
Дефекты сварочных инверторов, плазморезов которые можно исправить без специалистов сервиса
Всем работникам, связанным со сварочными инверторами привет!

Работаю в небольшой компании по ремонту и новому строительству. В каждой фирме, наверное, есть (по крайней мере обязаны быть) такие незаменимые работники широкого профиля. Не буду себя хвалить, но как-то так сложилось, что по жизни интересуюсь разными вещами и технологиями. А в наше время именно знания из разных областей часто пересекаются и решение каких-то проблем в одной области требует знаний в совершенно другой.
Компьютерные технологии, к примеру уже в любой технике, в том числе и в сварочной. Если раньше мы работали просто сварочными трансформаторами, потом сварочными выпрямителями типа «ВД 300». Аппараты были надежными, только тяжелыми и габаритными. Их ремонт даже не всегда требовал знаний основ электротехники. Можно было просто протянуть и заменить видимые оплавленные детали и контакты.
Типичные неисправности сварочных инверторов и плазморезов и их причины.
Я порой (от скуки и по просьбе)) занимаюсь несложными ремонтами различного электрооборудования. Скажу сразу, что 90% дефектов устраняются с помощью простого мультиметра отвертки, изоленты и ножа. Да еще сухого сжатого воздуха (без паров масла) от компрессора, который есть в каждой ремонтной фирме.

1. Сварочный инвертор не включается, что делать?
Убедитесь, что в розетке, куда подключен аппарат есть напряжение (20 % таких дефектов от «профи» сварщиков)
Возьмите мультиметр и прозвоните на К. З. концы вилки.
Затем раскрутите крышки аппарата и прозвоните целостность кабеля от вилки до входных клемм внутри инвертора.

Основная причина такой неисправности — это разрыв цепочки питания до выпрямителя сварочного инвертора. “Специалисты” сварщики порой тягают свои аппараты за силовой кабель и ломают его в месте входа в аппарат. Кнопки выгорают из-за абразивной пыли. Если нужен срочно инвертор в работу, можно соединить контактные провода кнопки напрямую. В таком случае аппарат будет включаться только вилкой.
2. Сварочный инвертор при включении выбивает защитные автоматы сети и не включается.
3. При сварке срабатывает защита от перегрузки и инвертор отключается
4. Сварочный ток инвертора не регулируется или “скачет” в большом диапазоне.
Ремонт сварочных инверторов своими руками

Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):

Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
Ремонт аппаратов инверторной сварки

Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки

Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.

Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.

Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Источники:
https://rabochiybloknot. ru/defekty-svarochnyh-invertorov-kotorye-mozhno-ispravit-bez-specialistov-servisa
https://pochini. guru/remont/svarochnyih-invertorov
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Содержание
- 1 Частые неисправности
- 2 Устройство не запускается
- 3 Залипание электрода (прерывание дуги)
- 4 Самопроизвольное отключение
- 5 Неисправности инверторных устройств
- 5.1 Электрическая схема
- 5.2 Особенности эксплуатации
- 5.3 Порядок самостоятельного ремонта
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Современные полуавтоматы и инверторы давно вышли за рамки стандартных условий эксплуатации. Ряд моделей способен работать при пониженном напряжении в 130 В. Усовершенствованное оборудование функционирует в режимах наиболее эффективного распределения продолжительности нагрузки, то есть можно варить в течение полной рабочей смены. Расширенный температурный диапазон позволяет создавать металлоконструкции даже при -20 0С.
Тем не менее, и новейшие агрегаты иногда сбоят, подводя в самый неподходящий момент. В этой статье расскажем, почему сварочный аппарат работает, но не варит.
Основные причины отказов
В сравнении с предыдущими поколениями техники современные сварочные аппараты характеризуются более сложным устройством, требующим от пользователей определённых навыков обращения. В случае появления неполадок можно провести первичную самостоятельную диагностику и ремонт.
Все неисправности объединяют в две группы:
- Некорректная работа сварочной «начинки» (внутренние проблемы).
- Ошибки с настройками режимов (внешние ошибки).
Понятно, что у новичков чаще случаются помехи из второй группы, поэтому до того как обращаться в мастерскую или вскрывать сварочный инвертор самому, желательно проверить выбранные установки. Основные ошибки с настройками и способы их устранения производители приводят в инструкции.
Как устранить внешние неисправности
Самостоятельная диагностика сварочного аппарата проводится в случае возникновения следующих неполадок:
- Аппарат включён, но сварочный процесс вести невозможно.
- Дуга горит крайне нестабильно. Наблюдается повышенное разбрызгивание металла.
- В ходе образование шва происходит постоянное залипание электрода.
- После включения аппарат не реагирует на действия пользователя.
Рассмотрим каждую из неисправностей подробно.
Сварочный аппарат включён, варить невозможно
Необходимо проверить целостность кабеля. Не исключена вероятность, что он повреждён. Кроме того, инвертор может не работать по причине отсутствия массы на свариваемой детали.
Проблемы с дугой
Ошибка возникает, если сварочный ток настроен неправильно. Параметр напрямую зависит от диаметра и типа электрода, также значение должно соответствовать скорости, с которой работает сварщик. Снижая скорость сваривания деталей, необходимо отрегулировать и ток на аппарате.
Появление залипания
Проблема возникает по нескольким причинам:
- В процессе сварки понизилось напряжение.
- Ухудшился контакт электрода с поверхностью свариваемой детали в результате сильного окисления (в сварочную зону поступает кислород). В этом случае процесс необходимо остановить, дождаться охлаждения металла и зачистить зону от оксидной плёнки.
- Сечение кабеля не соответствует мощности сварочника (меньше необходимого).
- Выбраны провода слишком большой длины (более 30 м).
Если причины организационного характера, починить сварочный аппарат можно одним из следующих способов:
- Восстановить повреждённую изоляцию кабеля.
- Подтянуть ослабевшие контакты.
Электрод может залипать в результате возникновения замыкания в обмотках трансформатора или сварочных проводах, перегрузки электронной схемы, пробоя конденсаторного фильтра, вышедших из строя диодов.
Отсутствие реакции аппарата
Возможные неполадки могут быть связаны с падением сетевого напряжения. Кроме того, подобную проблему часто вызывает слишком слабый автомат в щитке, отключающий линию во время подключения оборудования. К аналогичной реакции приводит активация внутренней защиты инвертора после слишком длительной работы без перерыва. В этом случае необходимо сделать остановку на 20–30 минут, чтобы система остыла, после чего продолжить работать.
Как проявляются проблемы с напряжением
Ситуация, когда сварочный аппарат включается, но не варит, знакома многим. В процессе работы дуга либо гаснет, либо совсем не поджигается. Ошибка может возникнуть в результате просадки напряжения. Если вы работаете электродом с диаметром прутка 3 мм, в сети должно быть не менее 200 В, для Ø 2мм необходимо минимум 180 В. Сетевое напряжение может падать существенно ниже этих отметок.
Если проблемы с качеством электроэнергии постоянные, а работать необходимо по месту, можно купить генератор с функцией подключения сварочного аппарата.
Также в этой ситуации поможет стабилизатор напряжения с функцией выравнивания параметра при слишком низких значениях (от 140 В). Если просадки ещё ниже, устанавливают стабилизатор через повышающий трансформатор. Последнее устройство выводит напряжение на заданный уровень, а стабилизатор поддерживает рабочий диапазон. Только трансформатор ставить нельзя. В случае выхода сетевого напряжения на нормальные значения, прибор продолжит поднимать его к установленному диапазону. В результате напряжение может выйти за предельные 280 В, которые способна выдерживать бытовая техника, и потребители просто сгорят.
Причины самопроизвольного отключения оборудования
Если оборудование начало самопроизвольно отключаться, можно самостоятельно диагностировать сварочный аппарат. У большинства моделей предусмотрена функция автоматической защиты от критических ситуаций. Как только параметры выходят за номинальные, система блокируется с одновременным отключением вентилятора.
В таком случае следует проверить сетевое напряжение и убедиться в работоспособности предохранителей на обмотках сварочного трансформатора. Если в этой части всё в порядке, проверяют токовые обмотки. При обнаружении дефекта их либо перематывают, либо меняют на новые. Следом тестируют состояние выпрямителей диодов, неисправные элементы подлежат замене. Случается, что ломается фильтрующий конденсатор (дефектный также необходимо заменить).
При любых неполадках необходимо убедиться, что блок охлаждения сварочного оборудования работает исправно и внутренние пространство не перегревается.
Если аппарат долгое время находится под пиковыми нагрузками, охлаждающий блок перестаёт справляться. Для того чтобы вернуть технику в работу, необходимо сделать перерыв на 30–40 минут. Конструкция, которой обладают сварочные инверторы, предусматривает необходимость в перерывах во время работы. Например, непрерывно варить можно в течение 7–8 минут, после чего сварочнику дают «отдохнуть» 3–4 минуты.
Основные неисправности инверторов
К ремонту сварочного аппарата инверторного типа желательно приступать после изучения схемы и принципа работы оборудования.
Неисправности устраняются по следующей схеме:
|
Ошибка |
Причина |
Метод устранения |
|
Дуга нестабильна, наблюдается сильное разбрызгивание металла. |
Допущена ошибка при выборе сварочного тока. Параметр подбирают в соответствии с техническими характеристиками электрода. Зависимость следующая: на каждый 1 мм Ø выставляют 25–40 А. |
Регулируют силу тока согласно условиям. |
|
Ток установлен верно, при этом электрод постоянно залипает. |
1. Проблемы с напряжением. Нормальный параметр соответствует диапазону 220±15%. 2. Недостаточное сечение сетевого кабеля (меньше 2,5 мм2). 3. Нет нормального контакта между кабелем и сварочником. |
1. Устанавливают стабилизатор или работают через генератор. 2. Берут подходящий кабель. 3. Подтягивают контакты до нормы. |
|
Инвертор включён (индикатор горит), сварочный процесс не происходит. |
1. Соединение через удлинитель более 40 м. 2. Нарушение целостности кабелей. 3. Нарушен контакт с питающей сетью (подгорание). 4. Плохой контакт между свариваемой деталью и массой. |
1. Меняют кабель на провод с сечением 4 мм2. 2. Проверяют состояние проводов. 3. Устраняют причину, зачищая поверхности. 4. Восстанавливают контакт. |
|
Аппарат отключается в процессе работы |
1. Срабатывает защита. 2. Выключается автомат на щитке. |
1. Дают оборудованию отдохнуть. 2. Меняют выключатель на соответствующий номиналу по току (от 25 А). |
|
Во время сваривания загорается индикатор перегрева |
Защита подаёт сигнал, когда нагрев переходит за 800 0С, то есть нагрузка на сварочник превышает пиковую. |
Выключают аппарат и дают время на остывание схемы. |
В случае перегрева (сварочный процесс длится более 10 минут) защита может не сработать, при этом работа инвертора ухудшается, и оборудование может прекратить генерировать дугу. Как правило, охлаждение схемы после выключения устройства возвращает сварочник в работу без последствий.
Если в настройках перестал регулироваться ток, скорее всего, из строя вышел регулятор. Необходимо снять корпус и проверить контакты с помощью мультиметра. Неисправный регулятор меняют целиком. Если с блоком регулировки всё в порядке, проверяют работу дросселя и вторичного трансформатора. Дефектные детали подлежат замене.
Инвертор искрит
Проблема заключается в затруднённом появлении дуги. После контакта электрода с поверхностью свариваемой детали реакция появляется (искрение), но её недостаточно для полноценного поджига. Неисправность объясняется слабым соединением. В первую очередь следует осмотреть место входа кабеля в гнёзда на сварочнике. Болтающийся контакт необходимо затянуть до нормального уровня.
Далее проверяют вывод массы на деталь. Если был изготовлен крючок и наброшен на изделие, прихватите его в нескольких местах сваркой. В случае использования зажимов–крокодилов пошевелите место контакта, чтобы улучшить соединение.
Далее проверяют параметры по току. Даже если полностью уверены в выборе, ещё раз проверьте выставленное значение. Иногда при переноске оборудования регулировка может сбиться.
Искрение возникает в результате просадок напряжения, уменьшающих сварочный ток. Выставив 165 А в расчёте на 220 В при падении напряжения до 180 В реально окажется 115 А. В таких условиях понадобится стабилизатор или аппарат, рассчитанный на просадки.
Серьёзные проблемы сварочных инверторов
Во время сварки появился запах гари или пошёл дым из–под корпуса. Подобные неполадки могут случаться с безымянными моделями из–за плохой изоляции контактов или некачественной пайки. В таком случае следует сделать следующее:
- Отключить сварочник от сети питания.
- Снять боковую крышку, выкрутив удерживающие винты.
- Провести осмотр плат, транзисторов, конденсаторов и клемм.
- Проверить контакты проводов.
Цель визуальной проверки — найти тёмные следы гари и установить разболтавшиеся контакты. Обычно прогорание приводит к тому, что инвертор не включается или гудит, но не работает. Если осмотр ничего не дал, следует воспользоваться мультиметром. Новички могут самостоятельно прозвонить электросхему без подключения к питанию.
Способы проверки и настройки мультиметра зависят от детали. Общее правило тестирования заключается в соединении контактов проверяемого элемента со щупами, при этом на экране прибора загорается соответствующее обозначение (например, единица — это значит, что деталь рабочая). Если появились нули, значит, дефектный элемент найден, и его меняют на новый.
Для пайки понадобится оборудование с функцией удаления жидкого олова, чтобы исключить заливание припоем соседних контактов и не создать условия для короткого замыкания.
Процесс выполняют следующим образом:
- Ножки дефектного элемента прогревают, после чего аккуратно пошатывают деталь в самой плате и извлекают.
- Место посадки обезжиривают канифолью.
- Новый элемент устанавливают в посадочные отверстия.
- Точечно подают припой и дают охладиться до застывания.
Нередко сварочный аппарат не включается в работу по причине неисправности диодных мостов. Для проверки состояния их нужно выпаять из схемы. Элементы установлены параллельно, поэтому проверить работоспособность деталей по отдельности в посадочном положении не получится.
Для того чтобы устранить большую часть неисправностей, рекомендуем следовать следующим правилам:
- Устанавливать правильные сварочные режимы.
- Проверять до начала работы и периодически во время плановых остановок плотность соединительных контактов.
- Контролировать параметры входного напряжения. В случае просадок использовать стабилизаторы или соответствующие сварочники.
- Не перегружать оборудование сверх меры (условия для нормальной работы указаны в паспорте).
- Следить за теплообменом. Воздух должен свободно проходить к вентиляторам, охлаждающим схему.
- Не работать в сильно запылённых помещениях.
Диагностика и ремонт современных сварочных агрегатов требует навыков и знаний, поэтому если сомневаетесь в собственных силах, поручите оборудование профессионалам.
На чтение 9 мин Просмотров 32.1к. Опубликовано 15.01.2019
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Содержание
- Особенности сварочных инверторов и их ремонт
- Диагностика неисправностей инверторов
- Основные виды поломок и их устранение
- Рекомендации по самостоятельному ремонту
- Заключение
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.

Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт сварочных полуавтоматов

Содержание
- Диагностика и возможные неисправности
- Как отремонтировать?
- Меры профилактики
Сварочный полуавтомат является довольно сложным техническим агрегатом. Поэтому для того, чтобы заниматься его ремонтом своими руками в случае возникновения каких-либо неполадок, следует очень хорошо знать устройство и принцип работы как аппарата в целом, так и каждого отдельного элемента. И первым делом нужно уметь правильно определиться с дефектом и его причиной.

Диагностика и возможные неисправности
Все сварочные полуавтоматы снабжены инструкциями по эксплуатации и обслуживанию, где прописаны наиболее распространённые неисправности, их возможные причины и способы устранения. Поэтому рекомендуется сначала диагностировать дефектный аппарат с помощью этой инструкции.
Владельцу и пользователю сварочного аппарата полуавтоматического типа должны быть известны основные составные части этого агрегата.
Их нужно знать хотя бы для того, чтобы уметь устранять самые элементарные поломки аппарата, например, заменить перегоревший предохранитель в плате управления. А не зная, где находится электронный блок, нельзя найти и предохранитель. Не стоит, конечно, везти из-за такой мелочи аппарат в сервис или вызывать мастера на дом.


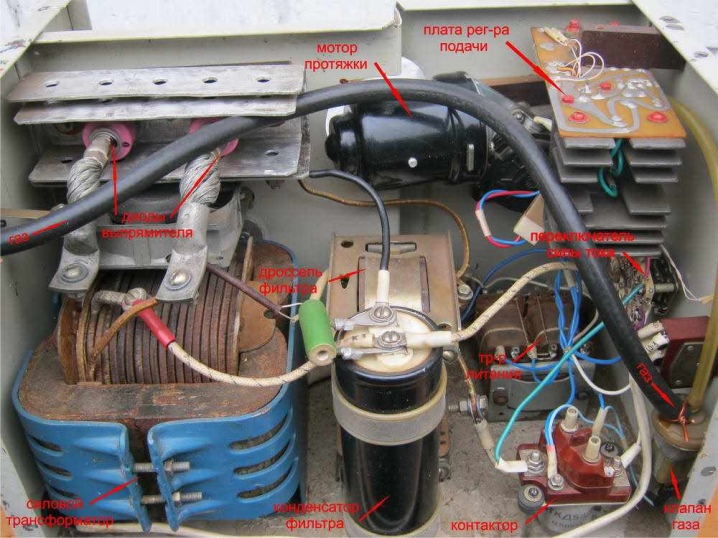
Основные узлы полуавтомата для сварки:
- система электропитания;
- линия подачи присадочной проволоки;
- электронная плата управления агрегатом;
- источник газовый;
- горелка.
Сварщику необходимо знать не только устройство горелки, но также и принцип работы (и расположение) остальных компонентов сварочного аппарата.
Перечислим наиболее часто встречающиеся поломки полуавтоматов, которые происходят либо в механической части конструкции аппаратов, либо в электронной.

Механические
Нередко бывает, что сразу нельзя понять, что происходит со сварочным аппаратом и где начать искать причину. Например, он не включается вообще или включается, но не варит, а если варит, то дуга нестабильная. В таких случаях возможными причинами могут стать плохие контакты, причём как в соединениях подачи электричества к аппарату, так и в электрических устройствах в самом агрегате.
Возможна ситуация, при которой происходит внезапное отключение сварочного аппарата во время работы. Одной из вероятных причин такой неприятности является срабатывание защиты от короткого замыкания в электрических цепях сварочного оборудования.

Ещё одной частой неисправностью сварочных полуавтоматов является перегрев.
Причины здесь кроются либо в некачественных контактах, либо в настройках силы тока к процессу сварки (недопустимо высокой), либо в изношенных деталях. Если не регулируется величина сварочного тока, то причиной может являться попадание внутрь кожуха регулирующего механизма постороннего предмета, который мешает перемещению вторичных катушек регулятора. Кроме того, возможны износ винта регулятора либо короткое замыкание между его зажимами.
Отсутствие дуги в некоторых случаях также является результатом плохих контактов в кабелях и месте присоединения к свариваемой детали. Случаются проблемы с подачей присадочной проволоки: подача запаздывает или возникает сильное трение в канале подачи. Это может происходить при ослаблении прижимного механизма или нарушения его регулировки.
Все перечисленные выше неисправности в большинстве случаев нетрудно исправить самостоятельно, не прибегая к помощи специалистов.

Электронные
Самостоятельным ремонтом электронной платы системы управления и электрической схемы сварочного аппарата, не имея каких-либо основательных знаний в области электротехники и электроники, заниматься не рекомендуется ввиду сложности этих составляющих компонентов.
Но всё же знание того, каким образом производится диагностика электронной части агрегата с целью выявления неисправностей, будет полезно пользователю.
Проверку электроники рекомендуют производить по определенному алгоритму. Причём делать это нужно после того, как та или иная поломка не устранилась в результате проведённых диагностических и профилактических мероприятий в механической части агрегата.
- В первую очередь проверяются все предохранители, имеющиеся в системе.
- Демонтируется плата управления, визуально оценивается работоспособность деталей на ней (пайка, целостность, внешний вид и другие признаки).
- Если визуальный осмотр не дал результатов, следует проверить исправность деталей платы тестером, выпаивая каждую из них по очереди. После проверки исправная электронная деталь устанавливается на место, а тестирование продолжается далее.
Если причина неисправности в плате управления, то испорченная деталь обязательно обнаружится.


В заключение можно заменить подозрительные элементы схемы и поменять термостойкое покрытие радиаторов охлаждения полупроводников.
Только хорошо отлаженное сварочное оборудование способно стабильно работать без серьёзных поломок. А несложные проблемы можно решить самостоятельно. Стоит отметить, что часто одни и те же неисправности со сварочным полуавтоматом могут возникнуть как по механическим, так и по электронным причинам. Именно поэтому диагностирование неисправностей и выявление их причин иногда может затянуться. Причём сам ремонт обычно занимает совсем немного времени.


Как отремонтировать?
Прежде чем начинать диагностику и ремонт сварочных полуавтоматов, следует позаботиться о мерах безопасности, необходимых при работе с электрооборудованием. Основное правило при этом – полное обесточивание аппарата с видимым разрывом соединения с источником электропитания. Кроме этого, необходимо подготовить инструменты для работы, в том числе аппаратуру для тестирования электронных деталей и расходный материал, например, изоляционную ленту, термопасту, имеющиеся запасные части и детали.
А также нужно быть готовым к возможным затратам по приобретению и других материалов и запчастей, так как заранее предусмотреть состояние неисправного аппарата крайне сложно.

Как уже упоминалось ранее, сначала следует заняться мероприятиями по диагностике и устранению возможных причин неисправностей в механической части оборудования. Для этого осматривается сварочный аппарат, очищаются и подтягиваются все контакты, болтовые и винтовые соединения, восстанавливается изоляция. Нужно понимать, что большинство проблем возникает из-за ослабленных и загрязнённых контактов в электрических соединениях. В этом кроются и перегревы оборудования, и нестабильная дуга или полное её отсутствие, и повышенное гудение аппарата.

К перегреву сварочного агрегата зачастую приводят нарушения его эксплуатации: превышение допустимых значений сварочного тока и времени беспрерывной работы. В результате этого быстро изнашиваются детали. Изношенные части оборудования следует своевременно заменить, а величину сварочного тока отрегулировать согласно инструкции.
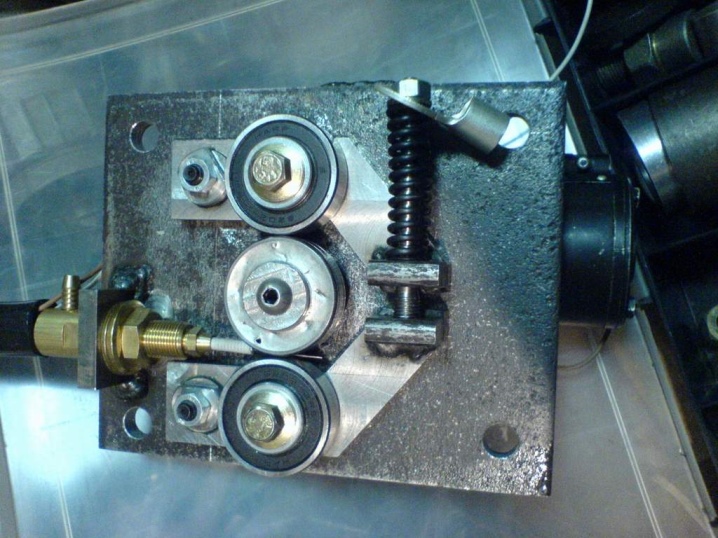
Проблемы с механизмом подачи проволоки решаются в соответствии с причинами. Если стёрся канал или же он слишком узкий, то его полностью меняют на новый. Это выполняют так: новым каналом просто выталкивают неисправный. Выходит, что одновременно производится и демонтаж старого канала, и монтаж новой линии подачи проволоки. Только нужно подобрать подходящий канал (и по длине, и по диаметру), который внутри должен быть гладким.
Если неисправен натяжной механизм или стёрлись ролики, выполняется регулировка натяжения и замена роликов.
Ремонт регулятора величины сварочного тока заключается в разборке механизма, очистке его от пыли и грязи, извлечении посторонних предметов, подтяжке клемм и замене изоляции. Бывает, что регулятор не работает по причине выхода из зацепления стержня вращающейся ручки. В этом случае зацепление нужно восстановить.
Электронная плата управления очищается от пыли и загрязнений, неисправные детали заменяются на запасные или приобретённые в магазине электронных товаров и запчастей. При коротких замыканиях в катушках, кабеле, проводах, трансформаторе следует принять меры по изолированию оголённых участков обмоток (или полной замене неисправных элементов), кабельных жил и проводов.
Меры профилактики
Чтобы избежать многих поломок сварочного полуавтомата, ему необходим надлежащий уход и правильная эксплуатация. Аппарат нередко работает в тяжёлых условиях (повышенная влажность помещения, запылённость или задымлённость рабочей зоны, низкая или, наоборот, высокая температура воздуха, продолжительные сварочные работы с короткими паузами и так далее). Всё это приводит к уменьшению сроков безотказной работы агрегата.

Специалисты и производители сварочного оборудования рекомендуют оптимальные сроки проведения профилактических мероприятий с аппаратами, нацеленные на предупреждение наиболее распространённых неисправностей.
Необходимо не реже 1 раза в месяц производить технический осмотр всего оборудования, включая в это мероприятие не только выявление очевидных (или возможных) неисправностей или нарушений с оборудованием, но и следующие работы:
- обязательную очистку и подтяжку клеммных колодок, контактов, винтов и зажимов;
- замену подгоревшей изоляции проводов и кабелей;
- обдув воздухом или инертным газом под давлением внутренних и внешних устройств с целью удаления пыли и других сухих загрязнений;
- очистку нейтральным растворителем электронной платы управления;
- проверку правильности работы вентилятора и холодильников.

Кроме того, 1 раз в год агрегат следует полностью разобрать, тщательно очистить от любых загрязнений, произвести полную диагностику деталей с заменой ненадёжных или подозрительных элементов, а также очистить двигатель вентилятора и смазать его подшипники.
Но самой эффективной профилактической мерой будет являться выполнение всех предписанных производителем правил эксплуатации, ухода и хранения сварочного агрегата.
Как делать ремонт полавтоматического сварочного аппарата ТЕМП 059М смотрите далее.
Подборка по базе: изучение УРАЛ АЦ 6.0 (5557).doc, Мордва Южного Урала.docx, УМК История Урала.doc, перечень неисправностей транспортного средства.docx, занятие №2 определение и устранение неисправностей дыхательных а, Водный баланс по Урала.docx, qr коды.docx, ЮЖНЫЙ УРАЛ В ГОДЫ ВОВ..docx, Tema №7 Определение неисправностей сизод.docx, АНАЛИЗ ИНВЕСТИЦИОННОЙ ПОЛИТИКА СВЕЗА УРАЛЬСКИЙ.docx
Коды неисправностей УРАЛ ИМПУЛЬС-500
Разработчиками УралИмпульс-500 предусмотрена индикация предупреждений и сообщений о неисправностях в системе.
При этом список неисправностей делится на две группы: первая группа – серьёзные ошибки, которые для сброса требуют выключения/включения питания, и несерьёзные ошибки – для сброса нужно повращать энкодером:
- E01 «t°С» Термозащита первичной силовой цепи
Измеренная температура силовых охладителей в первичной цепи превысила максимальное значение, требуется перерыв в работе для охлаждения. При возникновении этого сообщения система временно заблокирует силовой преобразователь при включенном вентиляторе. Как только температура войдет в разрешенный диапазон –сообщение исчезнет и можно будет продолжить работу.
- E02 » U1L» заниженное первичное напряжение
Измеренное первичное выпрямленное напряжение оказалось ниже минимального порогового значения — система заблокирует дальнейшую работу силового преобразователя. Для сброса ошибки потребуется выключить питание, устранить проблему и снова включить аппарат. Посмотреть значение первичного выпрямленного напряжение можно в тестовом режиме: ОПЦИИ->Тестирование->Питание: V1. Минимальное пороговое значение V1min= 360В (-30% от номинального).
- E03 » U1H» завышенное первичное напряжение
Измеренное первичное выпрямленное напряжение оказалось выше максимального порогового значения — система заблокирует дальнейшую работу силового преобразователя. Для сброса ошибки потребуется выключить питание, устранить проблему и снова включить аппарат. Посмотреть значение первичного выпрямленного напряжение можно в тестовом режиме: ОПЦИИ->Тестирование->Питание: V1. Максимальное пороговое значение V1max= 668В (+25% от номинального).
- E04 » Uп» Напряжение питания платы управления 16В вне диапазона
Измеренное напряжение питания платы управления 16В оказалось вне допустимого диапазона — система заблокирует дальнейшую работу силового преобразователя. Для сброса ошибки потребуется выключить питание, устранить проблему и снова включить аппарат. Посмотреть значение измеренного напряжения питания 16В можно в тестовом режиме: ОПЦИИ->Тестирование->Питание: Vп. Диапазон допустимых значений Vп= 12.5 … 18.0 В.
- E06 «Shr» длительное КЗ в сварочной цепи
Если во время сварки система обнаружит непредусмотренное технологией сварки длительное короткое замыкание в сварочной цепи, то на дисплей выведется сообщение об ошибке и временно заблокируется работа силового преобразователя. Для сброса ошибки необходимо устранить КЗ в сварочной цепи и повращать левый/правый энкодер.
- E07 » U2o» сразу после включения замерено сварочное напряжение
Сразу после включения питания, пока силовой преобразователь еще не запущен, система тестирует измерительные датчики. Если система обнаружит сварочное напряжение на сварочных клеммах, когда его быть там не должно — на дисплее появится сообщение о неисправности. Необходимо выключить аппарат, устранить неисправность и снова включить аппарат. Посмотреть значение измеренного сварочного напряжения можно в тестовом режиме: ОПЦИИ->Тестирование->Сварочные: U2.
- E08 » U2″ сварочное напряжение не может быть поддержано точно
Во время сварки постоянно контролируется точность поддержания заданного сварочного напряжения на клеммах источника. В случае, если ошибка поддержания сварочного напряжения превышает некоторый предельный порог — система выдаст сигнал об ошибке. Необходимо выключить аппарат, устранить неисправность и снова включить аппарат. Если фактическое сварочное напряжение на сварочных клеммах (измерить мультиметром) при попытке начать сварочный процесс менее 5В, то, скорее всего, вышел из строя силовой преобразователь. Если напряжение на мультиметре более 5В, а на дисплее показывает 0В, то не работает измерительная схема датчика сварочного напряжения. Посмотреть значение измеренного сварочного напряжения можно в тестовом режиме: ОПЦИИ->Тестирование->Сварочные: U2.
- E09 » J2o» сразу после включения замерен сварочный ток
Сразу после включения питания, пока силовой преобразователь еще не запущен, система тестирует измерительные датчики. Если система измерит сварочный ток, когда его быть там не должно — на дисплее появится сообщение о неисправности. Необходимо выключить аппарат, устранить неисправность и снова включить аппарат. Посмотреть значение измеренного сварочного тока можно в тестовом режиме: ОПЦИИ->Тестирование->Сварочные: I2.
- E10 «UJ2″ на выходе нет сварочного тока и напряжения
Система непрерывно контролирует сварочные ток и напряжение. Если силовому преобразователю дана команда поддерживать заданные ток и напряжение, а измеренные значения близки к нулевым, то это означает, что скорее всего неисправен силовой преобразователь или плата управления. Система блокирует работу силового преобразователя и выдает сообщение об ошибке. Необходимо выключить аппарат, устранить неисправность и снова включить аппарат. Посмотреть значение измеренного сварочного тока и напряжения можно в тестовом режиме: ОПЦИИ->Тестирование->Сварочные: U2 и I2.
- E11 «FLA» ошибка чтения из FLASH памяти
- E12 «FLA» ошибка записи в FLASH память
- E14 «FLA» выход параметра из FLASH памяти за рамки мин/макс
Система часто пользуется энергонезависимой флэш памятью — производит чтение и запись, при этом, если будут обнаружены ошибки в работе с памятью, на дисплее появится сообщение с кодом ошибки, которую можно сбросить левым/правым энкодером.
- E15 «U2H» сварочное напряжение вышло за верхнюю границу Система непрерывно контролирует измеренное на клеммах сварочное напряжение. Если измеренное напряжение вдруг окажется выше максимально-допустимого порога, система заблокирует работу силового преобразователя и выдаст сообщение об ошибке. Необходимо выключить аппарат, устранить неисправность и снова включить аппарат. Посмотреть значение измеренного сварочного напряжения можно в тестовом режиме: ОПЦИИ->Тестирование->Сварочные: U2.
- E16 » J2H» сварочный ток вышел за верхнюю границу
Система непрерывно контролирует измеренный сварочный ток. Если измеренный ток вдруг окажется выше максимально-допустимого порога, система заблокирует работу силового преобразователя и выдаст сообщение об ошибке. Необходимо выключить аппарат, устранить неисправность и снова включить аппарат. Посмотреть значение измеренного сварочного напряжения можно в тестовом режиме: ОПЦИИ->Тестирование->Сварочные: I2.
- E17 «con» нет цифровой связи с подающим механизмом
Если настроен процесс МИГ/МАГ и источник не может установить связь с подающим механизмом (ПМ), выводится сообщение об ошибке связи. Причиной этому может быть: не присоединённый кабель управления, неисправность кабеля управления, сгоревший предохранитель питания в ПМ, неисправность платы питания 42В в источнике, неисправность в блоках управления ПМ или источника. Посмотреть текущее значение порта цифровой связи можно в тестовом режиме: ОПЦИИ->Тестирование->Канал связи: RX. Значение RX должно поочередно меняться 0 или 1.
- E18 «-8-» превышение тока двигателя механизма подачи
- E19 «-8-» низкая скорость вращения двигателя механизма подачи
- E20 «-8-» высокая скорость вращения двигателя механизма подачи
- E21 «-8-» низкое напряжение питания механизма подачи
- E22 «-8-» высокое напряжение питания механизма подачи
- E23 «-8-» нет сигнала с датчика скорости механизма подачи
Коды неисправностей, генерируемые контроллером управления подающего механизма (ПМ), передаются по цифровому каналу в источник и выводятся на дисплей источника. В этом случае неисправность может быть в ПМ. Сбросить ошибки после устранения причины можно правым/левым энкодером.
- E24 «t°С » неисправен цифровой датчик температуры инвертора
Это сообщение выводится, когда контроллер источника не может получить данные от цифрового термодатчика. Сбросить ошибку после устранения причины можно правым/левым энкодером.
- E25 » Бо » нет потока жидкости в блоке охлаждения горелки
Когда в меню ОПЦИИ->Блок охлаждения: ON или AUTO, контроллер управления следит за состоянием датчика потока жидкости, расположенным в блоке охлаждения, и если датчик не обнаружил поток при включенном насосе БО, генерируется ошибка. Причиной может быть низкая пропускная способность шлангов контура или сварочной горелки, отсутствие подключенного провода нейтрали N к клеммам сетевого питания источника, неисправность блока охлаждения, неисправность платы управления блоком охлаждения в источнике, разгерметизация контура или попадание воздуха в шланги.
Сбросить ошибку после устранения причины можно правым/левым энкодером.
- E26 » Бо » скорость потока жидкости менее 0,5 л/мин
В подающем механизме в контур охлаждения встроен цифровой расходомер охлаждающей жидкости. При низкой скорости движения жидкости менее 0,5 л/мин генерируется ошибка. Причиной может быть низкая пропускная способность шлангов контура или сварочной горелки, неисправность блока охлаждения, неисправность платы управления блоком охлаждения в источнике, разгерметизация контура или попадание воздуха в шланги
- E27 «con » неверный ID подающего механизма
При соединении по цифровому каналу считывается ID подающего механизма. Если идентификатор не принадлежит классу поддерживаемых механизмов, работать система не будет, и выведет сообщение об ошибке.
- E28 «Uos » нет сигнала обратной связи
При включенной в меню ОПЦИИ функции «Провод обратной связи: ON» система при попытке начать сварку ожидает измерить сварочное напряжение в канале обратной связи и, если напряжение не обнаруживается, выдается сигнал о ошибке. Причиной может быть: отсутствие подключенного измерительного провода обратной связи к свариваемой детали, неисправность кабеля управления, неисправность платы управления источника. Посмотреть текущее значение напряжения обратной связи можно в тестовом режиме: ОПЦИИ->Тестирование->Сварочные: Uoc. Сбросить ошибку после устранения причины можно правым/левым энкодером.
- E30 «E30 F2» Залипла клавиатура
После механического повреждения панели управления может остаться зажатой какая-нибудь кнопка. При обнаружении факта удержания нажатой кнопки в течении более 10 секунд генерируется сообщение об ошибке с указанием номера неисправной кнопки. Если кнопок зажато несколько, то указывается наименьший номер. После устранения неисправности сообщение об ошибке исчезнет само.
- E31 «t°С» Термозащита вторичной силовой цепи
Измеренная температура силовых охладителей во вторичной цепи превысила максимальное значение, требуется перерыв в работе для охлаждения. При возникновении этого сообщения система временно заблокирует силовой преобразователь при включенном вентиляторе. Как только температура войдет в разрешенный диапазон –сообщение исчезнет и можно будет продолжить работу.
- E32 «t°С» Перегрев микроконтроллера
- E33 «Cab» Вставьте сварочный кабель в гнездо «+»
Сварочное гнездо «КТЛ» предназначено для подключения сварочного кабеля при работе с процессами КТЛ и КОРНЕВОЙ с использованием провода обратной связи. В других сварочных процессах питание из этого гнезда допустимо, но не целесообразно, т.к. вторичный охладитель неоправданно подогревается дополнительным силовым транзистором. Поэтому, при попытке сварки при установленном сварочном токе более 350А в режиме не КТЛ и не КОРНЕВОЙ при питании дуги от сварочного гнезда «КТЛ» сгенерируется эта ошибка. При возникновении этой ошибки необходимо либо убавить ток менее 350А, либо переключить сварочный кабель в гнездо «+», ошибку можно погасить вращением ручки энкодера.
- E34 «rEF » Опорное напряжение АЦП вне диапазона
АЦП – аналогово-цифровой преобразователь, который расположен на плате управления источника тока и переводит измеренные аналоговые сигналы сварочного тока, сварочного напряжения, сигнала ПДУ и др. в цифровой формат. Опорное напряжение VREF=3.30V необходимо АЦП как эталонное напряжение для точности производимых измерений. Если уровень опорного напряжения не соответствует номинальному уровню, то все измерения АЦП будут искажены, поэтому система не допустит дальнейшую работу. Причина может быть в неисправной плате управления и, скорее всего, потребуется её ремонт или замена.
- E35 » Бо » Нет соединения с блоком охлаждения
Если блок охлаждения (БО) не подключен кабелем управления к источнику, то плата управления это фиксирует и когда приходит команда на включение насоса БО — генерируется ошибка. Поэтому, если есть необходимость использовать БО, то его обязательно необходимо соединить с источником комплектным кабелем управления.
- E37 » АС» Неисправность в АС модуле переменного тока
Может возникнуть как при включении при самотестировании, так и в процессе работы. Плата управления постоянно измеряет напряжение до вторичного моста, после вторичного моста и сварочный ток до моста. Если до моста напряжение есть, а после моста нет, то ключи не открываются, если же при закрытых ключах ток протекает, то вероятно произошел пробой в ключах вторичного моста. Причиной могут быть: выход из строя силовых IGBT модулей, платы АС, платы управления, проводки и др.
- E38 » АС» Перенапряжение в АС модуле переменного тока
При формировании переменного тока под влиянием паразитной индуктивности сварочных кабелей в блоке переменного тока возникают броски высокого напряжение, которые подавляются специальной схемой в плате АС. Если схема подавления бросков напряжения выйдет из строя, высветится данная ошибка, работа силового преобразователя блокируется. Повторно включить аппарат, если ошибка не устранилась, то требуется ремонт.


Сварочный инвертор Урал-Мастер 300 – мощный и надежный агрегат, обеспечивающий высокое качество аргонодуговой и ручной дуговой сварки любыми электродами.
Уточните цену сейчас!Купить
Похожие товары
| Сварочный ток, А | 300 |
| Напряжение питания, В | 380 |
| Потребляемая мощность, кВт | 10 |
| ПВ, % | 100 |
| Частота сети, Гц | 50 |
| Пределы регулирования сварочного тока, А | 6-300 |
| Напряжение холостого хода, В | 12 |
| Номинальное рабочее напряжение, В | 32 |
| Габаритные размеры, мм | 560 х 210 х 400 |
| Вес, кг | 24,0 |
Популярные аналогичные товары:
УРАЛ-Мастер 300
id#117311

Сварочный аппарат инверторного типа на 300АПроизводитель: Уралтермосвар
Страна производитель: Россия
Гарантийный срок: 12 мес
Вес: 24 кг
Напряжение питания: 380 В
Частота тока: 50 Гц
Напряжение холостого хода: 32 В
Номинальная потребляемая мощность: 12 кВА
Номинальный сварочный ток: 300 А
Максимальный диаметр используемого электрода: 6 мм
Минимальный диаметр используемого электрода: 2 мм
Максимальная температура окружающей среды: 40 град.
Минимальная температура окружающей среды: 10 град.
Максимальный сварочный ток: 300 А
Минимальный сварочный ток: 40 А
Продолжительность нагрузки: 100 %
Ширина: 210 мм
Длина: 545 мм
Высота: 415 мм
Цена 320000 руб. / шт.
УРАЛ-Мастер 300
Цена:
320 000
11.08.2021 г.
Сохранить в блокнот Сообщить о нарушении
Контакты:
Андрей ООО «Искра»
Повсеместно
Первоуральск
+7 (904) 165-53-43
https://iskrasvarka.ru/
https://iskrasvarka.ru/
Отправить запрос автору
|
|
Цена: Артикул: 800101 Сварочный инвертор, 380В, 6-300А, ПН-60%, 24кг (РД, РАД), (пульт дистанционного управления, с кабелем 30м + 6500 руб., с кабелем 10м + 5500 руб.) |
||||||||||||||||
|
Инвертор предназначен для питания одного поста ручной дуговой сварки электродом с любым типом покрытия.
Инвертор рекомендуется для сварки неповоротных стыков труб нефте- и газопроводов, и других ответственных конструкций. Температура эксплуатации от -40 до +400С.
|
|||||||||||||||||

Изменено: Вторник, 06 Июнь 2023 21:34