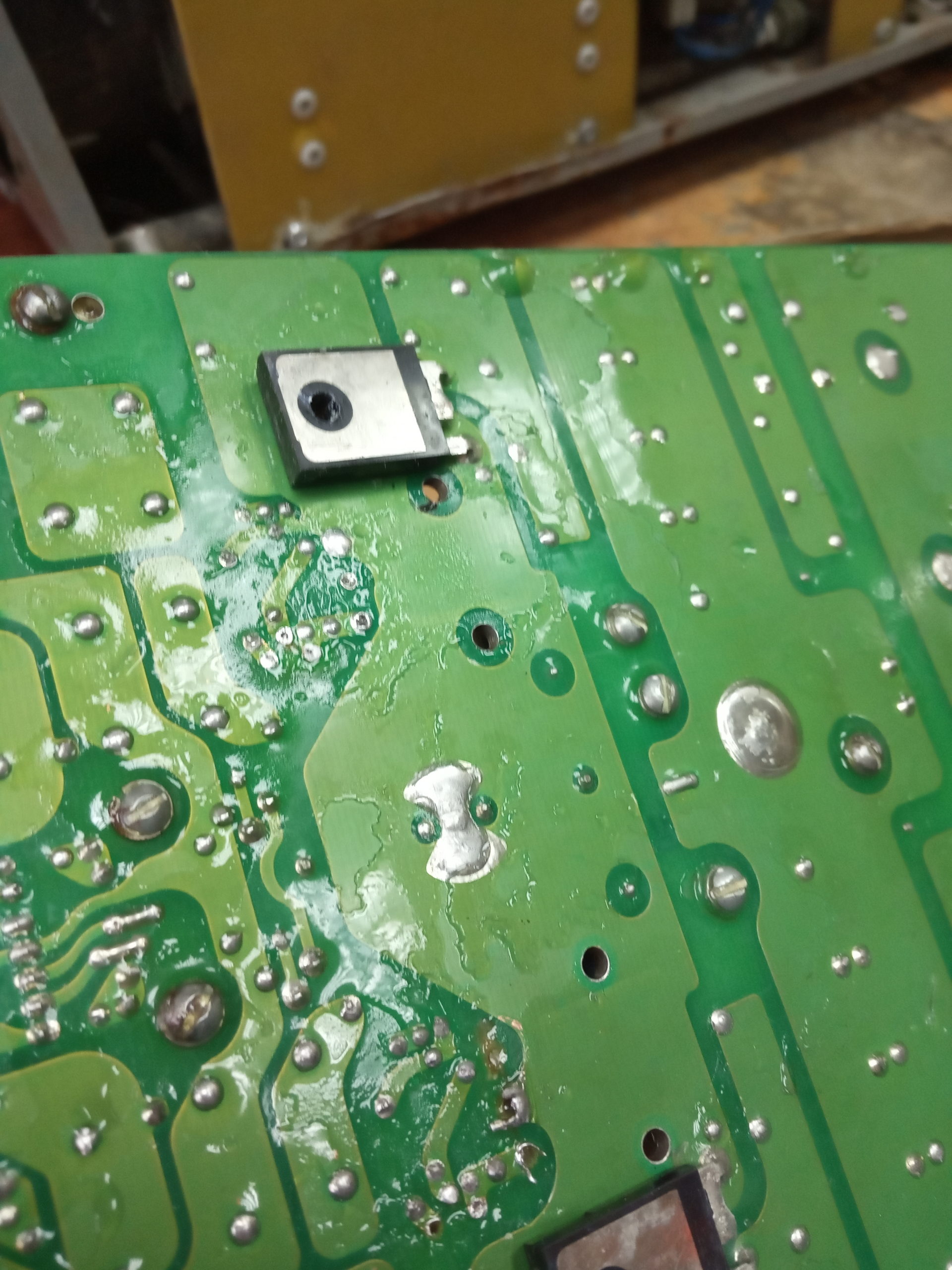
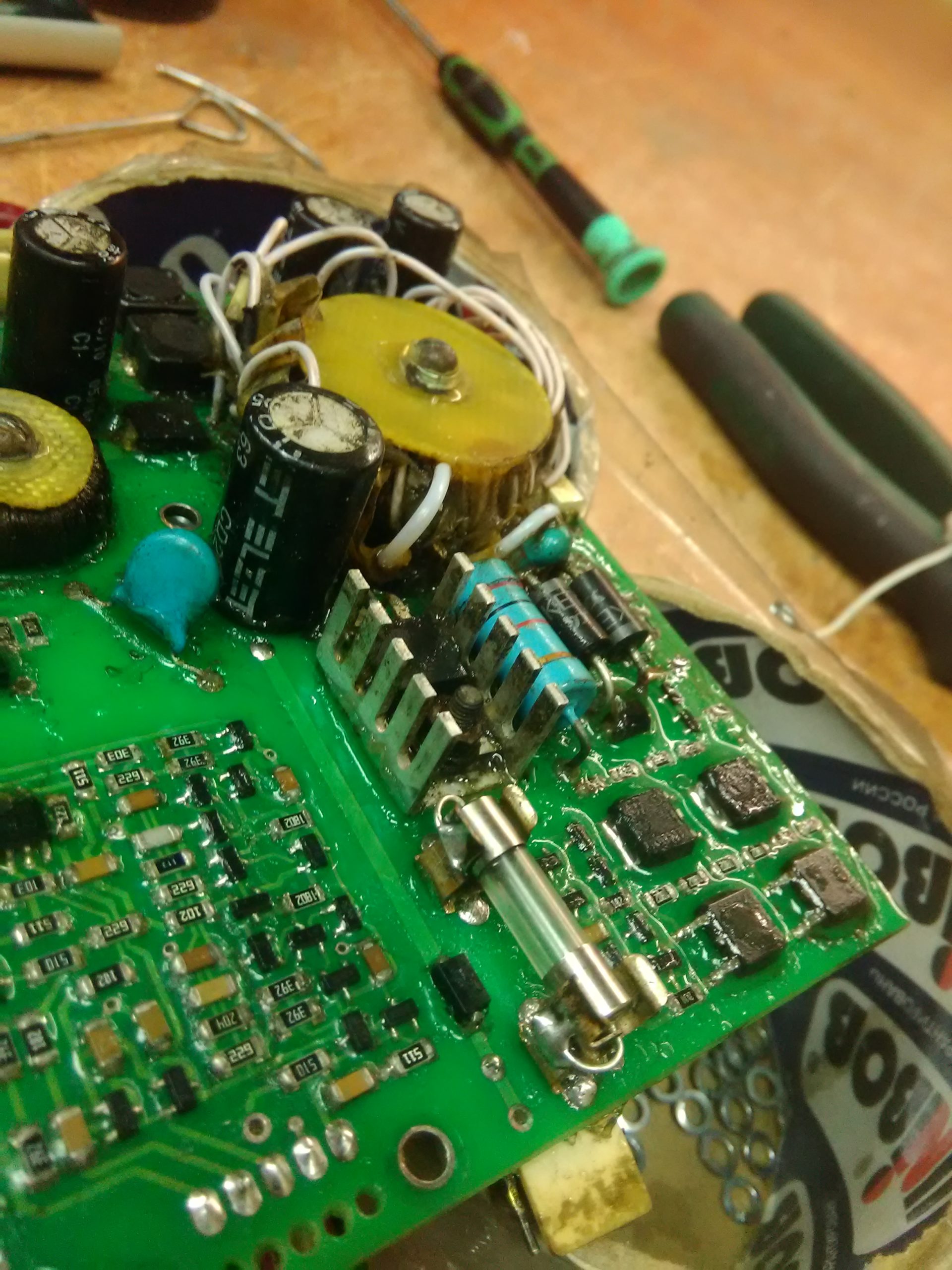
Места пайки платы включения инвертора сильно окислены, что привело к кольцевой трещине. Видно на фото.

Устранили кольцевую трещину. Аккуратно пропаяли контактные площадки.

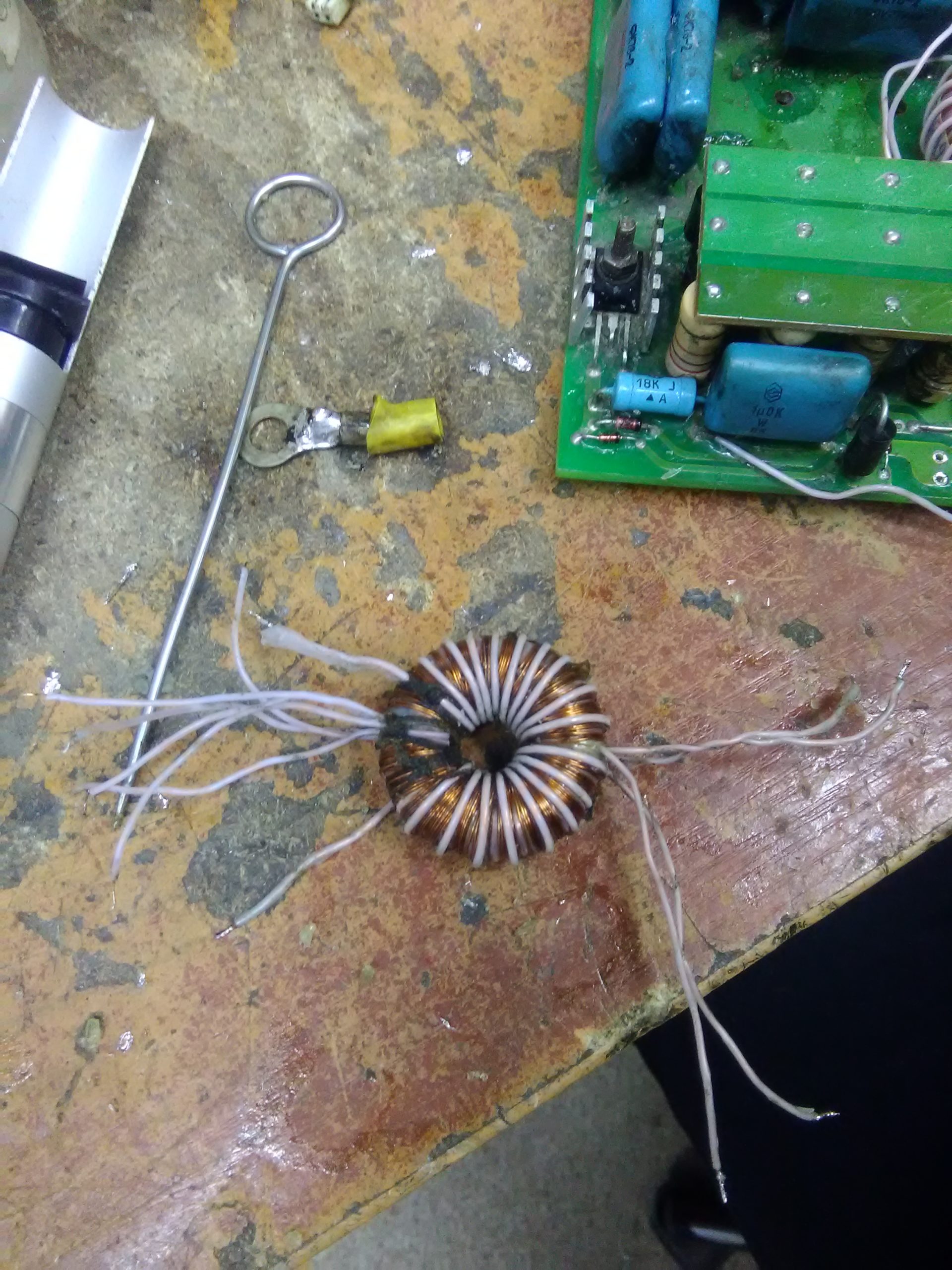
На краях платы расположены транзисторы KSE 340 и KSE 350 c небольшими радиаторами, на них собраны компенсационные стабилизаторы на +- 15 Вольт для питания платы управления (СУ) и питания первичной обмотки базового трансформатора. Перед включением инвертора, даже от источника тока нужно убедиться, что питание на стабилитронах 15 Вольт. Допускается расхождение 0,3-0,5 Вольт между плечами. Запускаем плату инвертора от источника, в качестве нагрузки подключаем эмулятор нагрузки — дроссель. Без нагрузочного дросселя запускать инвертор запрещено, сразу сгорят силовые транзисторы. Для включения на плате нужно замкнуть оптрон (разрешение на включение). Запустить не удалось. После длительного процесса, выяснилось, что вышел из строя базовый трансформатор. Устанавливаем новый.


Плату инвертора успешно запустили. Ура! Подготавливаем для сборки. Моем, чистим, покрываем плату компаундом — виксинтом.
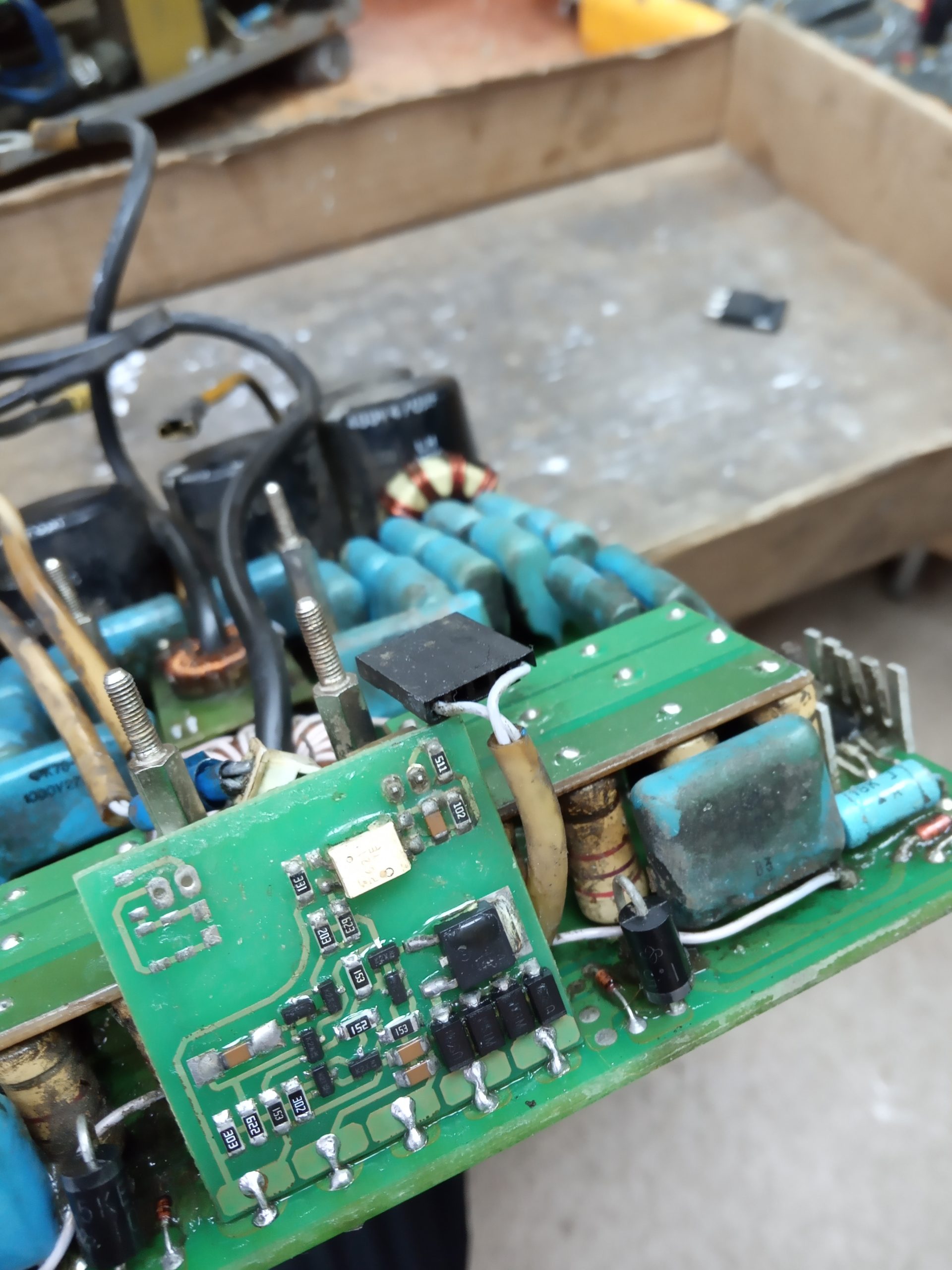
Вот такая красивая и качественная пайка у нас получилась: запаяли новые элементы. Так выглядит правильная пайка. Никаких ляпушек, кусков канифоли т.д. Качественный ремонт начинается с аккуратной пайки.

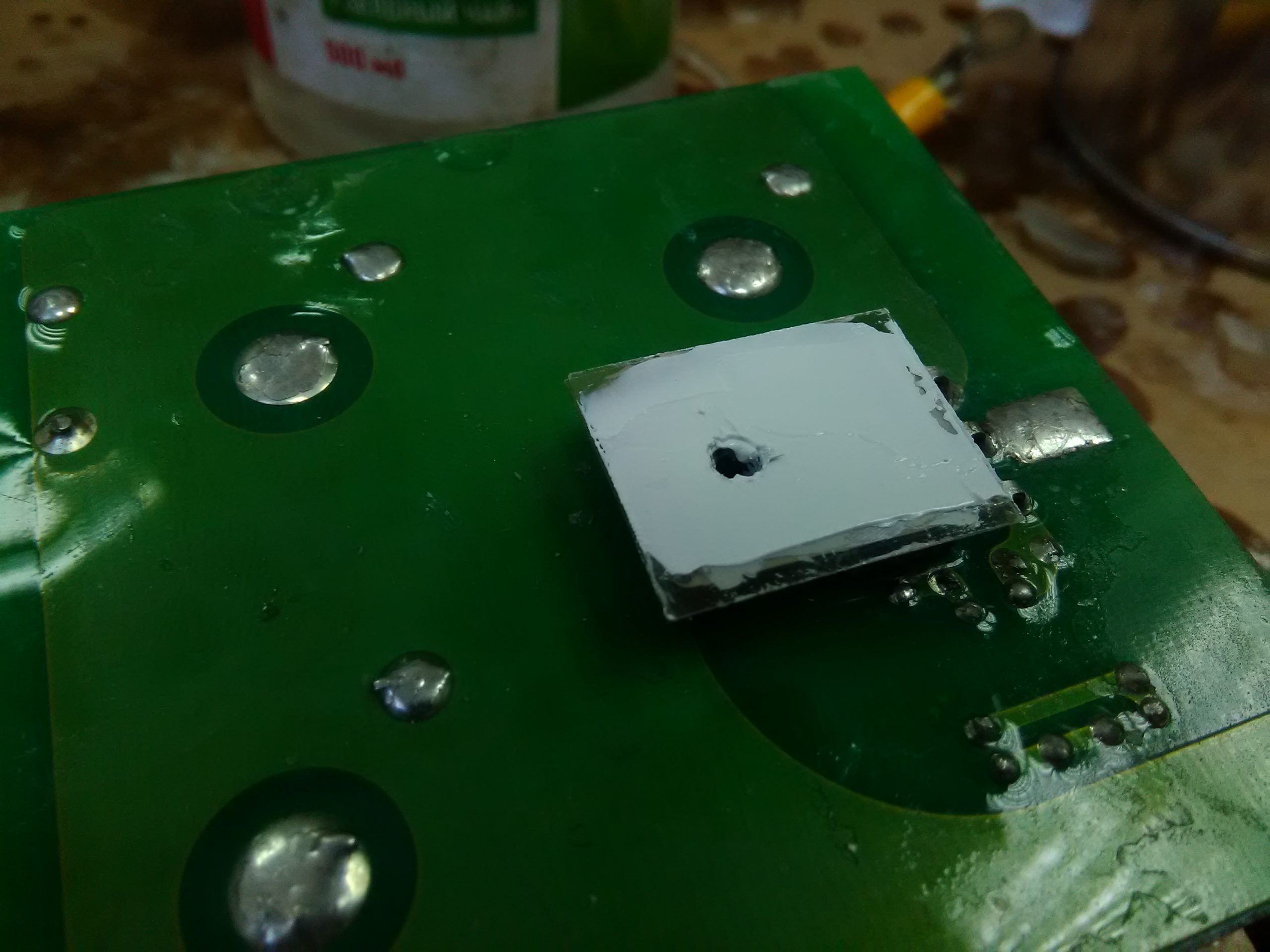
Покрываем транзисторы равномерным слоем термопасты КПТ-8, поверхности транзисторов должны быть чистыми и сухими. Хочется отметить, что тиристор требует изоляции в виде 2 слоев слюды, каждый слой промазываем термопастой.

Собираем все обратно. В ходе ремонта так же поставили новый предохранитель на плату СС-tig и заменили шлейф на плате управления, шлейф от старости потерял эластичность, изоляция задубела и стала трескаться.


При включении высоковольтного осциллятора отсутствовала искра на выходе. Пришлось снять модуль, выяснилось, что провод оторвался от платы осциллятора. Синий провод виден на фото. Запаяли, переклепали уголки крепления модуля, заодно почистили газовую магистраль от грязи, было ее там достаточно, если не прочистить, то давления в горелке не хватило бы для нормальной сварки.

Испытания после ремонта
Аккуратно собираем все обратно, ставим аппарат на стенд, включаем от сети, проверяем выходные характеристики на балластном реостате. Важной особенностью аргонодугового аппарата является широкий диапазон регулировки выходного тока: от 5 до 200 Ампер, такой диапазон достигается с помощью дополнительного моточного узла — магнитный ключ, не буду вдаваться в подробности, но проверить его очень просто, при изменении тока нужно наблюдать за изменением частоты на диаграмме. При увеличении выходного тока, в районе 70 Ампер произойдет резкий скачок частоты преобразователя — частота уменьшится, а при уменьшении выходного тока произойдет обратный скачок — частота увеличится примерно в районе около 40 Ампер, если магнитный ключ неисправен, то диапазон регулировки выходного тока будет примерно от 20 до 180 Ампер, т.е. сварочный аппарат не будет выдавать минимум и максимум. Но это уже отдельная история.


Для финального испытания подключаем сварочный аппарат к балластному реостату и даем полный ток. В данном случае это 200 Ампер. В условиях реальной сварки напряжение на дуге в районе 25 Вольт, поэтому исправный сварочный аппарат на максимальном токе должен обеспечивать падение напряжения 25 Вольт, или немного выше.
Резюме
Для экономии денег и времени не рекомендуем сдавать свою сварочную технику на ремонт в кустарные мастерские. В данное время очень мало мастеров, которые имеют достаточную компетенцию для ремонта. Такие мастера только сломают вам сварочный аппарат, а за ремонт в дальнейшем платить придется только Вам.
Ремонт ВД-161
В этой статье я расскажу об основных неисправностях сварочного инвертора неон ВД-161.
Инвертор неон вд-161 новая модель отечественного производителя сварочной техники Электро Интел. Модель стала выпускаться с начала 2016 года. К основным особенностям этого инвертора можно отнести конечно же компактный размер. При размере 170х120х320 и массе 4,3 кг вд-161 имеет реальную продолжительность включения 60% на максимальном токе 160 Ампер. Очень достойный показатель не правда ли? Все это делает инвертор очень практичным. Удобный наплечный ремень позволяет без труда переносить сварочный аппарат, а выходного тока хватает чтобы производить сварку электродами 4 мм. без пауз из-за перегрева (в отличие от Китайских аппаратов).

Инвертор выполнен на паре IGBT транзисторов марки Infineon. Продуманная конструкция позволяет эффективно охлаждать силовые транзисторы и выходные диоды. Температурный датчик расположен на радиаторах выходных диодов (греются сильнее транзисторов). Стоит отметить, что сварочный инвертор НЕОН ВД-161 очень надежные. Силовые транзисторы в инверторе крайне редко выходят из строя. А электролиты вообще за 3 года ни разу не вздувались.

Частота холостого хода составляет 27 КГц.

Над платой инвертора располагается плата LWBC на которой реализованы 3 функциональных блока: сервисный источник питания, схема управления, схема регулятора (на микроконтроллере). Основные болячки кроются именно в этой плате.
Индикация перегрева при минусовых температурах
Первый дефект, который довольно часто встречается на моделях выпуска 2016 года это некорректная работа при минусовых температурах. При показаниях градусника меньше нуля инвертор просто отказывается варить. Этот дефект прошивки блока регулировки сварочного тока. Исправляется в сервисном центре путем перепрошивки на новую версию. Новая прошивка так же улучшает сварочные свойства на низких токах. После заливки новой прошивки необходимо настроить выходной сварочный ток на балластном реостате.

Произвольное выключение или выход из строя выходных транзисторов
Второй распространенный дефект аппаратов 2016 года — это выход из строя 2-х конденсаторов (на фото обведено красным). Номиналы емкостей 5600 pF и 150 pF. Их нужно менять всегда в паре. Емкости текут вследствие чего аппарат начинает произвольно выключаться.
Вывод

Как показывает практика инверторы ВД-161 очень надежные. Дефекты, которые я описал встречаются только в моделях 2016г. выпуска и являются очень незначительными. Устраняются за 30 минут в официальном сервисном центре. Производитель исправил все проблемы в конце 2016 года, а в ноябре 2021 года модель была снята с производства.
Комплектующие для сварочного аппарата ЭлектроИнтел NEON ВД-315
Мы являемся поставщиком комплектующих и запасных частей для сварочного аппарата ЭлектроИнтел NEON ВД-315. Запросите стоимость у нас:
Транзисторы для сварочного аппарата ЭлектроИнтел NEON ВД-315
Микросхемы для сварочного аппарата ЭлектроИнтел NEON ВД-315
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN17030  |
HCPL3120-1105B DIP8 сварка | 270 | в наличии |
AN17616  |
UC3843A SMD SOIC-8 сварка | 100 | под заказ |
Переключатели, контакторы, кнопки для сварочного аппарата ЭлектроИнтел NEON ВД-315
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN31799  |
Переключатель KCD6 3A250V AC/6A125V AC круглый | уточняйте | под заказ |
Переменные резисторы (потенциометры) для сварочного аппарата ЭлектроИнтел NEON ВД-315
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN29616  |
СПЗ-4а 1K — Резистор переменный | 385 | в наличии |
AN18580  |
Потенциометр B1K 1kOhm | 350 | под заказ |
AN18576  |
Резистор переменный B1K 1kOhm | 78 | под заказ |
Аксессуары для сварочного аппарата ЭлектроИнтел NEON ВД-315
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
| AN14618 | // Кабель КГ 5×2,5 | 150 | в наличии |
AN17045  |
Панельная розетка 35-50 | 600 | под заказ |
AN16398  |
Панельная розетка 35-50-70 ISQ0053 (ГП-300) | 450 | под заказ |
Корпусные части для сварочного аппарата ЭлектроИнтел NEON ВД-315
Электронные платы для сварочного аппарата ЭлектроИнтел NEON ВД-315
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN18243 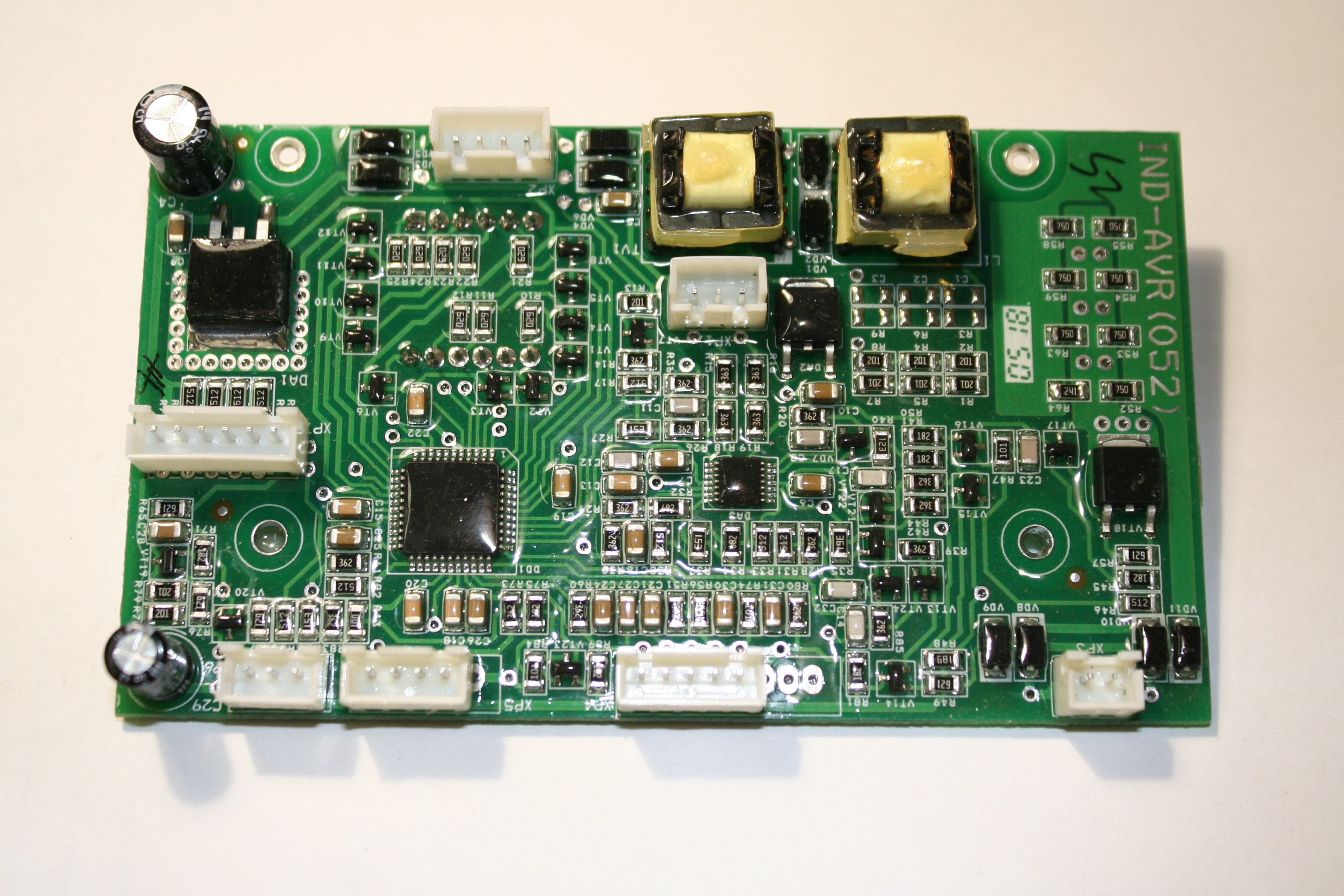 |
Плата печатная индикации IND-AVR (1126)315 | 5 8 88 | под заказ |
Комплектующие NEON для сварочного аппарата ЭлектроИнтел NEON ВД-315
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN16859  |
Диодный мост 36MB120 (D-34A) | 930 | в наличии |
AN28786  |
36MT160IR Диодный мост трехфазный | 1 1 00 | под заказ |
| AN16862 |
Плата печатная CONVERTER (1304)-310 (CONV (116-00) | 5 5 16 | под заказ |
Дополнительные комплектующие
| Название | Цена | Наличие |
|---|---|---|
| Индикаторы для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Вентиляторы для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Диоды для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Трансформаторы для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Механизмы протяжки проволоки/подающие механизмы для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Разъемы для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Клапаны для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Горелки для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки | |
| Прочее для сварочного аппарата ЭлектроИнтел NEON ВД-315 * | уточнить стоимость и сроки |
* Может не точно соответствовать модели, требуется уточнение
Не нашли нужную деталь? Отправьте запрос нашим менеджерам:
© 2017 Дериа Компьютерс. Все права защищены.
Со всеми вопросами и предложениями
обращайтесь по телефону (812) 599-50-50
Читайте также:
- Сварка каркаса из арматуры расценка в смете
- Er 321 сварочная проволока
- Таймер для контактной сварки
- Промышленные трехфазные сварочные аппараты
- Сварка в дождь по технике безопасности
 |
 |
 |
 |
 |
 Розетка кабельная 3P+PE 16A 380В |
 Вилка токового разъёма TSB 35-50 |
| Инверторный сварочный аппарат Неон ВД-315 |
|---|
Родина бренда ![]() : Россия
: Россия
Страна производитель: Россия, Нижний Новгород
Официальный сайт: ei-neon.ru
| Описание: |
|---|
Сварочный выпрямитель Неон ВД-315 предназначен для ручной дуговой сварки металлов штучными электродами любых типов и марок(MMA-сварка).
Выпрямитель предназначен для эксплуатации в помещениях с вентиляцией и на открытом воздухе под навесом при отсутствии атмосферных осадков(соответствует категории размещений – 2) и температуре от-40ºС до +40 ºС. Выпрямитель допускается к эксплуатации непосредственно на стенах предприятий, фундаментах и т.п. при внешних источниках вибрации с частотой не выше 35Гц; на строительно-дорожных машинах(группа условий эксплуатации – М ). Выпрямитель разрешается эксплуатировать при содержании в атмосфере сернистого газа до 250 мг/(м сут), хлоридов – менее 0,3 мг/(м сут) (тип атмосферы – II).
Хранение выпрямителя должно осуществляться в закрытых или других помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где колебания температуры и влажности воздуха существенно меньше, чем на открытом воздухе (условия хранения – 2).
Небольшие габарит и вес достигается за счет
преобразования электрической энергии на высокой частоте с помощью квазирезонансного инвертора выполненного на IGBT транзисторах. Регулирование выходных параметров обеспечивает частотный способ управления инвертором, позволяющий значительно снизить пульсации сварочного тока. Применение TRENCHSTOP™ IGBT технологии и квазирезонансного инвертора позволяет увеличить КПД, продолжительность нагрузки и повысить надежность выпрямителя.
Выпрямитель обеспечивает устойчивую работу при питании, как от сети промышленной частоты,так и от автономной электростанции, мощность которой в 1,5 раза больше мощности выпрямителя(не менее 17 кВт).
Выпрямитель обладает превосходными сварочными свойствами, обеспечивает стабильный ток сварочной дуги, плавную регулировку, не создает отрицательных воздействий на сеть при сварке.
Функции:
Горячий старт: есть
Функция «ANTISTICK» (антизалипание, отключаемая)
Залипание электрода во время сварки приводит к кристаллизации сварочной ванны и привариванию электрода к изделию, затрудняющему в дальнейшем его отделение. Ток, протекающий через приваренный электрод раскаляет его, повреждая обмазку, что приводит к ее осыпанию. Это исключает дальнейшее использование электрода.
Функция «ANTISTICK» позволяет в течении короткого времени после залипания электрода снизить сварочный ток до нуля. Это препятствует привариванию электрода, позволяет легко отделить залипший электрод, исключает разогрев электрода и осыпание обмазки.
Переключение состояния функции «ANTISTICK» осуществляется шестикратным переключением тумблера из любого положения. В зависимости от предыдущего состояния функции на дисплее появится надпись «A-1» (функция «ANTISTICK» включена)
или «A-0» (функция «ANTISTICK» выключена). Выбранное состояние записывается в памяти выпрямителя и кратковременно отображается при его включении.
Функция «ARCFORCE» (форсаж дуги, отключаемая) — улучшает стабильность сварочного процесса, делая перенос металла более равномерным, за счет изменения силы тока в зависимости от длины дуги, особенно на малых токах. Переключение состояния функции «ARCFORCE» осуществляется шестикратным переключением тумблера из любого положения. В зависимости от предыдущего состояния функции на дисплее появится надпись«F-1» (функция «ARCFORCE» включена) или «F-0» (функция «ARCFORCE» выключена). Выбранное состояние записывается в памяти выпрямителя и кратковременно отображается при его включении.
Функция «ПЕРЕГРЕВ»
Аппараты, питающиеся от трехфазной сети (ВД-253, ВД-315) имеют в своем составе монитор фазного напряжения сети. В случае пропадания одной из фаз питающего напряжения на цифровом индикаторе будет мигать символ «-F-», а инвертор аппарата отключится. Данную неисправность сети необходимо найти и устранить.
Комплектуется производителем:
Выпрямитель инверторный «NEON» ВД-315
Розетка кабельная 3P+PE 16 A 380 В — 1шт.
Вилка токового разъёма TSB 35-50 — 2шт.
Наплечный ремень: нет
Сварочный кабель: нет
Руководство по эксплуатации.
Упаковочная тара.
По заказу может поставляться: комплект сварочных проводов, пульт дистанционного управления.
| Технические характеристики: |
|---|
Количество фаз: 3L
Диапазон рабочего напряжения В: 300-430
Частота рабочего напряжения Гц: 50-60
Макс. потребляемая мощность кВт: 11
Макс. потребляемый ток А: 19
Устройства защиты: автоматический выключатель
Продолжительность нагрузки при макс. свар. токе %: 100
Защита от перегрева: есть
Напряжение холостого хода В: не более 70
Диапазон сварочного тока А: 40-300
Контроль выходных параметров: ток, напряжение (по цифровому индикатору)
Снижение напр. холостого хода: есть
Возможность подключения ПДУ: есть
Степень защиты: IP23S
Диапазон рабочих температур: -40С… +40С
Размеры ВхШхГ: 350х179х412
Масса нетто кг: 13,7
Гарантийный срок: 12 месяцев
| Документация: |
|---|
Руководство по эксплуатации сварочного инвертора Неон ВД-315(инструкция)
Паспорт сварочного инвертора Неон ВД-315
| Важно! |
|---|
Если у Вас есть опыт использования данного аппарата, мы будем признательны Вам
за объективный и развернутый отзыв, который поможет
разобраться в достоинствах и недостатках представленного аппарата.
| Отзывы и обсуждение сварочного инвертора Неон ВД-315: |
|---|
В этой статье я покажу на примере как ремонтировать сварочный инвертор аргонодуговой сварки. Расскажу почему не стоит ремонтировать такие аппараты самостоятельно и желательно не сдавать в ремонт гаражным мастерам. Будем ремонтировать сварочный инвертор НЕОН ВД-201 АД 2011 года выпуска. Хочется отметить, что аппарат уже ремонтировался «горе мастерами», поэтому некоторые неисправности пришлось устранять по вине этих неквалифицированных специалистов.
По внешнему виду этого сварочного аппарата видно, что им попользовались на славу. Умельцы приварили к корпусу самодельные ножки, сделанные из кусочков металлического профиля. Задача ножек — это изоляция корпуса от поверхности на которой он стоит, поэтому, если вы решили самостоятельно изготовить ножки, то рекомендуем в качестве материала использовать диэлектрик.
Диагностика неисправностей
После снятия крышки сразу видно, что не хватает одного болта крепления радиаторов к силовым транзисторам и обратным диодам. Запрещено в таком виде эксплуатировать сварочный аппарат — есть вероятность, что транзистор плохо прижимается к радиатору, будет перекос, что приведет к его перегреву и быстрому выходу из строя.
После визуального осмотра пытаемся запустить аппарат от источника тока. Инвертор не запустился.

Откручиваем и снимаем плату CC-TIG и сразу становится понятно, что плату силового преобразователя уже ремонтировали. Видны следы небрежной пайки, отсутствие на контактных площадках защитного компаунда (виксинта).
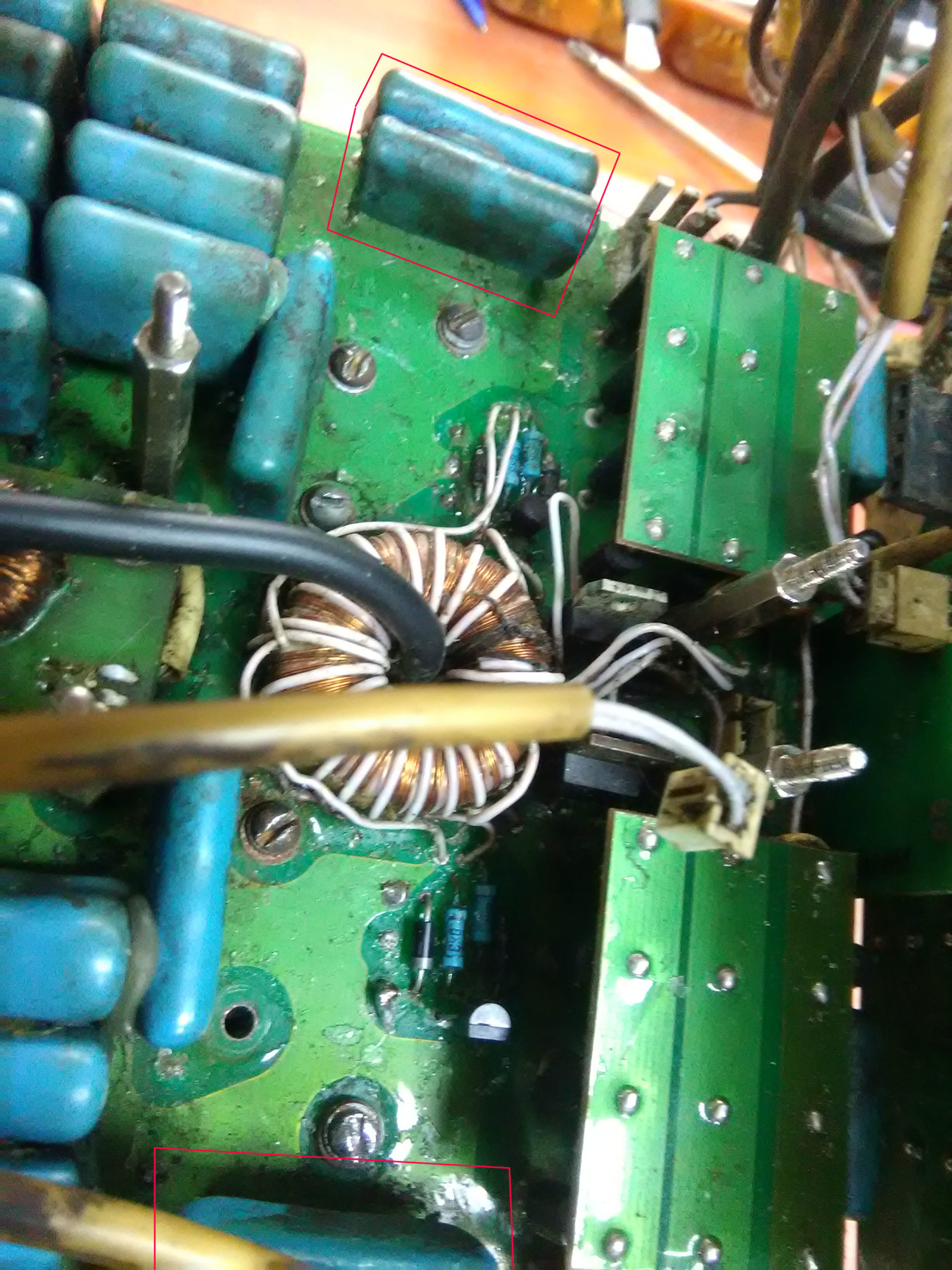
Для быстрой диагностики силовых транзисторов IGBT тестером в режиме прозвонки прикладываемся к формообразующей емкости (показаны красным на рисунке). Эти конденсаторы нужны для формирования фронта и среза для плавной коммутации транзисторов, т.к емкость расположена параллельно коллектору и эмиттеру в одну сторону на исправном транзисторе будет заряд электролитических конденсаторов, а в другую сторону — падение напряжения коллектор — эмиттер, примерно 0,4 Вольта. В случае если силовой переход транзистор разорван так проверить не получится.
Снимаем плату силового преобразователя и смотрим дальше.
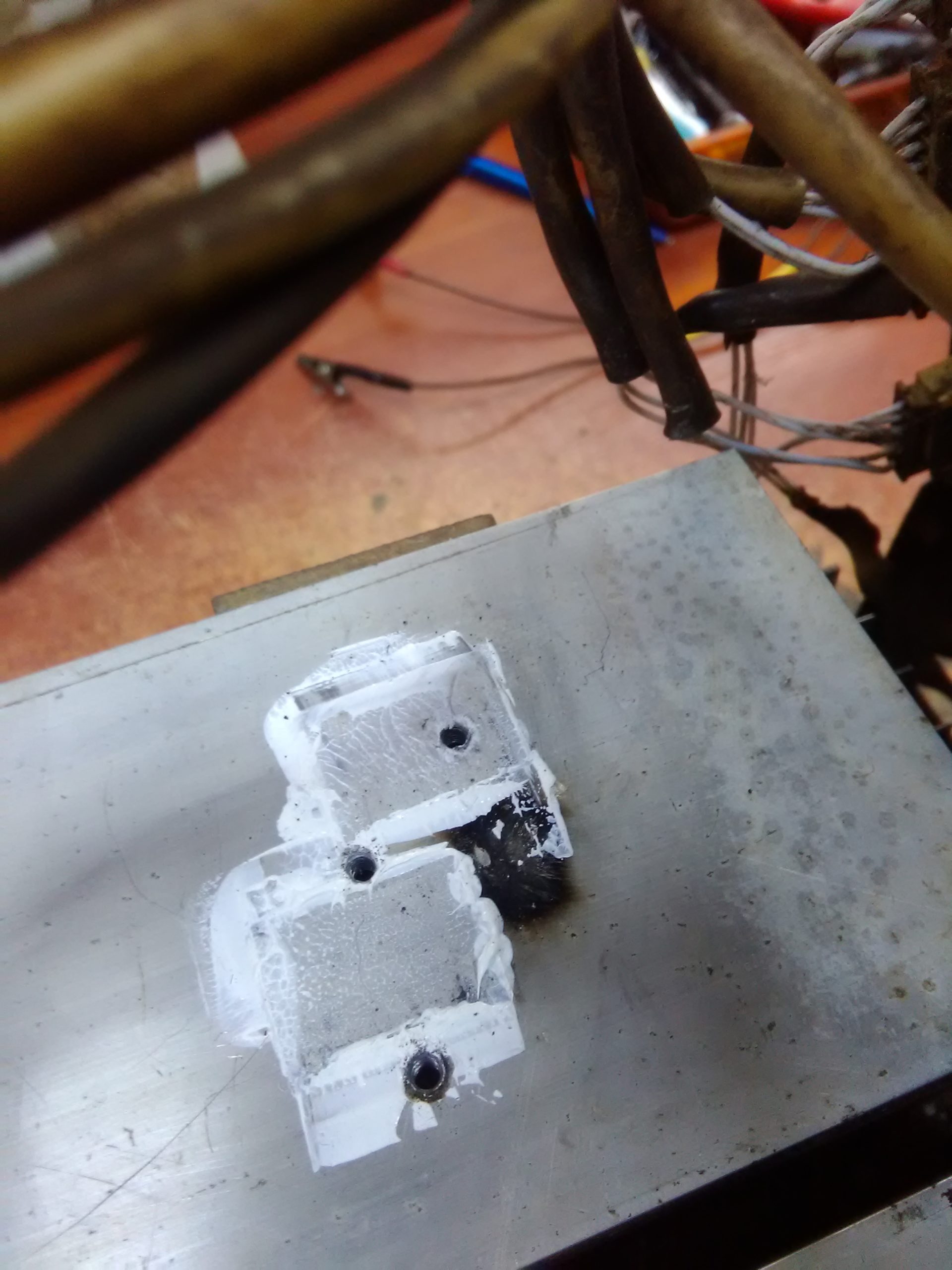
На радиаторе охлаждения видим следы замыкания, можно сделать вывод, что транзисторы вышли из строя — сгорели. Транзисторы были припаяны безобразно. Наляпан припой таким образом, что заусенцы торчат и прижимаются вплотную к радиатору. Это быстро вызвало замыкание. Силовая техника не терпит такого. Цена ошибки ощутимо бьёт по карману владельца сварочного аппарата при ремонте.
Как правило с силовыми транзисторами сгорает и их обвязка — драйверные каскады. В них входят резисторы c2-33-0,25 номиналом 24 Oм, диоды 1n5819, транзистор 2n4403. Быстро можно проверить драйверный каскад через резистор 24 ОМ, если резистор жив, то и весь каскад наверняка исправен. Так же проверяем диод через резистор 6,8 Ком, в одну сторону с сопротивление должно быть около 2,8 КОм, в обратном 6,8 КОм. Так как аппарат уже ремонтировался неизвестно кем, меняем драйверные каскады.
Процесс ремонта
Выпаиваем силовые транзисторы и драйверную обвязку. Прочищаем контактные площадки от грязи, моем плату, подготавливаем отверстия под элементы.
При пайке драйверов оказалось, что один из резисторов на 24 Ом был просто разорван. Хотя визуально было незаметно.

Места пайки платы включения инвертора сильно окислены, что привело к кольцевой трещине. Видно на фото.
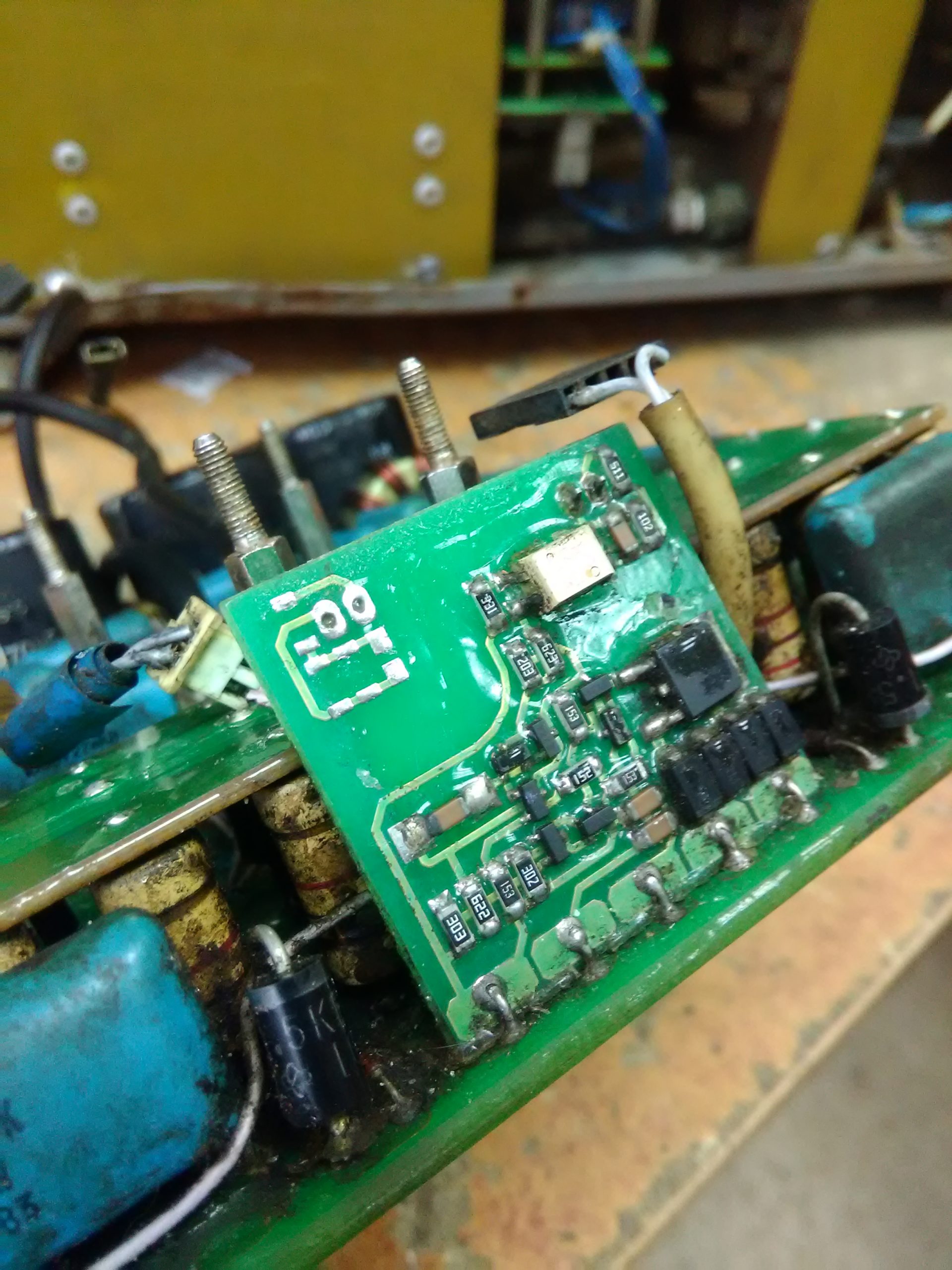
Устранили кольцевую трещину. Аккуратно пропаяли контактные площадки.
На краях платы расположены транзисторы KSE 340 и KSE 350 c небольшими радиаторами, на них собраны компенсационные стабилизаторы на +- 15 Вольт для питания платы управления (СУ) и питания первичной обмотки базового трансформатора. Перед включением инвертора, даже от источника тока нужно убедиться, что питание на стабилитронах 15 Вольт. Допускается расхождение 0,3-0,5 Вольт между плечами. Запускаем плату инвертора от источника, в качестве нагрузки подключаем эмулятор нагрузки — дроссель. Без нагрузочного дросселя запускать инвертор запрещено, сразу сгорят силовые транзисторы. Для включения на плате нужно замкнуть оптрон (разрешение на включение). Запустить не удалось. После длительного процесса, выяснилось, что вышел из строя базовый трансформатор. Устанавливаем новый.
Плату инвертора успешно запустили. Ура! Подготавливаем для сборки. Моем, чистим, покрываем плату компаундом — виксинтом.
Вот такая красивая и качественная пайка у нас получилась: запаяли новые элементы. Так выглядит правильная пайка. Никаких ляпушек, кусков канифоли т.д. Качественный ремонт начинается с аккуратной пайки.

Покрываем транзисторы равномерным слоем термопасты КПТ-8, поверхности транзисторов должны быть чистыми и сухими. Хочется отметить, что тиристор требует изоляции в виде 2 слоев слюды, каждый слой промазываем термопастой.
Собираем все обратно. В ходе ремонта так же поставили новый предохранитель на плату СС-tig и заменили шлейф на плате управления, шлейф от старости потерял эластичность, изоляция задубела и стала трескаться.
При включении высоковольтного осциллятора отсутствовала искра на выходе. Пришлось снять модуль, выяснилось, что провод оторвался от платы осциллятора. Синий провод виден на фото. Запаяли, переклепали уголки крепления модуля, заодно почистили газовую магистраль от грязи, было ее там достаточно, если не прочистить, то давления в горелке не хватило бы для нормальной сварки.

Испытания после ремонта
Аккуратно собираем все обратно, ставим аппарат на стенд, включаем от сети, проверяем выходные характеристики на балластном реостате. Важной особенностью аргонодугового аппарата является широкий диапазон регулировки выходного тока: от 5 до 200 Ампер, такой диапазон достигается с помощью дополнительного моточного узла — магнитный ключ, не буду вдаваться в подробности, но проверить его очень просто, при изменении тока нужно наблюдать за изменением частоты на диаграмме. При увеличении выходного тока, в районе 70 Ампер произойдет резкий скачок частоты преобразователя — частота уменьшится, а при уменьшении выходного тока произойдет обратный скачок — частота увеличится примерно в районе около 40 Ампер, если магнитный ключ неисправен, то диапазон регулировки выходного тока будет примерно от 20 до 180 Ампер, т.е. сварочный аппарат не будет выдавать минимум и максимум. Но это уже отдельная история.

Для финального испытания подключаем сварочный аппарат к балластному реостату и даем полный ток. В данном случае это 200 Ампер. В условиях реальной сварки напряжение на дуге в районе 25 Вольт, поэтому исправный сварочный аппарат на максимальном токе должен обеспечивать падение напряжения 25 Вольт, или немного выше.


Резюме
Для экономии денег и времени не рекомендуем сдавать свою сварочную технику на ремонт в кустарные мастерские. В данное время очень мало мастеров, которые имеют достаточную компетенцию для ремонта. Такие мастера только сломают вам сварочный аппарат, а за ремонт в дальнейшем платить придется только Вам.
Приветствую участников форума.
Исходные данные: ВД-315 Неон. Инвертор трехфазный.
Вышел из строя после включения. Сработал автомат.
Вскрытие показало неправильную фазировку при подключении к сети удлинителем 380V: вместо 3 фаз имеем 2 одноименные фазы и ноль.
Дополнительные сведения: если верить паспорту и заводу изготовителю, то на аппарате должна стоять защита от неправильного включения дословно:
«Блок контроля фаз питающей сети КФ при обрыве любой фазы, а также при ошибке подключения питающего кабеля (вместо «фазы» подан «ноль»), блокирует работу блока управления и регулирования УР и соответственно инвертора И.»
Вопрос: Так мог ли аппарат сгореть из-за неправильного подключения (2 одноименных фазы + ноль вместо 3х фаз)? Если мог, то почему не сработал вышеназваный блок контроля фаз?
Заранее благодарен за вменяемые и грамотные отзывы.